Настоящее изобретение относится к области пищевых продуктов и, в частности, к продуктам, покрываемым, по меньшей мере, частично гранулированным материалом.
Вышеуказанная конфигурация предлагается для широкого ряда видов продуктов, таких как печенье, снеки и т.д.
Известные до настоящего времени технологические процессы нанесения гранулированного материала в основном предусматривают направление на индивидуальный продукт обильного потока гранулированного материала, обычно в форме пленок или материала в свободном падении, так что часть указанного материала, сталкивающаяся с продуктом, остается сцепленной с самим продуктом.
Вышеуказанный способ можно использовать для полного или только частичного покрытия продукта. В последнем случае используются трафареты со специально обеспеченными отверстиями для открытия потоку только определенных частей продукта, на которые следует нанести покрытие.
Другие способы предусматривают, наоборот, встряхивание продуктов во вращающейся емкости, содержащей гранулированный материал, как в процессе панировки. В этом случае продукты покрывают полностью.
В обоих обозначенных способах выполняемая операция по существу заключается в приведении гранулированного материала в контакт с продуктом. Указанный материал затем остается сцепленным с указанным продуктом благодаря веществам с адгезивными свойствами, покрывающими сам продукт, например, кремам, растопленному шоколаду и тому подобным в вязком состоянии.
В данном контексте настоящее изобретение рассматривает способ нанесения гранулированного материала, улучшенный, по сравнению с известными способами, обозначенными выше, по причинам, очевидным, исходя из нижеследующего.
Указанный способ, образующий объект настоящего изобретения, определен свойствами по п. 1 Формулы. Кроме того, настоящее изобретение относится к устройству по п. 7.
В различных вариантах выполнения описанный здесь способ предназначен для нанесения гранулированного материала на локализованные области продукта.
В различных предпочтительных вариантах выполнения нанесение гранулированного материала сконцентрировано на краях или периметральных поверхностях продукта.
В общем, описанный здесь способ может работать на продуктах любой формы. Согласно форме продукта указанный способ может быть выполнен с помощью различных средств, как продемонстрировано подробным образом далее.
Формула образует неотъемлемую часть обеспеченного здесь технического учения в отношении изобретения.
Дополнительные свойства и преимущества изобретения очевидны, исходя из последующего описания со ссылкой на прилагаемые чертежи, обеспеченные исключительно путем неограничивающего примера, на которых:
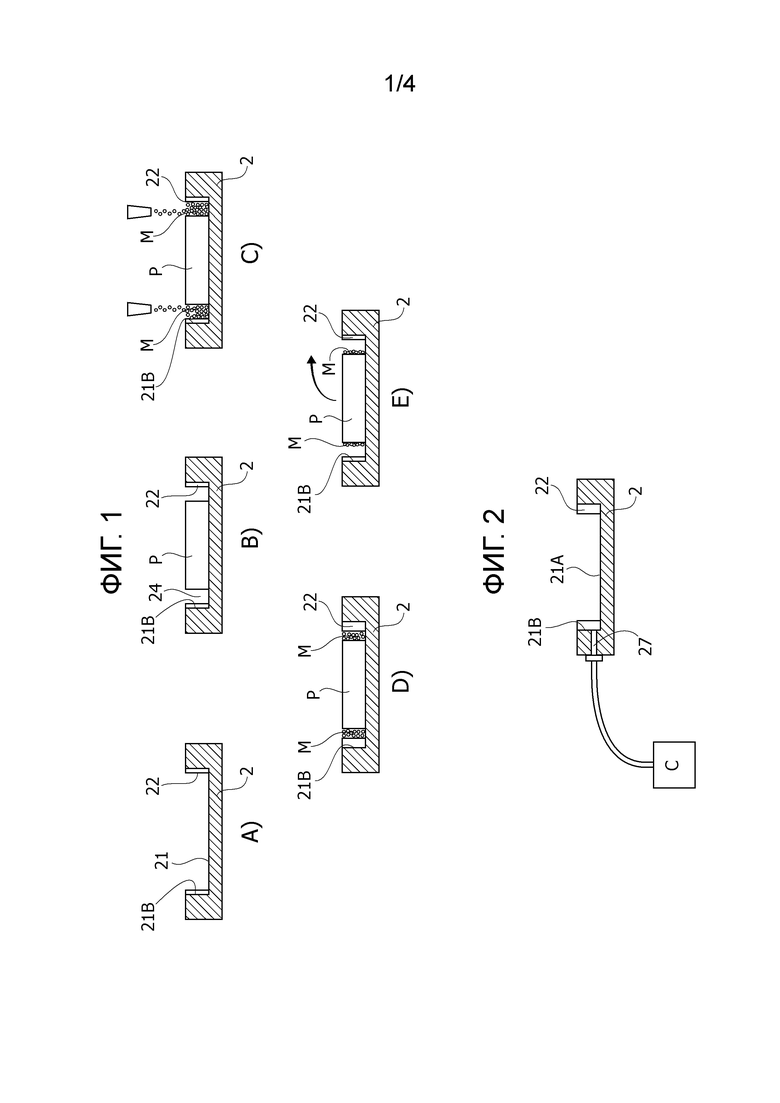
Фиг. 1 - схематичный вид последовательных этапов описанного здесь способа по первому варианту выполнения;
Фиг. 2 - схематичный вид примера устройства для вышеуказанного первого варианта выполнения;
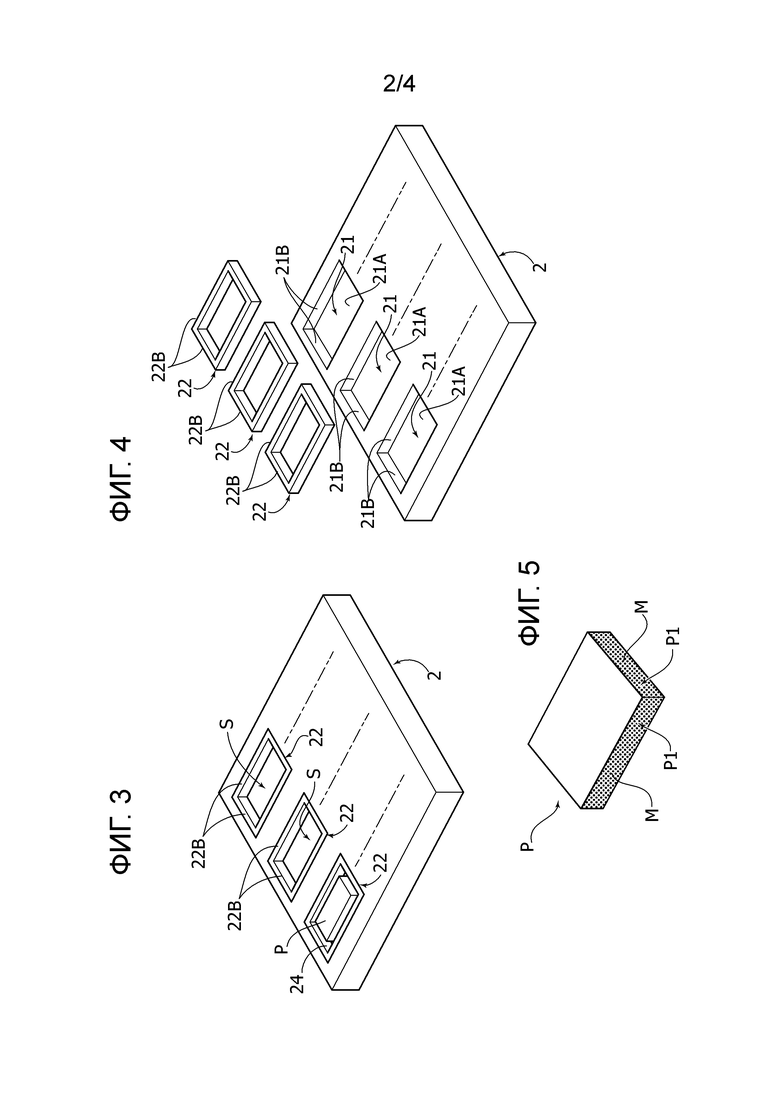
Фиг. 3 - пример формы, используемой в указанном устройстве по Фиг. 2;
Фиг. 4 - подетальный вид указанной формы по Фиг. 3;
Фиг. 5 - пример продукта, полученного с помощью описанного выше способа;
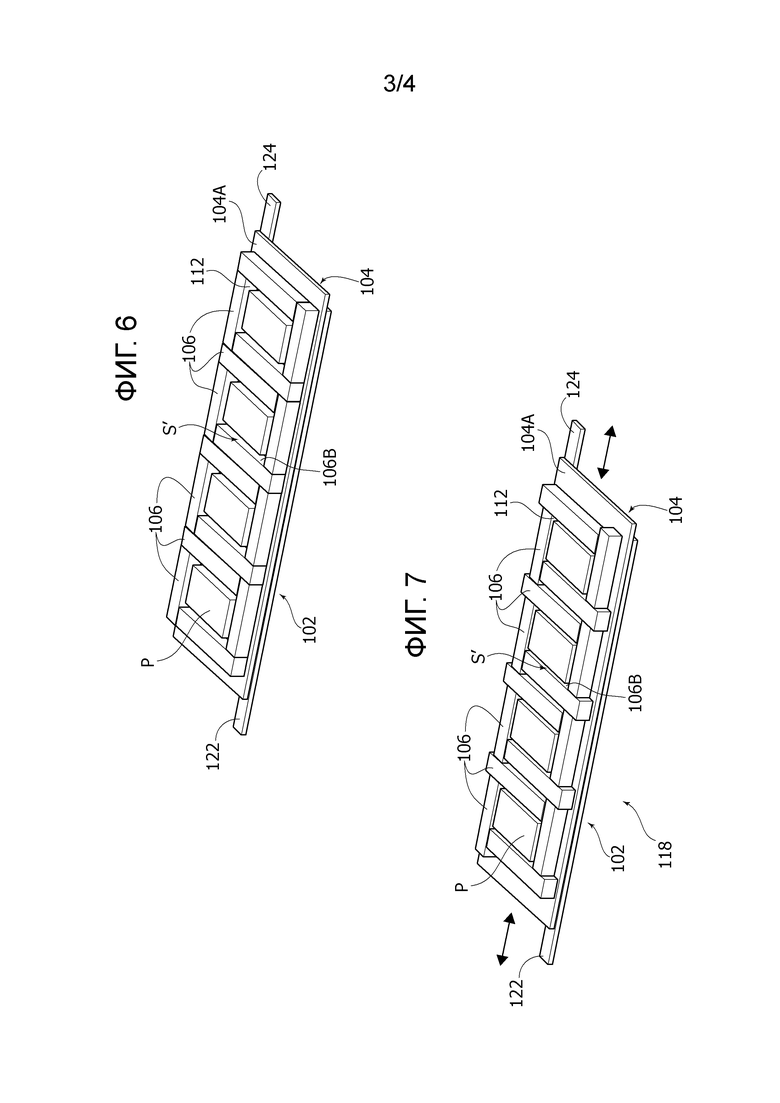
Фиг. 6 - пример устройства для второго варианта выполнения описанного здесь способа;
Фиг. 7 - устройство по Фиг. 6 в различных рабочих состояниях;
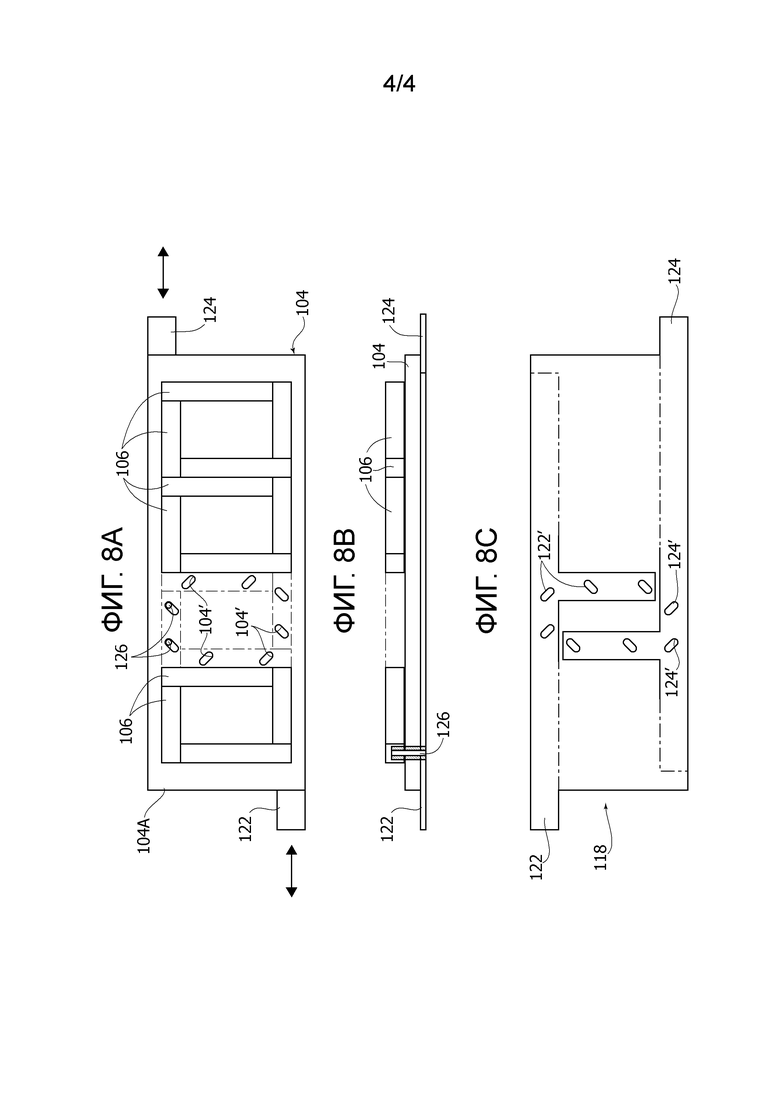
Фиг. 8А, 8В, 8С - соответственно, вид сверху, вид сбоку и вид снизу частично разобранного устройства по Фиг. 6.
В последующем описании раскрыты различные конкретные элементы с целью обеспечения полного понимания вариантов выполнения. Указанные варианты выполнения могут быть получены без одного или более конкретных элементов или с помощью других способов, компонентов или материалов и т.д. В других случаях известные структуры, материалы или операции не показаны или не описаны подробно для ясности различных объектов варианта выполнения.
Используемые здесь ссылки обеспечены исключительно для удобства и, следовательно, не ограничивают область защиты или объем вариантов выполнения.
В целом, описанный здесь способ имеет функцию нанесения гранулированного материала на, по меньшей мере, одну наружную сторону пищевого продукта.
Он включает этапы:
- обеспечения формы, имеющей полость формы, по меньшей мере, частично ограниченной, по меньшей мере, одной перемещаемой стенкой, обращенной к внутренней части полости формы;
- расположения продукта в полости формы путем установки вышеуказанной наружной стороны, обращенной к и на расстоянии от вышеуказанной перемещаемой стенки;
- введения гранулированного материала в промежуток между перемещаемой стенкой и наружной стороной указанного продукта; и
- перемещения перемещаемой стенки к наружной стороне продукта, так что она прижимает указанный гранулированный материал к вышеуказанной стороне.
Описанный здесь способ, следовательно, предусматривает расположение продукта и гранулированного материала в предварительно заданном относительном положении, в котором они уже находятся во взаимном контакте в полости формы и прижимают материал к продукту с помощью действия перемещаемой стенки, ограничивающей полость формы.
Действие, прилагаемое перемещаемой стенкой, вызывает проникновение в разной степени гранул в продукт, в зависимости от свойств продукта и гранулированного материала, таким образом, закрепляя гранулы на продукте.
Как видно более подробно далее, вышеуказанная перемещаемая стенка, выполненная для прижатия гранулированного материала к продукту, может быть образована надувным корпусом или перемещаемым блоком, управляемым приводным устройством.
По очевидным исходя из изложенного далее причинам использование надувного корпуса представляет собой предпочтительный выбор в применениях способа на продуктах сложных форм, например, закругленных или неправильных форм.
Со ссылкой на решение, использующее надувной корпус, он работает путем перехода из конфигурации в покое в расширенную конфигурацию путем введения в него текучей среды под давлением.
В различных предпочтительных вариантах выполнения этот корпус предварительно выполнен для расширения в основном направлении.
Предпочтительно, указанный надувной корпус состоит из кожуха, выполненного из водонепроницаемого гибкого материала, например, каучука, силикона и т.д.
Предпочтительно, действие, прилагаемое на надувной корпус, подвергается управлению давлением, образуемым в корпусе, например, через датчик давления.
Со ссылкой на другое решение с перемещаемым блоком, его приводят в перемещение к продукту, предпочтительно, поступательное перемещение.
Предпочтительно, действие вышеуказанного блока подвергается управлению усилием и/или положением для ограничения усилия, прилагаемого на продукт.
Предпочтительно, часть продукта, вступающая в контакт с гранулами, состоит из вязкого полуфабриката, такого как крем, шоколад, мед и т.д.
Указанный рассматриваемый гранулированный материал может, например, состоять из орехов, кокоса, хлопьев, меренги и т.д.
Описанный здесь способ может в любом случае использоваться с гранулированным материалом любого типа.
Предпочтительные применения рассматривают материал, состоящий из гранул размером менее 0,5 см.
Как видно далее, описанный здесь способ разработан с конкретной ссылкой на продукты, покрываемые гранулированным материалом по закрытому периметральному краю или закрытой боковой поверхности.
В любом случае, те же принципы, показанные здесь, могут быть очевидным образом применены к продуктам с другой конфигурацией, например, продукты, покрываемые гранулированным материалом на одной поверхности или стороне.
Далее со ссылкой на чертежи, на Фиг. 5 показан продукт Р, имеющий в общем форму параллелепипеда, боковой край которой, образованный сторонами p1, покрыт гранулированным материалом М.
Со ссылкой на Фиг. 2-4 показан пример устройства для покрытия нескольких рассматриваемых продуктов гранулированным материалом. Это устройство выполнено по варианту выполнения, в котором используется надувной корпус, обозначенный выше.
Рассматриваемое устройство содержит форму 2, имеющую несколько полостей 21 для получения продуктов Р.
Каждая из указанных полостей 21 ограничена дном 21А и боковыми стенками 21В, окружающими дно 21А.
Эти полости имеют в виде сверху профиль, соответствующий профилю получаемых продуктов, но существенно больше.
По существу, в полостях 21 расположены надувные корпуса 22, имеющие кольцевую форму, соответствующую внутреннему профилю полостей 21, обозначенных выше.
Каждый из этих корпусов расположен с их сегментами 22В в контакте со стенками 21В полостей 21 для заполнения их наиболее периферических областей и оставляя, наоборот, свободным внутреннее пространство, составляющее полость S формы, подходящую для получения продукта Р и гранулированного материала М.
В частности, каждый из корпусов 22 имеет таком размер, что путем установки продукта Р на дно 21А в положении по существу по центру полости S между сегментами 22В и соответствующими сторонами р1 продукта Р получают канал 24 для содержания гранулированного материала (Фиг. 3).
Кроме того, отмечается, что ширина канала 24 позволяет содержать намного большее количество гранулированного материала, чем необходимо для покрытия продукта, очевидно, для простоты операции и гарантии полного покрытия продукта по завершении процесса.
С другой стороны, высота корпусов 22 и, следовательно, глубина полостей S очевидно соответствует вертикальной протяженности части продукта, подлежащей покрытию гранулированным материалом. Однако, в целом возможно предварительно выполнить форму 2, так что одиночная полость S располагается на определенной высоте продукта, например, на промежуточной высоте.
Форма 2 имеет ряд отверстий 27 для введения воздуха в корпуса 22. Последние имеют соответствующие не видимые на чертежах соединители, сопряженные с указанными отверстиями 27.
Воздух подают с помощью компрессорного узла С, соединенного с отверстиями формы с помощью гибких трубок.
Согласно описанному выше, указанные корпуса 22 предварительно выполнены для перехода из конфигурации в покое в расширенную конфигурацию в результате введения воздуха под давлением. Этот переход вызывает увеличение толщины отдельных сегментов 22В, таким образом, образуя с помощью указанных сегментов давление гранулированного материала на стороны р1 указанного продукта.
В частности, указанные корпуса 22 предпочтительно выполнены так, что для каждого сегмента 22В расширение, возникающее за счет подачи воздуха, происходит преимущественно, если не исключительно, в основном направлении параллельно дну 21А полостей 21 и перпендикулярно соответствующей стенке 21В.
Предпочтительно, в действии расширение корпусов 22 подвергается управлению давлением, образуемым внутри них. Введение воздуха останавливают при достижении предварительно заданного давления, которое может быть настроено на этапе установки устройства и которое будет зависеть от нескольких факторов, среди которых свойства продукта Р и гранулированного материала М. В различных предпочтительных вариантах выполнения вышеуказанное предварительно заданное давление поддерживается в течение определенного времени.
Вышеуказанный способ управления обеспечивает адаптацию действия корпусов 22 к особым свойствам и различиям (например, в отношении геометрии, измерений и т.д.) индивидуальных продуктов, предотвращая таким образом повреждение продуктов, отличающихся от заданных условий.
Индивидуальный корпус 22 может состоять из закрытого кожуха или оболочки, выполненной для ограничения воздушной камеры вместе со стенками 21В и/или дном 21А полости 21.
В качестве альтернативы показанному варианту выполнения, предусматривающему индивидуальные надувные корпуса для различных полостей 21 формы, возможно обеспечить один или более надувных корпусов одновременно для различных полостей для покрытия части или всего периметра каждой полости. В этом случае количество надувных корпусов меньше общего количества полостей 21 указанной формы. Вероятно, в некоторых применениях также возможно обеспечить одиночный надувной корпус 22.
В противном случае также возможно обеспечить в каждой полости 21 несколько одиночных надувных корпусов, равных требуемому количеству сегментов 22В.
Далее в отношении способа нанесения гранулированного материала на продукт Р с помощью описанного устройства, как показано на Фиг. 1, его начинают с состояния, в котором полости S полностью свободны, а корпуса 22 находятся в конфигурации покоя (этап А по Фиг. 1).
Продукты Р затем помещают в полости S, при этом различные стороны р1 выполнены обращенными к соответствующим сегментам 22В корпусов 22 и, в то же время, отделенными от последних каналом 24 (этап В).
Затем канал 24 наполняют гранулированным материалом М, пока он не покрывает полностью стороны р1 продукта Р (этап С).
В этот момент корпуса 22 надувают, а их сегменты 22В, таким образом, прижимают гранулированный материал к соответствующим сторонам р1 указанного продукта (этап D).
Как можно видеть, это действие закрепляет индивидуальные гранулы на продукте.
Наконец, продукты Р, которые теперь имеют слой гранулированного материала, прикрепленного по сторонам р1, забирают для передачи на следующую станцию, например, упаковочную станцию (этап Е).
Далее со ссылкой на Фиг. 6-8А-С показан другой пример устройства, выполненный по варианту выполнения, в котором используется упомянутый ранее перемещаемый блок.
По вышеуказанному варианту выполнения форма, обозначенная позицией 102, содержит закрепленную пластину 104 и несколько блоков 106, установленных на стороне 104А указанной пластины 104, с возможностью перемещения, как видно более подробно далее.
Указанные блоки 106 разделены на различные группы или образования, ограничивающие вместе со стороной 104А пластины 104 соответствующие полости S' форм для получения продукта Р и гранулированного материала М.
В показанном примере группы из четырех блоков собраны вместе для ограничения соответствующих полостей S', имеющих прямоугольную форму в виде сверху, в частности, каждый блок образует своей внутренней стороной 106В стенку соответствующей полости S'.
Указанные полости S' имеют такие измерения, что, когда продукт Р расположен в центре указанной полости, указанные блоки 106 расположены на расстоянии от указанного продукта, образуя канал 112 для получения гранулированного материала. Как ранее описано в отношении предыдущего варианта выполнения, ширина рассматриваемого канала позволяет содержать большее количество гранулированного материала, чем необходимо для покрытия индивидуального продукта. Сходным образом, высота блоков 106 и, следовательно, глубина полостей S' очевидным образом соответствует вертикальной протяженности части продукта, подлежащей покрытию гранулированным материалом.
Как отмечалось ранее, блоки 106 установлены с возможностью перемещения для прижатия гранулированного материала, ранее введенного в канал 112, к соответствующей стороне продукта Р.
В различных предпочтительных вариантах выполнения указанные блоки 106 предварительно выполнены для одновременного перемещения. Для этой цели указанные блоки 106 соединены в общее приводное устройство 118.
В различных предпочтительных вариантах выполнения, как и в показанном, блоки 106 перемещаются прямолинейно, в направлениях относительно стенок соответствующей полости S', образованных ими, не перпендикулярно, а наклонно, а также взаимосвязанно в каждой паре смежных блоков.
Таким образом, каждый из указанных блоков 106 может приближаться к соответствующей стороне продукта, не мешая смежному блоку и оставаясь в контакте с последним для ограничения соответствующей полости S'.
В различных предпочтительных вариантах выполнения пластина 104 имеет желоба 104' под различными углами в соответствии с направлениями перемещения блоков 106, зацепляемые соответствующими штырьками 126, удерживаемыми самими блоками 106 и направляющими перемещение указанных блоков в указанных направлениях.
Указанное приводное устройство 118 содержит первый приводной элемент 122 и второй приводной элемент 124, расположенные под пластиной 104 и линейно перемещаемые поочередным образом.
Вышеуказанные элементы имеют желоба 122', 124', соответствующие в отношении формы и положения желобам 104', через которые они зацепляют штырьки 126 блоков 106 и вовлекают последние в перемещение. В частности, каждый из двух приводных элементов 122, 124 соединен через соответствующие желоба с двумя смежными блоками 106.
Указанные два элемента 122, 124 предварительно выполнены для перемещения синхронизированным образом и в противоположных направлениях. Указанные желоба, действующие как кулачковые средства, выполнены для преобразования перемещения двух элементов в перемещение обозначенных выше блоков 106.
Управление указанными двумя элементами может производиться соответствующими приводами или одиночным приводом, соединенным с обоими элементами с помощью приводной цепи.
Ход указанных двух элементов 122, 124 может быть предварительно настроен на основе геометрии указанных продуктов.
В некоторых вариантах выполнения перемещение указанных двух элементов 122, 124 подлежит управлению положением, когда привод для управления вышеуказанными элементами приводят в действие на основании исходной данной, обозначающей предварительно заданное положение.
В альтернативных вариантах выполнения перемещение двух элементов 122, 124 вместо этого подлежит управлению усилием, когда привод для управления вышеуказанными элементами приводят в действие на основании исходной данной, обозначающей предварительно заданное усилие.
В обоих случаях предварительно заданное положение или усилие соответствует условию, в котором указанные блоки 106 прижимают к продукту Р с максимальным предварительно заданным усилием.
В случае управления усилием указанное усилие, прилагаемое указанными двумя элементами 122, 124, может быть распознано с помощью датчиков нагрузки, подключенных к ним. В альтернативных вариантах выполнения это усилие, наоборот, распознается с помощью измерения силы тока, поглощаемой приводами, управляющими указанными элементами.
В некоторых вариантах выполнения управление усилием может быть введено для помощи в управлении положением.
Таким образом, предотвращается любое возможное повреждение любых продуктов, отличных от исходных состояний (например, в отношении геометрии и/или измерений).
Способ нанесения гранулированного материала М на продукт Р с помощью описанного устройства в целом соответствует способу, раскрытому выше по Фиг. 1. Единственным отличием в этом случае является то, что действие давления гранул на продукт прилагается блоками 106, согласно показанным вариантам, вместо надувных корпусов 22.
Наконец, в свете вышеизложенного отмечается, как описанные здесь способ и устройство могут использоваться для работы с продуктами любой формы. В этой связи со ссылкой на устройство предусмотрены полости S формы, имеющие форму, соответствующую формам продуктов в различных применениях. Для применения с продуктами сложных форм (например, закругленных форм, неправильных форм и т.д.) указанное устройство предпочтительно предварительно выполнено в варианте с надувными корпусами.
Безусловно, без предубеждения к принципам изобретения, элементы конструкции и варианты выполнения могут варьироваться, даже значительным образом, относительно показанного здесь исключительно путем неограниченного примера, без отхода от объема изобретения, как определено прилагаемой формулой.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВА ДЛЯ ТЕКУЧИХ СРЕД И СПОСОБЫ ИЗГОТОВЛЕНИЯ ТАКИХ УСТРОЙСТВ | 2017 |
|
RU2710567C1 |
| УСТРОЙСТВО ДЛЯ ТЕКУЧИХ СРЕД | 2017 |
|
RU2804437C1 |
| ГЕНЕРАТОР ГАЗА ДЛЯ ПОДУШКИ БЕЗОПАСНОСТИ АВТОТРАНСПОРТНОГО СРЕДСТВА | 2010 |
|
RU2522541C2 |
| ЛАРИНГОСКОПИЧЕСКАЯ МАСКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2336910C2 |
| КРЕПЕЖНЫЙ ЭЛЕМЕНТ ДЛЯ КРЕПЛЕНИЯ ПОЛКИ К ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОТДЕЛЕНИЯ ПРЕДМЕТА МЕБЕЛИ, НАБОР КОМПОНЕНТОВ, СОДЕРЖАЩИЙ КРЕПЕЖНЫЙ ЭЛЕМЕНТ, СПОСОБ СБОРКИ ПОЛКИ И КРЕПЕЖНОГО ЭЛЕМЕНТА | 2021 |
|
RU2829428C1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ПАССАЖИРА | 2015 |
|
RU2673409C1 |
| Крышка для емкости | 2020 |
|
RU2792712C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ ДЛЯ ПИЩЕВОГО ПРОДУКТА, В ЧАСТНОСТИ КОНДИТЕРСКОГО ИЗДЕЛИЯ | 2015 |
|
RU2680441C2 |
| НАДУВНОЕ УСТРОЙСТВО ВВОДА ДЛЯ ПОДКОЖНОГО ВВЕДЕНИЯ | 2017 |
|
RU2735673C2 |
| КОЛПАЧОК ДЛЯ КОНТЕЙНЕРА ДЛЯ ЖИДКОСТИ | 2022 |
|
RU2840888C2 |
Изобретение относится к пищевой промышленности. Способ нанесения гранулированного материала на, по меньшей мере, одну наружную часть пищевого продукта (Р), вступающую в контакт с гранулированным материалом и состоящую из вязкого полуфабриката, такого как крем, шоколад, мед, включает этапы обеспечения формы (2, 102), имеющей полость (S; S') формы, ограниченную, по меньшей мере, частично, по меньшей мере, одной перемещаемой стенкой (22В; 106). Далее располагают продукт (Р) в указанной полости формы путем установки указанной наружной стороны (p1) обращенной к и на расстоянии от указанной перемещаемой стенки (22В, 106). Вводят гранулированный материал в промежуток (24; 112), расположенный между указанной перемещаемой стенкой (22В; 106) и указанной наружной стенкой указанного продукта. После чего осуществляют перемещение указанной перемещаемой стенки (22В; 106) к указанной наружной стороне указанного продукта, так что она прижимает указанный гранулированный материал к указанной наружной стороне (p1) указанного продукта (Р). Также предложено устройство для нанесения гранулированного материала. Изобретение направлено на разработку улучшенного способа нанесения гранулированного материала на продукт. 2 н. и 14 з.п. ф-лы, 8 ил.
1. Способ нанесения гранулированного материала на, по меньшей мере, одну наружную часть пищевого продукта (Р), вступающую в контакт с гранулированным материалом и состоящую из вязкого полуфабриката, такого как крем, шоколад, мед, включающий этапы:
- обеспечения формы (2, 102), имеющей полость (S; S') формы, ограниченную, по меньшей мере, частично, по меньшей мере, одной перемещаемой стенкой (22В; 106);
- расположения продукта (Р) в указанной полости формы путем установки указанной наружной стороны (p1) обращенной к и на расстоянии от указанной перемещаемой стенки (22В, 106);
- введения гранулированного материала в промежуток (24; 112), расположенный между указанной перемещаемой стенкой (22В; 106) и указанной наружной стенкой указанного продукта; и
- перемещения указанной перемещаемой стенки (22В; 106) к указанной наружной стороне указанного продукта, так что она прижимает указанный гранулированный материал к указанной наружной стороне (p1) указанного продукта (Р).
2. Способ по п. 1, в котором в указанной форме (2) устанавливают надувной корпус (22), образующий указанную перемещаемую стенку, причем указанный этап перемещения предусматривает расширение указанного надувного корпуса, так что он прижимает указанный гранулированный материал к указанной наружной стороне (p1) указанного продукта (Р).
3. Способ по п. 2, в котором указанный этап расширения предусматривает введение текучей среды под давлением в указанный надувной корпус (22).
4. Способ по п. 2 или 3, в котором указанный надувной корпус (22) состоит из гибкого кожуха или оболочки, выполненной из водонепроницаемого материала, предпочтительно каучука или силикона.
5. Способ по п. 3, включающий управление давлением в указанном надувном корпусе (22) и остановку указанного этапа введения при распознавании предварительно заданного давления, при этом, предпочтительно, указанное предварительно заданное давление поддерживается в течение предварительно заданного времени.
6. Способ по любому одному из пп. 2-5, включающий нанесение гранулированного материала на закрытый периметральный край или на закрытую боковую поверхность указанного продукта (Р),
при этом указанный надувной корпус (22) имеет кольцевую конфигурацию, соответствующую закрытому профилю,
причем указанный этап расположения предусматривает расположение указанного продукта, так что указанный надувной корпус (22) окружает указанный периметральный край, или указанную боковую поверхность указанного продукта, оставаясь от нее на расстоянии,
при этом указанный этап расширения предусматривает расширение указанного надувного корпуса по всей протяженности указанного закрытого профиля и в направлении перпендикулярно указанному профилю.
7. Способ по п. 2, в котором указанная форма (102) содержит, по меньшей мере, один перемещаемый блок (106), образующий указанную перемещаемую стенку, при этом указанный этап перемещения предусматривает перемещение указанного блока к указанной наружной стороне указанного продукта через приводное устройство (118).
8. Способ по п. 7, в котором этап перемещения указанного блока к указанной наружной стороне указанного продукта включает приведение в действие указанного приводного устройства на основании исходной данной, обозначающей предварительно заданное положение и/или предварительно заданное усилие.
9. Способ по п. 7 или 8, включающий нанесение гранулированного материала на закрытый периметральный край или на закрытую боковую поверхность указанного продукта (Р),
причем указанная форма содержит несколько перемещаемых блоков (106), собранных вместе для образования кольцевого профиля,
при этом указанный этап расположения предусматривает расположение указанного продукта, так что указанные перемещаемые блоки окружают указанный периметральный край или указанную закрытую боковую поверхность указанного продукта, оставаясь от нее на расстоянии,
при этом указанный этап перемещения предусматривает одновременное перемещение указанных блоков к указанному периметральному краю или указанной закрытой боковой поверхности указанного продукта.
10. Устройство для нанесения гранулированного материала на, по меньшей мере, одну наружную часть пищевого продукта (Р), вступающую в контакт с гранулированным материалом и состоящую из вязкого полуфабриката, такого как крем, шоколад, мед, содержащее:
- форму (2; 102), снабженную, по меньшей мере, одной полостью (S; S') формы, ограниченной, по меньшей мере, частично, по меньшей мере, одной перемещаемой стенкой, и имеющей соответствующий размер для возможности получения указанного продукта, в соответствии с его расположением, так что указанную наружную сторону (p1) указанного продукта располагают обращенной и на расстоянии от указанной перемещаемой стенки (22В, 106); и
- устройство (С, 118) для перемещения указанной перемещаемой стенки к внутренней части указанной полости.
11. Устройство по п. 10, содержащее:
- по меньшей мере, один надувной корпус (22), образующий указанную перемещаемую стенку; и
- устройство (С) для подачи текучей среды под давлением, гидравлически соединенное с указанным надувным корпусом (22) для введения текучей среды под давлением в указанный корпус.
12. Устройство по п. 11, в котором указанная форма содержит полость (21), ограниченную дном (21А) и боковыми стенками (21В), окружающими указанное дно (21А), при этом указанный надувной корпус (22) имеет кольцевую конфигурацию для покрытия указанных боковых стенок (21В) указанной полости (21), ограничивая внутри пространство для получения указанного продукта и указанного гранулированного материала.
13. Устройство по любому одному из пп. 10-12, в котором указанный надувной корпус (22) состоит из гибкого кожуха или оболочки, выполненной из водонепроницаемого материала, предпочтительно, каучука или силикона.
14. Устройство по п. 10, содержащее:
- по меньшей мере, один перемещаемый блок (106), образующий указанную перемещаемую стенку, устанавливаемую на закрепленную структуру (104) указанной формы; и
- приводное устройство (118), выполненное для перемещения указанного перемещаемого блока.
15. Устройство по п. 14, в котором указанная форма содержит несколько перемещаемых блоков (106), собранных вместе для образования внутреннего кольцевого профиля заданного периметра, причем указанное приводное устройство (118) выполнено для одновременного перемещения указанных блоков (106) для сокращения протяженности указанного периметра.
16. Устройство по п. 15, в котором указанное устройство содержит кулачковую систему (126, 104', 122', 124'), приводимую в действие, по меньшей мере, одним линейно перемещаемым приводным элементом, выполненным для перемещения указанных блоков (106) в направлениях не перпендикулярно, а наклонно относительно перемещаемых стенок, образованных указанными блоками, и взаимосвязанно в каждой паре смежных блоков.
| US 4335147 A1, 15.06.1982 | |||
| УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЙ, СИСТЕМА ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЙ, СПОСОБ УПРАВЛЕНИЯ УСТРОЙСТВОМ И СИСТЕМОЙ И ПРОГРАММА | 2010 |
|
RU2527076C2 |
| Приспособление для сохранения горизонтального положения вагона подвесной дороги | 1937 |
|
SU57458A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИАМФОЛИТОВ-1АЯ::\''т | 0 |
|
SU318594A1 |
| WO 2012175265 A1, 27.12.2012 | |||
| DE 10233720 B4, 03.01.2013 | |||
| СПОСОБ ПОЛУЧЕНИЯ ВЗБИВНЫХ КОНДИТЕРСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2361413C2 |
| СПОСОБ УКРАШЕНИЯ КОНДИТЕРСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2163765C1 |

