ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к покрывающей композиции для листа электротехнической стали, листу электротехнической стали, шихтованному сердечнику и электродвигателю. Приоритет испрашивается в соответствии с заявкой на патент Японии № 2020-104234, поданной 17 июня 2020 г., содержание которой включено сюда посредством ссылки.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] В качестве используемого в электродвигателе сердечника (железного сердечника) известен шихтованный сердечник, в котором множество листов электротехнической стали наслоены и соединены друг с другом. В качестве способов соединения листов электротехнической стали друг с другом известны прикрепление и сварка. Однако, при прикреплении и сварке магнитные свойства (магнитные потери в сердечнике) листов электротехнической стали могут ухудшаться вследствие механической деформации и тепловой деформации во время обработки.
[0003] В качестве способа соединения, отличного от прикрепления и сварки, известен, например, способ склеивания друг с другом листов электротехнической стали со сформированным на поверхности изоляционным покрытием, имеющим адгезионную способность (патентный документ 1). Склеивание с использованием изоляционного покрытия не вызывает механической деформации и тепловой деформации, и поэтому магнитные потери в сердечнике лучше, чем при прикреплении и сварке. Эпоксидная смола имеет малое изменение объема, имеет превосходную термостойкость, маслостойкость и химическую стойкость и является превосходной в качестве адгезива для склеивания листов электротехнической стали друг с другом (патентные документы 2 и 3).
[0004] В последние годы в ответ на потребность в дальнейшем улучшении эффективности двигателя требовалось дополнительное снижение магнитных потерь в сердечнике. Утончение листа электротехнической стали эффективно при снижении магнитных потерь в сердечнике. Однако, поскольку модуль Юнга листа стали уменьшается по мере уменьшения толщины листа, требуется не прикладывать деформацию напряжения к листу стали, которая вызывает ухудшение магнитных потерь. Кроме того, в приводном двигателе электромобиля или тому подобного температура резко изменяется от комнатной температуры в начале движения до высокой температуры во время движения. Поэтому важно иметь превосходную термостойкость, при которой может поддерживаться достаточная адгезионная прочность даже под воздействием высокой температуры во время движения при снижении магнитных потерь в сердечнике.
[0005] Смолы, имеющие превосходную термостойкость, являются твердыми при комнатной температуре и имеют тенденцию прикладывать большое напряжение к шихтованному сердечнику. С другой стороны, смолы, имеющие подходящую твердость вблизи комнатной температуры, являются мягкими и уступают в термостойкости при высокой температуре. Эпоксидные смолы имеют превосходную термостойкость, но являются твердыми и имеют низкую вязкость разрушения. Поэтому к листу стали прикладывается деформация напряжения вследствие отверждения во время адгезии, а значит, по мере того, как лист стали утончается, магнитные потери ухудшаются. Кроме того, если вязкость разрушения низка, то имеется риск ослабления адгезии вследствие вибрационного воздействия во время движения.
[Список цитированных документов]
[Патентная документация]
[0006] Патентный документ 1: не прошедшая экспертизу японская патентная заявка, первая публикация № 2017-011863
Патентный документ 2: не прошедшая экспертизу японская патентная заявка, первая публикация № 2000-173816
Патентный документ 3: Международная публикация PCT № WO 2004/070080
Краткое описание изобретения
Проблемы, решаемые изобретением
[0007] Задача настоящего изобретения состоит в том, чтобы предложить покрывающую композицию для листа электротехнической стали, которая позволяет добиться как магнитных свойств шихтованного сердечника, так и термостойкости, при которой адгезионная прочность между листами электротехнической стали может поддерживаться даже в высокотемпературном состоянии во время движения, лист электротехнической стали с ее использованием, шихтованный сердечник и электродвигатель.
Средства для решения проблемы
[0008] Настоящее изобретение включает в себя следующие аспекты.
[1] Покрывающая композиция для листа электротехнической стали, включающая эпоксидную смолу, латентный отвердитель эпоксидной смолы и термопластичный эластомер, причем термопластичный эластомер имеет температуру плавления 100°C или выше и 200°C или ниже и модуль упругости при изгибе более 5 МПа и 100 МПа или менее, и причем количество термопластичного эластомера на 100 массовых частей общего количества эпоксидной смолы и латентного отвердителя эпоксидной смолы составляет 10 массовых частей или более и менее 40 массовых частей.
[2] Покрывающая композиция для листа электротехнической стали по пункту [1], в которой термопластичный эластомер представляет собой по меньшей мере один, выбранный из эластомера на основе олефина, эластомера на основе уретана и эластомера на основе сложного полиэфира.
[3] Лист электротехнической стали с изоляционным покрытием, образованным путем нанесения покрывающей композиции для листа электротехнической стали по пункту [1] или [2] на поверхность основного стального листа.
[4] Лист электротехнической стали по пункту [3], в котором основной стальной лист имеет среднюю толщину листа 0,30 мм или менее.
[5] Шихтованный сердечник, в котором множество листов электротехнической стали по пункту [3] или [4] шихтованы и склеены друг с другом.
[6] Электродвигатель, содержащий шихтованный сердечник по пункту [5].
Эффекты изобретения
[0009] В соответствии с настоящим изобретением возможно предложить покрывающую композицию для листа электротехнической стали, которая позволяет добиться как магнитных свойств шихтованного сердечника, так и термостойкости, при которой адгезионная прочность между листами электротехнической стали может поддерживаться даже в высокотемпературном состоянии во время движения, лист электротехнической стали с ее использованием, шихтованный сердечник и электродвигатель.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
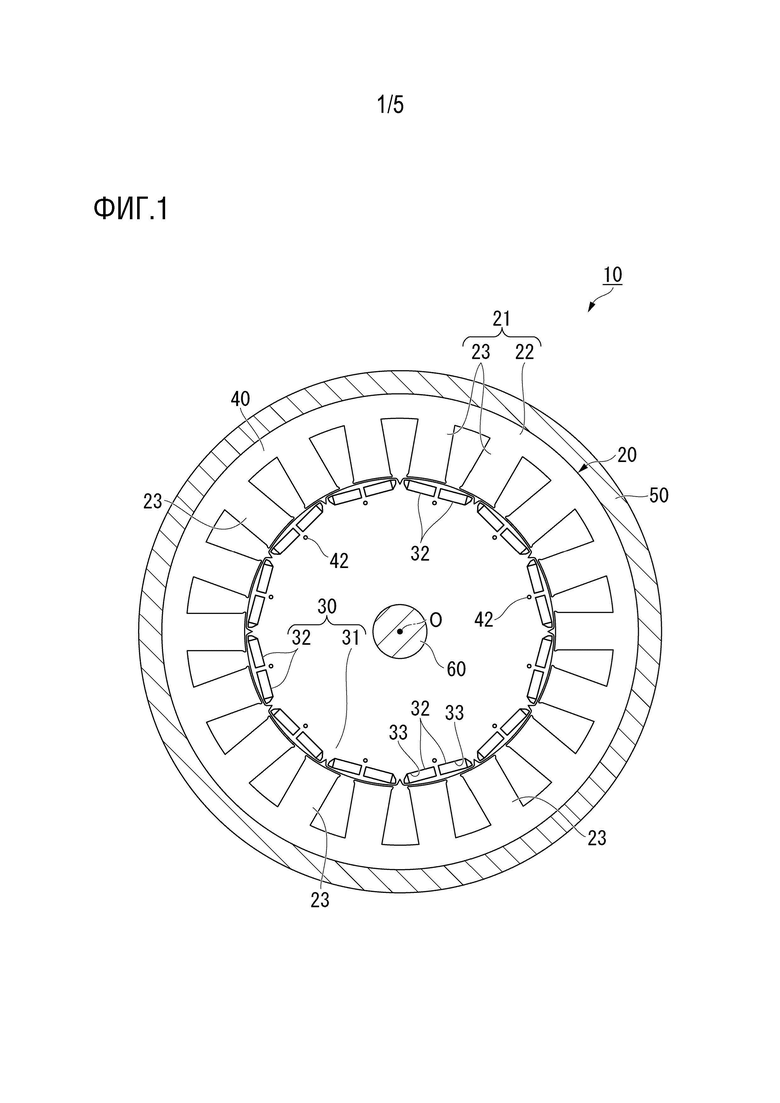
[0010] Фиг. 1 является видом в разрезе электродвигателя, включающего в себя шихтованный сердечник по первому варианту осуществления настоящего изобретения.
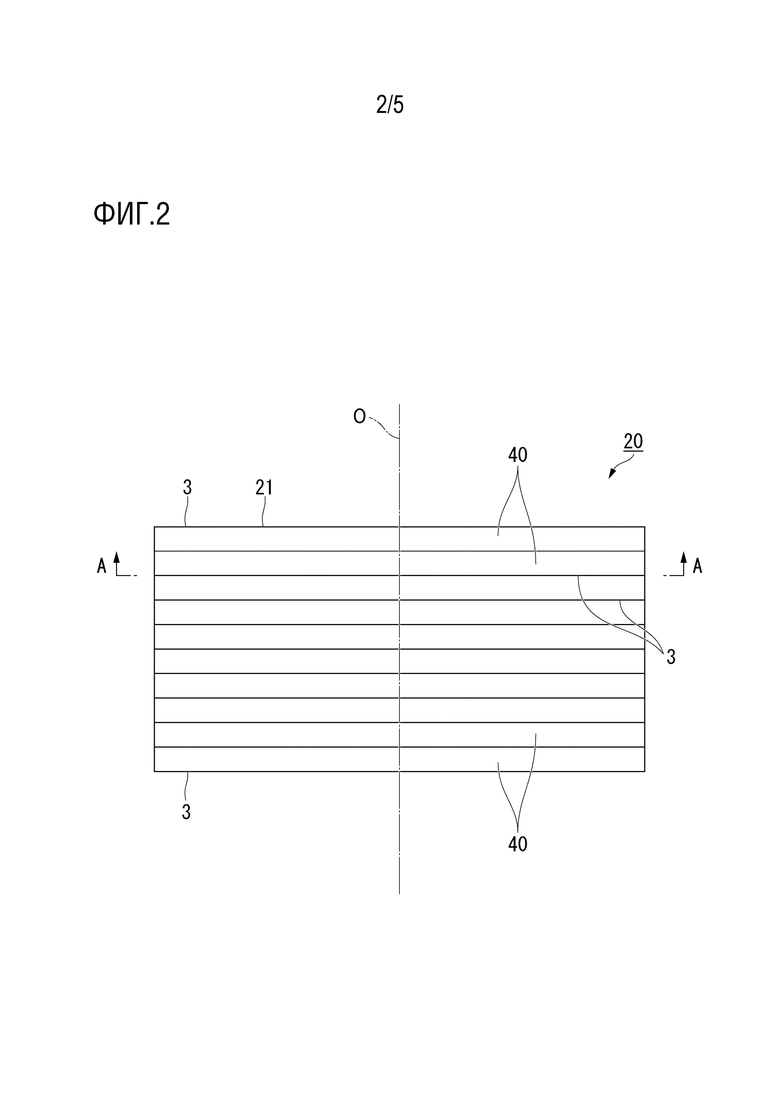
Фиг. 2 является видом сбоку шихтованного сердечника.
Фиг. 3 является видом в разрезе по линии A-A на фиг. 2.
Фиг. 4 является видом сверху материала, образующего шихтованный сердечник.
Фиг. 5 является видом в разрезе по линии B-B на фиг. 4.
Фиг. 6 является увеличенным видом части C на фиг. 5.
Фиг. 7 является видом сбоку производственного устройства, используемого для изготовления шихтованного сердечника.
Вариант(ы) осуществления изобретения
[0011] Далее со ссылкой на чертежи будут описаны шихтованный сердечник в соответствии с одним вариантом осуществления настоящего изобретения, электродвигатель, включающий в себя такой шихтованный сердечник, и материал, образующий такой шихтованный сердечник. Здесь, в настоящем варианте осуществления, в качестве электродвигателя для примера будет описан электродвигатель, конкретно, электродвигатель переменного тока (AC), более конкретно, синхронный электродвигатель, а еще более конкретно, электродвигатель с возбуждением постоянными магнитами. Этот тип электродвигателя подходит для использования, например, в электромобиле.
(Электродвигатель 10)
[0012] Как показано на фиг. 1, электродвигатель 10 включает в себя статор 20, ротор 30, корпус 50 и вращающийся вал 60. Статор 20 и ротор 30 размещены в корпусе 50. Статор 20 закреплен в корпусе 50. В настоящем варианте осуществления в качестве электродвигателя 10 используется машина с внутренним ротором, в которой ротор 30 расположен в статоре 20 в радиальном направлении. Однако, в качестве электродвигателя 10 может использоваться машина с внешним ротором, в которой ротор 30 расположен снаружи статора 20. Кроме того, в настоящем варианте осуществления электродвигатель 10 представляет собой электродвигатель трехфазного переменного тока с 12-ю полюсами и 18-ю пазами. Однако, число полюсов, число пазов, число фаз и тому подобное могут надлежащим образом изменяться. Электродвигатель 10 может вращаться с частотой вращения 1000 об/мин, например, при применении в каждой фазе тока возбуждения, имеющего эффективное значение 10 A и частоту 100 Гц.
[0013] Статор 20 включает в себя клеено-шихтованный сердечник для статора (далее называемый сердечником статора) 21 и обмотку (не показана). Сердечник 21 статора включает в себя круглую (кольцевую) спинку 22 сердечника и множество зубчатых частей (зубцов) 23. В последующем направление центральной оси O сердечника 21 статора (или спинки 22 сердечника) будет называться осевым направлением, радиальное направление (направление, ортогональное центральной оси O) сердечника 21 статора (или спинки 22 сердечника) будет называться радиальным направлением, а направление по окружности (направление вокруг центральной оси O) сердечника 21 статора (или спинки 22 сердечника) будет называться окружным направлением.
[0014] Спинка 22 сердечника сформирована в кольцевой форме на виде сверху статора 20, если смотреть с осевого направления. Множество зубцов 23 выступает от внутренней периферии спинки 22 сердечника в направлении радиально внутрь (к центральной оси O спинки 22 сердечника в радиальном направлении). Множество зубцов 23 расположены с равными угловыми интервалами в окружном направлении. В настоящем варианте осуществления 18 зубцов 23 предусмотрены через каждые 20 градусов центрального угла с центром на центральной оси O. Множество зубцов 23 сформированы так, что они имеют одинаковую форму и одинаковый размер. Поэтому множество зубцов 23 имеют одинаковый размер по толщине. Обмотка намотана вокруг зубцов 23. Обмотка может быть концентрированной обмоткой или распределенной обмоткой.
[0015] Ротор 30 расположен внутри статора 20 (сердечника 21 статора) в радиальном направлении. Ротор 30 включает в себя сердечник 31 ротора и множество постоянных магнитов 32. Сердечник 31 ротора сформирован с круглой (кольцевой) формой и расположен коаксиально со статором 20. Вращающийся вал 60 расположен в сердечнике 31 ротора. Вращающийся вал 60 прикреплен к сердечнику 31 ротора. Множество постоянных магнитов 32 прикреплены к сердечнику 31 ротора. В настоящем варианте осуществления пара постоянных магнитов 32 образует один магнитный полюс. Множество наборов постоянных магнитов 32 расположены с равными угловыми интервалами в окружном направлении. В настоящем варианте осуществления 12 наборов постоянных магнитов 32 (всего 24 магнита) предусмотрены через каждые 30 градусов центрального угла с центром на центральной оси O.
[0016] В настоящем варианте осуществления в качестве электродвигателя с возбуждением постоянными магнитами используется двигатель со встроенными магнитами. В сердечнике 31 ротора образовано множество сквозных отверстий 33, которые пронизывают сердечник 31 ротора в осевом направлении. Множество сквозных отверстий 33 предусмотрены соответствующими расположению множества постоянных магнитов 32. Постоянные магниты 32, которые расположены в соответствующих сквозных отверстиях 33, прикреплены к сердечнику 31 ротора. Прикрепление каждого постоянного магнита 32 к сердечнику 31 ротора может быть реализовано, например, путем склеивания внешней поверхности постоянного магнита 32 и внутренней поверхности сквозного отверстия 33 с помощью клея. Здесь в качестве электродвигателя с возбуждением постоянными магнитами вместо двигателя со встроенными магнитами может использоваться двигатель с поверхностными магнитами.
[0017] Как сердечник 21 статора, так и сердечник 31 ротора представляют собой шихтованные сердечники. Например, как показано на фиг. 2, сердечник 21 статора образован путем наслаивания (шихтования) множества листов 40 электротехнической стали в направлении наслаивания. Здесь толщина слоистой структуры (полная длина вдоль центральной оси O) каждого из сердечника 21 статора и сердечника 31 ротора составляет, например, 50,0 мм. Внешний диаметр сердечника 21 статора составляет, например, 250,0 мм. Внутренний диаметр сердечника 21 статора составляет, например, 165,0 мм. Внешний диаметр сердечника 31 ротора составляет, например, 163,0 мм. Внутренний диаметр сердечника 31 ротора составляет, например, 30,0 мм. Однако, эти значения являются примерными, и толщина слоистой структуры, внешний диаметр и внутренний диаметр сердечника 21 статора и толщина слоистой структуры, внешний диаметр и внутренний диаметр сердечника 31 ротора не ограничены этими значениями. Здесь внутренний диаметр сердечника 21 статора основан на концевой части зубца 23 в сердечнике 21 статора. То есть внутренний диаметр сердечника 21 статора является диаметром мнимой окружности, вписанной в концевые части всех зубцов 23.
[0018] Каждый лист 40 электротехнической стали, образующий сердечник 21 статора и сердечник 31 ротора, формируется, например, штамповкой (пробивкой) материала 1, как показано на фиг. 4-6. Материал 1 представляет собой лист электротехнической стали, который является основой листа 40 электротехнической стали. В качестве примера материала 1 могут быть приведены, например, стальной лист в форме полосы и разрезанный лист. Хотя описывается шихтованный сердечник, ниже будет описан материал 1. Здесь, в этой спецификации, стальной лист в форме полосы, который является основой листа 40 электротехнической стали, может называться материалом 1. Листом 40 электротехнической стали может называться стальной лист, имеющий используемую для шихтованного сердечника форму, получаемый пробивкой материала 1.
(Материал 1)
[0019] Например, обрабатывают материал 1, который смотан в рулон 1A, показанный на фиг. 7. В настоящем варианте осуществления в качестве материала 1 используется лист изотропной электротехнической стали. В качестве листа изотропной электротехнической стали может использоваться лист изотропной электротехнической стали по JIS C 2552:2014. Однако, в качестве материала 1 вместо листа изотропной электротехнической стали может использоваться лист анизотропной электротехнической стали. В качестве листа анизотропной электротехнической стали в этом случае может использоваться лист анизотропной электротехнической стали по JIS C 2553:2019. Кроме того, может использоваться тонкая полоса изотропной электротехнической стали или тонкая полоса анизотропной электротехнической стали по JIS C 2558:2015.
[0020] Верхнее и нижнее предельные значения средней толщины t0 листа материала 1 задаются, например, следующим образом с учетом случая, в котором материал 1 используется для листа 40 электротехнической стали. По мере того как материал 1 становится тоньше, затраты на изготовление материала 1 увеличиваются. Поэтому, с учетом затрат на изготовление, нижнее предельное значение средней толщины t0 листа материала 1 составляет 0,10 мм, предпочтительно 0,15 мм, а более предпочтительно 0,18 мм. С другой стороны, когда материал 1 слишком толстый, затраты на изготовление благоприятны, но, когда материал 1 используется для листа 40 электротехнической стали, потери на вихревые токи увеличиваются, и магнитные потери в сердечнике ухудшаются. Поэтому, с учетом магнитных потерь в сердечнике и затрат на изготовление, верхнее предельное значение средней толщины t0 листа материала 1 составляет 0,65 мм, предпочтительно 0,35 мм, а более предпочтительно 0,30 мм. Значение 0,20 мм может быть приведено для примера в качестве значения, которое удовлетворяет вышеуказанному диапазону средней толщины t0 листа материала 1.
[0021] Здесь средняя толщина t0 листа материала 1 включает в себя не только толщину основного стального листа 2, описываемого ниже, но и толщину изоляционного покрытия 3. Кроме того, способ измерения средней толщины t0 листа материала 1 представляет собой, например, следующий способ измерения. Например, когда материал 1 смотан в форме рулона 1A, по меньшей мере часть материала 1 разматывается в форме плоского листа. В материале 1, размотанном в форме плоского листа, на материале 1 в продольном направлении выбирается предварительно заданное положение (например, положение, удаленное от края материала 1 в продольном направлении на 10% полной длины материала 1). В выбранном положении материал 1 разделяется на пять областей в направлении по его ширине. В четырех местоположениях, которые являются границами этих пяти областей, измеряется толщина листа материала 1. Среднее значение толщин листа в четырех местоположениях может быть принято за среднюю толщину t0 листа материала 1.
[0022] Верхнее и нижнее предельные значения средней толщины t0 листа материала 1 могут, разумеется, использоваться в качестве верхнего и нижнего предельных значений средней толщины t0 листа 40 электротехнической стали. Здесь способ измерения средней толщины t0 листа 40 электротехнической стали представляет собой, например, следующий способ измерения. Например, толщину слоистой структуры шихтованного сердечника измеряют в четырех местоположениях (то есть через каждые 90 градусов вокруг центральной оси O) с равными интервалами в окружном направлении. Каждую из измеренных толщин слоистой структуры в четырех местоположениях делят на число шихтованных листов 40 электротехнической стали для вычисления толщины, приходящейся на один лист. Среднее значение толщин листов в четырех местоположениях может быть принято за среднюю толщину t0 листа 40 электротехнической стали.
[0023] Как показано на фиг. 5 и фиг. 6, материал 1 включает в себя основной стальной лист 2 и изоляционное покрытие 3. В материале 1 обе поверхности основного стального листа 2 в форме полосы покрыты изоляционным покрытием 3. В настоящем варианте осуществления большая часть материала 1 образована основным стальным листом 2, а изоляционное покрытие 3, более тонкое, чем основной стальной лист 2, нанесено на поверхность основного стального листа 2.
[0024] Химический состав основного стального листа 2 включает от 2,5% до 4,5% Si в мас.%, как показано ниже в единицах мас.%. Здесь, когда химический состав находится в вышеуказанном диапазоне, предел текучести материала 1 (листа 40 электротехнической стали) может быть установлен, например, на 380 МПа или более и 540 МПа или менее.
[0025] Si: от 2,5% до 4,5%
Al: от 0,001% до 3,0%
Mn: от 0,05% до 5,0%
Остальное: Fe и примеси
[0026] Когда материал 1 используется для листа 40 электротехнической стали, изоляционное покрытие 3 проявляет изоляционную характеристику между листами 40 электротехнической стали, смежными друг другу в направлении наслаивания. Кроме того, в настоящем варианте осуществления изоляционное покрытие 3 обладает адгезионной способностью и склеивает листы 40 электротехнической стали, смежные друг другу в направлении наслаивания. Изоляционное покрытие 3 может иметь однослойную структуру или многослойную структуру. Более конкретно, например, изоляционное покрытие 3 может иметь однослойную структуру как с изоляционной характеристикой, так и с адгезионной способностью, или может иметь многослойную структуру, включающую в себя нижележащее изоляционное покрытие с превосходной изоляционной характеристикой и верхнее изоляционное покрытие с превосходной адгезионной способностью. Здесь наличие адгезионной способности означает проявление адгезионной прочности заданной или большей величины при заданных температурных условиях.
[0027] В настоящем варианте осуществления изоляционное покрытие 3 полностью покрывает обе поверхности основного стального листа 2 без промежутков. Однако, при условии, что вышеуказанные изоляционная характеристика и адгезионная способность сохраняются, часть слоя изоляционного покрытия 3 не должна покрывать обе поверхности основного стального листа 2 без промежутков. Иными словами, часть слоя изоляционного покрытия 3 может быть предусмотрена прерывисто на поверхности основного стального листа 2. Однако, для обеспечения изоляционной характеристики обе поверхности основного стального листа 2 должны быть покрыты изоляционным покрытием 3 так, чтобы ни одна из поверхностей не была открыта. Конкретно, когда изоляционное покрытие 3 не имеет нижележащего изоляционного покрытия с превосходной изоляционной характеристикой, а имеет однослойную структуру как с изоляционной характеристикой, так и с адгезионной способностью, изоляционное покрытие 3 должно быть сформировано на всей поверхности основного стального листа 2 без промежутков. С другой стороны, когда изоляционное покрытие 3 имеет многослойную структуру, имеющую нижележащее изоляционное покрытие с превосходной изоляционной характеристикой и верхнее изоляционное покрытие с превосходной адгезионной способностью, даже если нижележащее изоляционное покрытие сформировано на всей поверхности основного стального листа без промежутков, а верхнее изоляционное покрытие предусмотрено прерывисто в дополнение к формированию как нижележащего изоляционного покрытия, так и верхнего изоляционного покрытия на всей поверхности основного стального листа 2 без промежутков, можно обеспечить как изоляционную характеристику, так и адгезионную способность.
[0028] Покрывающая композиция для формирования нижележащего изоляционного покрытия конкретно не ограничена, и может использоваться, например, обычный реагент для обработки, такой как содержащий хромовую кислоту реагент для обработки или фосфатсодержащий реагент для обработки.
[0029] Изоляционное покрытие с адгезионной способностью наносится покрывающей композицией для листа электротехнической стали, включающей эпоксидную смолу, латентный отвердитель эпоксидной смолы и термопластичный эластомер. Изоляционное покрытие, составленное из покрывающей композиции для листа электротехнической стали, находится в неотвержденном состоянии или полуотвержденном состоянии (стадия B) перед нагревом и воздействием давлением при изготовлении шихтованного сердечника, реакция отверждения проходит при нагревании во время нагрева и воздействия давлением, и проявляется адгезионная способность. Покрывающая композиция для листа электротехнической стали может использоваться для формирования изоляционного покрытия с однослойной структурой или может использоваться для формирования верхнего изоляционного покрытия, предусмотренного на нижележащем изоляционном покрытии.
[0030] В качестве эпоксидной смолы может быть использована обычная эпоксидная смола и, конкретно, любая эпоксидная смола, имеющая две или более эпоксидных групп в одной молекуле, может использоваться без конкретного ограничения. Примеры таких эпоксидных смол включают эпоксидные смолы типа бисфенола А, эпоксидные смолы типа бисфенола F, эпоксидные смолы фенольно-новолачного типа, эпоксидные смолы крезол-новолачного типа, алициклические эпоксидные смолы, эпоксидные смолы глицидил-сложноэфирного типа, эпоксидные смолы глицидил-аминного типа, эпоксидные смолы гликолилмочевинного типа, эпоксидные смолы изоциануратного типа, модифицированные акриловой кислотой эпоксидные смолы (эпоксиакрилат), фосфорсодержащие эпоксидные смолы и их галогениды (бромированные эпоксидные смолы и т.д.), водородные присадки и тому подобное. Эпоксидные смолы могут быть использованы по одной, или же две или более из них могут использоваться в комбинации.
[0031] Покрывающая композиция для листа электротехнической стали может содержать акриловую смолу. Акриловая смола конкретно не ограничена. Примеры мономеров, используемых для акриловых смол, включают ненасыщенные карбоновые кислоты, такие как акриловая кислота и метакриловая кислота, и (мет)акрилаты, такие как метил(мет)акрилат, этил(мет)акрилат, н-бутил(мет)акрилат, изобутил(мет)акрилат, циклогексил(мет)акрилат, 2-этилгексил(мет)акрилат, 2-гидроксиэтил(мет)акрилат и гидроксипропил(мет)акрилат. Здесь (мет)акрилат - это акрилат или метакрилат. Акриловые смолы могут использоваться по одной, или же две или более из них могут использоваться в комбинации.
[0032] Акриловая смола может иметь структурное звено, производное от другого мономера, отличного от акрилового мономера. Примеры других мономеров включают этилен, пропилен и стирол. Другие мономеры могут использоваться по одному, или же два или более из них могут использоваться в комбинации.
[0033] Когда используется акриловая смола, она может использоваться в виде акрил-модифицированной эпоксидной смолы, полученной путем прививки сополимеризацией акриловой смолы к эпоксидной смоле. В покрывающей композиции для листа электротехнической стали она может содержаться в виде мономера, образующего акриловую смолу.
[0034] Латентный отвердитель эпоксидной смолы является таким типом отвердителя, который отверждает эпоксидную смолу и запускает реакцию отверждения при нагреве до заданной температуры. Примеры латентных отвердителей эпоксидной смолы включают ароматические полиамины, ангидриды кислот, фенольные отвердители, дициандиамиды, комплексы амина-трифторида бора и гидразиды органических кислот.
[0035] Примеры ароматических полиаминов включают m-фенилендиамин, диаминодифенилметан, диаминодифенилэтан и диаминодифенилсульфон. Примеры ангидридов кислот включают фталевый ангидрид, гексагидрофталевый ангидрид, тетрагидрофталевый ангидрид, пиромеллитовый диангидрид и ангидрид пиромеллитовой кислоты, и среди них предпочтителен ангидрид кислоты, который имеет температуру плавления 160°C или выше и является твердым при комнатной температуре, и особенно предпочтительны тримеллитовый ангидрид и бензофенон-тетракарбоновый ангидрид. Примеры фенольных отвердителей включают фенол-новолачные смолы, крезол-новолачные смолы, бисфенол-новолачные смолы, модифицированные триазином фенол-новолачные смолы и фенол-резольные смолы.
[0036] С учетом термостойкости отвержденного продукта, в качестве латентного отвердителя эпоксидной смолы предпочтительны ароматические полиамины, фенольные отвердители и дициандиамиды, а более предпочтительны фенол-резольные смолы, диаминодифенилметан и дициандиамиды. Латентные отвердители эпоксидной смолы могут использоваться по одному, или же два или более из них могут использоваться в комбинации.
[0037] Нижнее предельное значение количества латентного отвердителя эпоксидной смолы в покрывающей композиции для листа электротехнической стали на 100 массовых частей эпоксидной смолы предпочтительно составляет 1 массовую часть, а более предпочтительно - 2 массовые части. Верхнее предельное значение количества латентного отвердителя эпоксидной смолы предпочтительно составляет 20 массовых частей, а более предпочтительно - 15 массовых частей.
[0038] Термопластичный эластомер представляет собой соединение, состоящее из мягкого сегмента и твердого сегмента, которое сохраняет эластичность каучука, и предпочтительно такое соединение, которое может быть тонко диспергировано в эпоксидной смоле.
[0039] Температура плавления термопластичного эластомера составляет 100°C или выше и 200°C или ниже. Когда температура плавления термопластичного эластомера равна или больше нижнего предельного значения, адгезионная прочность при высокой температуре сохраняется. Когда температура плавления термопластичного эластомера равна или меньше верхнего предельного значения, магнитные потери в сердечнике являются благоприятными. Нижнее предельное значение температуры плавления термопластичного эластомера предпочтительно составляет 90°C, более предпочтительно 110°C, а еще более предпочтительно 130°C или выше. Верхнее предельное значение температуры плавления термопластичного эластомера предпочтительно составляет 180°C, а более предпочтительно 160°C. Здесь «температура плавления» является значением, измеряемым при скорости нарастания температуры 10°C/мин согласно стандарту JIS K7121 (1987) с использованием дифференциального сканирующего калориметра (ДСК).
[0040] Модуль упругости при изгибе термопластичного эластомера составляет более 5 МПа и 100 МПа или менее. Когда модуль упругости при изгибе термопластичного эластомера превышает нижнее предельное значение, можно предотвратить выступание термопластичного эластомера из конца вследствие воздействия давлением во время склеивания. Когда модуль упругости при изгибе термопластичного эластомера равен или меньше верхнего предельного значения, магнитные потери в сердечнике являются благоприятными. Нижнее предельное значение модуля упругости при изгибе термопластичного эластомера предпочтительно составляет 6 МПа, а более предпочтительно 7 МПа. Верхнее предельное значение модуля упругости при изгибе термопластичного эластомера предпочтительно составляет 80 МПа, а более предпочтительно 60 МПа. Здесь модуль упругости при изгибе измеряют при условии скорости испытания 10 мм/мин (1 мм/мин, когда испытательный образец имеет размер 3,5 мм или менее) по стандарту JIS K 7171 (2008).
[0041] В качестве термопластичного эластомера предпочтителен по меньшей мере один, выбранный из эластомера на основе олефина, эластомера на основе уретана и эластомера на основе сложного полиэфира, поскольку просто добиться как магнитного свойства, так и термостойкости. Термопластичные эластомеры могут использоваться по одному, или же два или более из них могут использоваться в комбинации.
[0042] Примеры эластомеров на основе олефина включают эластомеры, полученные путем объединения или смешивания сополимера этилена-пропилена с полипропиленом.
[0043] Примеры эластомеров на основе уретана включают соединения с уретановой связью, в которых прореагировали диизоцианат и диол. Вязкоупругие свойства эластомера на основе уретана могут регулироваться за счет длины углеродной цепи диола.
[0044] Примеры диизоцианатов включают гексаметилендиизоцианат, дициклогексилметандиизоцианат, дифенилметандиизоцианат, толилендиизоцианат и уретановые преполимеры с изоцианатным типом групп на обоих концах. Примеры диолов включают этиленгликоль, дипропиленгликоль, тетраэтиленгликоль, 1,4-бутандиол, 1,4-циклогександиол, дигидроксинафталин и бисфенол A.
[0045] Примеры эластомера на основе сложного полиэфира включают сополимеры типа сложный полиэфир-простой полиэфир (сополимеры полибутилентерефталата и тетрагидрофурангликоля и т.д.) и сополимеры типа сложный полиэфир-сложный полиэфир (сополимеры полибутилентерефталата и полибутиленадипата и т.д.).
[0046] Количество термопластичного эластомера в покрывающей композиции для листа электротехнической стали на 100 массовых частей общего количества эпоксидной смолы и латентного отвердителя эпоксидной смолы составляет 10 массовых частей или более и менее 40 массовых частей. Когда количество термопластичного эластомера равно или больше нижнего предельного значения, магнитные потери в сердечнике являются благоприятными. Когда количество термопластичного эластомера равно или меньше верхнего предельного значения, сохраняется адгезионная прочность при высокой температуре.
[0047] В общем, когда обеспечена адгезионная прочность при высокой температуре, обладающий высокую термостойкостью клей на основе эпоксидной смолы имеет слишком большой модуль Юнга вблизи комнатной температуры, к листу стали прикладывается напряжение, и магнитные потери в сердечнике ухудшаются. С другой стороны, термостойкость ухудшается при составе смолы с подходящей прочностью вблизи комнатной температуры. В настоящем изобретении термопластичный эластомер, который имеет мягкий сегмент и твердый сегмент и имеет большой модуль упругости при изгибе, тонко диспергирован в эпоксидной смоле. Соответственно, минимизируется напряжение, прикладываемое вблизи комнатной температуры, и минимизируется ухудшение магнитных потерь в сердечнике. Кроме того, поскольку термопластичные эластомеры не связаны друг с другом, минимизируется растекание эпоксидной смолы при высокой температуре, и адгезионная прочность сохраняется. Когда используется конкретное количество такого специального термопластичного эластомера, достигаются как магнитные потери в сердечнике, так и термостойкость вблизи комнатной температуры.
[0048] Поскольку в настоящем изобретении изоляционное покрытие может быть сформировано с помощью такой покрывающей композиции для листа электротехнической стали и может быть снижено напряжение, прикладываемое к листу электротехнической стали, она может быть подходящим образом нанесена на тонкий лист электротехнической стали, который эффективен для снижения магнитных потерь. Более конкретно, покрывающая композиция для листа электротехнической стали по настоящему изобретению особенно эффективна в качестве покрывающей композиции для формирования изоляционного покрытия на поверхности основного стального листа, имеющего среднюю толщину листа 0,30 мм или менее.
[0049] Изоляционное покрытие 3 может быть сформировано, например, путем нанесения покрывающей жидкости, в которой покрывающая композиция для листа электротехнической стали растворена в растворителе, на поверхность основного стального листа, её сушки и обжига. Растворитель, используемый для покрывающей жидкости, конкретно не ограничен при условии, что он может растворять покрывающую композицию для листа электротехнической стали, и предпочтительно использовать водный раствор для предотвращения выделения органического растворителя. Нижнее предельное значение конечной температуры во время обжига предпочтительно составляет 120°C, а более предпочтительно 150°C. Верхнее предельное значение конечной температуры во время обжига предпочтительно составляет 250°C, а более предпочтительно 230°C. Нижнее предельное значение времени обжига предпочтительно составляет 5 секунд, а более предпочтительно 8 секунд. Верхнее предельное значение времени обжига предпочтительно составляет 60 секунд, а более предпочтительно 30 секунд.
[0050] Верхнее и нижнее предельные значения средней толщины t1 изоляционного покрытия 3 установлены, например, следующим образом, с учетом случая, в котором материал 1 используется для листа 40 электротехнической стали. Когда материал 1 используется для листа 40 электротехнической стали, средняя толщина t1 изоляционного покрытия 3 (толщина, приходящаяся на одну поверхность листа 40 электротехнической стали (материала 1)) регулируется так, что могут быть обеспечены изоляционная характеристика и адгезионная способность между наслоенными друг на друга листами 40 электротехнической стали. В случае изоляционного покрытия 3, имеющего однослойную структуру, средняя толщина t1 изоляционного покрытия 3 (толщина, приходящаяся на одну поверхность листа 40 электротехнической стали (материала 1)) может составлять, например, 1,5 мкм или более и 8,0 мкм или менее. В случае изоляционного покрытия 3, имеющего многослойную структуру, средняя толщина нижележащего изоляционного покрытия может составлять, например, 0,3 мкм или более и 2,5 мкм или менее, а предпочтительно составляет 0,5 мкм или более и 1,5 мкм или менее. Средняя толщина верхнего изоляционного покрытия может составлять, например, 1,5 мкм или более и 8,0 мкм или менее. Здесь способ измерения средней толщины t1 изоляционного покрытия 3 в материале 1 является тем же самым, что и для средней толщины t0 листа материала 1, и средняя толщина может быть определена путем получения толщины изоляционного покрытия 3 во множестве местоположений и усреднения этих толщин.
[0051] Верхнее и нижнее предельные значения средней толщины t1 изоляционного покрытия 3 в материале 1 могут, естественно, использоваться в качестве верхнего и нижнего предельных значений средней толщины t1 изоляционного покрытия 3 в листе 40 электротехнической стали. Здесь способ измерения средней толщины t1 изоляционного покрытия 3 в листе 40 электротехнической стали представляет собой, например, следующий способ измерения. Например, среди множества листов электротехнической стали, образующих шихтованный сердечник, выбирают лист 40 электротехнической стали, расположенный с самой внешней стороны в направлении наслаивания (лист 40 электротехнической стали, поверхность которого открыта в направлении наслаивания). На поверхности выбранного листа 40 электротехнической стали выбирают заданное положение в радиальном направлении (например, положение точно в середине (центре) между внутренним периферийным краем и внешним периферийным краем листа 40 электротехнической стали). В выбранном положении толщину изоляционного покрытия 3 листа 40 электротехнической стали измеряют в четырех местоположениях (то есть через каждые 90 градусов вокруг центральной оси O) с равными интервалами в окружном направлении. Среднее значение измеренных толщин в четырех местоположениях может быть принято за среднюю толщину t1 изоляционного покрытия 3. Здесь причина, почему среднюю толщину t1 изоляционного покрытия 3 измеряют таким образом на листе 40 электротехнической стали, расположенном с самой внешней стороне в направлении наслаивания, состоит в том, что изоляционное покрытие 3 формируется так, что толщина изоляционного покрытия 3 едва ли изменяется в положении наслаивания в направлении наслаивания листа 40 электротехнической стали.
[0052] Лист 40 электротехнической стали изготавливается путем пробивки материала 1, как описано выше, и с использованием листа 40 электротехнической стали изготавливается шихтованный сердечник (сердечник 21 статора и сердечник 31 ротора).
(Способ шихтовки шихтованного сердечника)
[0053] Далее описание возвратится к шихтованному сердечнику. Как показано на фиг. 3, множество листов 40 электротехнической стали, образующих сердечник 21 статора, наслаивают через изоляционное покрытие 3. Смежные друг другу в направлении наслаивания листы 40 электротехнической стали склеиваются по всей поверхности изоляционным покрытием 3. Иными словами, обращенная в направлении наслаивания поверхность листа 40 электротехнической стали (далее называется первой поверхностью) является клеевой областью или зоной 41a на всей поверхности. Однако смежные друг другу в направлении наслаивания листы 40 электротехнической стали могут приклеиваться не по всей поверхности. Иными словами, на первой поверхности листа 40 электротехнической стали клеевая область или зона 41a и неклеевая область или зона (не показана) могут быть смешены.
[0054] В настоящем варианте осуществления множество листов электротехнической стали, образующих сердечник 31 ротора, скреплены друг с другом крепежным средством (соединительным выступом) 42, показанным на фиг. 1. Однако множество листов электротехнической стали, образующих сердечник 31 ротора, могут также иметь многослойную структуру, скрепленную изоляционным покрытием 3, как и в сердечнике 21 статора. Кроме того, шихтованный сердечник, такой как сердечник 21 статора и сердечник 31 ротора, может быть сформирован так называемой поворотной укладкой.
(Способ изготовления шихтованного сердечника)
[0055] Сердечник 21 статора изготавливают, например, с использованием производственного устройства 100, показанного на фиг. 7. Далее при описании способа изготовления сначала будет описано устройство 100 для производства шихтованного сердечника (далее называется просто производственным устройством 100). В производственном устройстве 100, в то время как материал 1 подается с рулона 1A (катушки) в направлении стрелки F, его многократно пробивают с использованием штампов, расположенных по стадиям, и постепенно придают ему форму листа 40 электротехнической стали. Затем вырубленные листы 40 электротехнической стали наслаивают и спрессовывают при повышении температуры. В результате смежные друг с другом в направлении наслаивания листы 40 электротехнической стали склеиваются друг с другом с помощью изоляционного покрытия 3 (то есть у части изоляционного покрытия 3, расположенной в клеевой области или зоне 41a, вызывается проявление адгезионной способности), и достигается адгезия.
[0056] Как показано на фиг. 7, производственное устройство 100 включает в себя множество стадий со станциями пробивки 110. Станция 110 пробивки может иметь две стадии или три или более стадий. Станция 110 пробивки каждой стадии включает в себя матрицу 111, расположенную под материалом 1, и штамп 112, расположенный над материалом 1.
[0057] Производственное устройство 100 дополнительно включает в себя станцию 140 шихтования в положении ниже по ходу от последней по ходу станции 110 пробивки. Станция 140 шихтования включает в себя нагревательное устройство 141, вырубную матрицу 142 для придания внешней формы, теплоизоляционный элемент 143, вырубной штамп 144 для придания внешней формы и пружину 145. Нагревательное устройство 141, вырубная матрица 142 для придания внешней формы и теплоизоляционный элемент 143 расположены под материалом 1. С другой стороны, вырубной штамп 144 для придания внешней формы и пружина 145 расположены над материалом 1. Здесь ссылочная позиция 21 указывает сердечник статора.
[0058] В производственном устройстве 100, имеющем вышеописанную конфигурацию, сначала материал 1 последовательно подают с рулона 1A в направлении стрелки F на фиг. 7. Затем материал 1 последовательно пробивают на множестве стадий станций 110 пробивки. В соответствии с этими процедурами пробивки в материале 1 получается форма листа 40 электротехнической стали, имеющего спинку 22 сердечника и множество зубцов 23, показанные на фиг. 3. Однако, поскольку материал не полностью подвергнут пробивке в это время, его подают на следующий процесс в направлении стрелки F.
[0059] Затем, наконец, материал 1 подают на станцию 140 шихтования, вырубают вырубным штампом 144 для придания внешней формы и наслаивают с высокой точностью. Во время этого наслаивания лист 40 электротехнической стали воспринимает от пружины 145 определенную силу воздействия давлением. Когда процесс пробивки и процесс наслаивания, как описано выше, последовательно повторяют, может быть уложено заданное число листов 40 электротехнической стали. Кроме того, шихтованный сердечник, образованный укладкой листов 40 электротехнической стали таким образом, нагревается, например, до температуры 200°C, с помощью нагревательного устройства 141. В соответствии с этим нагревом, изоляционные покрытия 3 смежных листов 40 электротехнической стали склеиваются друг с другом. Здесь нагревательное устройство 141 может не располагаться на вырубной матрице 142 для придания внешней формы. То есть оно может быть вынуто из вырубной матрицы 142 для придания внешней формы перед тем, как лист 40 электротехнической стали, наслаиваемый с помощью вырубной матрицы 142 для придания внешней формы, приклеится. В этом случае вырубная матрица 142 для придания внешней формы может не иметь теплоизоляционного элемента 143. Кроме того, в этом случае уложенные листы 40 электротехнической стали перед склеиванием могут зажиматься и удерживаться с обеих сторон в направлении наслаивания зажимным приспособлением (не показано) и затем транспортироваться и нагреваться. В соответствии с вышеописанными процессами изготовление сердечника 21 статора завершается.
[0060] Как описано выше, в настоящем изобретении изоляционное покрытие формируется на поверхности листа электротехнической стали с использованием покрывающей композиции для листа электротехнической стали, в которой скомбинированы в конкретном соотношении эпоксидная смола, латентный отвердитель эпоксидной смолы и специальный термопластичный эластомер. Соответственно, можно достичь как превосходного магнитного свойства шихтованного сердечника (магнитных потерь в сердечнике), так и превосходной термостойкости, при которой адгезионная прочность между листами электротехнической стали может поддерживаться даже в высокотемпературном состоянии во время движения.
[0061] При этом технический объем настоящего изобретения не ограничен вышеописанным вариантом осуществления, и без отклонения от сущности настоящего изобретения могут быть проделаны различные модификации. Форма сердечника статора не ограничена формой, показанной в вышеописанном варианте осуществления. Конкретно, размеры внешнего диаметра и внутреннего диаметра сердечника статора, толщина слоистой структуры, число пазов, отношение размеров между окружным направлением и радиальным направлением зубца, отношение размеров между зубцом и спинкой сердечника в радиальном направлении и тому подобное могут произвольно проектироваться в соответствии с желательными свойствами электродвигателя.
[0062] В роторе в вышеописанном варианте осуществления пара постоянных магнитов 32 образует один магнитный полюс, но настоящее изобретение не ограничено этим. Например, один постоянный магнит 32 может образовывать один магнитный полюс, или три или более постоянных магнитов 32 могут образовывать один магнитный полюс.
[0063] Выше были описаны один вариант осуществления и примеры настоящего изобретения. Однако, технический объем настоящего изобретения не ограничен вышеописанными вариантами осуществления и примерами, и без отклонения от сущности настоящего изобретения могут быть проделаны различные модификации. Например, форма сердечника 21 статора не ограничена формой, показанной в вышеописанном варианте осуществления. Конкретно, размеры внешнего диаметра и внутреннего диаметра сердечника 21 статора, толщина слоистой структуры, число пазов, отношение размеров между окружным направлением и радиальным направлением зубца 23, отношение размеров между зубцом 23 и частью 22 спинки сердечника в радиальном направлении и тому подобное могут произвольно проектироваться в соответствии с желательными свойствами электродвигателя. В роторе 30 в вышеописанном варианте осуществления пара постоянных магнитов 32 образует один магнитный полюс, но настоящее изобретение не ограничено этой формой. Например, один постоянный магнит 32 может образовывать один магнитный полюс, или три или более постоянных магнитов 32 могут образовывать один магнитный полюс.
[0064] В вышеописанном варианте осуществления в качестве примера электродвигателя 10 был описан электродвигатель с возбуждением постоянными магнитами, но конструкция электродвигателя 10 не ограничена этим, как показано ниже, и дополнительно также могут быть использованы различные известные конструкции, не показанные в качестве примеров ниже. В вышеописанном варианте осуществления как электродвигатель 10 в качестве примера был описан электродвигатель с возбуждением постоянными магнитами, но настоящее изобретение не ограничено этим. Например, электродвигатель 10 может быть электродвигателем реактивного типа или электродвигателем с электромагнитным возбуждением (электродвигателем с обмоткой возбуждения). В вышеописанном варианте осуществления синхронный электродвигатель был описан как электродвигатель переменного тока в качестве примера, но настоящее изобретение не ограничено этим. Например, электродвигатель 10 может быть индукционным электродвигателем. В вышеописанном варианте осуществления электродвигатель переменного тока был описан как электродвигатель 10 в качестве примера, но настоящее изобретение не ограничено этим. Например, электродвигатель 10 может представлять собой электродвигатель постоянного тока. В вышеописанном варианте осуществления электродвигатель был описан как электродвигатель 10 в качестве примера, но настоящее изобретение не ограничено этим. Например, электродвигатель 10 может представлять собой генератор.
[0065] Кроме того, составные элементы в вышеописанном варианте осуществления могут быть подходящим образом заменены широко известными составными элементами без отклонения от сущности настоящего изобретения, и вышеописанные модифицированные элементы могут подходящим образом комбинироваться.
Примеры
[0066] Далее настоящее изобретение будет подробно описано со ссылкой на примеры, но настоящее изобретение не ограничено нижеследующим описанием.
[0067] [Исходные материалы]
Исходными материалами, используемыми в примерах, являются следующие.
(Эпоксидная смола)
E1: эпоксидная смола крезол-новолачного типа
E2: эпоксидная смола фенол-новолачного типа
E3: эпоксидная смола типа бисфенола А
[0068] (Латентный отвердитель эпоксидной смолы)
A1: фенол-резольная смола
A2: дициандиамид
A3: диаминодифенилэтан
[0069] (Термопластичный эластомер)
B1: эластомер на основе олефина (температура плавления: 110°C, модуль упругости при изгибе: 10 МПа)
B2: эластомер на основе уретана (температура плавления: 130°C, модуль упругости при изгибе: 40 МПа)
B3: эластомер на основе уретана (температура плавления: 160°C, модуль упругости при изгибе: 60 МПа)
B4: эластомер на основе сложного полиэфира (температура плавления: 180°C, модуль упругости при изгибе: 80 МПа)
[0070] (Термопластичный эластомер (для сравнения))
C1: эластомер на основе сложного полиэфира (температура плавления: 210°C, модуль упругости при изгибе: 90 МПа)
C2: эластомер на основе олефина (температура плавления: 90°C, модуль упругости при изгибе: 60 МПа)
C3: эластомер на основе сложного полиэфира (температура плавления: 180°C, модуль упругости при изгибе: 150 МПа)
C4: эластомер на основе олефина (температура плавления: 105°C, модуль упругости при изгибе: 5 МПа)
C5: эластомер на основе полиамида (температура плавления: 160°C, модуль упругости при изгибе: 150 МПа)
C6: эластомер на основе сложного полиэфира (температура плавления: 220°C, модуль упругости при изгибе: 120 МПа)
C7: эластомер на основе стирола (температура плавления: 105°C, модуль упругости при изгибе: 5 МПа)
C8: эластомер на основе уретана (температура плавления: 130°C, модуль упругости при изгибе: 80 МПа)
[0071] [Магнитное свойство]
Из полосы электротехнической стали по каждому примеру вырезали квадратный лист электротехнической стали (одиночный лист) с размером 55 мм × 55 мм, и два листа электротехнической стали наслаивали и склеивали при условиях температуры стальных листов 200°C, давления 10 МПа и времени воздействия давлением 1 час с получением шихтованного сердечника. Для полученного шихтованного сердечника, в соответствии с методом измерения магнитных свойств одиночного листа, определенным в стандарте JIS C2556, измеряли магнитные свойства одиночного листа в направлении прокатки и направлении, перпендикулярном направлению прокатки, и среднее значение этих значений принимали в качестве магнитного свойства. Здесь для магнитного свойства (магнетизма) в качестве магнитных потерь оценивали «W10/400 (Вт/кг)». «W10/400» - это магнитные потери, когда частота составляет 400 Гц, а максимальная магнитная индукция составляет 1,0 Тл.
[0072] [Адгезионная прочность]
Из полосы электротехнической стали по каждому примеру вырезали два прямоугольных листа электротехнической стали (одиночные листы), имеющих ширину 30 мм и длину 60 мм, и концевые части шириной 30 мм и длиной 10 мм перекрывали друг с другом и приклеивали при температуре стальных листов 200°C, давлении 10 МПа и времени воздействия давлением 1 час с получением образца. Прочность на растяжение при сдвиге измеряли при температуре воздуха 25°C или 150°C и скорости растяжения 2 мм/мин, и числовое значение, деленное на площадь сцепления (склеивания), принимали за адгезионную прочность (МПа).
[0073] [Определение]
Определение выполняли для каждого из примеров в соответствии со следующими критериями. Очень хорошо считается удовлетворительным.
Очень хорошо: адгезионная прочность при 25°C составляла более 5 МПа, адгезионная прочность при 150°C составляла более 0,5 МПа и магнитное свойство составляло менее 12 Вт/кг.
Хорошо: адгезионная прочность при 25°C составляла 5 МПа или менее, или адгезионная прочность при 150°C составляла 0,5 МПа или менее, но адгезионная прочность при 25°C составляла 3 МПа или более, адгезионная прочность при 150°C составляла 0,2 МПа или более, и магнитное свойство составляло менее 12 Вт/кг.
Плохо: не удовлетворялось любое одно или более из адгезионной прочности 3 МПа или более при 25°C, адгезионной прочности 0,2 МПа или более при 150°C и магнитного свойства менее 12 Вт/кг.
[Пример 1]
[0074] В качестве основного стального листа использовали лист изотропной электротехнической стали, содержащий, в мас.%, Si: 3,0%, Mn: 0,2% и Al: 0,5%, остальное - Fe и примеси, и имеющий толщину листа 0,25 мм и ширину 100 мм. Компоненты, показанные в Таблице 1, смешивали для приготовления водного раствора, содержащего покрывающую композицию для листа электротехнической стали, с концентрацией твердого содержимого 25 мас.%. Когда растворение было затруднено, добавляли 5 мас.% или менее способствующего растворению средства, такого как спирт или целлозольвы. Водный раствор, содержащий полученную покрывающую композицию для листа электротехнической стали, наносили на поверхность основного стального листа и обжигали при температуре 200°C в течение 10 секунд, и формировали изоляционное покрытие, имеющее среднюю толщину 3 мкм, с получением полосы электротехнической стали.
[Примеры 2-7 и сравнительные примеры 1-11]
[0075] Полосы электротехнической стали получали таким же образом, как и в Примере 1, за исключением того, что состав и условия обжига покрывающей композиции для листа электротехнической стали изменяли, как показано в Таблице 1.
[0076] Таблица 1 показывает составы и условия обжига покрывающих композиций для листа электротехнической стали по примерам. Здесь «соотношение Q» в Таблице 1 является количеством термопластичного эластомера, когда общее количество эпоксидной смолы и латентного отвердителя эпоксидной смолы составляет 100 частей.
[0077]
смола
[0078] Таблица 2 показывает результаты оценки магнитного свойства (магнетизма) и адгезионной прочности по примерам.
[0079]
[0080] Как показано в Таблице 2, в Примерах 1-7, в которых эпоксидная смола, латентный отвердитель эпоксидной смолы и специальный термопластичный эластомер скомбинированы в конкретном соотношении, достаточная адгезионная прочность обеспечивалась даже при 150°C, термостойкость была превосходной и магнитное свойство было превосходным. С другой стороны, в сравнительных примерах 1-10, в которых количество, температура плавления и модуль упругости при изгибе термопластичного эластомера были за пределами объема настоящего изобретения, не удалось достигнуть как термостойкости, так и магнитного свойства. В Сравнительном примере 11, в котором не подмешивали никакого термопластичного эластомера, магнитное свойство было худшим.
[Промышленная применимость]
[0081] В соответствии с настоящим изобретением возможно обеспечить как термостойкость, так и магнитное свойство шихтованного сердечника. Поэтому его промышленная применимость велика.
[Краткое описание ссылочных позиций]
[0082] 1 - материал, 2 - основной стальной лист, 3 - изоляционное покрытие, 10 - электродвигатель, 20 - статор, 21 - сердечник статора, 40 - лист электротехнической стали.



Изобретение относится к покрывающей композиции для листа электротехнической стали, листу электротехнической стали, шихтованному сердечнику и электродвигателю. Покрывающая композиция включает эпоксидную смолу, латентный отвердитель эпоксидной смолы и термопластичный эластомер, причем термопластичный эластомер имеет температуру плавления 100°C или выше и 200°C или ниже и модуль упругости при изгибе более 5 МПа и 100 МПа или менее, и причем количество термопластичного эластомера на 100 массовых частей общего количества эпоксидной смолы и латентного отвердителя эпоксидной смолы составляет 10 массовых частей или более и менее 40 массовых частей. Изобретение обеспечивает получение покрывающей композиции для листа электротехнической стали, которая позволяет добиться как магнитных свойств шихтованного сердечника, так и термостойкости, при которой адгезионная прочность между листами электротехнической стали может поддерживаться даже в высокотемпературном состоянии во время движения, что актуально для использования в электродвигателе. 4 н. и 2 з.п. ф-лы, 7 ил., 2 табл.
1. Покрывающая композиция для листа электротехнической стали, содержащая эпоксидную смолу, латентный отвердитель эпоксидной смолы и термопластичный эластомер,
причем термопластичный эластомер имеет температуру плавления 100°C или выше и 200°C или ниже и модуль упругости при изгибе более 5 МПа и 100 МПа или менее, и
причем количество термопластичного эластомера на 100 массовых частей общего количества эпоксидной смолы и латентного отвердителя эпоксидной смолы составляет 10 массовых частей или более и менее 40 массовых частей.
2. Покрывающая композиция для листа электротехнической стали по п. 1, причем термопластичный эластомер представляет собой по меньшей мере один, выбранный из эластомера на основе олефина, эластомера на основе уретана и эластомера на основе сложного полиэфира.
3. Лист электротехнической стали с изоляционным покрытием, образованным путем нанесения покрывающей композиции для листа электротехнической стали по п. 1 или 2 на поверхность основного стального листа.
4. Лист электротехнической стали по п. 3, причем основной стальной лист имеет среднюю толщину листа 0,30 мм или менее.
5. Шихтованный сердечник, в котором множество листов электротехнической стали по п. 3 или 4 шихтованы и склеены друг с другом.
6. Электродвигатель, содержащий шихтованный сердечник по п. 5.
| WO 2019184981 A1, 03.10.2019 | |||
| JP 2017011863 A, 12.01 2017 | |||
| JP 2000173816 A, 23.06.2000 | |||
| JP 2937734 B2, 23.08.1999 | |||
| RU 2018114671 A, 23.10.2019. |
