Настоящее изобретение относится к строительству, конкретно к изготовлению строительных изделий и конструкций из серобетона.
Известен способ изготовления изделий из серобетона (RU 2626083С1 МПК C04B 28/36, 12/00, 40/00, 111/20, опубл. 21.07.2017, бюлл. № 21). Способ состоит из следующих операций. Компоненты смеси разогревают до температуры 130°С, затем вводят расплавленную серу и перемешивают, затем расплав заливают в опалубочную форму и охлаждают. Недостаток способа: серобетонная смесь при остывании имеет большие усадочные деформации, приводящие к трещинам и нарушению контакта с арматурой.
Известен способ изготовления серного вяжущего и серное вяжущее (RU 2220095 С1, МПК С01В 17/00, С04В 28/36, опубл. 27.12.2003, бюлл. № 35). Модифицирование серы добавкой золы уменьшает величину усадки, однако очень незначительно.
Известны способы уменьшения негативного влияния литейной усадки (Федеральное агентство по образованию, Государственное образовательное учреждение высшего профессионального образования «Тихоокеанский государственный университет», методические указания к лабораторной работе для студентов технических специальностей - Определение усадки литейных сплавов, Хабаровск, Издательство ТОГУ, 2009г). Объемная усадка зависит от многих факторов, в том числе, от условий твердения. Усадка может быть свободой и затрудненной. Способ реализуется за счет создания в форме отдельных мест уменьшения сечения, поворотов, выступов и пр. Хотя затрудненная усадка меньше свободной, однако приводит к возникновению внутренних напряжений и пустот в материале, что является недостатком способа, принятого за прототип.
Технической задачей изобретения является устранение недостатков прототипа за счет направленного регулирования усадочных деформаций.
Для решения поставленной задачи в способе изготовления серобетонного изделия в виде сваи, опоры или фундаментной балки, включающем укладку в опалубку арматурного каркаса и заполнение ее серобетонной смесью при температуре 140-150 градусов Цельсия с постепенным охлаждением до температуры наружного воздуха, согласно изобретению, опалубку изготавливают с возможностью направленного регулирования температурного деформирования застывающей серобетонной смеси, свободного в поперечном направлении и затрудненного – в продольном. Регулирование литейной усадки осуществляют путём создания продольных препятствий – регуляторов усадки - по длине рабочей арматуры, для чего, по крайней мере, два противоположных борта опалубки снабжают чередующимися поперечными относительно их продольных осей выступами, не создающими уменьшения сечения изделия. В другом варианте осуществления способа регуляторы усадки выполняют в виде чередующихся скосов бортов опалубки. Длина скоса составляет 1-3 В, где В – размер стороны сечения сваи.
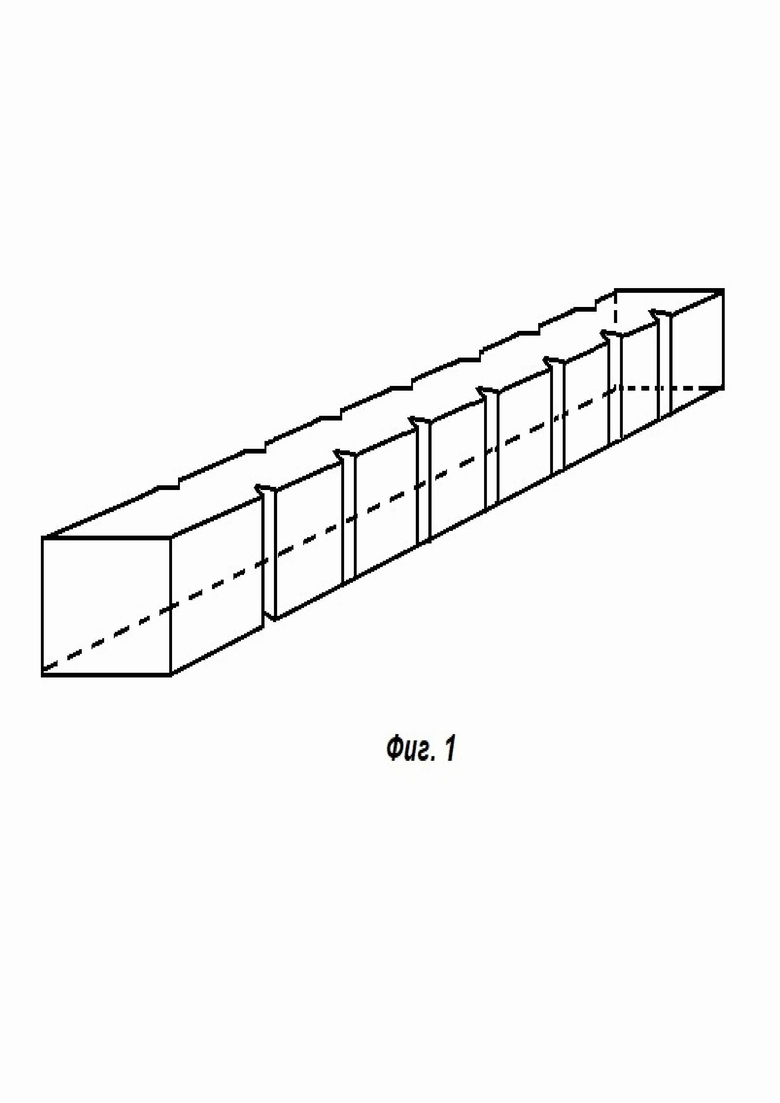
Также, поставленная задача решается за счёт того, что в линейном изделии в виде сваи, опоры или фундаментной балки, выполненном в виде непрерывного серобетонного ствола прямоугольного сечения согласно изобретению, по крайней мере, две противоположные боковые грани выполнены с поперечными канавками полукруглого сечения глубиной 0,05-,015 В и с шагом 0,2-0,3 В, где В - размер стороны сечения сваи, длина которых равна длине стороны сечения сваи.
Канавки могут быть выполнены с поперечным сечением в виде треугольника.
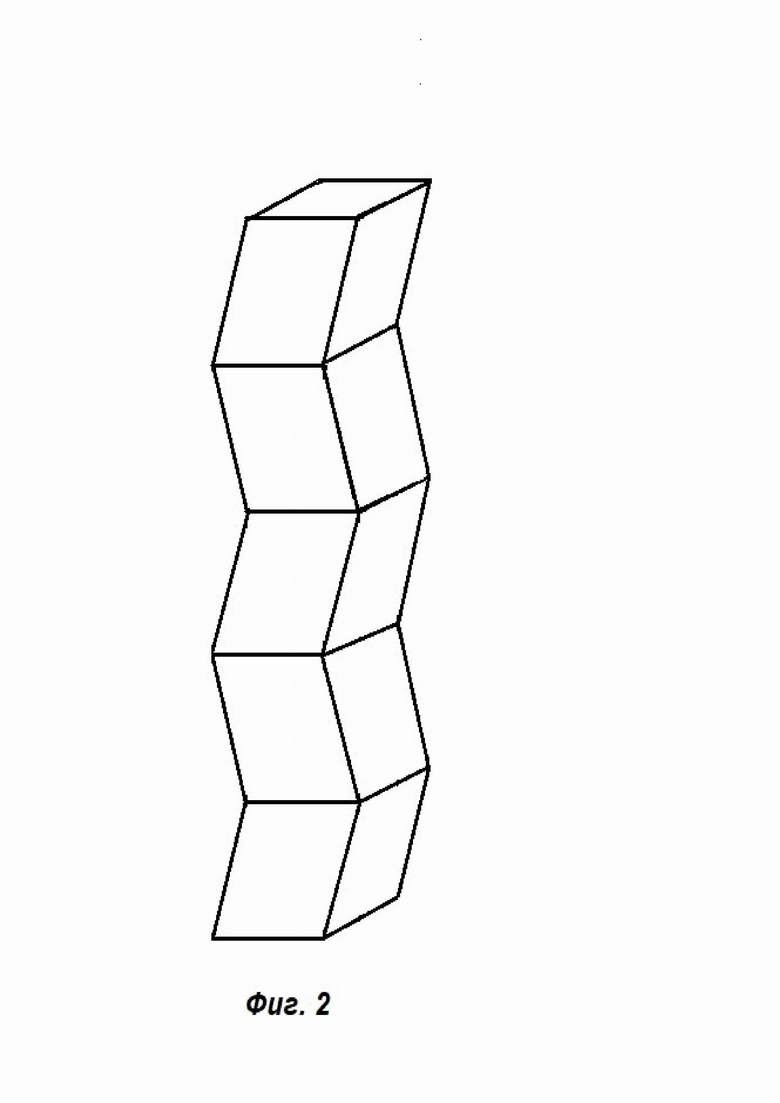
В другом исполнении серобетонное изделие в виде сваи, опоры или фундаментной балки, выполненное в виде непрерывного серобетонного ствола прямоугольного сечения, состоит из параллелепипедов с наклоном граней 10-15 градусов к продольной оси.
Таким образом, в предлагаемом способе изготовления серобетонного изделия в виде сваи, опоры или фундаментной балки, объемная усадка не уменьшается, а локализуется в поперечных направлениях (ширина и высота), размеры которых, обычно, на порядок меньше длины сваи, причем усадка в поперечном направлении является свободной и, практически, не вызывает внутренних напряжений при застывании серобетонной смеси.
Локализация усадочных деформаций осуществляется путем затруднения смещений застывающей смеси относительно поверхности опалубки.
Сущность изобретения поясняется чертежами, где на фиг. 1 показан внешний вид сваи с канавками, на фиг. 2 - то же со скосами граней.
Способ реализуется следующим образом.
Опалубку для бетонирования серобетонной сваи сечением 35х35 кв. см и длиной 14 м изготавливают из металлического листа, причем, боковые грани выполняют ломаного очертания с целью придания сваи объема, состоящего из параллелепипедов. Уклоны боковых граней позволяют стеснять продольные деформации усадки твердеющей смеси без уменьшения сечения сваи. Ломаная боковая поверхность в ограниченных пределах 10-15 градусов к продольной оси увеличивает трение на боковой поверхности и повышает несущую способность сваи. В опалубку укладывают арматурный каркас и заливают серобетонную смесь температурой 140-150 градусов Цельсия. Происходящие при застывании смеси физико-химические процессы приводят к значительной по величине объемной усадке величиной до 5%. Причем смесь усаживается в свободном направлении (по высоте и ширине сечения) за счет «торможения» в продольном. Продольная рабочая арматура при остывании также укорачивается, однако это происходит синхронно с бетоном, так как имеет с ним одинаковый КЛТР (коэффициент линейной температурной деформации), а обжатие происходит в поперечном направлении, что увеличивает сцепление.
Заявленный способ не ограничивается изготовлением только серобетонных сваи, и может быть применён для изготовления других серобетонных изделий, например, опор или фундаментных балок.
Изобретение относится к строительству, а именно к изготовлению строительных изделий и конструкций из серобетона. Способ изготовления серобетонного изделия в виде сваи, опоры или фундаментной балки включает укладку в опалубку арматурного каркаса и заполнение опалубки серобетонной смесью при температуре 140-150°С с постепенным охлаждением до температуры наружного воздуха. Опалубку изготавливают с возможностью направленного регулирования температурного деформирования застывающей серобетонной смеси, свободного в поперечном направлении и затрудненного – в продольном. Регулирование литейной усадки осуществляют путём создания продольных препятствий – регуляторов усадки по длине рабочей арматуры, для чего, по крайней мере, два противоположных борта опалубки выполняют с чередующимися поперечными относительно их продольных осей выступами бортов опалубки, не создающими уменьшения сечения изделия, или с чередующимися скосами бортов опалубки длиной 1-3 В, где В – размер стороны сечения изделия. Технический результат состоит в обеспечении направленного регулирования усадочных деформаций. 2 н. и 1 з.п. ф-лы, 2 ил.
1. Способ изготовления серобетонного изделия в виде сваи, опоры или фундаментной балки, включающий укладку в опалубку арматурного каркаса и заполнение опалубки серобетонной смесью при температуре 140-150°С с постепенным охлаждением до температуры наружного воздуха, отличающийся тем, что опалубку изготавливают с возможностью направленного регулирования температурного деформирования застывающей серобетонной смеси, свободного в поперечном направлении и затрудненного – в продольном, при этом регулирование литейной усадки осуществляют путём создания продольных препятствий – регуляторов усадки по длине рабочей арматуры, для чего, по крайней мере, два противоположных борта опалубки выполняют с чередующимися поперечными относительно их продольных осей выступами бортов опалубки, не создающими уменьшения сечения изделия, или с чередующимися скосами бортов опалубки длиной 1-3 В, где В – размер стороны сечения изделия.
2. Способ по п. 1, отличающийся тем, что регуляторы усадки устраивают, по крайней мере, на обоих бортах опалубки.
3. Серобетонное изделие в виде сваи, опоры или фундаментной балки, выполненное способом по любому из пп. 1-2, характеризующееся тем, что выполнено монолитным, прямоугольного сечения, причем, по крайней мере, две боковые грани по длине рабочей арматуры изделия выполнены с чередующимися поперечными канавками полукруглого или треугольного сечения глубиной 0.05-0.15 В, шагом 0.2-0.3 В, где В – размер стороны сечения изделия, или состоит из чередующихся параллелепипедов с наклоном граней 10-15 градусов к продольной оси, длиной 1-3 В, где В – размер стороны сечения изделия.
| Способ получения серного вяжущего и серное вяжущее | 1999 |
|
RU2220095C2 |
| СПОСОБ ВОЗВЕДЕНИЯ БУРОВЫХ НАПЛАВЛЯЕМЫХ СВАЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2020 |
|
RU2754092C1 |
| Чесальная машина для производства ваты | 1951 |
|
SU97961A1 |
| RU 95347 U1, 27.06.2010 | |||
| Способ автоматического пуска водоотливной установки | 1936 |
|
SU84372A1 |
| Сырьевая смесь для серного бетона и способ ее приготовления | 2016 |
|
RU2626083C1 |

