ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к области вычислительной техники, в частности к способу и системе сборки оборудования с помощью уникальных двухмерных штрихкодов.
Представленное решение может быть использовано, по меньшей мере, для управления процессом сборки оборудования, например, оборудования для закачивания скважин, которое имеет различные компоновки.
УРОВЕНЬ ТЕХНИКИ
В патенте RU 2536428 С1, дата публикации 20.12.2014 описана автоматизированная система управления процессом сборки изделия, контроля и информационного сопровождения процесса, которая включает автоматизированное рабочее место, содержащее контроллер, первый и второй входы-выходы которого соединены соответственно с блоком памяти базовых данных и считывателем RFID-меток, а первый и второй выходы связаны соответственно с дисплеем и звуковым сигнализатором, рабочую площадку, датчик занятости рабочей площадки, программатор RFID-меток, выполненный с возможностью функции принтера этикеток, и шину подключения к локальной сети, при этом контроллер дополнительно содержит сформированные его программно-аппаратными средствами буферный регистр заданного кода комплектующей, буферный регистр данных метки, счетчик номера очередной выполняемой сборочной операции и таймер, а также дополнен блоком памяти текущих данных процесса сборки, выход датчика занятости рабочей площадки связан с соответствующим входом контроллера, а третий вход-выход контроллера соединен с шиной подключения к локальной сети, связанной также с входом-выходом программатора RFID-меток. Технический результат - расширение функциональных возможностей за счет реализации проверки соблюдения заданной последовательности присоединения идентифицированных компонентов.
Однако в данном решении отсутствует возможность быстрого доступа и просмотра технической документации для каждого компонента, хранящейся в электронном виде, а также защита такой документации от несанкционированного доступа (редактирования, подмены).
В патентной заявке JP 2019091135 A, дата публикации 13.06.2019, описана система отслеживания для записи и хранения информации о сборке изделия, включая информацию о типе множества деталей, собранных в процессе производства одного изделия. Система отслеживания содержит полку для деталей, которая вмещает и удерживает множество деталей одного типа; корпус дисплея, установленный на полке для деталей, и отображающий инструкцию по сборке деталей для оператора; средство отображения, установленное на полке для деталей и отображающее информацию о типе деталей с помощью двухмерного штрихкода (QR кода); средство отображения для отображения работнику информации, включая рабочую процедуру для производства одного изделия; считыватель для считывания двухмерного штрихкода; средство записи для приема информации о типе детали, считываемой средством считывания, и записи информации в качестве информации о завершении сборки детали в соответствии с рабочей процедурой. В данном техническом решении записывают точную производственную информацию, включая тип собранной детали, путем распознавания и записи типа фактически собранной детали в системе отслеживания.
Однако в данном решении отсутствует возможность проверки соблюдения заданной последовательности сборки оборудования, а также защита технической документации на детали оборудования от несанкционированного доступа (редактирования, подмены).
Техническая проблема, на решение которой направлено заявляемое изобретение, заключается в обеспечении проверки и контроля соблюдения заданной последовательности сборки оборудования, быстрого доступа и просмотра технической документации во время сборки оборудования, защиты технической документации от несанкционированного доступа (редактирования, подмены).
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Техническим результатом заявляемого изобретения является повышение качества сборки оборудования, минимизация ошибок при сборке оборудования, упрощение контроля соблюдения заданной последовательности сборки оборудования, повышение безопасности за счет обеспечения проверки и контроля соблюдения заданной последовательности сборки оборудования, быстрого доступа и просмотра технической документации во время сборки оборудования, защиты технической документации от несанкционированного доступа (редактирования, подмены) с помощью уникальных двухмерных штрихкодов.
Указанный технический результат достигается за счёт того, что
В способе сборки оборудования с помощью уникальных двухмерных штрихкодов осуществляют следующее:
генерируют для каждой сборочной единицы оборудования уникальный двухмерный штрихкод с закодированной ссылкой для получения доступа к технической документации сборочной единицы, причем указанная закодированная ссылка уникально идентифицирует техническую документацию сборочной единицы в базе данных;
сохраняют в базе данных последовательность уникальных двухмерных штрихкодов в соответствии с компоновкой оборудования;
на каждую сборочную единицу оборудования наносят сгенерированный уникальный двухмерный штрихкод;
во время сборки оборудования сканируют последовательно с помощью мобильного устройства пользователя уникальный двухмерный штрихкод, нанесенный на каждую сборочную единицу оборудования, и получают доступ к технической документации каждой сборочной единицы с помощью уникального двухмерного штрихкода;
контролируют компоновку и отслеживают последовательность сборки оборудования в соответствии с сохраненной последовательностью уникальных двухмерных штрихкодов и в соответствии с отображаемой на мобильном устройстве пользователя технической документацией каждой сборочной единицы.
В способе уникальный двухмерный штрихкод может являться статическим двухмерным штрихкодом.
В способе уникальный двухмерный штрихкод может быть нанесен с помощью гравировки.
В способе при последовательном сканировании уникальных двухмерных штрихкодов в случае несоответствия уникального двухмерного штрихкода сохраненной последовательности уникальных двухмерных штрихкодов могут сообщать об ошибке и отображать информацию для устранения ошибки.
В способе технической документацией может являться краткая и полная техническая документация сборочной единицы оборудования; и для авторизованного пользователя могут отображать краткую техническую документацию, для неавторизованного пользователя могут отображать полную техническую документацию.
Система сборки оборудования с помощью уникальных двухмерных штрихкодов включает:
сервер, причем с помощью сервера генерируют для каждой сборочной единицы оборудования уникальный двухмерный штрихкод с закодированной ссылкой для получения доступа к технической документации сборочной единицы, причем указанная закодированная ссылка уникально идентифицирует техническую документацию сборочной единицы в базе данных;
базу данных, причем указанная база данных содержит последовательность уникальных двухмерных штрихкодов в соответствии с компоновкой оборудования;
сгенерированные уникальные двухмерные штрихкоды, причем сгенерированный уникальный двухмерный штрихкод наносят на каждую сборочную единицу оборудования;
мобильное устройство пользователя, причем с помощью мобильного устройства пользователя сканируют последовательно во время сборки оборудования уникальный двухмерный штрихкод, нанесенный на каждую сборочную единицу оборудования, и получают доступ к технической документации каждой сборочной единицы с помощью уникального двухмерного штрихкода;
контролируют компоновку и отслеживают последовательность сборки оборудования в соответствии с сохраненной последовательностью уникальных двухмерных штрихкодов и в соответствии с отображаемой на мобильном устройстве пользователя технической документацией каждой сборочной единицы.
В системе уникальный двухмерный штрихкод может являться статическим двухмерным штрихкодом.
В системе уникальный двухмерный штрихкод может быть нанесен с помощью гравировки.
В системе при последовательном сканировании уникальных двухмерных штрихкодов в случае несоответствия уникального двухмерного штрихкода сохраненной последовательности уникальных двухмерных штрихкодов могут сообщать об ошибке и отображать информацию для устранения ошибки.
В системе технической документацией может являться краткая и полная техническая документация сборочной единицы оборудования; и для авторизованного пользователя могут отображать краткую техническую документацию, для неавторизованного пользователя могут отображать полную техническую документацию.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Реализация изобретения будет описана в дальнейшем в соответствии с прилагаемыми чертежами, которые представлены для пояснения сути изобретения и никоим образом не ограничивают область изобретения.
Заявляемое изобретение проиллюстрировано фигурами 1-9, на которых изображены:
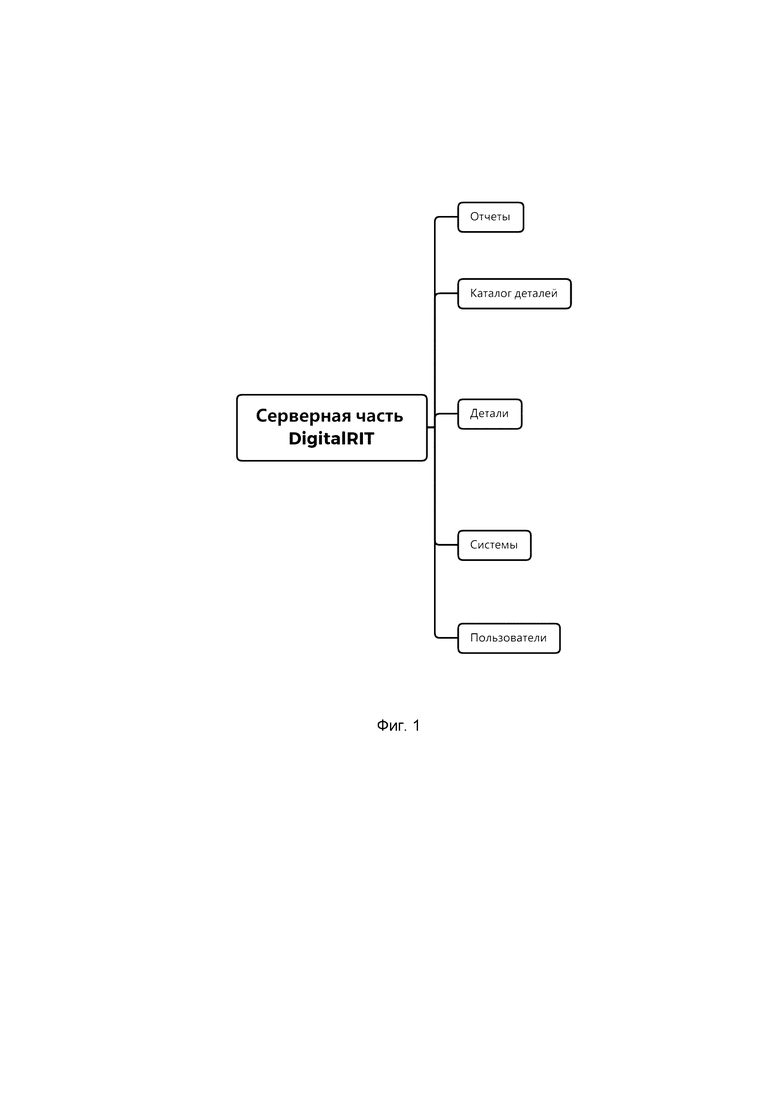
Фиг. 1 – иллюстрирует пример архитектуры серверной части системы сборки оборудования с помощью уникальных двухмерных штрихкодов;
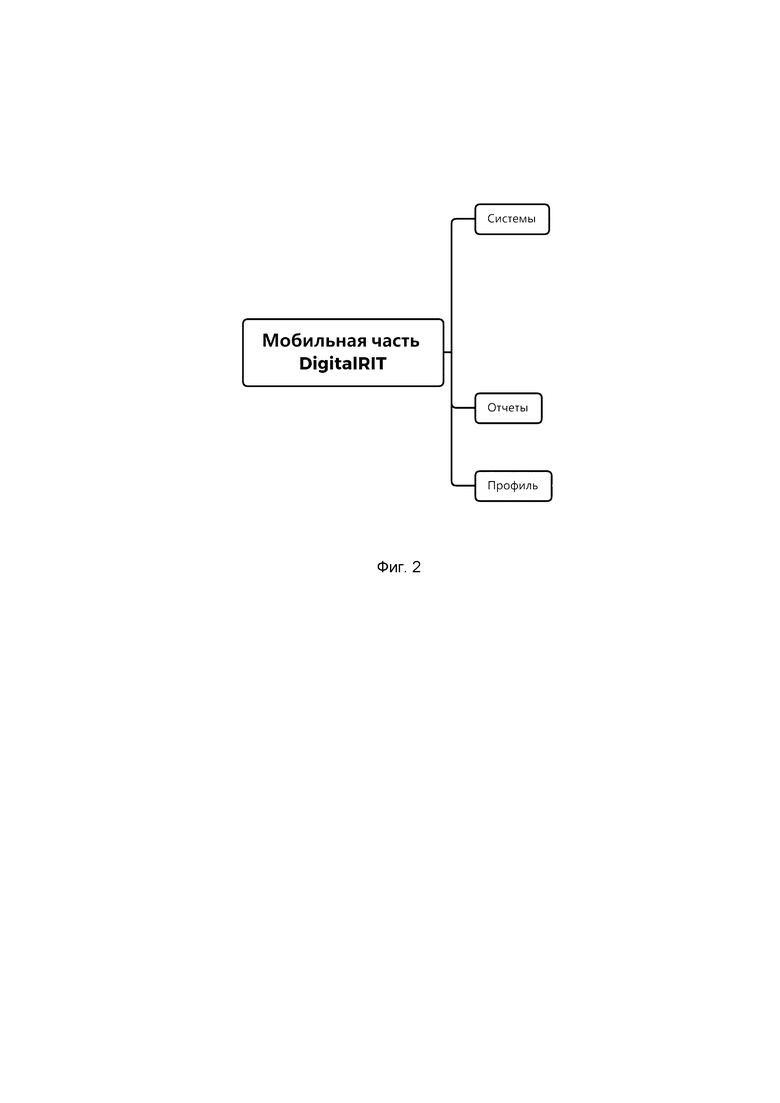
Фиг. 2 – иллюстрирует пример архитектуры мобильной части системы сборки оборудования с помощью уникальных двухмерных штрихкодов;
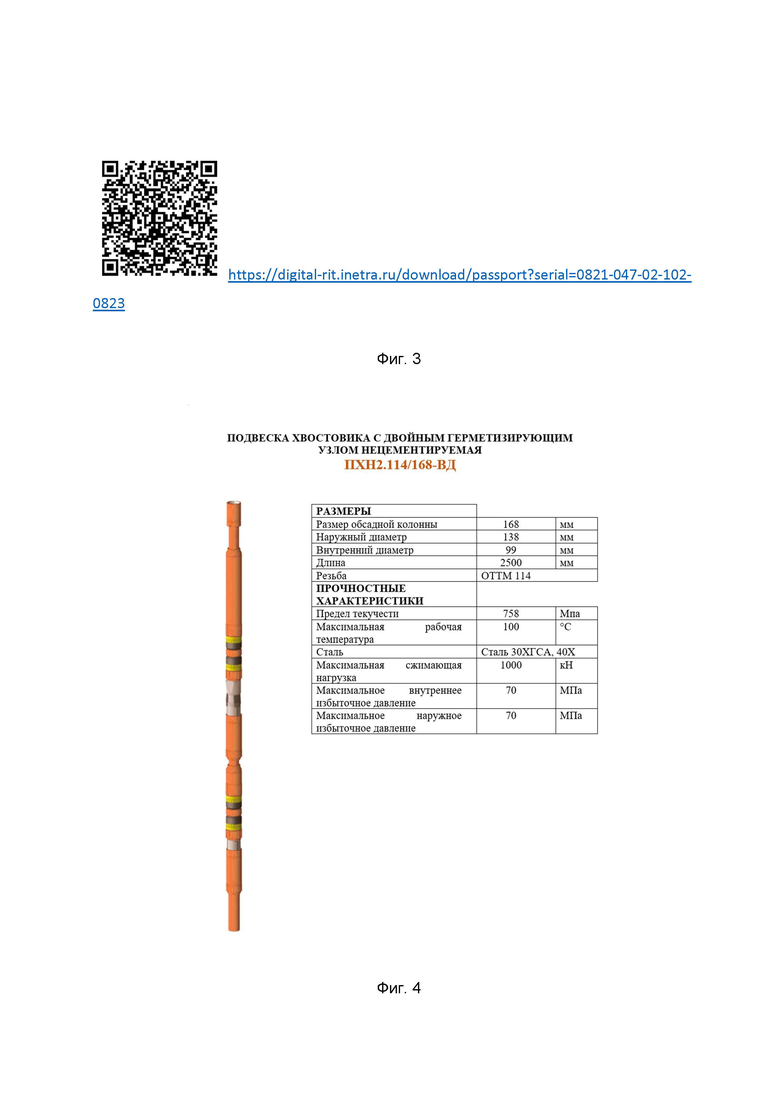
Фиг. 3 – иллюстрирует пример уникального двухмерного штрихкода для сборки оборудования;
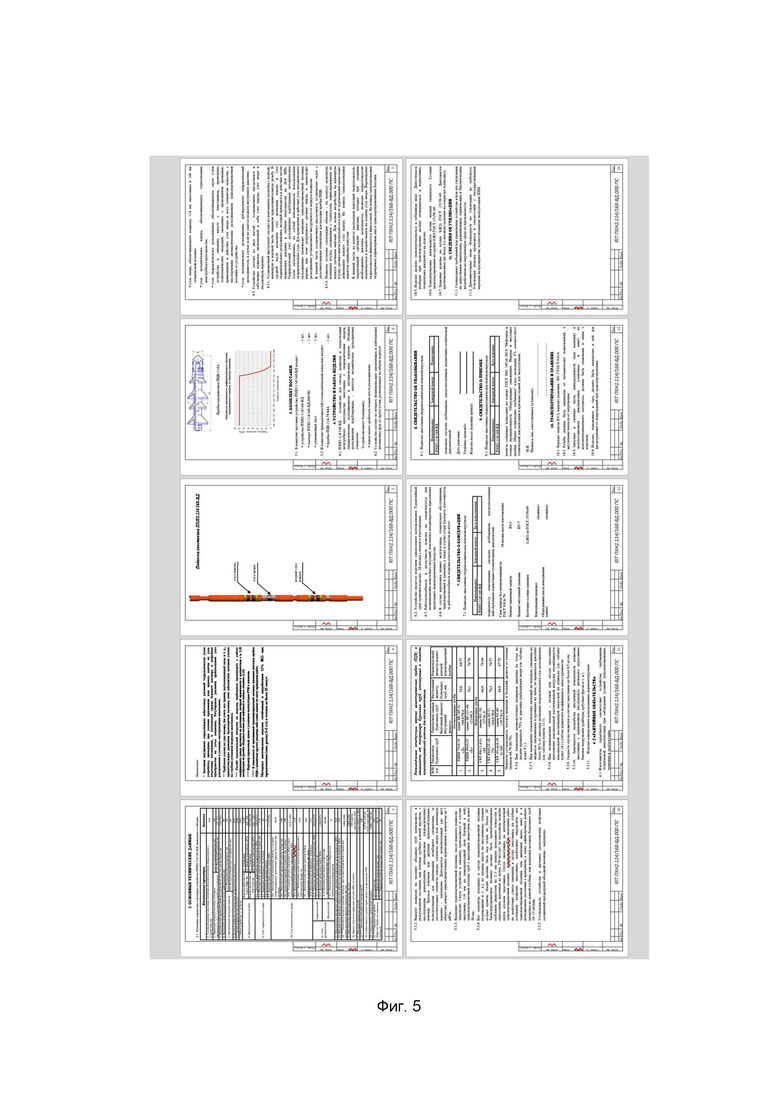
Фиг. 4 – иллюстрирует пример краткого паспорта детали, который отображается для авторизованного пользователя при сканировании уникального двухмерного штрихкода детали;
Фиг. 5 – иллюстрирует примеры страниц полного паспорта детали, которые отображаются для неавторизованного пользователя при сканировании уникального двухмерного штрихкода детали;
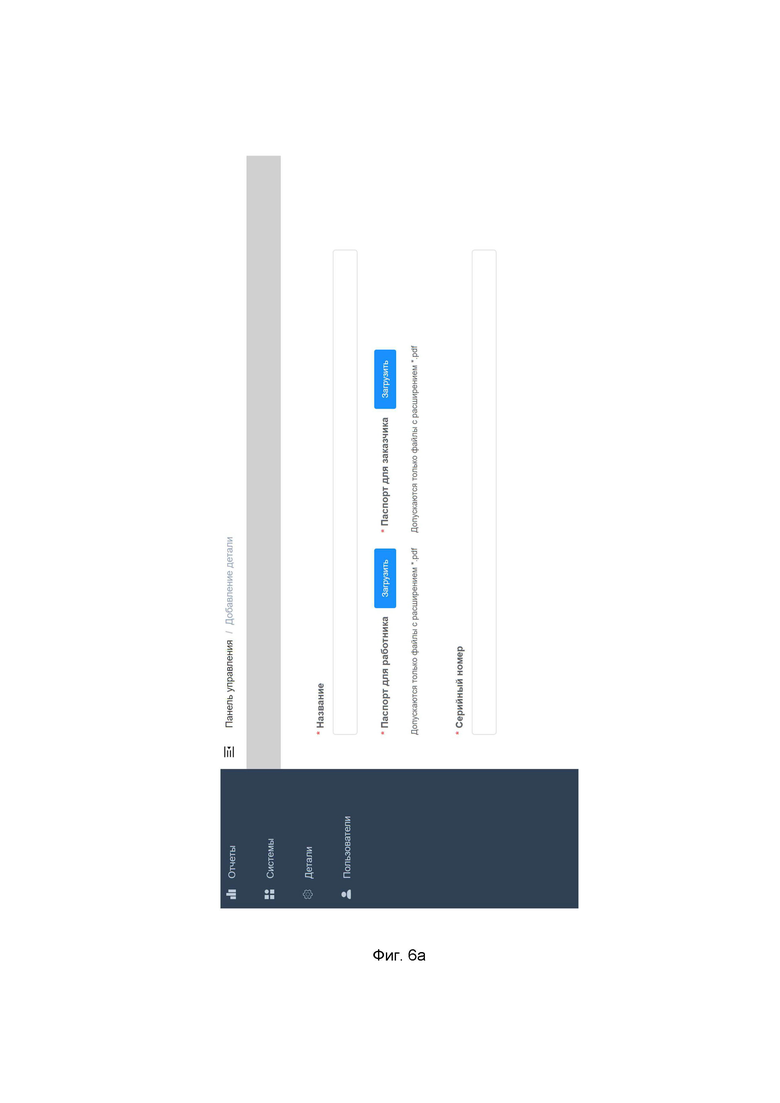
Фиг. 6а – иллюстрирует пример интерфейса для ввода информации о деталях для сборки оборудования с помощью уникальных двухмерных штрихкодов;
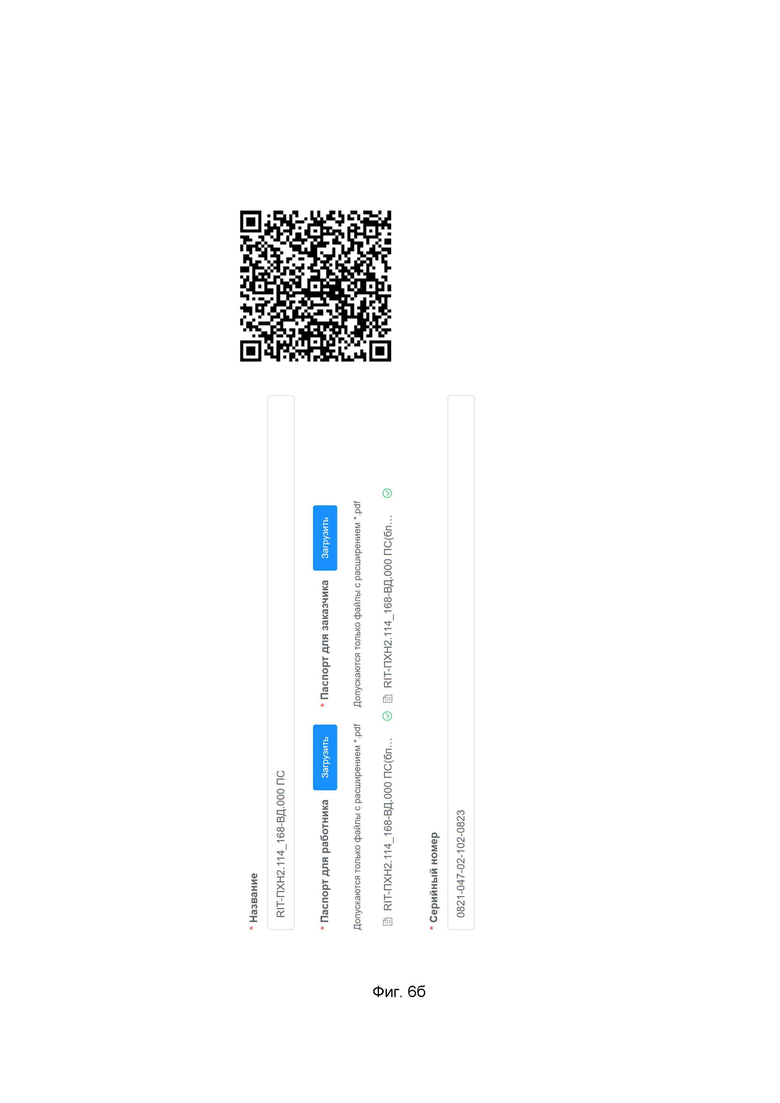
Фиг. 6б – иллюстрирует пример интерфейса с введенной информацией о деталях для сборки оборудования с помощью уникальных двухмерных штрихкодов;
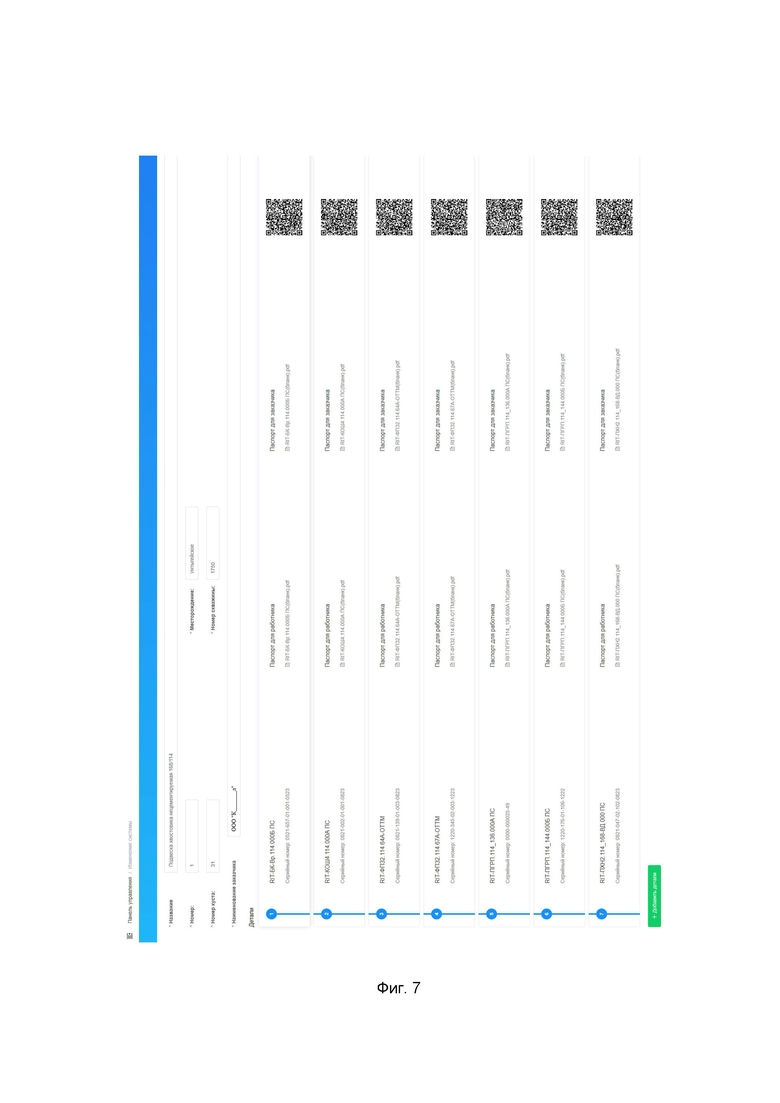
Фиг. 7 – иллюстрирует пример собранной в системе компоновки оборудования с помощью уникальных двухмерных штрихкодов;
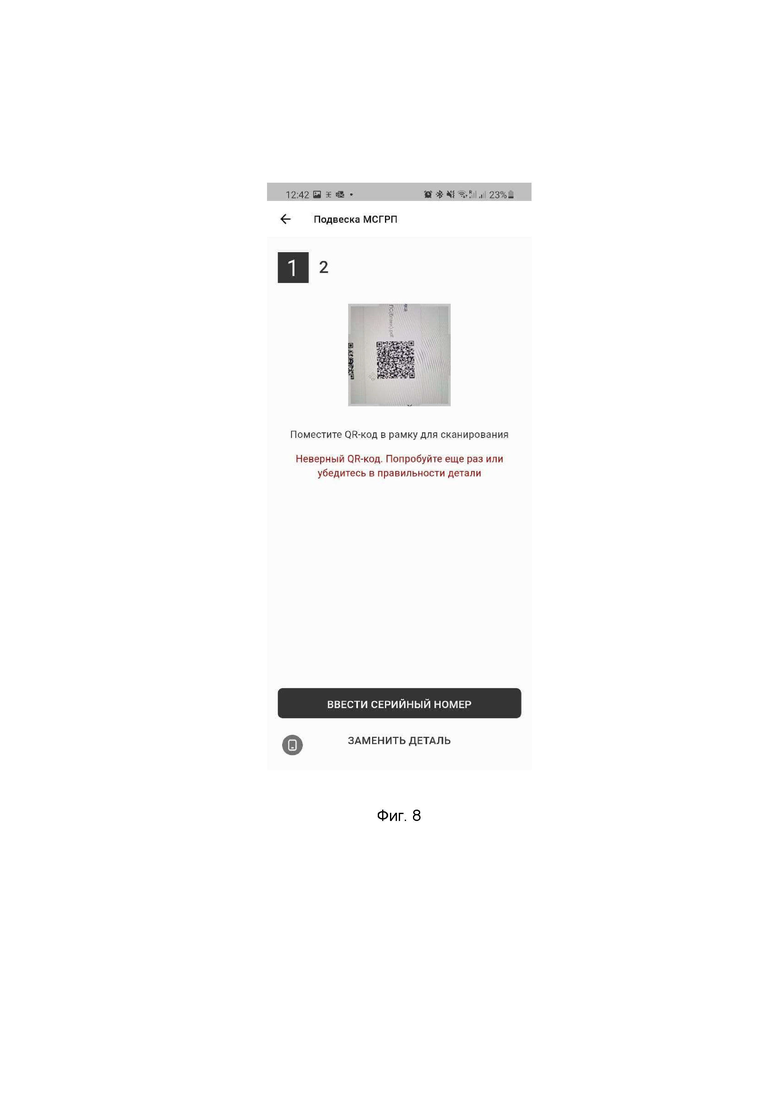
Фиг. 8 – иллюстрирует пример ошибки, которую выдает система во время сборки оборудования с помощью уникальных двухмерных штрихкодов;
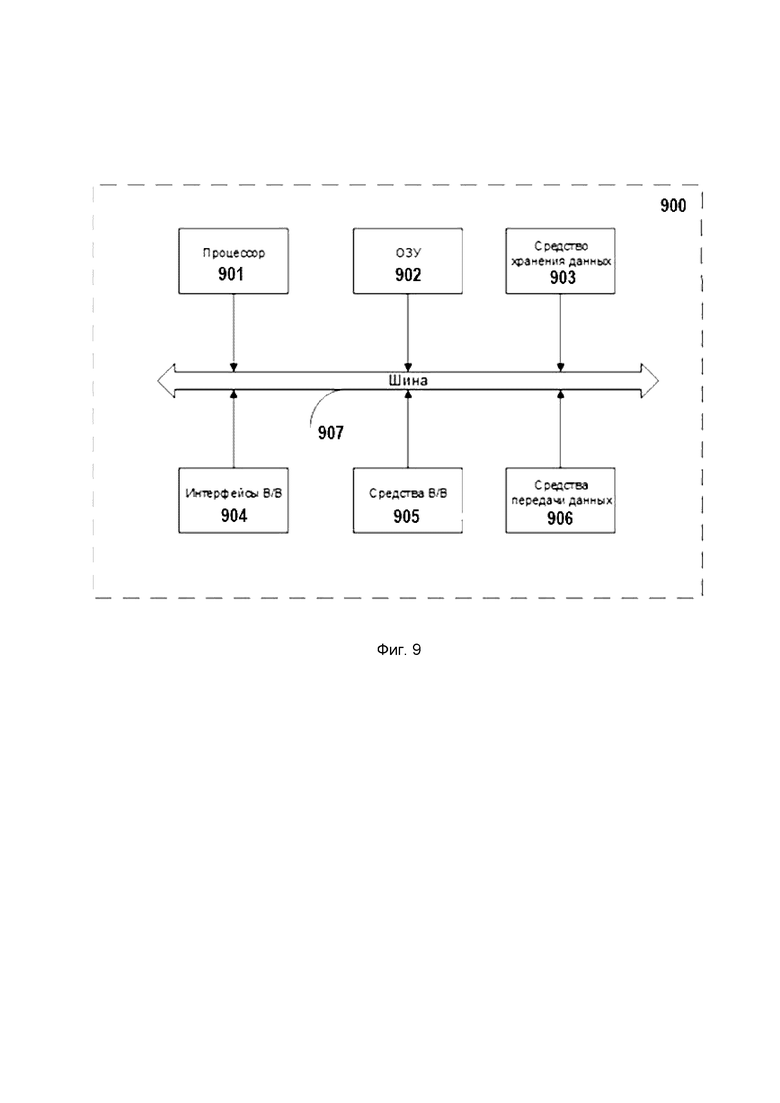
Фиг. 9 – общая схема вычислительного устройства для осуществления сборки оборудования с помощью уникальных двухмерных штрихкодов.
ДЕТАЛЬНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В приведенном ниже подробном описании реализации изобретения приведены многочисленные детали реализации, призванные обеспечить отчетливое понимание настоящего изобретения. Однако, квалифицированному в предметной области специалисту будет очевидно, каким образом можно использовать настоящее изобретение, как с данными деталями реализации, так и без них. В других случаях хорошо известные методы, процедуры и компоненты не были описаны подробно, чтобы не затруднять излишне понимание особенностей настоящего изобретения.
Кроме того, из приведенного изложения будет ясно, что изобретение не ограничивается приведенной реализацией. Многочисленные возможные модификации, изменения, вариации и замены, сохраняющие суть и форму настоящего изобретения, будут очевидными для квалифицированных в предметной области специалистов.
Система сборки оборудования с помощью уникальных двухмерных штрихкодов состоит из серверной части (Фиг. 1) и клиентской (мобильной) части (Фиг. 2), которые связаны между собой с помощью средств сетевого взаимодействия, базы данных, которая хранит различную информацию об оборудовании (паспорта деталей, сгенерированные уникальные двухмерные штрихкоды деталей, последовательности уникальных двухмерных штрихкодов деталей для различных компоновок оборудования и др.). Система присваивает каждой детали (сборочной единице оборудования) уникальный двухмерный штрихкод. На данный код заносится уникальная ссылка на сервер с технической документацией детали (например, технический паспорт). В системе перед началом сборки оборудования выстраивается последовательность деталей, которые вместе создают готовую компоновку оборудования. На сборочные единицы оборудования наносят уникальный двухмерный штрихкод, с помощью сканирования которого инженер может увидеть паспорт изделия, собрать компоновку оборудования. С помощью кода также происходит отслеживание последовательности сборки оборудования. Чтение кода возможно любым мобильным устройством (например, смартфоном), не нужно использовать дополнительное оборудование. Двухмерный штрихкод можно нанести на оборудование любым способом от гравировки лазером (предпочтительно) до бумажной наклейки. Преимущества нанесения кода путем гравировки лазером – это возможность гравировать металл. Двухмерный штрихкод статический, а значит на нем нельзя менять информацию. Прикрепленный паспорт невозможно поменять постфактум. Паспорта, которые открываются при чтении двухмерного штрихкода невозможно редактировать или подменить, с заменой паспорта поменяется двухмерный штрихкод. Поэтому данная система делает прозрачным документацию на оборудование.
На объект работ (скважину) завозятся детали в разобранном виде. Специалист (например, инженер) авторизуется в системе на мобильном телефоне, выбирает нужную компоновку и начинает собирать оборудование, сканируя последовательно каждый двухмерный штрихкод на деталях. В случае несоответствия кода с введенной последовательностью система сообщает об ошибке и выводит информацию о том, какая деталь должна быть отсканирована следующей. После того, как все элементы были отсканированы, инженер может завершить сборку, и заказчик получит автоматический отчет о том, какое оборудование было собрано, в какой последовательности, кем и на какой скважине. Также в отчете могут быть отображены все двухмерные штрихкоды, с помощью которых заказчик может посмотреть паспорт на оборудование. Отчет о сборке оборудования хранится неограниченное время, и, например, заказчик через большой промежуток времени все также может посмотреть, какая именно компоновка оборудования находится в скважине.
В самом двухмерном штрихкоде (например, QR коде) кодируется уникальная ссылка (Фиг. 3), однозначно идентифицирующая объект в базе данных (например, таким объектом может быть файл или папка, содержащие документацию на оборудование). С помощью загрузки файла по ссылке, закодированной в QR коде, пользователь системы может получить информацию об оборудовании, на которое нанесен QR код (документация на оборудование, например, технический паспорт оборудования). На Фиг. 4 и 5 показаны примеры информации, которая отображается на мобильном устройстве авторизованного и неавторизованного пользователя. Для авторизованного пользователя (например, инженера) при сканировании QR кода по ссылке открывается и отображается краткий паспорт оборудования, в кратком паспорте указана основная информация об оборудовании, его основные технические характеристики (например, открывается pdf файл с кратким паспортом, который содержит одну страницу основной информации об оборудовании) (Фиг. 4). Краткое отображение информации позволяет инженеру быстро получить основную информацию об оборудовании, которая необходима ему для работы. Если QR код сканирует неавторизованный пользователь, то по ссылке открывается и отображается полный паспорт оборудования, в котором содержится вся информация об оборудовании, все его технические характеристики (например, открывается pdf файл с полным паспортом, который содержит всю информацию об оборудовании и может содержать более одного листа) (Фиг. 5).
Уникальность двухмерного штрихкода обеспечивается тем, что двухмерный штрихкод является статическим и непосредственно хранит закодированную уникальную ссылку, однозначно идентифицирующую паспорт оборудования в базе данных. Важно то, что вызываемая ссылка не может быть изменена или отредактирована впоследствии без перегенерирования штрихкода. Двухмерный штрихкод создается только под одну информацию. Т.е. сначала заливается ссылка, а потом только генерируется двухмерный штрихкод. При замене ссылки получится уже новый двухмерный штрихкод. Если злоумышленник не санкционированно отредактирует или подменит паспорт детали, то уникальная ссылка, закодированная в двухмерном штрихкоде, станет недействительной, пользователи не смогут получить доступ к паспорту и загрузить его на свое устройство, и таким образом будет обнаружен факт несанкционированного доступа к технической документации детали. Следовательно, паспорт оборудования нельзя отредактировать или подменить не санкционированно таким образом, чтобы это не было обнаружено, так как уникальный двухмерный штрихкод является статическим и хранит закодированную уникальную ссылку, однозначно идентифицирующую паспорт сборочной единицы в базе данных на сервере.
Администратор ответственен за внесение информации в базу данных. Первым этапом администратор системы вносит в базу данных информацию об оборудовании, например, такую как наименование детали, серийный номер, прикрепляет и загружает на сервер паспорт детали для авторизованного пользователя (например, работника, который выполняет сборку оборудования) и паспорт детали для неавторизованного пользователя (например, заказчика) (Фиг. 6а) и генерирует уникальный двухмерный штрихкод для детали. На Фиг. 6б приведен пример интерфейса с информацией, введенной администратором, и сгенерированным QR кодом. Далее из введенных деталей, администратор собирает оборудование в системе согласно документации. На Фиг. 7 показано, как выглядит собранная компоновка оборудования, которая состоит из последовательности деталей и QR кодов. Во время сборки оборудования инженер в приложении выбирает необходимую компоновку и начинает последовательно один за другим сканировать QR коды, нанесенные на детали, из которых собирается оборудование. Если отсканированный QR код не соответствует последовательности QR кодов, введенной в систему, то на мобильном устройстве инженера отображается сообщение об ошибке, например - «Неверный QR код. Попробуйте еще раз или убедитесь в правильности детали». Также есть возможность заменить деталь. Данная возможность добавлена, так как иногда на скважине принимается решение о замене оборудования и инженер может вручную ввести серийный номер новой детали оборудования (Фиг. 8). Администратор в отчете увидит замену.
В серверной части системы сборки оборудования с помощью уникальных двухмерных штрихкодов (Фиг. 1) автоматически создаются отчеты о всех начатых и законченных сборках компоновок оборудования, также для более быстрого добавления информации есть каталог шаблонов паспортов на все детали (Каталог деталей). При заказе сборки оборудования администратор добавляет каждую сборочную единицу оборудования с помощью блока «Детали» серверной части. При добавлении оборудования прописывается наименование детали, прикладывается полный паспорт по ГОСТ для заказчика и короткий технический лист для инженера. Также прописывается серийный номер, который автоматически добавляется в паспорт. Деталь сохраняется и генерируется уникальный двухмерный штрихкод с помощью которого получают доступ к электронной технической документации для детали. С помощью блока «Системы» администратор составляет компоновки оборудования. Компоновка оборудования (Система) – это четкая последовательность сборочных единиц оборудования с наименованиями и двухмерными штрихкодами. Дальше с данной системой (компоновкой оборудования) инженер работает через мобильную часть (Фиг. 2). С помощью блока «Пользователи» серверной части можно просмотреть всех зарегистрированных пользователей системы сборки оборудования с помощью уникальных двухмерных штрихкодов. Также администратор в данном блоке может удалять пользователей, изменять их регистрационные данные.
В мобильной части системы сборки оборудования с помощью уникальных двухмерных штрихкодов (Фиг. 2) инженер с помощью блока «Системы» осуществляет поиск необходимой системы (компоновки оборудования) для сборки, созданной администратором на серверной части. На рабочую площадку завозят оборудование в разобранном виде с нанесенными на каждую деталь оборудования двухмерными штрихкодами. Инженер с помощью мобильного устройства начинает сборку оборудования. Система предлагает отсканировать двухмерный штрихкод первой по порядку детали. При сканировании двухмерного штрихкода автоматически открывается технический лист для детали. После подтверждения операции система автоматически предлагает отсканировать следующую деталь. Если по каким-то причинам деталь была заменена, инженер может добавить ее по серийному номеру. Если последовательность отсканированной детали не совпадает, то система оповещает об этом. После того, как все детали в компоновке были отсканированы, сборка считается законченной. После того, как были отсканированы все детали в системе (компоновке оборудования), програс помощью блока «Отчеты» мобильной части автоматически генерируют отчет, в котором указаны ФИО сотрудника, выполнившего сборку оборудования, наименование места сборки, дата и время. С помощью блока «Профиль» мобильной части можно управлять личной информацией (своими регистрационными данными), например, изменить свой пароль или адрес своей электронной почты.
На Фиг. 9 представлена общая схема вычислительного устройства (900), обеспечивающего обработку данных, необходимую для реализации заявленного решения.
В общем случае устройство (900) содержит такие компоненты, как: один или более процессоров (901), по меньшей мере одну память (902), средство хранения данных (903), интерфейсы ввода/вывода (904), средство В/В (905), средства сетевого взаимодействия (906).
Процессор (901) устройства выполняет основные вычислительные операции, необходимые для функционирования устройства (900) или функциональности одного или более его компонентов. Процессор (901) исполняет необходимые машиночитаемые команды, содержащиеся в оперативной памяти (902).
Память (902), как правило, выполнена в виде ОЗУ и содержит необходимую программную логику, обеспечивающую требуемый функционал.
Средство хранения данных (903) может выполняться в виде HDD, SSD дисков, рейд массива, сетевого хранилища, флэш-памяти, оптических накопителей информации (CD, DVD, MD, Blue-Ray дисков) и т.п. Средство (903) позволяет выполнять долгосрочное хранение различного вида информации.
Интерфейсы (904) представляют собой стандартные средства для подключения и работы с серверной частью, например, USB, RS232, RJ45, LPT, COM, HDMI, PS/2, Lightning, FireWire и т.п.
Выбор интерфейсов (904) зависит от конкретного исполнения устройства (900), которое может представлять собой персональный компьютер, мейнфрейм, серверный кластер, тонкий клиент, смартфон, ноутбук и т.п.
В качестве средств В/В данных (905) в любом воплощении системы должна использоваться клавиатура. Аппаратное исполнение клавиатуры может быть любым известным: это может быть, как встроенная клавиатура, используемая на ноутбуке или нетбуке, так и обособленное устройство, подключенное к настольному компьютеру, серверу или иному компьютерному устройству. Подключение при этом может быть, как проводным, при котором соединительный кабель клавиатуры подключен к порту PS/2 или USB, расположенному на системном блоке настольного компьютера, так и беспроводным, при котором клавиатура осуществляет обмен данными по каналу беспроводной связи, например, радиоканалу, с базовой станцией, которая, в свою очередь, непосредственно подключена к системному блоку, например, к одному из USB-портов. Помимо клавиатуры, в составе средств В/В данных также может использоваться: джойстик, дисплей (сенсорный дисплей), проектор, тачпад, манипулятор мышь, трекбол, световое перо, динамики, микрофон и т.п.
Средства сетевого взаимодействия (906) выбираются из устройств, обеспечивающих сетевой прием и передачу данных, например, Ethernet карту, WLAN/Wi-Fi модуль, Bluetooth модуль, BLE модуль, NFC модуль, IrDa, RFID модуль, GSM модем и т.п. С помощью средств (905) обеспечивается организация обмена данными по проводному или беспроводному каналу передачи данных, например, WAN, PAN, ЛВС (LAN), Интранет, Интернет, WLAN, WMAN или GSM, 3G, 4G, 5G.
Компоненты устройства (900) сопряжены посредством общей шины передачи данных (907).
В настоящих материалах заявки представлено предпочтительное раскрытие осуществления заявленного технического решения, которое не должно использоваться как ограничивающее иные, частные воплощения его реализации, которые не выходят за рамки испрашиваемого объема правовой охраны и являются очевидными для специалистов в соответствующей области техники.
Специалисту в данной области техники должно быть понятно, что различные вариации заявляемого способа и системы не изменяют сущность изобретения, а лишь определяют его конкретные воплощения и применения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАСТРОЙКИ СИСТЕМЫ АВТОМАТИЗАЦИИ НА ОСНОВЕ ЦИФРОВОГО ДВОЙНИКА СИСТЕМЫ АВТОМАТИЗАЦИИ ОБЪЕКТА | 2023 |
|
RU2822311C1 |
| Универсальная автоматизированная сборочная система | 2024 |
|
RU2838822C1 |
| СПОСОБ ОПЛАТЫ ПО QR-КОДУ И СБП ПРИ ОТСУТСТВИИ ПОДКЛЮЧЕНИЯ К ИНТЕРНЕТУ НА ТЕЛЕФОНЕ ПОКУПАТЕЛЯ | 2022 |
|
RU2801424C1 |
| МЕТОД ЭЛЕКТРОННЫХ ПЛАТЕЖЕЙ НА ОСНОВЕ QR С ВЫБОРОМ ПЛАТЕЖНОЙ СИСТЕМЫ В ПРИЛОЖЕНИИ ПОЛЬЗОВАТЕЛЯ | 2022 |
|
RU2824341C2 |
| СПОСОБ ПРОВЕРКИ ПОДЛИННОСТИ ТОВАРОВ ИЛИ УСЛУГ | 2017 |
|
RU2643503C1 |
| СПОСОБ МАРКИРОВКИ ФИЗИЧЕСКОГО ИЗДЕЛИЯ | 2024 |
|
RU2841024C1 |
| СПОСОБ РЕМОНТА И ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И ПРИМЕНЯЕМЫЕ В СПОСОБЕ АППАРАТНО-ПРОГРАММНЫЙ КОМПЛЕКС ДЛЯ ДИАГНОСТИКИ И СИСТЕМА ДЛЯ КОНТРОЛЯ КАЧЕСТВА РЕМОНТА И ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ | 2007 |
|
RU2357215C2 |
| СПОСОБ ДЛЯ ПЛАНИРОВАНИЯ ПРОИЗВОДСТВА | 2019 |
|
RU2717981C1 |
| СИСТЕМЫ И СПОСОБЫ ВЗАИМОДЕЙСТВИЙ МЕЖДУ ВЛАДЕЛЬЦАМИ БИЛЕТОВ И ФУНКЦИЯМИ САМООБСЛУЖИВАНИЯ | 2018 |
|
RU2779291C2 |
| СПОСОБ ГЕНЕРАЦИИ И ИСПОЛЬЗОВАНИЯ QR-КОДА | 2019 |
|
RU2723662C1 |
Изобретение относится к области вычислительной техники. Технический результат заключается в повышении качества сборки оборудования, минимизации ошибок при сборке оборудования, упрощении контроля соблюдения заданной последовательности сборки оборудования, повышении безопасности. Технический результат достигается за счёт того, что на каждую сборочную единицу оборудования наносят сгенерированный уникальный двухмерный штрихкод; во время сборки оборудования в соответствии с выбранной компоновкой оборудования с помощью мобильного устройства пользователя сканируют последовательно в соответствии с сохраненной последовательностью уникальных двухмерных штрихкодов уникальный двухмерный штрихкод, нанесенный на каждую сборочную единицу оборудования, причем передают отсканированный уникальный двухмерный штрихкод на сервер, автоматически отображают техническую документацию каждой сборочной единицы при сканировании уникального двухмерного штрихкода, и автоматически отображают следующую деталь для сканирования в соответствии с выбранной компоновкой; с помощью сервера автоматически отслеживают последовательность сборки оборудования соответствующей компоновки в соответствии с сохраненной последовательностью уникальных двухмерных штрихкодов и в соответствии с отображаемой на мобильном устройстве пользователя технической документацией каждой сборочной единицы. 2 н. и 8 з.п. ф-лы, 10 ил.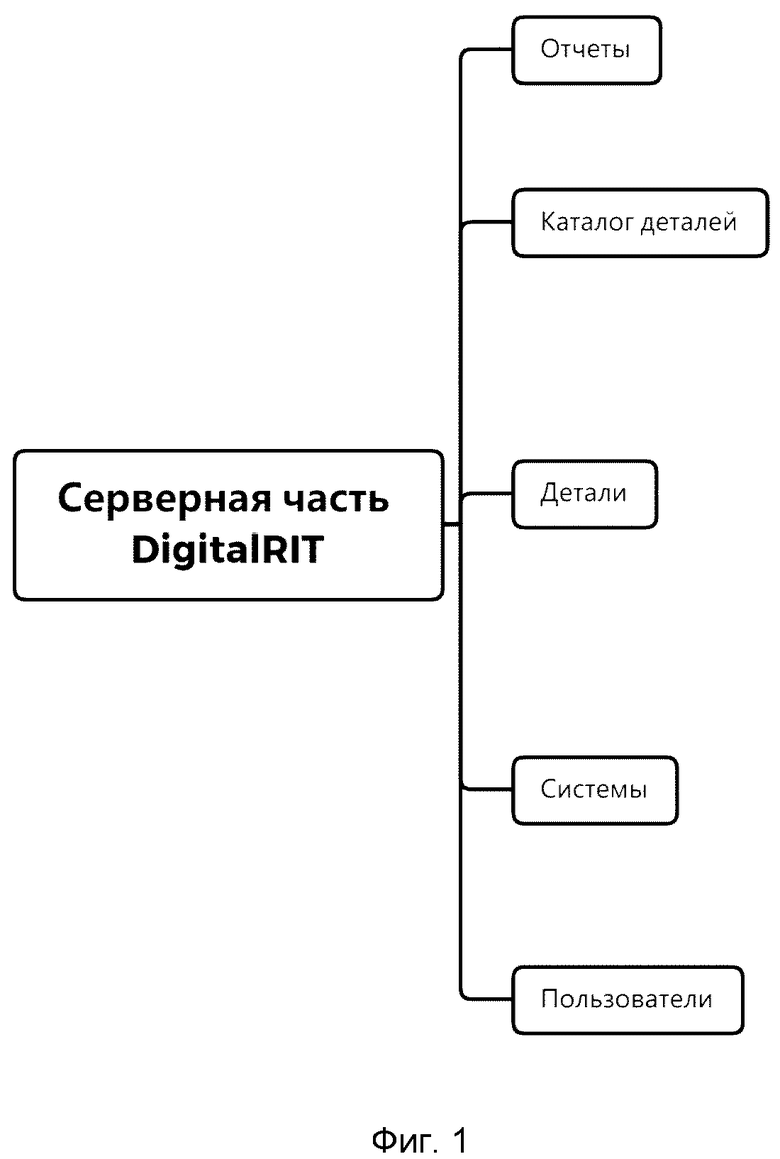
1. Способ автоматизированной сборки оборудования с помощью уникальных двухмерных штрихкодов, в котором:
с помощью сервера генерируют и присваивают каждой сборочной единице оборудования уникальный двухмерный штрихкод, причем в уникальном двухмерном штрихкоде закодирована ссылка для получения автоматического доступа к технической документации сборочной единицы при сканировании указанного штрихкода, причем указанная закодированная ссылка уникально идентифицирует техническую документацию сборочной единицы в базе данных;
сохраняют в базе данных последовательность уникальных двухмерных штрихкодов в соответствии с компоновкой оборудования;
на каждую сборочную единицу оборудования наносят сгенерированный уникальный двухмерный штрихкод;
во время сборки оборудования в соответствии с выбранной компоновкой оборудования с помощью мобильного устройства пользователя сканируют последовательно в соответствии с сохраненной последовательностью уникальных двухмерных штрихкодов уникальный двухмерный штрихкод, нанесенный на каждую сборочную единицу оборудования, причем передают отсканированный уникальный двухмерный штрихкод на сервер, автоматически отображают техническую документацию каждой сборочной единицы при сканировании уникального двухмерного штрихкода, и автоматически отображают следующую деталь для сканирования в соответствии с выбранной компоновкой;
с помощью сервера автоматически отслеживают последовательность сборки оборудования соответствующей компоновки в соответствии с сохраненной последовательностью уникальных двухмерных штрихкодов и в соответствии с отображаемой на мобильном устройстве пользователя технической документацией каждой сборочной единицы.
2. Способ по п. 1, характеризующийся тем, что уникальный двухмерный штрихкод является статическим двухмерным штрихкодом.
3. Способ по п. 1, характеризующийся тем, что уникальный двухмерный штрихкод наносят с помощью гравировки.
4. Способ по п. 1, характеризующийся тем, что при последовательном сканировании уникальных двухмерных штрихкодов в случае несоответствия уникального двухмерного штрихкода сохраненной последовательности уникальных двухмерных штрихкодов сообщают об ошибке и отображают информацию для устранения ошибки.
5. Способ по п. 1, характеризующийся тем, что технической документацией является краткая и полная техническая документация сборочной единицы оборудования; и для авторизованного пользователя отображают краткую техническую документацию, для неавторизованного пользователя отображают полную техническую документацию.
6. Система автоматизированной сборки оборудования с помощью уникальных двухмерных штрихкодов, включающая:
сервер, причем с помощью сервера генерируют и присваивают каждой сборочной единицы оборудования уникальный двухмерный штрихкод, причем в уникальном двухмерном штрихкоде закодирована ссылка для получения автоматического доступа к технической документации сборочной единицы при сканировании указанного штрихкода, причем указанная закодированная ссылка уникально идентифицирует техническую документацию сборочной единицы в базе данных;
базу данных, причем указанная база данных содержит последовательность уникальных двухмерных штрихкодов в соответствии с компоновкой оборудования;
сгенерированные уникальные двухмерные штрихкоды, причем сгенерированный уникальный двухмерный штрихкод наносят на каждую сборочную единицу оборудования;
мобильное устройство пользователя, причем во время сборки оборудования в соответствии с выбранной компоновкой оборудования с помощью мобильного устройства пользователя сканируют последовательно в соответствии с сохраненной последовательностью уникальных двухмерных штрихкодов уникальный двухмерный штрихкод, нанесенный на каждую сборочную единицу оборудования, причем передают отсканированный уникальный двухмерный штрихкод на сервер, автоматически получают доступ к технической документации каждой сборочной единицы при сканировании уникального двухмерного штрихкода, автоматически отображают следующую деталь для сканирования в соответствии с выбранной компоновкой;
причем с помощью сервера автоматически отслеживают последовательность сборки оборудования соответствующей компоновки в соответствии с сохраненной последовательностью уникальных двухмерных штрихкодов и в соответствии с отображаемой на мобильном устройстве пользователя технической документацией каждой сборочной единицы.
7. Система по п. 6, характеризующаяся тем, что уникальный двухмерный штрихкод является статическим двухмерным штрихкодом.
8. Система по п. 6, характеризующаяся тем, что уникальный двухмерный штрихкод наносят с помощью гравировки.
9. Система по п. 6, характеризующаяся тем, что при последовательном сканировании уникальных двухмерных штрихкодов в случае несоответствия уникального двухмерного штрихкода сохраненной последовательности уникальных двухмерных штрихкодов сообщают об ошибке и отображают информацию для устранения ошибки.
10. Система по п. 6, характеризующаяся тем, что технической документацией является краткая и полная техническая документация сборочной единицы оборудования; и для авторизованного пользователя отображают краткую техническую документацию, для неавторизованного пользователя отображают полную техническую документацию.
| US 20190384264 A1, 19.12.2019 | |||
| US 20150356391 A1, 10.12.2015 | |||
| US 20190286680 A1, 19.09.2019 | |||
| СПОСОБ ПОЛУЧЕНИЯ СЛОЖНОГО УДОБРЕНИЯ, СОДЕРЖАЩЕГО АЗОТ, КАЛЬЦИЙ И СЕРУ | 2006 |
|
RU2306304C1 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ СБОРКИ ИЗДЕЛИЯ, КОНТРОЛЯ И ИНФОРМАЦИОННОГО СОПРОВОЖДЕНИЯ ПРОЦЕССА | 2013 |
|
RU2536428C1 |

