Настоящее изобретение относится к способу изготовления слоистых изделий из различных материалов для печатных плат, который включает формирование комплекта пластмассовых слоистых изделий, обозначенных ниже «пакеты», разделенных пластинами из электроизоляционного материала, и нагрев комплекта в присутствии по меньшей мере двух датчиков температуры, которые позволяют получать однородность температуры по всему комплекту, и к системе для получения указанных слоистых изделий.
Печатные платы для электронных компонентов обычно получают из пластмассовых слоистых изделий, содержащих по меньшей мере одну металлическую пластинку.
В контексте настоящего изобретения отдельные пакеты состоят из чередующихся листов различно металлизированного диэлектрического материала («внутренний слой») и листов предварительно пропитанного и частично полимеризованного пластмассового материала (препрег). Первый и последний слой каждого пакета состоят из частей полосы меди или аналогичного металлического материала, способного проводить электричество.
Патент Италии №0001255128 относится к способу получения пластмассовых слоистых изделий с металлическими пластинами, в особенности для печатных плат, выполняемому с помощью колонного гидравлического пресса нисходящего типа, опорная и нажимная поверхность которого не нагреваются. Способ, описанный в указанном патенте, состоит из формирования комплекта пакетов, каждый из которых содержит группу опорных листов, пропитанных частично полимеризованным пластмассовым материалом («препрег»), и металлические пластины на одной или обеих сторонах, и отличается тем, что металлические пластины получают из непрерывной полосы, расположенной на нижней поверхности первой группы листов, начиная снизу, а затем после сгиба на 180°, расположенной на верхней стороне такой группы, и после размещения металлической пластины ее должным образом изолируют путем расположения листов крафт-бумаги, после второго сгиба на 180° в обратном направлении по отношению к первому, расположенному на нижней стороне второй группы листов, и после третьего сгиба на 180° в обратном направлении по отношению ко второму сгибу, расположенному на верхней стороне этой второй группы листов и так далее до верхней стороны последней группы листов. После завершения формирования комплекта пакетов два конца полосы подключают к генератору электрического тока с подходящей мощностью таким образом, что, создавая подходящее давление на комплект пакетов, электрическая цепь генератора замкнута, различные секции полосы, соприкасающиеся с поверхностями, ведут себя как электрические резисторы, выделяя необходимое тепло, чтобы привести к расплавлению пластмассового материала, пропитывающего опорные листы, чтобы получить плотное соединение (т.е. почти необратимую сварку) между различными элементами и сформировать пластмассовые слоистые изделия.
В качестве неограничивающего примера полоса может быть изготовлена из меди, металлические пластины, расположенные между различными пакетами, могут быть выполнены из нержавеющей стали, и каждый пакет может состоять из листов стекловолоконной ткани, пропитанной эпоксидной смолой. Комплект пакетов, включая медную полосу, свернутую в виде спирали вокруг разделительных пластин, помещают между двумя удерживающими пластинами, контактирующими с нижней и верхней поверхностью, соответственно, и поддерживают выровненным, например, с помощью двух вертикальных цилиндрических стержней. Использование медной полосы, намотанной в виде спирали, в которой циркулирует ток нагрева, как указано выше, генерирует тепло непосредственно внутри комплекта материала, обеспечивая более равномерное распределение тепла по сравнению с тем, что позволяют многоплоскостные прессы, в которых только пакеты на двух концах комплекта контактируют с поверхностями нагрева.
Способ, в котором для нагрева пакетов используют медную полосу, не лишен недостатков: пакеты на концах комплекта являются более холодными по сравнению с теми, что расположены в центре комплекта, и эта разница увеличивается по мере увеличения общей высоты комплекта, следовательно, пакеты в конце комплекта должны выбрасываться. Более низкий периферийный нагрев обусловлен тем фактом, что концевые пакеты в меньшей степени выигрывают от тепловой массы, генерируемой вокруг пакетов, расположенных в центре комплекта.
Еще один недостаток состоит в использовании листов крафт-бумаги для изоляции разделительных листов, из чего следует увеличение времени подготовки комплекта пакетов. Систематическое использование листов крафт-бумаги также замедляет повышение температуры комплекта.
Таким образом, цель настоящего изобретения состоит в том, чтобы предоставить способ изготовления многослойных пластмассовых слоистых изделий для печатных плат, по существу свободный от недостатков способов, проиллюстрированных выше, и в частности, способный производить слоистые изделия, адаптированные для изготовления печатных плат единообразным путем, таким образом, сводя к минимуму количество выбрасываемых слоистых изделий.
Предметом настоящего изобретения является способ получения пластмассовых слоистых изделий, которые содержат по меньшей мере две металлические пластины, подходящих для изготовления печатных плат, при этом указанный способ включает следующие стадии:
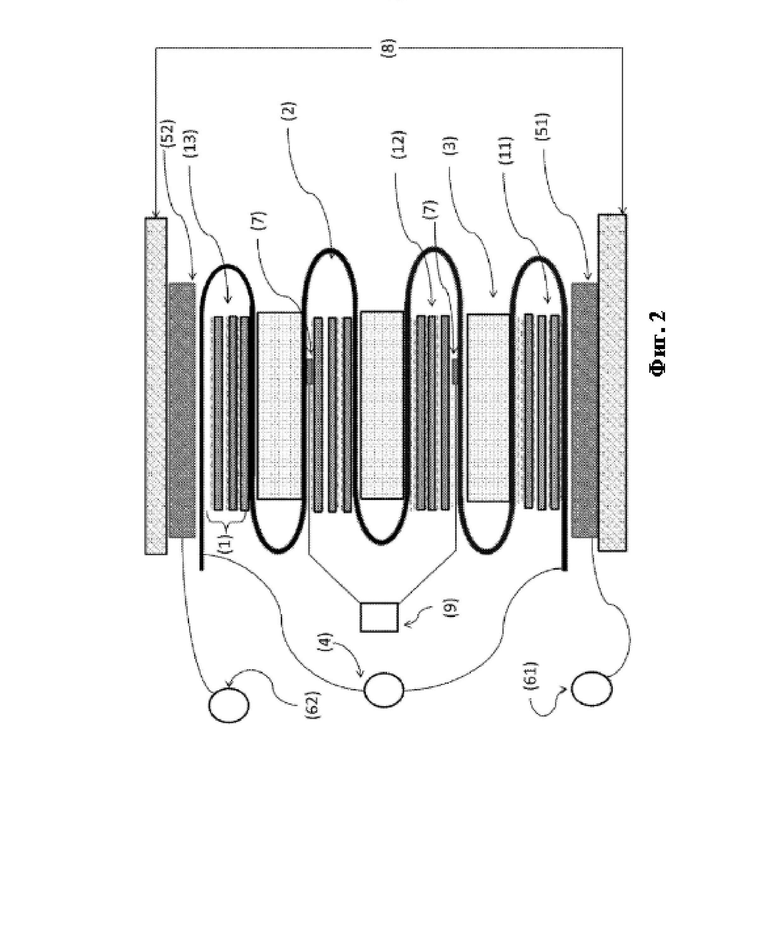
- формирование по меньшей мере одного комплекта из двух или более пакетов (1), при этом каждый пакет (1) содержит один или более опорных листов, при этом каждый лист, независимо от других, если они присутствуют, содержит диэлектрический материал (S), пропитанный по меньшей мере одним полимерным материалом (MP), и две пластины из металлического электропроводящего материала (М), по одной на каждой из сторон пакета, при этом металлические пластины получают, начиная с непрерывной полосы (2), где один конец непрерывной полосы (2) помещают на нижней стороне первого опорного листа или группы опорных листов (11) в нижней части комплекта, и полосу изгибают так, что после изгиба на 180° полосу помещают на верхней стороне указанного листа или группы листов (11), и после размещения пластины (3) между первым пакетом (11) и пакетом (12) над ним полосу изгибают на 180° в направлении, противоположном первому изгибу и так, чтобы она соприкасалась с нижней стороной листа или группы листов (12), затем полосу снова изгибают на 180° в направлении, противоположном предыдущему изгибу, так чтобы разместить ее на верхней стороне второго листа или группы листов пакета (12), и изгибание полосы, как описано выше, повторяют до тех пор, пока другой конец полосы не помещают на верхнюю сторону листа или группы листов пакета (13) вверху комплекта, где два конца полосы соединены с главным электрогенератором (4);
- нагрев полосы (2) под действием электрического тока, циркулирующего в полосе, когда электрическая цепь электрогенератора (4) замкнута, при температуре Т, чтобы сшить полимерный материал (MP), чтобы получить после приложения к комплекту давления, подходящего для обеспечения взаимного склеивания пакетов (1), разделенных пластиной (3), связывание слоев друг с другом и с частями металлической полосы, расположенными близко к слоям, чтобы получить пакеты (1) в виде слоистых изделий, при этом пластина (3) представляет собой пластину из металла или другого материала, который проводит тепло без коробления при максимальной температуре, получаемой во время нагрева комплекта, как описано выше, и две нагревательные пластины (51) и (52) размещают соответственно, под нижним слоем и над верхним слоем комплекта, и они обеспечивают теплом концы комплекта путем подключения к двум вторичным электрогенераторам (61) и (62), соответственно, и отличается тем, что:
- температуру внутри пакета регистрируют двумя или более датчиками (7), которые расположены так, что их отделяет от нагревательных пластин (61) и (62) не менее чем пакет (1), а также
- указанные два или более датчика (7) определяют основной электрогенератор (4) и/или вторичные электрогенераторы (61) и (62), чтобы получить сшивание полимерного материала (MP), что приводит к образованию указанных слоистых изделий единообразным путем во всех слоях комплекта.
Предметом настоящего изобретения также является система для получения пластмассовых слоистых изделий, которые содержат по меньшей мере две металлические пластины, подходящих для производства печатных плат, содержащая по меньшей мере один комплект из двух или более пакетов (1), при этом каждый пакет (1) содержит один или более опорных листов, независимо от других, если они присутствуют, включает диэлектрический материал (S), пропитанный по меньшей мере одним полимерным материалом (MP), и две пластины из металлического электропроводящего материала (М), по одной на каждой стороне пакетов, при этом металлические пластины получают, исходя из непрерывной полосы (2), при этом один конец непрерывной полосы (2) размещают на нижней стороне первого опорного листа или группы опорных листов (11) в нижней части комплекта, и полосу изгибают так, что после изгиба на 180° полосу помещают на верхней стороне указанного листа или группы листов, а после размещения пластины (3) между первым пакетом (11) и пакетом (12) над ним полосу изгибают на 180° в направлении, противоположном первому изгибу, так, что она находится в контакте с нижней стороной листа или группы листов (12), затем полосу снова изгибают на 180° в направлении, противоположном предыдущему изгибу, чтобы поместить ее на верхнюю сторону второго листа или группы листов, и сгибание полосы, как описано выше, повторяют до тех пор, пока другой конец полосы не помещен на верхнюю сторону листа или группы листов пакета (13) сверху комплекта, при этом две полосы подключены к основному электрогенератору (4), который может подавать мощность, подходящую для получения, когда электрическая цепь генератора (4) замкнута, нагрева полосы до температуры Т, чтобы сшить полимерный материал (MP), чтобы получить после приложения к комплекту давления, подходящего для обеспечения взаимного склеивания пакетов (1), разделенных пластиной (3), связывание слоев друг с другом и с частями металлической полосы, расположенными близко к слоям, для получения пакетов (1) в виде слоистых изделий, при этом пластина (3) представляет собой пластину из металла или другого материала, который проводит тепло без коробления при максимальной температуре, полученной во время нагрева комплекта, как описано выше, и две нагревательные пластины (51) и (52) размещены, соответственно, под нижним слоем и над верхним слоем комплекта и обеспечивают теплом концы комплекта посредством соединения с двумя вторичными электрогенераторами (61) и (62), соответственно, и отличающаяся тем, что:
- внутри комплекта присутствуют два или более датчика (7) внутренней температуры, которые размещены так, что отделены от нагревательных пластин (61) и (62) не менее чем пакетом (1), а также присутствует
- блок управления (9), подключенный к датчикам (7) и подходящий для управления, предпочтительно путем включения и выключения, основным электрогенератором (4) и/или вторичными электрогенераторами (61) и (62), чтобы получить сшивание полимерного материала (МП), приводящее к формированию пакетов (1) единообразным путем во всех слоях комплекта;
- средство (8) оказания давления на указанный комплект из двух или более пакетов (1), выбранное из двухслойного пресса, возможно под вакуумом, и пневматической подушки.
Другие признаки и преимущества станут более очевидны из последующего описания некоторых предпочтительных воплощений со ссылкой на прилагаемые чертежи.
На фиг. 1 показан «пакет», содержащий слои диэлектрического материала (S), пропитанные полимерным материалом (MP), и две пластины из металлического электропроводящего материала (М), по одной на каждой из сторон пакета.
На фиг. 2 показана система для получения многослойных пластмассовых слоистых изделий, содержащих по меньшей мере две металлические пластины, приспособленных для получения печатных плат, включающая датчики температуры согласно настоящему изобретению, с нумерацией, приведенной ниже.
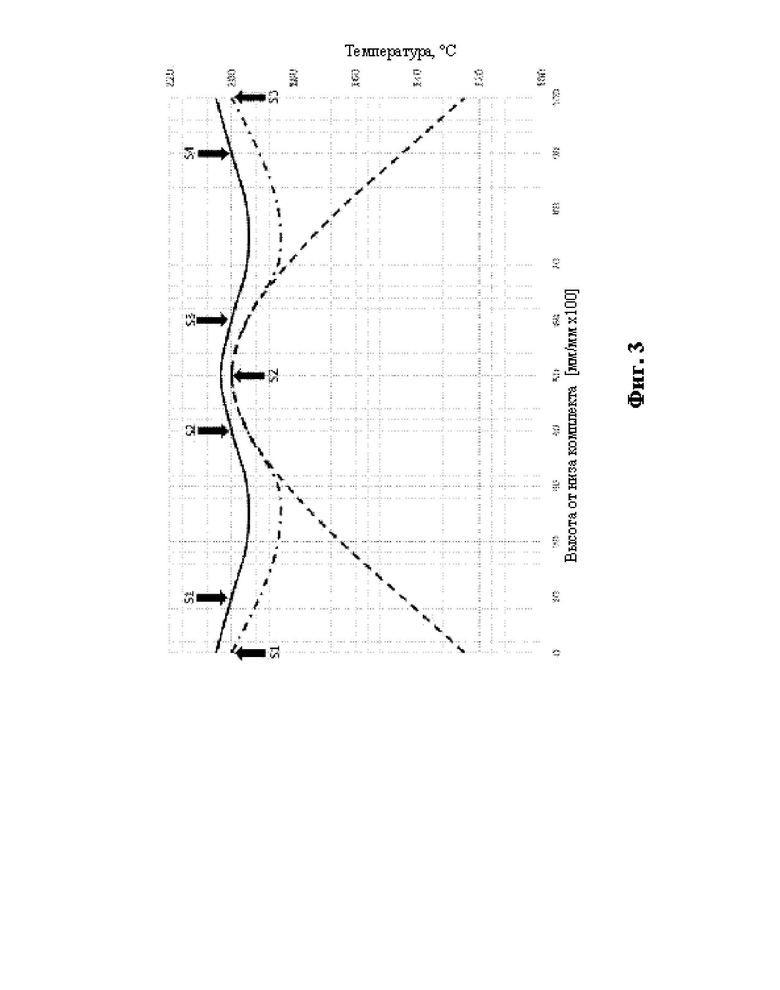
На фиг. 3 показаны графики температуры, зарегистрированной вдоль комплекта в случае отсутствия периферийного нагрева, при наличии двух нагревателей и только двух датчиков, размещенных на концах комплекта, и в соответствии с изобретением (с 4 датчиками, расположенными, как описано выше). Стрелки указывают положение имеющихся датчиков.
Термин «пневматическая подушка» в контексте настоящего изобретения означает устройство, в котором давление прикладывают к воздушной подушке из синтетического каучука на основе хлорсульфированного полиэтилена (Hypalon®) или другого полимерного материала, и силикона. Диафрагма оказывает давление на нажимной поршень, который, в свою очередь, передает усилие на пакет слоистых изделий, который нужно прижать. Резервуар для подачи воздуха соединен с прессом через сервоклапан с электронным управлением. Компьютер рассчитывает количество воздуха, которое необходимо подать, чтобы достичь давления, запрограммированного в цикле прессования.
Если не указано иное, в контексте настоящего изобретения процентное содержание и количество компонента в смеси относятся к массе такого компонента по отношению к общей массе смеси.
Если не указано иное, в контексте настоящего изобретения указание на то, что композиция «содержит» один или более компонентов или веществ, означает, что другие компоненты или вещества могут присутствовать в дополнение к одному компоненту или компонентам, которые конкретно указаны.
Если не указано иное, в контексте настоящего изобретения диапазон значений, указанных для величины, например, для массового содержания компонента включает нижний предел и верхний предел диапазона. Например, если массовое или объемное содержание компонента А указано «от X до Υ», где X и Υ - численные значения, А может быть X или Υ, или любым из промежуточных значений.
Неожиданно было обнаружено, что благодаря контролю температуры внутри комплекта, достигаемому с помощью по меньшей мере двух или более датчиков (7), которые помещены внутри пакета в таком положении, что отделены от нагревательных пластин (61) и (62) не менее чем одним пакетом (1), можно получить по существу однородные пакеты, таким образом сводя к минимуму количество многослойных пластмассовых слоистых изделий, которые следует выбрасывать.
В способе в соответствии с изобретением после начальной теплопередачи совместное действие основного генератора и двух дополнительных нагревателей гарантирует, что температура, измеренная внутри комплекта через датчики, в основном одинакова с начала полимеризации смолы в препреге, позволяя получить полимеризацию и последующее сшивание однородной смолы во всех пакетах комплекта.
В способе согласно изобретению верхняя и нижняя нагревательные пластины (51) и (52) активируются совместно с основным генератором для получения наиболее однородных температур среди датчиков, помещенных внутри комплекта пакетов, независимо от эффективной температуры, достигаемой дополнительными нагревателями. Температуру верхней нагревательной пластины (52) и нижней нагревательной пластины (51) не контролируют.
Способ применим для производства отдельных слоистых изделий, то есть таких, которые содержат только один слой диэлектрического материала, металлизированного с обеих сторон, а также для производства слоистых изделий, содержащих один или более слоев диэлектрического материала.
В предпочтительном воплощении полимерный материал (МП) представляет собой эпоксидную смолу или смесь, содержащую по меньшей мере одну эпоксидную смолу.
В предпочтительном воплощении диэлектрический материал (S) включает или состоит из одного или более слоев стекловолокна, FR4, PFTE (Teflon®), полиимида (Kapton®), стекла или их смесей. Более предпочтительно, диэлектрический материал (S) содержит один или более слоев стекловолокна или состоит из них. Необязательно могут присутствовать другие слои диэлектрического материала, отличные от стекловолокна, такие как, в качестве неограничивающего примера, резина, стекло или керамический материал.
Металлизированные многослойные пластмассовые слоистые изделия, полученные способом согласно настоящему изобретению, можно использовать, непосредственно или после соответствующих обработок, при последующей обработке схемы перфорацией, маскированием и фотогравировкой, удалении излишков меди и металлизации сквозных отверстий.
В предпочтительном воплощении настоящего изобретения способ дополнительно включает стадии возврата к начальным условиям давления и температуры после завершения стадии нагрева под давлением и сшивание полимерного материала, резки металлической полосы заподлицо с противоположными сторонами комплекта, откуда она выходит, и демонтаж самого комплекта на отдельные пакеты, металлизированные таким образом.
В предпочтительном воплощении настоящего изобретения количество датчиков (7) составляет от 3 до 6, предпочтительно 4, распределенных по всей высоте, из которых по меньшей мере два размещены внутри комплекта в таком положении, что они отделены от нагревательных пластин (61) и (62) не менее чем одним пакетом (1), чьи измерения температуры определяют, с помощью блока управления (9), действие основного генератора (4) и двух дополнительных нагревателей (51) и (52).
В предпочтительном воплощении настоящего изобретения давление к комплекту прикладывают с помощью пресса, возможно под вакуумом, или путем помещения комплекта в автоклав или в пневматическую подушку.
Обычно, но без ограничения, давление создают посредством воздушной камеры (также известной как «пневматическая подушка») на верхнем нагревателе или на нижнем нагревателе, и оно передается оттуда в комплект. Давление во время рабочего цикла изменяют дискретными шагами до тех пор, пока не достигают заданных значений температуры.
В предпочтительном воплощении настоящего изобретения сшивание проводят при 80-150°С и/или слоистые изделия формуют при давлении от 1 до 3 МПа. В качестве неограничивающего примера цикл формирования слоистых изделий может предусматривать интервал от 80°С до 150°С, в котором температуру можно увеличивать до скорости от 2 до 6°/мин при давлении от 1 до 3 МПа (от 10 до 30 кгс/см2) и второй интервал при 180°С при том же давлении.
В предпочтительном воплощении настоящего изобретения металлический материал полосы (2) выбирают из меди и алюминия, и/или материалом пластины (3) является один из алюминия, титана и стали, возможно покрытый слоем электроизоляционного материала.
Разделительная пластина (3) предпочтительно выполнена из алюминия, соответствующим образом анодированного для получения поверхностного слоя из электрически изолирующего черного оксида.
В воплощении, представленном в качестве неограничивающего примера, ток, подаваемый основным электрогенератором, проходит через металлический кожух каждого дополнительного нагревателя.
В воплощении, представленном в качестве неограничивающего примера, часть полосы, намотанная в виде спирали в основании комплекта, лежит на извлекаемом металлическом поддоне, через который проходит ток, подаваемый основным электрогенератором, и ее нагревают дополнительным электронагревателем, на котором он стоит.
В качестве неограничивающего примера витки медной полосы, сформированные на концах комплекта, могут включать последовательно, начиная с медной полосы, амортизирующий буферный слой и разделительную пластину.
В предпочтительном воплощении настоящего изобретения температуру регулируют с помощью блока (9) управления, который представляет собой программируемый логический контроллер (ПЛК), через компьютер, чтобы получить по существу однородную температуру по всему комплекту, и возможно, чтобы нагревать комплект постепенно, в соответствии с заданным режимом через соответствующие алгоритмы управления.
В предпочтительном воплощении настоящего изобретения ток, подаваемый первичным генератором (4), имеет интенсивность от 250 до 4000 А, а напряжение, создаваемое вторичными генераторами (61) и (62), составляет от 110 до 220 В.
Предпочтительно способ по настоящему изобретению предусматривает дополнительные стадии, на которых сформированные пакеты (1) подвергают отрезанию лишних металлических частей, а затем, возможно, ручной резке и разделению отдельных пакетов для отправки на последующие стадии обрезки.
Другим аспектом настоящего изобретения является система для получения пластмассовых слоистых изделий, которые содержат по меньшей мере две металлические пластины, подходящих для производства печатных плат, содержащая по меньшей мере один комплект из двух или более пакетов (1), при этом каждый пакет (1) содержит один или более опорных листов, независимо от других, если они присутствуют, включает диэлектрический материал (S), пропитанный по меньшей мере одним полимерным материалом (MP), и две пластины из металлического электропроводящего материала (М), по одной на каждой стороне пакетов, при этом металлические пластины получены, исходя из непрерывной полосы (2), при этом один конец непрерывной полосы (2) размещают на нижней стороне первого опорного листа или группы опорных листов (11) в нижней части комплекта, и полосу изгибают так, что после изгиба на 180° полосу помещают на верхней стороне указанного листа или группы листов, а после размещения пластины (3) между первым пакетом (11) и пакетом (12) над ним полосу изгибают на 180° в направлении, противоположном первому изгибу, так, что она находится в контакте с нижней стороной листа или группы листов (12), затем полосу снова изгибают на 180° в направлении, противоположном предыдущему изгибу, чтобы поместить ее на верхнюю сторону второго листа или группы листов, и изгибание полосы, как описано выше, повторяют до тех пор, пока другой конец полосы не помещен на верхнюю сторону листа или группы листов пакета (13) наверху комплекта, при этом две полосы подключены к основному электрогенератору (4), который может подавать мощность, подходящую для получения, когда электрическая цепь генератора (4) замкнута, нагрева полосы до температуры Т, чтобы сшить полимерный материал (MP), чтобы получить после приложения к комплекту давления, подходящего для обеспечения взаимного склеивания пакетов (1), разделенных пластиной (3), связывание слоев друг с другом и с частями металлической полосы, расположенными близко к слоям, для получения пакетов (1) в виде слоистых изделий, при этом пластина (3) представляет собой пластину из металла или другого материала, который проводит тепло без коробления при максимальной температуре, полученной во время нагрева комплекта, как описано выше, и две нагревательные пластины (51) и (52) размещены, соответственно, под нижним слоем и над верхним слоем комплекта и обеспечивают теплом концы комплекта посредством соединения с двумя вторичными электрогенераторами (61) и (62), соответственно, и отличающаяся тем, что:
- внутри комплекта присутствуют два или более внутренних температурных датчика (7), которые размещены так, что отделены от нагревательных пластин (61) и (62) не менее чем пакетом (1), а также присутствуют
- блок управления (9), подключенный к датчикам (7) и подходящий для управления, предпочтительно путем включения и выключения, основным электрогенератором (4) и/или вторичными электрогенераторами (61) и (62), чтобы получить сшивание полимерного материала (МП), приводящее к формированию пакетов (1), единообразным путем во всех слоях комплекта;
- средство (8) оказания давления на указанный комплект из двух или более пакетов (1), выбранное из двухслойного пресса, возможно под вакуумом, и пневматической подушки.
В одном аспекте настоящее изобретение относится к устройству для получения многослойных пластмассовых слоистых изделий для печатных плат, содержащему:
- первое и второе средства, выполненные для взаимодействия таким образом, чтобы оказывать давление на комплект пакетов, каждый из которых состоит из слоев проводящего материала и изоляционного материала, когда указанный комплект помещен между ними,
- первую электронагревательную пластину и вторую электронагревательную пластину, связанные, соответственно, с указанными первым и вторым средствами,
- основной электрогенератор, предназначенный для подключения к проводящей полосе, которая проходит внутри указанного комплекта,
- два вторичных электрогенератора, подключенные к указанным нагревательным пластинам,
- два или более датчиков температуры, предназначенных для вставки внутри указанного комплекта и снаружи указанных электронагревательных пластин и таким образом, что они отделены от электронагревательных пластин по меньшей мере одним пакетом, и приспособленных для определения внутренней температуры комплекта,
- блок управления, выполненный для приведения в действие указанного основного электрогенератора и указанных вторичных электрогенераторов в зависимости от сигналов, получаемых от указанных двух или более датчиков, для получения по существу однородной температуры по всему комплекту (то есть по существу одинаковой температуры во всех зонах комплекта независимо от их положения). «По существу однородный» обычно и приемлемо означает, что разница температур по отношению к средней температуре изменяется от точки к точке в интервале ±5°С.
Предпочтительно блок управления приспособлен для управления указанным основным электрогенератором и вторичными электрогенераторами в зависимости от сигналов, полученных от двух или более датчиков, чтобы нагревать комплект постепенно и равномерно; т.е. предпочтительно, чтобы температура в комплекте была равномерной не только во время «сваривания» или «отверждения» комплекта, но также момент за моментом во время нагрева комплекта, и возможно, момент за моментом во время охлаждения комплекта.
Как правило, блок управления реализует (например, посредством собственной внутренней предварительной настройки или собственного внутреннего программного обеспечения или встроенного программного обеспечения, если это запрограммированный блок управления) по меньшей мере один алгоритм приведения в действие в зависимости от одной или более из всех температур, обнаруженных в зонах внутри комплекта; это может относиться к приведению в действие проводящей полосы. В частности, блок управления может реализовывать два или три алгоритма приведения в действие, каждый в зависимости от одной или более, или всех температур, обнаруженных во внутренних зонах комплекта; это может относиться к приведению в действие токопроводящей полосы и двух электронагревательных пластин.
Предпочтительно указанное устройство содержит три, четыре или пять датчиков температуры, более предпочтительно четыре датчика температуры.
В следующем примере, представленном для иллюстрации воплощения изобретения, без ограничения его цели, для измерения температуры расположены четыре датчика, равномерно распределенные на протяжении комплекта, из которых по меньшей мере два помещены внутри комплекта в таком положении, что они отделены от нагревательных пластин (61) и (62) не менее чем одним пакетом (1), чьи измерения температуры определяют с помощью блока управления (9) действие основного электрогенератора (4) и двух дополнительных нагревателей (51) и (52).
Благодаря выделяемому теплу и их теплоизоляции по отношению к холодным поверхностям пресса два дополнительных нагревателя создают барьер против рассеивания тепла, генерируемого внутри комплекта. Пакеты, расположенные ближе всего к двум концам комплекта, главным образом получают преимущество от дополнительного тепла, и это компенсирует меньший нагрев, который они могли бы иметь из-за своего положения; в дополнение к этому, расположение датчиков внутри комплекта пакетов, поэтому без прямого определения температуры дополнительных нагревателей, определяет лучшее и более точное управление термическими условиями.
Наличие двух дополнительных нагревателей, регулируемых для реализации одного и того же теплового профиля, управляемого центральным датчиком, в отсутствие датчиков, расположенных в соответствии с настоящим изобретением, не гарантирует однородность температуры по всему комплекту, и этот аспект становится более ясным, когда общая высота самого комплекта увеличивается.
Расположение датчиков внутри комплекта и добавление второго датчика в центральной зоне определяет более точный контроль температуры. Даже если в центральной и периферийной зонах температура может быть немного выше, чем температура, установленная и контролируемая датчиками, изменение температуры в целом по комплекту будет умеренным, и конечный результат будет заключаться в том, что после сшивания будут получены по существу однородные пакеты.
На фиг. 3 показано сравнение температур, измеренных вдоль комплекта в случае отсутствия периферийного нагрева, двух нагревателей и присутствия только двух датчиков, размещенных на концах комплекта, и в соответствии с изобретением (с 4 датчиками, расположенными, как описано выше). Стрелки указывают положение имеющихся датчиков.
Пунктирной линией показан температурный профиль, полученный без нагревательных пластин.
Температурный профиль, обозначенный штрихпунктирной линией, получают при наличии двух нагревательных пластин, размещенных на верхнем и нижнем конце пакета, с двумя датчиками, расположенными на пластинах, и центральным датчиком.
Непрерывная линия показывает температурный профиль, полученный в комплекте с 4 датчиками, расположенными в соответствии с настоящим изобретением.
Можно увидеть, как в конфигурации согласно настоящему изобретению (непрерывная линия) тенденция изменения температуры по существу однородна по всей длине комплекта. Напротив, в других двух конфигурациях без промежуточных датчиков температура значительно меняется вдоль комплекта, вызывая неоднородность многослойных пластмассовых слоистых изделий, полученных в разных точках комплекта.

Изобретение относится к способу получения пластмассовых слоистых изделий, подходящих для изготовления печатных плат, который предусматривает формирование комплекта пластмассовых слоистых изделий, обозначенных ниже «пакеты», разделенных пластинами из электроизоляционного материала, и нагрев комплекта в присутствии по меньшей мере двух датчиков температуры, которые позволяют получать однородность температуры по всему комплекту, и к системе для получения указанных слоистых изделий. Благодаря контролю температуры внутри комплекта, достигаемому с помощью по меньшей мере двух или более датчиков, которые помещены внутри пакета в таком положении, что отделены от нагревательных пластин и не менее чем одним пакетом, обеспечивают получение однородных пакетов, таким образом сводя к минимуму количество многослойных пластмассовых слоистых изделий, которые следует выбрасывать. 3 н. и 10 з.п. ф-лы, 3 ил.
1. Способ получения пластмассовых слоистых изделий, которые содержат по меньшей мере две металлические пластины, подходящих для изготовления печатных плат, при этом указанный способ включает следующие стадии:
- формирование по меньшей мере одного комплекта из двух или более пластмассовых слоистых изделий, далее пакетов (1), при этом каждый пакет (1) содержит один или более опорных листов, причем каждый лист, независимо от других, если они присутствуют, содержит диэлектрический материал (S), пропитанный по меньшей мере одним полимерным материалом (MP), и две пластины из металлического электропроводящего материала (М), по одной на каждой из сторон пакета, при этом пластины получают, начиная с непрерывной полосы (2), где один конец непрерывной полосы (2) помещают на нижней стороне первого опорного листа или группы опорных листов (11) в нижней части комплекта, и полосу изгибают так, что после изгиба на 180° полосу помещают на верхней стороне указанного листа или группы листов (11), и после размещения пластины (3) между первым пакетом (11) и пакетом (12) над ним полосу изгибают на 180° в направлении, противоположном первому изгибу и так, чтобы она соприкасалась с нижней стороной листа или группы листов (12), затем полосу снова изгибают на 180° в направлении, противоположном предыдущему изгибу, так чтобы разместить ее на верхней стороне второго листа или группы листов пакета (12), и изгибание полосы, как описано выше, повторяют до тех пор, пока другой конец полосы не помещен на верхнюю сторону листа или группы листов пакета (13) вверху комплекта, где два конца полосы соединены с основным электрогенератором (4);
- нагрев полосы (2) под действием электрического тока, циркулирующего в полосе (2), когда электрическая цепь электрогенератора (4) замкнута, при температуре Т, чтобы сшить полимерный материал (MP), чтобы получить после приложения к комплекту давления, подходящего для обеспечения взаимного склеивания пакетов (1), разделенных пластиной (3), связывание слоев друг с другом и с частями металлической полосы, расположенными близко к слоям, чтобы получить пакеты (1) в виде слоистых изделий, при этом пластина (3) представляет собой пластину, выполненную из металла или другого материала, который проводит тепло без коробления при максимальной температуре, получаемой во время нагрева комплекта, как описано выше, и две нагревательные пластины (51) и (52) размещены соответственно, под нижним слоем и над верхним слоем комплекта, и они обеспечивают теплом концы комплекта путем подключения к двум вторичным электрогенераторам (61) и (62), соответственно, и отличающийся тем, что:
- температуру внутри пакета регистрируют двумя или более датчиками (7), которые расположены так, что их отделяет от нагревательных пластин (51) и (52) не менее чем пакет (1), а также
- указанные два или более датчика (7) управляют, предпочтительно путем включения и выключения, основным электрогенератором (4) и/или вторичными электрогенераторами (61) и (62), чтобы получить сшивание полимерного материала (MP), что приводит к образованию указанных слоистых изделий.
2. Способ по п. 1, в котором давление прилагают к комплекту через пресс (8), возможно под вакуумом, или посредством размещения комплекта в автоклаве или в пневматической подушке.
3. Способ по п. 1 или 2, в котором сшивание проводят при температуре 80-150°С и/или слоистые изделия формируют при давлении от 1 до 3 МПа.
4. Способ по любому из предшествующих пунктов, в котором металлический материал полосы (2) выбирают из меди и алюминия, и/или материал пластины (3) представляет собой один из алюминия, титана и стали, возможно покрытый слоем изоляционного материала.
5. Способ по любому из предшествующих пунктов, в котором толщина одного слоистого пакета, получаемого способом, составляет от 1 до 10 мм.
6. Способ по любому из предшествующих пунктов, в котором количество датчиков (7) составляет от трех до шести, предпочтительно четыре.
7. Способ по любому из предшествующих пунктов, в котором температуру регулируют с помощью блока (9) управления, который представляет собой программируемый логический контроллер (ПЛК), чтобы получить по существу однородную температуру по всему комплекту, и возможно, чтобы нагревать комплект постепенно, в соответствии с заданным режимом.
8. Система для получения пластмассовых слоистых изделий, которые содержат по меньшей мере две металлические пластины, подходящих для производства печатных плат, содержащая по меньшей мере один комплект из двух или более пластмассовых слоистых изделий, далее пакетов (1), при этом каждый пакет (1) содержит по меньшей мере один опорный лист, где каждый лист, независимо от других, если они присутствуют, включает диэлектрический материал (S), пропитанный по меньшей мере одним полимерным материалом (MP), и две пластины из металлического электропроводящего материала (М), по одной на каждой стороне пакетов, при этом металлические пластины получают, исходя из непрерывной полосы (2), при этом один конец непрерывной полосы (2) размещают на нижней стороне первого опорного листа или группы опорных листов (11) в нижней части комплекта, и полосу изгибают так, что после изгиба на 180° полосу помещают на верхней стороне указанного листа или группы листов, а после размещения пластины (3) между первым пакетом (11) и пакетом (12) над ним полосу изгибают на 180° в направлении, противоположном первому изгибу, так, что она находится в контакте с нижней стороной листа или группы листов (12), затем полосу снова изгибают на 180° в направлении, противоположном предыдущему изгибу, чтобы поместить ее на верхнюю сторону второго листа или группы листов, и изгибание полосы, как описано выше, повторяют до тех пор, пока другой конец полосы не помещен на верхнюю сторону листа или группы листов пакета (13) сверху комплекта, при этом две полосы подключены к основному электрогенератору (4), который может подавать мощность, подходящую для получения, когда электрическая цепь генератора (4) замкнута, нагрева полосы до температуры Т, чтобы сшить полимерный материал (MP), чтобы получить после приложения к комплекту давления, подходящего для обеспечения взаимного склеивания пакетов (1), разделенных пластиной (3), связывание слоев друг с другом и с частями металлической полосы, расположенными близко к слоям, для получения пакетов (1) в виде слоистых изделий, при этом пластина (3) представляет собой пластину из металла или другого материала, который проводит тепло без коробления при максимальной температуре, полученной во время нагрева комплекта, как описано выше, и две нагревательные пластины (51) и (52) размещены, соответственно, под нижним слоем и над верхним слоем комплекта и обеспечивают теплом концы комплекта посредством соединения с двумя вторичными электрогенераторами (61) и (62), соответственно, и отличающаяся тем, что:
- внутри комплекта присутствуют два или более датчика (7) внутренней температуры, которые размещены так, что отделены от нагревательных пластин (51) и (52) не менее чем пакетом (1),
- присутствует блок управления (9), подключенный к указанным двум или более датчикам (7) и подходящий для управления, предпочтительно путем включения и выключения, основным электрогенератором (4) и/или вторичными электрогенераторами (61) и (62), чтобы получить сшивание полимерного материала (МП), приводящее к формированию указанных слоистых изделий; и
- средство (8) оказания давления на указанный комплект из двух или более пакетов (1), выбранное из двухслойного пресса, возможно под вакуумом, и пневматической подушки.
9. Устройство для получения многослойных пластмассовых слоистых изделий для печатных плат, содержащее:
- первое и второе средства, выполненные для взаимодействия таким образом, чтобы оказывать давление на комплект пакетов, каждый из которых состоит из слоев проводящего материала и изоляционного материала, когда указанный комплект помещен между ними,
- первую электронагревательную пластину и вторую электронагревательную пластину, связанные, соответственно, с указанными первым и вторым средствами,
- основной электрогенератор, предназначенный для подключения к проводящей полосе, которая проходит внутри указанного комплекта,
- два вторичных электрогенератора, подключенные к указанным нагревательным пластинам,
- два или более датчиков температуры, предназначенных для вставки внутри указанного комплекта и снаружи указанных электронагревательных пластин и таким образом, что они отделены от электронагревательных пластин по меньшей мере одним пакетом, и приспособленных для определения внутренней температуры комплекта, и
- блок управления, выполненный для приведения в действие указанного основного электрогенератора и указанных вторичных электрогенераторов в зависимости от сигналов, получаемых от указанных двух или более датчиков, для получения по существу однородной температуры по всему комплекту.
10. Устройство по п. 9, включающее три, или четыре, или пять датчиков температуры, предпочтительно четыре датчика температуры.
11. Устройство по п. 9 или 10, в котором указанный блок управления приспособлен для приведения в действие указанного основного электрогенератора и указанных вторичных электрогенераторов в зависимости от сигналов, полученных от двух или более указанных датчиков, чтобы нагревать комплект постепенно и равномерно.
12. Устройство по п. 9, или 10, или 11, в котором указанный блок управления выполняет по меньшей мере один алгоритм приведения в действие в зависимости от одной или более, или всех температур, регистрируемых во внутренних зонах указанного комплекта.
13. Устройство по п. 12, в котором указанный блок управления выполняет два или три алгоритма приведения в действие, в зависимости от одной или более, или всех температур, регистрируемых во внутренних зонах указанного комплекта.
| WO 2016009455 A1, 21.01.2016 | |||
| US 5688352 A, 18.11.1997 | |||
| WO 2004103042 A1, 25.11.2004 | |||
| Устройство для подачи газа в носовые ходы | 1985 |
|
SU1255128A1 |
| JP 3332315 B2, 07.10.2002. | |||

