Область техники, к которой относится изобретение.
Изобретение относится к способам, предназначенным для административных, коммерческих, финансовых, управленческих, надзорных или прогностических целей, в частности, к управлению ресурсами, рабочими потоками, людьми или проектами, к организации, планированию, составлению расписаний или распределению временных, человеческих или машинных ресурсов.
Уровень техники.
Известна автоматизированная система управления процессом сборки изделия, контроля и информационного сопровождения процесса (патент RU2536428, 20.12.2014). Описанное в патенте изобретение относится к вычислительной технике и предназначено для управления процессом сборки многокомпонентных изделий. Технический результат - расширение функциональных возможностей за счет реализации проверки соблюдения заданной последовательности присоединения идентифицированных компонентов. Автоматизированная система управления процессом сборки изделия, контроля и информационного сопровождения процесса, включающая автоматизированное рабочее место, содержащее контроллер, первый и второй входы-выходы которого соединены соответственно с блоком памяти базовых данных и считывателем RFID-меток, а первый и второй выходы связаны соответственно с дисплеем и звуковым сигнализатором, система содержит рабочую площадку, датчик занятости рабочей площадки, программатор RFID-меток, выполненный с возможностью функции принтера этикеток, и шину подключения к локальной сети, при этом контроллер дополнительно содержит сформированные его программно-аппаратными средствами буферный регистр заданного кода комплектующей, буферный регистр данных метки, счетчик номера очередной выполняемой сборочной операции и таймер, а также дополнен блоком памяти текущих данных процесса сборки. Однако в данном решении не реализована функциональность по планированию производства, реализован лишь контроль сборочных операций.
Известно решение, описывающее автоматизированную систему сопровождения, контроля и управления жизненным циклом продукции (RU91641, 20.02.2010), содержащую базовый аналитический компьютерный сервер-центр, совокупность взаимосвязанных между ним и собой коммуникационными линиями локальных серверов, соединенных с базой управления и контроля этапов жизненного цикла каждого вида продукции, в которой содержатся автоматизированные средства централизованного управления и контроля объема и параметров созданной, прошедшей по всем стадиям жизненного цикла и доставленной на конечный пункт продукции, и прикрепляемые к документам, сопровождающим продукцию, радиочастотные сопроводительные кодированные метки, при этом радиочастотная метка выполнена с возможностью дополнения ее кодовой информацией, касающейся производителя и продукции, а также ввода электронной подписи, причем автоматизированные средства централизованного управления и контроля объема и параметров созданной, прошедшей по всем стадиям жизненного цикла и доставленной на конечный пункт продукции взаимосвязаны с совокупностью средств автоматизированного доступа, а также с базовым компьютерным аналитическим сервер-центром или вместе с упомянутой базой управления введены в него. Однако в данном решении не реализована функциональность по планированию производства, реализован лишь контроль производственных операций.
Известно выбранное в качестве прототипа решение, описывающее управление качеством и интеллектуальное производство с использованием этикеток и смарт-тегов при производстве продукции на основе событий (US20060149407A1, 06.07.2006). В известном решении раскрывается обеспечение управления качеством и интеллектуального производства с помощью этикеток и смарт-тегов при производстве продукции на основе событий. Некоторые из раскрытых вариантов осуществления включают в себя систему, способ и машиночитаемый носитель для хранения во время процесса данных, связанных с материалом. Также раскрыты способ сбора, хранения и представления информации о производительности машины, отходах и задержках на основе событий в производственной системе, способ сбора и хранения истории материала, способ автоматизации отслеживания положений компонентов, используемых в обработке и корреляция частей компонента с производственными проблемами, улучшенная система управления запасами и метод отслеживания и записи действий конкретных операторов процесса, выполняемого машиной. Варианты осуществления работоспособны в интеллектуальной производственной системе, включающей процесс преобразования сырья в продукт, систему управления процессом, включающую один или несколько датчиков, способных генерировать сигнал тревоги в ответ на событие, которое приводит к одному из отходов, задержке машины или снижению качества продукта; регистратор данных, связанный с системой управления процессом для получения параметров события, связанных с событием; базу данных на сервере для записи параметров события, полученных регистратором данных, и систему отчетности, связанную с базой данных, для отчета о параметрах производительности относительно процесса, полученного, по крайней мере, частично из параметров события.
Однако в данном решении не реализована функциональность по планированию производства, реализован лишь контроль производственных операций с помощью различных технических средств.
Раскрытие изобретения.
В одном аспекте изобретения раскрыта система для планирования производства, содержащая:
- множество меток, установленных на каждом экземпляре изделия в момент начала производства;
- средства контроля, выполненные с возможностью считывать метки, отслеживать по меньшей мере время производственных операций для изготовления каждого изделия и записывать время использования оборудования, применяемого для изготовления каждого изделия на каждом этапе производства, получая таким образом производственную информацию;
-базу данных, выполненную с возможностью хранения производственной информации;
- компьютер, выполненный с возможностью определять среднее время производства одной единицы изделия на основании информации базы данных, определять время изготовления заранее известной партии изделий на основании по меньшей мере количества изделий в партии, среднего времени производства одной единицы изделия, а также определять время на обслуживание упомянутого оборудования при производстве заранее известной партии изделий на основании времени использования каждой единицы оборудования на каждом этапе производства и регламентного срока обслуживания оборудования.
В другом аспекте изобретения раскрыт способ планирования производства, содержащий этапы на которых:
- на каждом этапе производства изделия с помощью средства контроля отслеживают по меньшей мере время производственных операций для изготовления каждого изделия и записывают время использования оборудования, применяемого для изготовления каждого изделия на каждом этапе производства, получая таким образом производственную информацию;
- записывают производственную информацию в базу данных компьютера с помощью средства контроля;
- определяют среднее время производства одной единицы изделия на основании информации базы данных с помощью компьютера;
- определяют время на обслуживание упомянутого оборудования при производстве заранее известной партии изделий на основании времени использования каждой единицы оборудования на каждом этапе производства и регламентного срока обслуживания оборудования;
- определяют с помощью компьютера время изготовления заранее известной партии изделий на основании по меньшей мере количества изделий в партии, среднего времени производства одной единицы изделия, времени на обслуживание упомянутого оборудования.
В дополнительных аспектах раскрыто, что при осуществлении технического обслуживания учитывается длительность холостой работы оборудования и длительность работы оборудования под нагрузкой; дополнительно собирают информацию о поломках оборудования или отсутствии необходимости регламентных работ и корректируют срок технического обслуживания оборудования на основании этой информации, уменьшая или увеличивая интервалы обслуживания; разделяют используемое оборудование на оборудование с критичным временем обслуживания, оборудование со стандартным временем обслуживания, оборудование с гибким временем обслуживания, при этом сдвигают время обслуживания оборудования со стандартным временем обслуживания и с гибким временем обслуживания, для ускорения производства партии изделий; определяют время изготовления партии изделий, дополнительно учитывая наличие необходимого персонала, его квалификацию и допуски; изделие состоит из одного элемента; изделие состоит из множества элементов.
Основными задачами, решаемыми заявленным изобретением, являются контроль каждого этапа производства изделия, определение времени каждого этапа производства, определение времени использования оборудования, необходимого для производства, обеспечение возможности точного планирования производства изделий.
Сущность изобретения заключается в том, что с первого этапа производства изделия его маркируют с помощью метки, в начале и в конце каждого этапа производства метку считывают и данные о выполненных операциях, использованном оборудовании и/или инструментах, а также о времени выполнения операций и/или этапов сохраняют, при необходимости сохраняют информацию о параметрах производства и изделий: габаритные размеры, температуру, влажность окружающей среды и т.п. Затем, используя эти данные, получают точное время производства партии изделий, которое учитывает время, как на само производство, так и на обслуживание оборудования и/или инструментов.
Технический результат, достигаемый решением, заключается в повышении точности определения времени производства партии изделий.
Краткое описание чертежей.
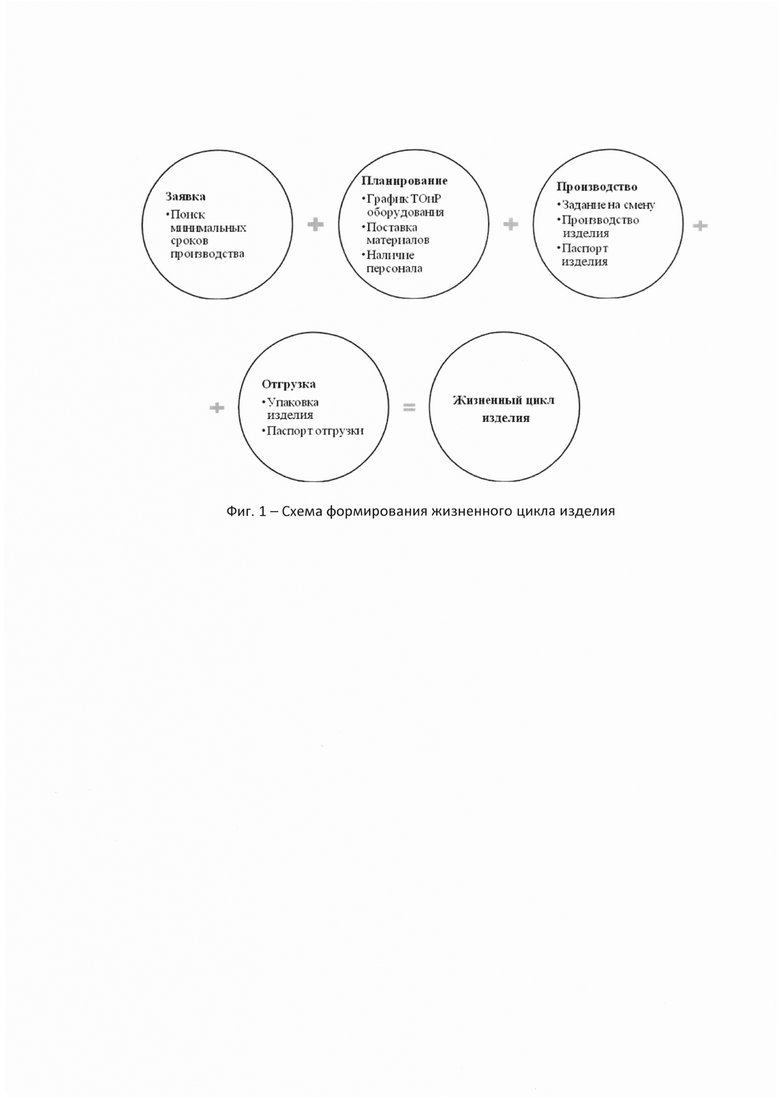
Фиг. 1 показывает схему формирования жизненного цикла изделия.
Осуществление изобретения.
Изобретение реализуется на производственной линии, в которой в одном из вариантов из сырья изготавливается некоторое конечное изделие. Сырье проходит несколько этапов производства; на каждом этапе используются свои инструменты (оборудование); этапы могут осуществляться автоматически, автоматизированным образом, вручную; каждый этап производства регламентирован по выполняемым на нем операциям. В решениях известных из уровня техники, контроль осуществляется только на конечном этапе и на небольшом числе ключевых этапов, обычно этот контроль представляет собой исключительно контроль качества. В изобретении разработчиками предлагается осуществлять дополнительно контроль времени на всех этапах производства. Предложенное решение не ограничено по объему сохраняемой информации, на каждом этапе может сохраняться информация о параметрах производства и изделий: габаритные размеры изделий, температура, влажность окружающей среды и т.п
Для осуществления такого контроля каждое изделие с самого начала производственного цикла снабжается меткой, которая используется для идентификации изделия и упрощения контроля времени.
В упрощенном виде реализация способа контроля следующая:
1. В начале производственного процесса на каждое изделие (при необходимости элемент изделия) устанавливают метку.
2. На первом этапе над каждым изделием (или элементом изделия) производят все предписанные техническим регламентом на данном этапе операции, контролируют время по меньшей мере части операций, сканируя метки соответствующим средством контроля, например, сканером QR-меток или сканером RFID-меток и отмечая завершение операции, записывают используемое оборудование, после чего вносят эту информацию в базу данных.
3. При необходимости контролируют качество выполненной операции для изделий (элементов изделий), с помощью сканера идентифицируя изделие (элемент изделия) и затем внося информацию о контроле качества в базу данных.
4. Повторяют этапы 2, 3 для каждого этапа производства изделия (элемента изделия).
5. Определяют время производства одного изделия и партии изделий, учитывая время на техническое обслуживание используемого при производстве оборудования.
6. Отправляют готовое маркированное изделие (элемент изделия) на место хранения.
Для реализации изобретения используется компьютерная система, содержащая сканеры меток, сами метки, компьютер с базой данных, сети связи между компьютером и сканерами. Компьютерная система может быть реализована на базе мобильных устройств, в том числе мобильных устройств связи. Под компьютером в рамках данного решения понимается средство, реализующее функциональность такого вычислительного средства как компьютер, это средство может принимать форму ноутбука, терминала, смартфона и т.п.
Метки могут быть RFID-метками, QR-кодами или иметь любой другой подходящий тип.
Сканеры выбираются исходя из типа метки так, чтобы иметь возможность считывать информацию метки. Предпочтительно сканер представляет собой мобильное устройство, как вариант мобильный телефон.
Сеть связи может быть реализована на любом протоколе связи, по меньшей мере на одном или более из: Bluetooth, Wi-Fi, ИК, сотовая связь и т.д.
Компьютер с базой данных хранит информацию о всех регламентных работах, которые должны быть осуществлены над изделием, а также хранит всю релевантную информацию о всех изготавливаемых и изготовленных изделиях, по меньшей мере информацию о времени операций над изделием, информацию о контроле качества, информацию об используемом оборудовании.
Изделие может состоять из одного элемента, который проходит ряд технологических операция для получения из сырья готовой продукции, а также может состоять из множества элементов, каждый из которых проходит свои технологические операции, а готовое изделие затем при необходимости собирается из элементов.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ.
Начало производства - это поступление заявки на изготовление изделий. Заявка содержит в себе по меньшей мере наименование изделия и количество экземпляров изделий. Если в автоматизированной системе управления еще нет технологии производства, то соответствующий запрос отправляется технологу для формирования технологических карт для данного изделия.
После формирования технологических карт можно сделать прогноз на сроки изготовления изделий, исходя из по меньшей мере нескольких факторов из: сроков переналадки производства, наличия необходимых материалов на складе, сроков поставки материалов, времени производства из информации технологических карт, наличия свободного времени у персонала и оборудования при одновременном производстве других изделий, сроков работ по ремонту и обслуживанию оборудования.
Как правило, при первом запуске производства изделия все параметры, используемые для прогноза сроков изготовления, являются примерными и неточными. В заявленном решении предлагается способ и система для более точного расчета сроков производства партии изделий.
Поскольку согласно предложенному решению контролируется каждый этап производства каждого изделия, то легко определить общее время производства одного изделия t: как сумму длительностей всех этапов.
Существует ограничение на количество параллельно изготавливаемых изделий n, связанное ограниченностью производственной мощности предприятия. Ограничения связаны с наличием и работоспособностью оборудования и инструментов, наличием и квалификацией необходимого персонала. Необходимое оборудование, инструменты, персонал и его квалификация определяются согласно технологическим картам.
Таким образом, общее время Т изготовления партии из N изделий определяется выражением:
T=t⋅N/n
Для более точного определения времени изготовления партии изделий необходимо учитывать график технического обслуживания и ремонта (ТОиР) оборудования.
Поскольку в заявленном решении фиксируется время выполнения каждого этапа производства изделия, то используя информацию технологических карт, в которых указано оборудование, используемое на каждом этапе, можно определить время использования каждой единицы оборудования.
Как правило, ТОиР проводится в соответствии с временем работы конкретного оборудования. В заявленном решении на основании количества изделий, которое предстоит произвести и времени задействования каждой единицы оборудования при производстве одного изделия, определяется будущее время работы каждой единицы оборудования. На основании этого времени в заявленном решении планируется выполнение ТОиР во время производства партии изделий, время на ТОиР учитывается при расчете времени производства партии изделий.
Более точным способом определения времени ТОиР является оценка не только общего времени работы единицы оборудования, но и оценка времени холостой работы и времени работы под нагрузкой этой единицы оборудования. Эти данные можно получить из технологических карт и из информации об изделии, которая хранится в упомянутой ранее базе данных.
В одном из вариантов для времени холостой работы и времени работы под нагрузкой вводятся понижающие и повышающие коэффициенты, что приводит к более точной оценке износа и соответственно к более точному выбору времени ТОиР. Например, посредством коэффициентов задается, что время работы под нагрузкой в 2 раза больше сказывается на износе оборудования, чем время холостой работы.
В одном из вариантов осуществления оборудование разделено на три группы по критичности осуществления ТОиР. Группа А - оборудование с критичным временем ТОиР (высококритичное оборудование), группа В - оборудование со стандартным временем ТОиР (среднекритичное оборудование), группа С - оборудование с гибким временем ТОиР (малокритичное оборудование).
В группе А переносы времени ТОиР не допустимы, так как это может привести к значительным последствиям, которые сложно устранять: выход оборудования из строя, производство бракованных изделий, повышенная опасность для оператора. В группе В переносы ТОиР нежелательны, но допустимы в определенных заранее установленных пределах, в группе С переносы ТОиР не сильно сказываются на работе оборудования и на качестве изготавливаемых изделий.
В заявленном решении каждая единица оборудования отнесена к своей группе: А, В, С, и график ТОиР строится исходя из этого отнесения. Оборудование группы А проходит ТОиР согласно своему регламенту без отклонений. Оборудование группы В проходит ТОиР с учетом необходимости завершения этапов производства изделий, например, задается лимит на сколько можно задерживать ТОиР оборудования, как вариант на 20% от положенного для ТОиР времени работы. Оборудование группы С проходит ТОиР в те моменты, когда это оборудование имеет достаточный перерыв в работе.
В одном из вариантов осуществления изобретения на основании сохраненных результатов ТОиР у оборудования изменяются сроки ТОиР. Так, если регламентные ТОиР показали отсутствие измеримой деградации оборудования, то увеличивается срок проведения ТОиР, если же деградация была больше ожидаемой, то срок проведения ТОиР уменьшается.
Также возможно изменение группы критичности ТОиР у оборудования. Если регламентные ТОиР или проверки качества изготовленных с помощью этого оборудования изделий показали значительную деградацию в случае превышения сроков ТОиР, то группа критичности изменяется с С на В или с В на А.
В данном решении подробно не рассматривается случай нехватки сырья для производства необходимого количества изделий, однако оценка общего количества сырья, очевидно, может быть реализована благодаря контролю каждого этапа производства.
Технологические карты производства содержат данные о квалификации и подготовке исполнителей для каждого этапа производства. Разные этапы требуют разной квалификации персонала, и это учитывается в рамках заявленного решения.
Количество и подготовка персонала, очевидно, влияют на количество изготавливаемых изделий наряду с оборудованием.
В заявленном решении в базе данных хранится информация об этапах производства изделия и требуемой квалификации исполнителя (получена из технологической карты), а также список исполнителей с указанием их квалификации(ий).
В заявленном решении при распределении исполнителей предоставляется список исполнителей, допущенных для осуществления каждого этапа производства. Критерием допуска является по меньшей мере одно из: квалификации, пройденного обучения, уровня допуска, длительность рабочего времени. Указанная функциональность реализована с помощью вычислительного средства (ПК, планшет, мобильный телефон, терминал и т.п.), связанного с базой данных, содержащей данные о требованиях к исполнителям (доступно из технологических карт) и данные о квалификации всех исполнителей, имеющихся на производстве.
Причем для целей оптимального распределения исполнителей по этапам производства исполнители с самой узкой квалификацией имеют самый высокий приоритет при распределении, а исполнители с самой широкой квалификацией (имеющие допуск к любому этапу производства) имеют самый низкий приоритет. При распределении исполнителей по этапам упомянутое вычислительное средство предоставляет список исполнителей, упорядоченный по приоритетам, что позволяет упростить и ускорить распределение так, чтобы обеспечить наиболее эффективное производство изделий.
При осуществлении производства перед началом смены мастеру участка предоставляется список изделий, которые необходимо изготовить в смене. По данным изделиям, согласно технологическим картам, с помощью вычислительного средства отображается следующая информация:
 Необходимое количество сырья на смену;
Необходимое количество сырья на смену;
Этапы производства;
Необходимое количество и квалификация персонала для выполнения этапа;
Задействованное оборудование на каждый этап;
Необходимый метрологический инструмент на каждый этап;
Необходимая оснастка на каждый этап.
Мастер назначает персонал на каждый этап.
Вычислительное средство анализирует и выводит список персонала с отбором по следующим критериям:
Персонал, подчиненный данному мастеру
Персонал отвечает критериям, обусловленным в технологической карте (наличие актуального обучения, аттестации)
Вычислительное средство анализирует потребность оборудования:
Работоспособность оборудования
Аварийные работы на оборудовании
Если оборудование работоспособно и не находится на обслуживании, то формируются задачи для исполнителей, создаются уникальные номера для каждого изделия, генерируются QR коды, уникальные номера изделий привязываются к RFID меткам, NFC меткам.
В предпочтительном варианте осуществления у каждого исполнителя имеется мобильное устройство, на котором отображается следующая информация:
Задания на смену в виде таблицы:

Инструмент и оснастка:

Перед началом этапа производства исполнители идентифицируют заготовку изделия (вводом ее унифицированного номера, чтением с помощью соответствующего сканера по меньшей мере одного из QR кода, RFID метки, NFC метки):
Если исполнитель назначен на конкретный этап производства, то ему открывается следующая информация:
Фото продукции
Информация о продукции
Наименование этапа
Техкарта по этапу
Необходимые параметры производства для выполнения данного этапа
Исполнитель фиксирует начало этапа, осуществляет все действия, предписанные на этапе согласно технологической карте, и фиксирует завершение этапа.
Поскольку в технологической карте указано оборудование необходимое для осуществления этапа, то в базе данных появляется информация и о том, какое оборудование было задействовано, и сколько времени оно было задействовано.
Далее опционально следует этап контроля качества изготовленного изделия, который также фиксируется в мобильном устройстве с соответствующим программным обеспечением. Если все контролируемые параметры (указанные в технологических картах) находятся в требуемых эталонных диапазонах, то изделия признается прошедшим контроль, иначе отбраковывается и отправляется на доработку, переработку или утилизацию.
Изделие, прошедшее контроль на одном из этапов, отправляется на следующий этап производства, где осуществляются последующие производственные операции и далее контроль качества.
После завершения последнего этапа изделие считается готовым, и его отгружают на место хранения готовой продукции.
При выполнении производства формируется паспорт продукции, отражающий:
 Производственный заказ
Производственный заказ
Заказчик
Наименование продукции
Перечень использованного материала с указанием:
Наименование
Поставщик
Дата производства
Дата поставки на склад
Дата отгрузки со склада
Информация по входному контролю сырья
Информация по производству продукции
Этапы производства
Маршруты производства (ОТК)
Параметры производства (ОТК)
Используемый инструмент
Используемая оснастка
Используемое оборудование
Назначенный персонал
ФИО начавшего этап
ФИО окончившего этап
Дата, время начала этапа
Дата, время окончания этапа
Время выполнения этапа плановое (из технологической карты)
Время выполнения этапа фактическое (из базы данных: время окончания - время начала)
Схема жизненного цикла изделия показана на фиг. 1. При поступлении заказа на производство партии изделий формируется заявка, при их отсутствии разрабатываются технологические карты и исходя из данных технологических карт в первом приближении определяется срок производства.
Далее, зная время работы задействованного оборудования (из данных технологических карт) формируется план ТОиР и, исходя из него, уточняется срок производства.
Если имеются данные по количеству материалов, необходимых для производства изделий, то делаются поправки в случае нехватки на местах хранения необходимого объема материалов.
Аналогично, если ограничивающим фактором мощности производства является нехватка персонала, то вводится поправка на время обучения имеющегося или дополнительного персонала.
Мастер производственного участка формирует задание на смену для всех исполнителей, задействованных при производстве данных изделий. В начале производства каждое изделие маркируется меткой, на каждом этапе метка считывается вся релевантная информация об изделии и процессе его производства сохраняется в базе данных. По завершению производства формируется паспорт изделия, в котором записывается информация о материалах, из которых изготовлено изделие, этапах производства, которые оно прошло, исполнителях, которые принимали участие, оборудовании и любая другая релевантная информация, которую затем легко получить, зная уникальную метку изделия.
Готовое изделие отгружается заказчику, попадает в эксплуатацию, в случае гарантийного или негарантийного ремонта, выхода из строя, поломки или корректной работы по метке изделия можно восстановить историю его производства и выявить на каком этапе и в результате чего возникла проблема.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ.
Рассмотрим вариант осуществления изобретения на упрощенном примере производства разборной гантели. Разборная гантель состоит из ручки, съемных утяжелителей и фиксаторов.
Из технологической документации известно, что производство ручки состоит из этапа 11 обточки круглой болванки до нужного диаметра и отрезания обточенной болванки до нужной длины, этапа 12 сверления двух отверстий по оси ручки, этапа 13 нарезания резьбы в отверстиях, этапа 14 нанесения резинового покрытия.
Из технологической документации известно, что производство съемного утяжелителя состоит из этапа 21 обточки круглой болванки до нужного диаметра и отрезания обточенной болванки до нужной длины, этапа 22 сверления сквозного отверстия по оси утяжелителя, этапа 23 покраски.
Из технологической документации известно, что производство фиксатора состоит из этапа 31 обточки круглой болванки до нужного диаметра и отрезания обточенной болванки до нужной длины, этапа 32 нарезания резьбы на фиксаторе, этапа 33 формирования шляпки фиксатора.
Из технологической документации известны, длительности осуществления каждого этапа и оборудование, используемое на каждом этапе. Например, длительности этапов 11, 21, 31 составляют 4, 2, 3 минут соответственно, при этом они осуществляются на токарном станке ТС1; длительности этапов 12, 22 составляют 2, 1 минуту соответственно, при этом они осуществляются на сверлильном станке СТ1; длительности этапов 13, 32 составляют 5 и 4 минуты соответственно, при этом они осуществляются на токарном станке ТС2. Длительности этапов 14, 23, 33 составляют 11, 20, 3 минуты соответственно.
В самом простом случае все этапы производства разборной гантели осуществляются последовательно. На первом этапе на каждую заготовку устанавливают метку, далее на каждом этапе исполнитель фиксирует начало и окончание этапа, сканируя метку. Таким образом в базе данных собирается статистика по времени осуществления каждого этапа, а также время перемещения детали между этапами. Поскольку каждый этап связан с использованием своего оборудования, то из базы данных может быть извлечена информация о суммарном использовании каждой единицы оборудования в рабочем режиме, а также в холостом режиме, если оборудование не выключается после завершения каждого этапа.
Имея данные о времени использования оборудования при производстве одной детали гантели и зная, известные из документации на оборудование сроки технического обслуживания, можно предсказать время осуществления технического обслуживания каждой единицы оборудования, а далее скорректировать время производства партии гантелей.
В данном случае одна разборная гантель состоит из одной ручки, 6 утяжелителей и двух фиксаторов. Для производства одной гантели необходимо времени: 22 (4+2+5+11) минута на ручку, 138 (6*23 (2+1+20)) минут на 6 утяжелителей, 20 (2*10(3+4+3)) минут на два фиксатора. Итого одна гантель при последовательном изготовлении каждой детали требует 180 минут.
Например, согласно документации обслуживание станка ТС1 осуществляется через 100 часов работы и занимает 2 часа, станка ТС2 осуществляется через 50 часов работы и занимает 1 час, станка СТ1 осуществляется через 30 часов работы и занимает 3 часа. В ходе сбора информации о каждом этапе производства было выяснено, что при изготовлении одной гантели ТС1 работает 22 минуты +8 минут в режиме холостого хода, ТС2 работает 11 минут +6 минут в режиме холостого хода, СТ1 работает 8 минут +0 минут в режиме холостого хода.
В одном из вариантов осуществления для режима холостого хода применяется понижающий коэффициент 0,5, что приводит к взвешенному времени работы ТС1 в 26 (22+4) минут, ТС2 в 14 (11+3) минут, СТ1 в 8 минут.
Таким образом, ТС1 должен быть остановлен на обслуживание после производства 231 гантели, ТС2 - после производства 214 гантелей, СТ1 - после производства 225 гантелей.
Итоговое время производства партии из 300 гантелей сложится из времени на производство и времени на обслуживание и составит 906 (300*3+2+1+3) часов.
Контроль времени производства каждого элемента гантели позволяет точно отследить время, когда для каждого конкретного используемого оборудования необходимо осуществлять обслуживание.
С другой стороны контроль времени производства каждого элемента гантели позволяет на ходу уточнять время производства каждого элемента, которое может отличаться от запланированного в технологической документации.
Поскольку часть этапов по производству гантели может осуществляться одновременно с несколькими элементами, то можно ввести приведенное время этапа (отношение времени осуществления этапа к количеству элементов). Так если покраске подвергается одновременно 20 утяжелителей, то приведенное время этапа 23 составляет 1 минуту. Таким образом, уточненное время на производство 6 утяжелителей 30 минут. Если все этапы производства гантели осуществляются параллельно, то время производства одной гантели примерно равно длительности самого длительного этапа производства и составляет 30 минут.
В данном случае итоговое время производства партии из 300 гантелей сложится из времени на производство и времени на обслуживание и составит 156 (300*0,5+2+1+3) часов, таким образом, время на обслуживание оборудования добавляет 4% к времени производства гантели.
В заявленном решении обеспечивается точный контроль использования оборудования, что позволяет эффективно проводить обслуживание оборудования, избегая поломок или чрезмерно частого обслуживания.
Поскольку в рамках данного решения каждое изделие маркировано, то при контроле качества (выходном или промежуточном), можно определить, какой уровень качества обеспечивает каждый из задействованных работников. Исходя из этой информации, может быть принято решение о необходимости проведения обучения для работников с низкими показателями, проведения мероприятий по перенятию опыта у работников с высокими показателями, приняты решения о вознаграждении и т.д.
Причем статистика по каждому работнику может быть получены для каждой выполняемой им операции, поскольку при каждой операции записывается и сохраняется вся релевантная информация, в том числе имя работника, используемое оборудование.
Варианты осуществления не ограничиваются описанными здесь вариантами осуществления, специалисту в области техники на основе информации изложенной в описании и знаний уровня техники станут очевидны и другие варианты осуществления изобретения, не выходящие за пределы сущности и объема данного изобретения.
Элементы, упомянутые в единственном числе, не исключают множественности элементов, если отдельно не указано иное.
Под функциональной связью элементов следует понимать связь, обеспечивающую корректное взаимодействие этих элементов друг с другом и реализацию той или иной функциональности элементов. Частными примерами функциональной связи может быть связь с возможностью обмена информацией, связь с возможностью передачи электрического тока, связь с возможностью передачи механического движения, связь с возможностью передачи света, звука, электро-магнитных или механических колебаний и т.д. Конкретный вид функциональной связи определяется характером взаимодействия упомянутых элементов, и, если не указано иное, обеспечивается широко известными средствами, используя широко известные в технике принципы.
Способы, раскрытые здесь, содержат один или несколько этапов или действий для достижения описанного способа. Этапы и/или действия способа могут заменять друг друга, не выходя за пределы объема формулы изобретения. Другими словами, если не определен конкретный порядок этапов или действий, порядок и/или использование конкретных этапов и/или действий может изменяться, не выходя за пределы объема формулы изобретения.
В заявке не указано конкретное программное и аппаратное обеспечение для реализации блоков на чертежах, но специалисту в области техники должно быть понятно, что сущность изобретения не ограничена конкретной программной или аппаратной реализацией, и поэтому для осуществления изобретения могут быть использованы любые программные и аппаратные средства известные в уровне техники. Так аппаратные средства могут быть реализованы в одной или нескольких специализированных интегральных схемах, цифровых сигнальных процессорах, устройствах цифровой обработки сигналов, программируемых логических устройствах, программируемых пользователем вентильных матрицах, процессорах, контроллерах, микроконтроллерах, микропроцессорах, электронных устройствах, других электронных модулях, выполненных с возможностью осуществлять описанные в данном документе функции, компьютер либо комбинации вышеозначенного.
Хотя отдельно не упомянуто, но очевидно, что, когда речь идет о хранении данных, программ и т.п., подразумевается наличие машиночитаемого носителя данных, примеры машиночитаемых носителей данных включают в себя постоянное запоминающее устройство, оперативное запоминающее устройство, регистр, кэш-память, полупроводниковые запоминающие устройства, магнитные носители, такие как внутренние жесткие диски и съемные диски, магнитооптические носители и оптические носители, такие как диски CD-ROM и цифровые универсальные диски (DVD), а также любые другие известные в уровне техники носители данных.
Несмотря на то, что примерные варианты осуществления были подробно описаны и показаны на сопроводительных чертежах, следует понимать, что такие варианты осуществления являются лишь иллюстративными и не предназначены ограничивать более широкое изобретение, и что данное изобретение не должно ограничиваться конкретными показанными и описанными компоновками и конструкциями, поскольку различные другие модификации могут быть очевидны специалистам в соответствующей области.
Признаки, упомянутые в различных зависимых пунктах формулы, а также реализации раскрытые в различных частях описания могут быть скомбинированы с достижением полезных эффектов, даже если возможность такого комбинирования не раскрыта явно.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЛИТЕЛЬНОСТИ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ | 2020 |
|
RU2751448C1 |
| СПОСОБ ДЛЯ УМЕНЬШЕНИЯ ВЫХОДОВ ИЗДЕЛИЙ ИЗ СТРОЯ | 2020 |
|
RU2746444C1 |
| Система автоматизированного контроля и управления технологическими процессами производства гироскопов в режиме реального времени | 2021 |
|
RU2778632C1 |
| СПОСОБ РЕМОНТА И ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И ПРИМЕНЯЕМЫЕ В СПОСОБЕ АППАРАТНО-ПРОГРАММНЫЙ КОМПЛЕКС ДЛЯ ДИАГНОСТИКИ И СИСТЕМА ДЛЯ КОНТРОЛЯ КАЧЕСТВА РЕМОНТА И ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ | 2007 |
|
RU2357215C2 |
| СПОСОБ (ВАРИАНТЫ) СИСТЕМАТИЗАЦИИ ВИДЕОДАННЫХ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА И СИСТЕМА (ВАРИАНТЫ) | 2013 |
|
RU2672307C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ОЦЕНКИ ДОСТОВЕРНОСТИ ПОЛНОТЫ И КАЧЕСТВА ИСПОЛНЕНИЯ РАБОТЫ | 2020 |
|
RU2813676C1 |
| Система и способ для контроля технического состояния производственных объектов | 2023 |
|
RU2833832C1 |
| Способ управления обслуживанием и ремонтом сложных технических объектов и система для его осуществления | 2020 |
|
RU2755373C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОТОКОВ НОСИТЕЛЕЙ ИНФОРМАЦИИ ПРИ УЧЕТЕ ИЗГОТОВЛЕНИЯ КОММЕРЧЕСКИХ СПЕЦАВТОМОБИЛЕЙ НА АВТОЗАВОДЕ | 2011 |
|
RU2481628C1 |
| Способ управления производственным процессом неразрушающего контроля | 2019 |
|
RU2733592C1 |
Изобретение относится к способу определения времени изготовления заранее известной партии изделий. Технический результат заключается в повышении точности определения времени изготовления заранее известной партии изделий. В способе на каждом этапе производства изделия с помощью средства контроля отслеживают время производственных операций для изготовления каждого изделия и записывают время использования оборудования, применяемого для изготовления каждого изделия на каждом этапе производства, получая производственную информацию, которую записывают в базу данных компьютера с помощью средства контроля, с помощью компьютера определяют среднее время производства одной единицы изделия на основании информации базы данных, определяют время на обслуживание оборудования при производстве заранее известной партии изделий на основании времени использования каждой единицы оборудования на каждом этапе производства и регламентного срока обслуживания оборудования, определяют время изготовления заранее известной партии изделий на основании количества изделий в партии, среднего времени производства одной единицы изделия, времени на обслуживание оборудования. 6 з.п. ф-лы, 1 ил. 
1. Способ определения времени изготовления заранее известной партии изделий, содержащий этапы, на которых:
- на каждом этапе производства изделия с помощью средства контроля отслеживают по меньшей мере время производственных операций для изготовления каждого изделия и записывают время использования оборудования, применяемого для изготовления каждого изделия на каждом этапе производства, получая таким образом производственную информацию;
- записывают производственную информацию в базу данных компьютера с помощью средства контроля;
- определяют среднее время производства одной единицы изделия на основании информации базы данных с помощью компьютера;
- определяют время на обслуживание упомянутого оборудования при производстве заранее известной партии изделий на основании времени использования каждой единицы оборудования на каждом этапе производства и регламентного срока обслуживания оборудования;
- определяют с помощью компьютера время изготовления заранее известной партии изделий на основании по меньшей мере количества изделий в партии, среднего времени производства одной единицы изделия, времени на обслуживание упомянутого оборудования.
2. Способ по п. 1, в котором при осуществлении технического обслуживания учитывается длительность холостой работы оборудования и длительность работы оборудования под нагрузкой.
3. Способ по п. 1, в котором дополнительно собирают информацию о поломках оборудования или отсутствии необходимости регламентных работ и корректируют срок технического обслуживания оборудования на основании этой информации, уменьшая или увеличивая интервалы обслуживания.
4. Способ по п. 1, в котором разделяют используемое оборудование на оборудование с критичным временем обслуживания, оборудование со стандартным временем обслуживания, оборудование с гибким временем обслуживания, при этом сдвигают время обслуживания оборудования со стандартным временем обслуживания и с гибким временем обслуживания для ускорения производства партии изделий.
5. Способ по п. 1, в котором определяют время изготовления партии изделий, дополнительно учитывая наличие необходимого персонала, его квалификацию и допуски.
6. Способ по п. 1, в котором изделие состоит из одного элемента.
7. Способ по п. 1, в котором изделие состоит из множества элементов.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| US 5826040 A1, 20.10.1998 | |||
| US 8290607 B2, 16.10.2012 | |||
| Колосоуборка | 1923 |
|
SU2009A1 |
| US 9805316 B2, 31.10.2017 | |||
| Способ сматывания нити с неподвижной конической бобины | 1949 |
|
SU91641A1 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ СБОРКИ ИЗДЕЛИЯ, КОНТРОЛЯ И ИНФОРМАЦИОННОГО СОПРОВОЖДЕНИЯ ПРОЦЕССА | 2013 |
|
RU2536428C1 |

