Изобретение относится к производству строительных материалов, в частности к заполнителям для бетонов и может быть использовано при создании бетонов с улучшенными технико-экономическими характеристиками.
Известен гранулированный заполнитель на основе природных осадочных высококремнезёмистых пород для бетонной смеси, состав бетонной смеси для получения бетонных строительных изделий, способ получения бетонных строительных изделий и бетонные строительные изделия (Патент RU на изобретение № 2361834 С1 от 20.07.2009 г.). Гранулированный заполнитель для бетонной смеси выполнен в виде гранул размером 0,5-10 мм, состоящих из ядра и оболочки, где ядро получено гранулированием смеси совместно молотых до удельной поверхности 150-250 м2/кг кремнеземсодержащего компонента – природной осадочной высококремнезёмистой породы и гидроксида щелочного металла при их массовом соотношении: 0,70-0,95:0,05-0,30 со связкой – водным раствором силиката натрия плотностью 1,2-1,3 г/см3 в количестве 0,1-0,7% от смеси, формирование защитной оболочки на поверхности ядра производят в среде сухой пылевидной смеси совместно молотых извести негашеной и натрия кремнефтористого при их массовом соотношении 0,85-0,95:0,05-0,15, с последующим твердением по прочности не менее 0,12 МПа. Бетонная смесь для изготовления строительных изделий, включающая вышеуказанный заполнитель, вяжущее, мелкий заполнитель и воду при следующем соотношении компонентов:
от 5 до 40 мас.% гранулированный заполнитель,
от 10 до 25 мас.% вяжущее,
от 15 до 45 мас.% мелкий заполнитель и
остальное вода.
Недостатками данного состава бетонных смесей для бетонных строительных изделий являются большая компонентность состава и трудоемкость приготовления гранулированного заполнителя, высокие энергозатраты при производстве, особые требования к компонентному, минеральному и гранулометрическому составам, а также малые физико-механические характеристики.
Наиболее близким техническим решением, принятым за прототип к изобретению, является гранулированный заполнитель для бетонной смеси, бетонная смесь для получения бетонных строительных изделий и бетонное строительное изделие, описанное в статье (Lesovik V., Zagorodnyuk L., Ryzhikh V., Lesovik R., Fediuk R., Vatin N., Karelina M. Granular Aggregates Based on Finely Dispersed Substandard Raw Materials // Crystals. 2021. Vol. 11, № 4. P. 369. URL: https://doi.org/10.3390/cryst11040369). Гранулированный заполнитель для бетонной смеси выполнен в виде цилиндрических гранул c размерами диаметра 5-6 мм и высоты 5-10 мм, состоящих из кварцевых песков фракций ≤0,16 мм, ≤0,315мм, ≤0,63 мм, композиционных вяжущих, приготовленных на основе портландцемента ПЦ 500-Д0-Н – от 70 до 90 мас.% и мелкодисперсных кварцевых песков – от 0 до 30 мас.%, прошедших помол в вихревой струйной мельнице ВСМ-01 до удельной поверхности 606-652 м2/кг, и воды. При этом соотношение сухих компонентов в составе гранулированного заполнителя составляет: от 85 до 95 мас.% – кварцевый песок и от 5 до 15 мас.% – композиционное вяжущее. Водовяжущее отношение в компонентных составах гранулированного заполнителя равно: для 5% добавления вяжущего – 3; для 10% – 1,7; для 15% – 1,3. Состав бетонной смеси, мас.%: портландцемент ПЦ 500-Д0-Н – 40%; гранулированный заполнитель – 40%; вода – 20%. Максимальная зафиксированная прочность полученного бетонного строительного изделия составляет 34,50 МПа.
Недостатком гранулированного заполнителя по прототипу является то, что при изготовлении бетонного строительного изделия требуется повышенный расход портландцемента, а также то, что при широкой номенклатуре компонентных составов гранулированного заполнителя не достигается стабильность физико-механических характеристик бетонного строительного изделия; бетонное строительное изделие имеет низкую прочность при сжатии.
Изобретение направлено на получение гранулированного заполнителя для бетонной смеси, бетонной смеси для изготовления строительных изделий и бетонных строительных изделий с повышенными физико-механическими характеристиками и высокой морозостойкостью, а также на минимизацию трудозатрат в процессе технологического производства.
Это достигается тем, что гранулированный заполнитель для бетонной смеси, выполнен из смеси, включающей композиционное вяжущее, мелкий заполнитель и воду, при этом гранулы имеют размер в диаметре 5-6 мм и длину 5-12 мм, композиционное вяжущее получено совместным помолом в роторной шаровой мельнице с принудительным охлаждением портландцемента марки 500, шлака доменного гранулированного фракции меньше или равной 1 мм и отхода флотации гематитовой фракции железистых кварцитов в соотношении 70-80:10-20:10; в качестве мелкого заполнителя используют шлак доменный гранулированный фракции меньше или равной 1 мм и отход флотации гематитовой фракции железистых кварцитов с удельной поверхностью 250 м2/кг при следующих соотношениях компонентов: композиционное вяжущее : указанный шлак : указанный отход флотации: 5-15:76,5-85,5:8,5-9,5; вода вводится омагниченная до получения водовяжущего отношения 1,2-1,4.
Бетонная смесь для изготовления строительных изделий включает вышеуказанный гранулированный заполнитель, вяжущее – портландцемент марки 500, мелкий заполнитель – шлак доменный гранулированный фракции меньше или равной 1 мм, мелкодисперсный наполнитель – отход флотации гематитовой фракции железистых кварцитов с удельной поверхностью 250 м2/кг и воду омагниченную, при следующем соотношении компонентов, мас.%:
гранулированный заполнитель 25-35
портландцемент марки 500 25
шлак доменный гранулированный фракции меньше или равной 1 мм 15-25
отход флотации гематитовой фракции железистых кварцитов 5
вода омагниченная – остальное.
Бетонное строительное изделие получено из вышеуказанной бетонной смеси.
Результат достигается за счет разработанной бетонной смеси для изготовления бетонного строительного изделия с использованием разработанного гранулированного заполнителя, полученного методом экструзии, применением сырьевых компонентов, обладающих внутренней высокой адгезией за счет сродства создаваемых структур в соответствии с законом сродства структур [Загороднюк Л.Х. Повышение эффективности сухих строительных смесей с учетом характеристик базовой поверхности: автореф. дис. докт. техн. наук: 05.23.05: защищена 30.04.2015 / Загороднюк Лилия Хасановна. – Белгород: - 2015. – 39 с.].
Характеристика компонентов для получения гранулированного заполнителя:
1. Композиционное вяжущее состоящее из:
- портландцемента ПЦ 500-Д0-Н ГОСТ 10178-85 ЗАО «Белгородский цемент». Марка цемента – 500. Нормальная густота цементного теста – 25,5%, активность при пропаривании – 37,5 МПа, активность при нормальном хранении в возрасте 28 суток – 52,1 МПа;
- шлак доменный гранулированный (Ш) 2 сорта ГОСТ 3476-2019 фракции меньше или равной 1 мм;
- отходы флотации гематитовой фракции железистых кварцитов с удельной поверхностью Sуд=250 м2/кг, образовавшиеся при разных концентрациях флотореагента РА-14 (изодецилоксипропиламин) в лабораториях БГТУ им. В.Г. Шухова, химический и минералогический составы которых представлены в табл. 1.
Таблица 1
Химический и минералогический состав отходов флотации гематитовой фракции железистых кварцитов
2. В качестве мелкого заполнителя для изготовления гранулированного заполнителя использовали:
- шлак доменный гранулированный 2 сорта ГОСТ 3476-2019 фракции меньше или равной 1 мм.
- отходы флотации гематитовой фракции железистых кварцитов с удельной поверхностью Sуд=250 м2/кг, образовавшиеся при разных концентрациях флотореагента РА-14 (изодецилоксипропиламин) в лабораториях БГТУ им. В.Г. Шухова, химический и минералогический состав которых представлен в табл. 1.
3. Вода омагниченная – вода водопроводная по ГОСТ 23732-2011, активированная магнитным полем напряженностью 160 кА/м длиной пути трубопровода в магнитном поле не менее 500 мм. В качестве аппарата омагничивания может использоваться устройство для магнитной обработки жидкости, например, описанное в (Патент RU № 2046761 C1, МПК C02F 1/48, опубл. 27.10.1995) или другие аналогичные устройства.
Для получения бетонной смеси с указанным гранулированным заполнителем использовали:
1. Вяжущее – портландцемент ПЦ 500-Д0-Н ГОСТ 10178-85 ЗАО «Белгородский цемент». Марка цемента – 500. Нормальная густота цементного теста – 25,5%, активность при пропаривании – 37,5 МПа, активность при нормальном хранении в возрасте 28 суток – 52,1 МПа.
2. Мелкий заполнитель – шлак доменный гранулированный 2 сорта ГОСТ 3476-2019 фракции меньше или равной 1 мм.
3. Мелкодисперсный наполнитель – отходы флотации гематитовой фракции железистых кварцитов с удельной поверхностью Sуд=250 м2/кг, образовавшиеся при разных концентрациях флотореагента РА-14 (изодецилоксипропиламин) в лабораториях БГТУ им. В.Г. Шухова.
4. Воду затворения (воду омагниченную) – вода водопроводная по ГОСТ 23732-2011, активированная магнитным полем напряженностью 160 кА/м длиной пути трубопровода в магнитном поле не менее 500 мм. В качестве аппарата омагничивания может использоваться устройство для магнитной обработки жидкости, например, описанное в (Патент RU № 2046761 C1, МПК C02F 1/48, опубл. 27.10.1995) или другие аналогичные устройства.
На начальном этапе получали композиционное вяжущее (КВ), состоящее из портландцемента ПЦ 500-Д0-Н по ГОСТ 10178-85 (ПЦ), шлака доменного гранулированного 2 сорта фракции меньше или равной 1 мм (Ш) и отходов флотации гематитовой фракции железистых кварцитов (Отх), при следующих соотношениях (ПЦ:Ш:Отх) – 80:10:10 (КВ-1), 75:15:10 (КВ-2), 70:20:10 (КВ-3) по массе (табл. 2), полученные совместным помолом в роторной шаровой мельнице с принудительным охлаждением РШМ-60-7 (например, в мельнице Патент RU на изобретение № 177835 U1 от 14.03.2018 г.) в течение 15 мин (табл. 3).
Таблица 2
Составы композиционных вяжущих
Таблица 3
Сравнение эффективности производительности помольных агрегатов
мощность, кВт
Для получения гранулированного заполнителя шлак доменный гранулированный 2 сорта фракции меньше или равной 1 мм и отходы флотации гематитовой фракции железистых кварцитов (З) дозировали с композиционным вяжущим (КВ) в следующих соотношениях (З:КВ) - 95:5, 90:10, 85:15, при этом соотношение Ш:Отх составляет 90:10 (табл. 4). Сухие смеси гранулированного заполнителя затворяли омагниченной водой со следующими водовяжущими отношениями: для КВ-1 – 1,4; для КВ-2 – 1,3; для КВ-3 – 1,2. Полученную смесь подавали в шнековый гранулятор «ГРШ-50», где путем экструзионного выдавливания через цилиндрические фильерные отверстия формировали гранулированный заполнитель цилиндрической формы, с размерами в диаметре d=5-6 мм и высотой h=5-12 мм. Отформованный гранулированный заполнитель выдерживали в нормальных условиях: при температуре 20оС и относительной влажности окружающего воздуха 90% в течение 28 суток.
Для приготовления бетонных смесей использовали 9 видов полученного гранулированного заполнителя. Приготовление бетонных смесей производили перемешиванием портландцемента ПЦ 500-Д0-Н (ПЦ); гранулированного заполнителя (ГЗ); шлака доменного гранулированного 2 сорта фракции меньше или равной 1 мм (Ш); отходов флотации гематитовой фракции железистых кварцитов (Отх) и воды омагниченной (В) в следующих соотношениях ПЦ:ГЗ:Ш:Отх:В – 1:1:1:0,2:0,8; 1:1,2:0,8:0,2:0,8; 1:1,4:0,6: 0,2:0,8 (табл. 5). Формование образцов производили традиционным способом путем заполнения стандартных форм 2ФК-100 по ГОСТ 10181-2014. Время выдержки в формах составило 1 сутки, затем разопалубка и последующее выдерживание образцов в камере нормального твердения в течение 27 суток. Физико-механические показатели при сжатии образцов-кубов определяли по стандартным методикам ГОСТ 10180-2012 (табл. 5).

Таблица 5
Физико-механические свойства бетонных строительных изделий в возрасте 28 суток
циклов
фракции меньше или равной 1 мм,
ГОСТ 3476-2019
вяжущее – портландцемент ПЦ 500-Д0-Н ГОСТ 10178-85; предлагаемый гранулированный заполнитель;
шлак доменный гранулированный 2 сорта фракции меньше или равной 1 мм, вода омагниченная
вяжущее – портландцемент ПЦ 500-Д0-Н ГОСТ 10178-85; гранулированный заполнитель
Пример 1. Приготовление гранулированного заполнителя. Портландцемент ПЦ 500-Д0-Н, шлак доменный гранулированный 2 сорта фракции меньше или равной 1 мм; отходы флотации гематитовой фракции железистых кварцитов, в соотношениях ПЦ:Ш:Отх (КВ-1) – 80:10:10 (3,2:0,4:0,4 кг) по массе (табл. 2, смесь 1), совместно мололи в роторной шаровой мельнице с принудительным охлаждением РШМ-60-7 до удельной поверхности 750 м2/кг. Полученное композиционное вяжущее №1 (КВ-1) перемешивали с шлаком доменным гранулированным фракции меньше или равной 1 мм (Ш); отходами флотации гематитовой фракции железистых кварцитов (Отх) в следующих соотношениях КВ-1:Ш:Отх – 10:81:9 равном 4:32,4:3,6 кг (табл. 4, смесь 1.2ГЗ). В полученную сухую смесь добавляли омагниченную воду в количестве 5,6 л. Полученную смесь перемещали в загрузочный бункер шнекового гранулятора «ГРШ-50» и производили экструзионное формование цилиндрических гранул размерами в диаметре d=5-6 мм и длинной h=5-12 мм. Отформованный гранулированный заполнитель помещали в камеру нормального твердения и выдерживали в течение 28 суток для набора прочности. Морозостойкость гранулированного заполнителя составила не менее 50 циклов.
Приготовление бетонной смеси. Дозировку компонентов производили весовым способом: 5 кг (25 мас.%) портландцемента ПЦ 500-Д0-Н, 3 кг (15 мас.%) шлака доменного гранулированного 2 сорта фракции меньше или равной 1 мм, 7 кг (35 мас.%) гранулированного заполнителя, 1 кг (5 мас.%) отходов флотации гематитовой фракции железистых кварцитов и 4 л (20 мас.%) воды омагниченной (табл. 5, смесь 1.2В). Формование образцов производили в формах типа 2ФК-10 по ГОСТ 10181-2014. Время выдержки в формах составило 1 сутки, затем разопалубка и последующая выдержка образцов-кубов в камере нормального твердения по ГОСТ 30744-2001 в течение 27 суток. Прочность образцов-кубов составила не менее 43,5 МПа, а морозостойкость не менее 200 циклов.
Пример 2. Приготовление гранулированного заполнителя. Портландцемент ПЦ 500-Д0-Н, шлак доменный гранулированный 2 сорта; отходы флотации гематитовой фракции железистых кварцитов, в соотношениях ПЦ:Ш:Отх (КВ-2) – 75:15:10 по массе, что составляло 4,5:0,9:0,6 кг (табл. 2, смесь 2), совместно мололи в роторной шаровой мельнице с принудительным охлаждением РШМ-60-7 до удельной поверхности 730 м2/кг. Полученное композиционное вяжущее №1 (КВ-1) перемешивали с шлаком доменным гранулированным 2 сорта фракции меньше или равной 1 мм (Ш); отходами флотации гематитовой фракции железистых кварцитов (Отх) в следующих соотношениях КВ-2:Ш:Отх – 15:76,5:8,5 по массе, что равно 6:30,6:3,4 кг (табл. 4, смесь 2.3ГЗ). В полученную сухую смесь добавляли омагниченную воду в количестве 7,8 л. Полученную смесь перемещали в загрузочный бункер шнекового гранулятора «ГРШ-50» и производили экструзионное формование цилиндрических гранул размерами в диаметре d=5-6 мм и длинной h=5-12 мм. Отформованный гранулированный заполнитель помещали в камеру нормального твердения и выдерживали в течение 28 суток для набора прочности. Морозостойкость гранулированного заполнителя составила не менее 100 циклов.
Приготовление бетонной смеси производили путем перемешивания компонентов в следующих пропорциях: 5 кг (25 мас.%) портландцемента ПЦ 500-Д0-Н, 3 кг (15 мас.%) шлака доменного гранулированного 2 сорта фракции меньше или равной 1 мм, 7 кг (35 мас.%) гранулированного заполнителя, 1 кг (5 мас.%) отходы флотации гематитовой фракции железистых кварцитов и 4 л (20 мас.%) воды омагниченной (табл. 5, смесь 2.3В). Формование бетонной смеси осуществляли в формах типа 2ФК-10 по ГОСТ 10181-2014. Время выдержки смеси в формах составило 1 сутки, затем разопалубка и последующая выдержка образцов-кубов в камере нормального твердения по ГОСТ 30744-2001 в течение 27 суток. Прочность образцов-кубов при сжатии составила не менее 48,5 МПа, а морозостойкость не менее 200 циклов.
Предлагаемый гранулированный заполнитель для бетонных строительных изделий (табл. 4, смеси 1.1ГЗ-3.3ГЗ), получен путем перемешивания шлака доменного гранулированного 2 сорта фракции меньше или равной 1 мм, отходов флотации гематитовой фракции железистых кварцитов и композиционного вяжущего (табл. 2), полученного в процессе совместного помола портландцемента ПЦ 500-Д0-Н, шлака доменного гранулированного 2 сорта фракции меньше или равной 1 мм (Ш), отходов флотации гематитовой фракции железистых кварцитов (Отх) в роторной шаровой мельнице с принудительным охлаждением РШМ-60-7 в следующих соотношениях ПЦ:Ш:Отх – 80:10:10, 75:15:10, 70:20:10. При этом соотношения компонентов для гранулированного заполнителя следующее: КВ:Ш:Отх – 5:85,5:9,5, 10:81:9, 15:76,5:8,5. Сухую смесь гранулированного заполнителя затворяли омагниченной водой, при этом водовяжущее отношения составляло от 1,2 до 1,4. Бетонные строительные изделия с высокими физико-механическими показателями отформованы на основе бетонных смесей, которые получены путем смешивания портландцемента ПЦ 500-Д0-Н, шлака доменного гранулированного 2 сорта фракции меньше или равной 1 мм, отходов флотации гематитовой фракции железистых кварцитов, гранулированного заполнителя и воды омагниченной в различных пропорциях (табл. 5, смеси 1.1А-3.3В).
Зерна композиционных вяжущих, полученные в роторной шаровой мельнице РШМ-60-7, характеризуются значительной угловатостью и рвано-пластинчатой формой (фиг. 1), что является следствием высокой удельной поверхности материала (от 710 м2/кг), что создает дополнительные поверхности для повышенного контакта и адгезии. Зерна композиционных вяжущих, прошедшие помол в роторной шаровой мельнице, истирались не только за счет механического воздействия мелющих тел, но и за счет механического воздействия активаторов, расположенных на рабочем валу, создавая дополнительную поверхность для контакта сырьевой смеси, тем самым предопределяя условия для протекания твердофазовых взаимодействий в создаваемой системе.
Микроскопические исследования гранулированного заполнителя 2.3ГЗ (табл. 4, смесь 2.3ГЗ), состоящего из шлака доменного гранулированного 2 сорта фракции меньше или равной 1 мм, отходов флотации гематитовой фракции железистых кварцитов и композиционного вяжущего №2 (табл. 2, смесь 2), полученного совместным помолом шлака доменного гранулированного 2 сорта фракции меньше или равной 1 мм, отходов флотации гематитовой фракции железистых кварцитов и портландцемента в соотношении ПЦ:Ш:Отх – 75:15:10 в роторной шаровой мельнице с принудительным охлаждением, показали, что микроструктура поверхности образца и характер объемного прорастания кристаллов обусловлены компонентным составом и формой гидросиликатов кальция гидратированного композиционного вяжущего и шлака, а также широким гранулометрическим составом шлака и отходов флотации гематитовой фракции железистых кварцитов (фиг. 2). Микроструктура гранулированного заполнителя характеризируется как смешанная, состоящая из отдельных блоков-агрегатов и скелетной структуры кристаллических образований гидросиликатов кальция. Пористая структура гранулированного заполнителя предрасполагает к прорастанию длинных игольчатых кристаллов гидросульфоалюмината кальция и призматических кристаллов гидросиликата кальция, создавая плотный каркас композита. Форма частиц и компонентный состав, полученного композиционного вяжущего создают дополнительные подложки для формирования кристаллогидратов кальция, которые обволакивают частицы микронаполнителя, создавая при этом дополнительные центры кристаллизации с одновременным усилением каркаса. Отчетливо просматривается срастание отдельных чешуек кристаллов с образованием кристаллоагрегатов сложной формы, что увеличивает плотность структуры гранулированного заполнителя.
Омагничивание воды при формировании гранулированного заполнителя и бетонной смеси для бетонных строительных изделий повышает диэлектрическую проницаемость воды, что напрямую увеличивает скорость возникновения гидратной фазы и растворимость минералов вяжущего в воде. Увеличение растворимости повышает степень гидратации минералов и вяжущей способности, при которой происходит рост количества кристаллических новообразований и вследствие прирост физико-механических характеристик образцов. Также прирост физико-механических характеристик бетонных строительных изделий объясняется следующим: при помоле в роторной шаровой мельнице с принудительным охлаждением композиционного вяжущего создается рвано-пластинчатая структура зерен, что приводит к большому количеству формирования кристаллических образований в процессе гидратации; с учетом высокой степени помола композиционного вяжущего, в составе которого присутствует мелкодисперсный наполнитель в виде шлака доменного гранулированного 2 сорта фракции меньше или равной 1 мм, отходов флотации гематитовой фракции железистых кварцитов, на которых, как на подложках прорастают мелкодисперсные кристаллы гидросиликатов кальция, занимая свободное пространство в структуре гранулированного заполнителя, наблюдается уплотнение микроструктуры композита (фиг. 2); шлак доменный гранулированный после размола в композиции с портландцементом и отходами флотации гематитовой фракции железистых кварцитов увеличивает количество кристаллообразований за счет своей предрасположенности к гидратационным процессам, вследствие полученных химического и минералогического составов, вследствие своего генезиса; фактического химического и минерального сродства в системе, одинаковых или достаточно близких кристалло-химических свойств и коэффициентов термического расширения композита.
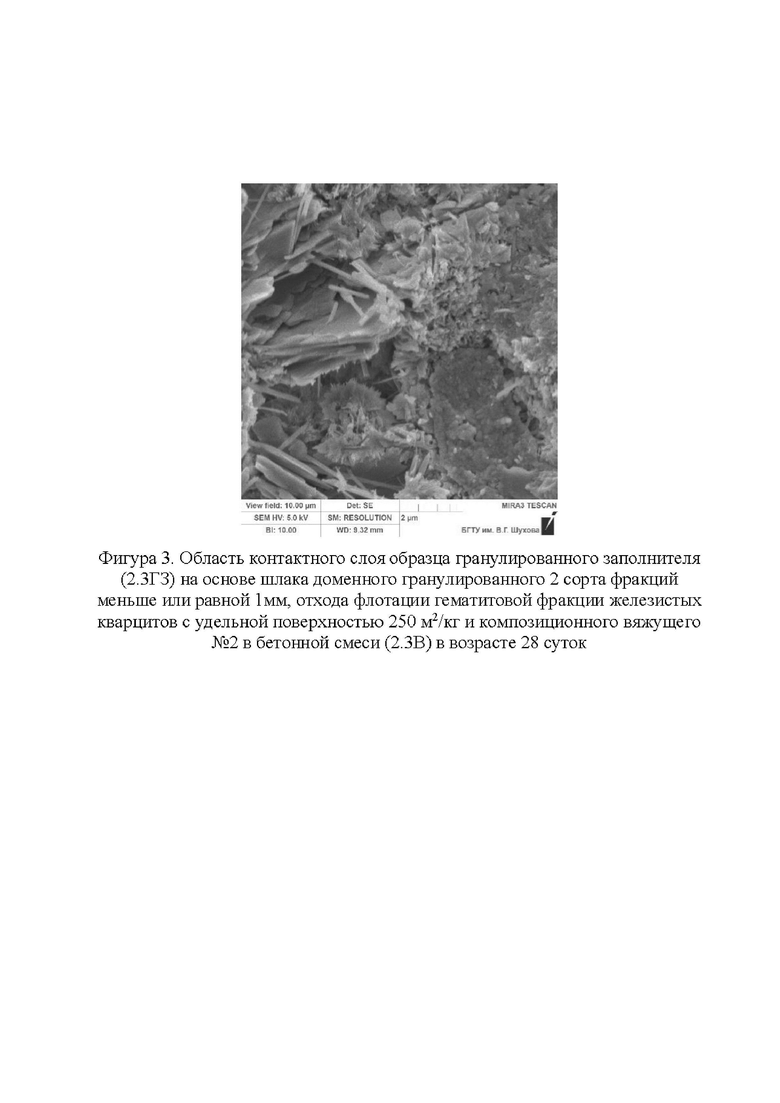
Микроскопические исследования контактного слоя гранулированного заполнителя (2.3ГЗ) на основе шлака доменного гранулированного 2 сорта фракции меньше или равной 1 мм, отходов флотации гематитовой фракции железистых кварцитов и композиционного вяжущего №2 в бетонной смеси (2.3В) показывают высокую степень адгезии гранулированного заполнителя и раствора, что обуславливается плотным прорастанием параллельно ориентированных и сросшихся гексагональных пластинчатых кристаллов гидроалюминатов и гидроалюмоферритов кальция (фиг. 3). При добавлении гранулированного заполнителя в бетонную смесь, с учетом сформированной микроструктуры, о которой изложено выше, создается плотный каркас области контактного слоя, что говорит о высокой степени адгезии гранул в бетонной смеси, а также появлению значительного количества кристаллических новообразований, увеличивающих прочность бетонного изделия.
Анализ результатов испытаний свойств образцов бетонных строительных изделий, представленных в табл. 5, показывает следующее:
1. Введение в состав бетонной смеси гранулированного заполнителя разной номенклатуры, состоящего из шлака доменного гранулированного 2 сорта фракции меньше или равной 1 мм, отходов флотации гематитовой фракции железистых кварцитов и композиционного вяжущего в разных соотношениях, позволяет получать бетонные строительные изделия с высокими физико-механическими характеристиками, с максимальными прочностью при сжатии до 48,5 МПа и морозостойкостью 200 циклов, обеспечивая экономию высокоэнергоемкого дорогостоящего портландцемента.
2. Увеличение содержания гранулированного заполнителя до 35% в составе бетонной смеси без изменения массовой доли содержания вяжущего приводит к увеличению прочности бетонных строительных изделий. Дальнейшее увеличение содержания гранулированного заполнителя в бетонной смеси приводит к снижению прочности и показателей морозостойкости бетонных строительных изделий.
3. Использование гранулированного заполнителя в составе бетонной смеси позволяет увеличить объем внедрения техногенных отходов в область строительного производства.
При оптимальном соотношении компонентов (табл. 5, смеси 1.3Б, 1.3В, 2.2Б, 2.2В, 2.3А, 2.3Б, 2.3В, 3.2Б, 3.2В, 3.3А, 3.3Б, 3.3В) полученные бетонные строительные изделия имеют повышенные прочностные показатели более 45 МПа и морозостойкость 150-200 циклов, при значительной экономии цемента свыше 20%.
Заявленный гранулированный заполнитель состоит из четырех видов материалов – это шлак доменный гранулированный 2 сорта фракции меньше или равной 1 мм, отходы флотации гематитовой фракции железистых кварцитов, композиционное вяжущее и вода активированная в магнитном поле; технологический процесс состоит из двух этапов – помол композиционного вяжущего и приготовление смеси с формованием; помол происходит в роторной шаровой мельнице РШМ-60-7, за счет чего увеличивается производительность и качество помола. Заявленные бетонные смеси для получения бетонных строительных изделий включают в свой состав значительный объем шлака доменного гранулированного 2 сорта фракции меньше или равной 1 мм, отходов флотации гематитовой фракции железистых кварцитов, что увеличивает экономическую эффективность производимых изделий и решает экологические проблемы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ЗАКЛАДОЧНОЙ СМЕСИ | 2010 |
|
RU2425980C1 |
| БЕТОННАЯ СМЕСЬ | 2011 |
|
RU2461524C1 |
| ТВЕРДЕЮЩАЯ ЗАКЛАДОЧНАЯ СМЕСЬ | 2011 |
|
RU2456456C1 |
| БЕТОННАЯ СМЕСЬ | 1993 |
|
RU2047580C1 |
| СОСТАВ ЗАКЛАДОЧНОЙ СМЕСИ | 2010 |
|
RU2430238C1 |
| СОСТАВ ЗАКЛАДОЧНОЙ СМЕСИ | 2012 |
|
RU2513897C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2006 |
|
RU2312839C1 |
| СОСТАВ ЗАКЛАДОЧНОЙ СМЕСИ | 2011 |
|
RU2455493C1 |
| СОСТАВ ЗАКЛАДОЧНОЙ СМЕСИ | 2010 |
|
RU2433274C1 |
| СОСТАВ ЗАКЛАДОЧНОЙ СМЕСИ | 2010 |
|
RU2431044C1 |

Группа изобретений относится к производству строительных материалов, в частности к гранулированному заполнителю для бетонной смеси, бетонной смеси для изготовления строительных изделий и бетонному строительному изделию. Гранулированный заполнитель для бетонной смеси выполнен из смеси, включающей композиционное вяжущее, полученное совместным помолом в роторной шаровой мельнице с принудительным охлаждением портландцемента марки 500, шлака доменного гранулированного фракции меньше или равной 1 мм и отхода флотации гематитовой фракции железистых кварцитов в соотношении 70-80:10-20:10; мелкий заполнитель и воду омагниченную. В качестве мелкого заполнителя используют шлак доменный гранулированный фракции меньше или равной 1 мм и отход флотации гематитовой фракции железистых кварцитов с удельной поверхностью 250 м2/кг. Компоненты используют при следующих соотношениях: композиционное вяжущее:указанный шлак:указанный отход флотации: 5-15:76,5-85,5:8,5-9,5. Вода омагниченная вводится до получения водовяжущего отношения 1,2-1,4. Гранулы имеют размер в диаметре 5-6 мм и длину 5-12 мм. Бетонная смесь для изготовления строительных изделий включает, мас.%: вышеуказанный гранулированный заполнитель 25-35, портландцемент марки 500 25, шлак доменный гранулированный фракции меньше или равной 1 мм 15-25, отход флотации гематитовой фракции железистых кварцитов с удельной поверхностью 250 м2/кг 5, воду омагниченную - остальное. Технический результат – повышение прочности при сжатии и морозостойкости бетонных строительных изделий, утилизация техногенных отходов. 3 н.п. ф-лы, 3 ил., 5 табл., 2 пр. 
1. Гранулированный заполнитель для бетонной смеси, выполненный из смеси, включающей композиционное вяжущее, мелкий заполнитель и воду, отличающийся тем, что гранулы имеют размер в диаметре 5-6 мм и длину 5-12 мм, композиционное вяжущее получено совместным помолом в роторной шаровой мельнице с принудительным охлаждением портландцемента марки 500, шлака доменного гранулированного фракции меньше или равной 1 мм и отхода флотации гематитовой фракции железистых кварцитов в соотношении 70-80:10-20:10; в качестве мелкого заполнителя используют шлак доменный гранулированный фракции меньше или равной 1 мм и отход флотации гематитовой фракции железистых кварцитов с удельной поверхностью 250 м2/кг при следующих соотношениях компонентов: композиционное вяжущее:указанный шлак:указанный отход флотации: 5-15:76,5-85,5:8,5-9,5; вода вводится омагниченная до получения водовяжущего отношения 1,2-1,4.
2. Бетонная смесь для изготовления строительных изделий, включающая гранулированный заполнитель, вяжущее – портландцемент марки 500 и воду, отличающаяся тем, что содержит в своем составе гранулированный заполнитель по п. 1, воду омагниченную и дополнительно смесь содержит мелкий заполнитель – шлак доменный гранулированный фракции меньше или равной 1 мм и мелкодисперсный наполнитель – отход флотации гематитовой фракции железистых кварцитов с удельной поверхностью 250 м2/кг, при следующем соотношении компонентов, мас.%:
3. Бетонное строительное изделие, характеризующееся тем, что оно получено из бетонной смеси по п. 2.

