Изобретение относится к системе электролитической обработки нержавеющей стали, которая обеспечивает возможность осуществления последующих операций электролитического осаждения других металлических покрытий. В частности, но не ограничивающим образом, изобретение пригодно для использования в изготовлении предметов личного пользования, находящихся в тесном контакте с человеком, часто в длительном контакте с кожей.
В качестве примера можно привести следующие категории предметов: оправы для очков, часы, ювелирные изделия и украшения, авторучки, аксессуары для одежды, и в любом случае те предметы, для которых требуются чистота окружающей среды и отсутствие аллергии, как будет подробно описано ниже.
В частности, изобретение относится к способу нанесения слоя металла, прочно сцепленного с основой из нержавеющей стали, осуществляемого посредством электролитического осаждения из водного раствора металлов, которые могут быть электролитически осаждены, принадлежащих исключительно к 3-12 группам Периодической таблицы элементов (группа переходных металлов), исключая элементы никель, кобальт и кадмий ввиду их опасности для здоровья и элементы рутений, родий, палладий, серебро, осмий, иридий, платина, золото и рений ввиду их высокой стоимости.
Нержавеющая сталь, которая широко используется во многих производственных секторах благодаря своим свойствам коррозионной стойкости, пригодна для производства изделий, которые должны иметь длительный контакт с кожей. В частности, на основе последних исследований полагают, что некоторые типы должны быть свободными от риска переноса никеля.
В настоящее время нержавеющая сталь часто используется в сочетании с другими металлами, многие из которых по функциональным или эстетическим причинам требуют обработки в виде электролитического покрытия. Поэтому необходимо использовать способы электролитического осаждения, пригодные также для эффективного применения к нержавеющей стали.
Известно, что нержавеющая сталь, благодаря слою оксида хрома, который ее защищает, требует поверхностной обработки для нанесения покрытий с подходящими характеристиками сцепления.
Степень адгезии является определяющим фактором, гарантирующим соответствие конечного продукта многим вариантам использования. За правильной подготовкой поверхности должна следовать эффективная и безопасная система обработки, без критических проблем в режиме применения. Фактически, недостатки в адгезии трудно обнаружить без специальных испытаний, которые иногда предполагают разрушение образца, и они представляют собой серьезный риск для последующей работоспособности изделия.
В настоящее время используют следующие системы:
1. Придание шероховатости поверхности с помощью механической обработки или электролитической обработки (анодного растворения); эти способы, как правило, ограничены техническими изделиями, на которые впоследствии должно быть нанесено покрытие с помощью автокаталитических систем (например, «химическое никелирование»), которые, даже если они не обладают характеристиками сцепления с нержавеющей сталью, характеризуются способностью производить непрерывные покрытия с эффектом «оболочки».
2. Электролитическое никелирование, которое выполняют с использованием так называемой никелевой ванны Вуда, состоящей из 24% NiCl2 в растворе 4% HCl (патент США US 2437409).
3. Золочение, получаемое с помощью электролитов с рН менее 2,0 на основе AuCl3 или AuK(CN)4 с количествами в интервале от 2,0 до 4,0 г/л металлического Au, в присутствии различных типов добавок.
В первом случае обработка вообще не эффективна при получении электролитических покрытий. Более того, это решение, очевидно, не применимо к блестящим поверхностям без изменения их блеска, и по этой причине исключено большинство предметов личного пользования.
Во втором случае это техническое решение исключает преимущества нержавеющей стали ввиду применения слоя никеля, который является легко корродирующим металлом. В случае изделий, предназначенных для контакта с кожей, наличие никеля не в составе сплава приводит к необходимости нанесения защитного покрытия во избежание его переноса даже после длительного использования изделия и для демонстрации того, что изделие не вызывает аллергических реакций, с помощью аналитических процедур, которые требуют много времени и имеют ограниченную надежность. Кроме того, это решение преимущественно требует использования процессов, которые считаются канцерогенными для операторов.
В третьем случае решение экономически оправдано только в случае процессов окончательной позолоты нержавеющей стали; при использовании в качестве предварительной обработки, оно приводит к излишним тратам золота, чрезвычайно дорогостоящего материала, предполагающего его покрытие менее благородными материалами (например, медью и ее сплавами). Степень адгезии также недостаточна для того, чтобы пройти обычно требуемые испытания (см. ниже).
Таким образом, существует необходимость в решении, позволяющем использовать нержавеющую сталь, в частности для предметов личного пользования, которое не наносит вреда для пользователей и является нетоксичным для участвующих операторов, а также является технически эффективным и удобным с экономической точки зрения.
Задача этого изобретения состоит в том, чтобы преодолеть вышеуказанные недостатки и обеспечить надежный способ нанесения металлического слоя, прочно сцепленного с поверхностью нержавеющей стали.
Эта задача, а также другие задачи, которые более полно будут представлены ниже, решают посредством способа нанесения металлического слоя в соответствии с прилагаемым п. 1 формулы изобретения.
Подробные стадии этого способа в соответствии с изобретением указаны в соответствующих зависимых пунктах формулы изобретения.
Таким образом, конкретным предметом изобретения является способ нанесения металлического слоя, прочно сцепленного с поверхностью предметов из нержавеющей стали, включающий следующие операции, в соответствии с процедурами, принятыми в производственной практике:
1. Устранение остатков после обработки, таких как окалина или чешуйки, с помощью механических и/или химических способов по необходимости;
2. Устранение масла, жира или других инородных веществ с помощью соответствующих обработок по обезжириванию;
3. Катодная или анодная электролитическая активация;
4. Электролитическое осаждение покрытия, сцепленного с поверхностью нержавеющей стали;
5. Осаждение других функциональных и/или декоративных покрытий.
В случае предметов, предназначенных для личного пользования, в связи с процессами отделки поверхности, которым они, как правило, подвергаются перед обработкой путем электролитического осаждения, пример последовательных стадий обработки в соответствии с изобретением может быть следующим:
a) обезжиривание
b) промывка;
c) катодная электролитическая активация в растворе, состоящем из смеси минеральных или карбоновых кислот и/или их солей;
d) промывка в деминерализованной воде;
e) обработка в ванне электролитического осаждения, содержащей один или более переходных металлов, одно или более веществ, состоящих из производных сульфоновой кислоты, соответствующих общей формуле R-SO3H, одной или более добавок для улучшения характеристик и сцепления покрытия;
f) промывка;
g) дальнейшие обработки для нанесения функционального или декоративного покрытия, при необходимости, но не обязательно, после цикла предварительной обработки, такого как следующий:
i. катодное электролитическое обезжиривание;
ii. промывка;
iii. активация в кислотном растворе;
iv. промывка.
В частности, производные сульфоновой кислоты на стадии е) обеспечивают наибольшую эффективность ванны для электролитического осаждения и могут состоять из:
1. Соединений типа
R-SO3H
где R линейные или разветвленные и/или циклические производные, также содержащие гетероатомы (такие как N, О, S), алканов, алкенов, алкинов и их комбинаций. Эти группы, в свою очередь, могут при необходимости быть заменены группами, такими, как перечисленные ниже:
со ссылкой на вышеуказанную формулу, R может представлять собой: галогенид (F, Cl, Br, I), производные алканов, алкенов, алкинов, арильных групп, арилалкила, карбоксилы, карбонилы, тиолы, азотные группы (например, нитро- и/или нитритные, аминные, амидные группы и т.д.), циклические заместители и/или циклические заместители, содержащие гетероатомы (такие как N, О, S), и/или дополнительные сульфоновые группы. Предусмотрено также сочетание одной или более перечисленных категорий с добавлением гидроксильной группы.
2. Производных соединений бензолсульфоновых и нафталинсульфоновых кислот такого типа:

но также ароматических соединений, состоящих из поликонденсированных колец; например, но не ограничиваясь этим: производных антрацена, тетрацена, пирена, азулена, фенантрена, аннулена, бензопиренов и/или ароматических соединений, содержащих гетероатомы (такие как N, О, S).
Замещающая группа R может представлять собой: водород, гидроксил, галогенид (F, Cl, Br, I), насыщенные и/или ненасыщенные алкильные группы, арильные, арилалкильные, карбоксильные, карбонильные группы, несколько сульфоновых групп, тиольные группы, азотные группы (например, нитро- и/или нитритные, аминные, амидные и т.д.), циклические заместители и/или циклические заместители, содержащие гетероатомы (такие как N, О, S). Предусмотрено также сочетание одной или более перечисленных категорий.
В целом, однако, включены все производные сульфоновой кислоты, которые, в общем, коммерчески доступны или которые могут быть приготовлены с помощью методов синтеза, известных в литературе.
Изобретение может включать переходные металлы, включающие медь, с концентрацией от 0,1 до 10 г/л, предпочтительно от 0,25 до 2,5 г/л.
В действительности, присутствие меди гарантирует оптимальное проведение процесса, несмотря на то, что она не является единственным металлом, который может быть использован.
Вновь, в соответствии с изобретением, вещества группы, обозначенной выше как R, могут включать метансульфоновую кислоту, с концентрацией между 10 и 600 г/л, предпочтительно между 100 и 400 г/л.
В частности, среди всех кислот, которые наиболее легко найти на рынке, метансульфоновая кислота является той, которая способна обеспечить наилучшие результаты для этого способа.
Предпочтительно, согласно изобретению, стадия обработки в ванне электролитического осаждения предусматривает присутствие одной или более добавок, действующих как добавки, уменьшающие размер зерна, которые включают, например, натриевую соль сахарина или полиэтиленгликоль, в концентрации от 0,1 до 2,0 г/л, предпочтительно от 0,4 до 1,0 г/л.
В действительности, эти добавки позволяют обеспечить получение более однородного и прочного покрытия.
Кроме того, изобретение может включать наличие одного или более травильных веществ для удаления поверхностных оксидов и/или одного или более хелатирующих агентов для образования комплексов металлов, присутствующих в растворе во время стадии е); таким образом можно улучшить как сцепление покрытия с металлической основой, так и его конечную толщину.
Кроме того, согласно изобретению, стадия обработки в ванне электролитического осаждения может включать катодную электролитическую обработку пульсирующим током.
Это позволяет преимущественно получать определенные структуры и улучшает распределение покрытия, с последующими более высокими характеристиками, чем характеристики, которые могут быть достигнуты с использованием постоянного тока.
Например, по меньшей мере один импульс может быть положительным, что преимущественно приводит к росту электролитического покрытия вслед за подачей отрицательных электрических зарядов.
В этом случае первый импульс и второй импульс могут оба быть положительными.
Это позволило бы преимущественно получать улучшенную плотность покрытия.
Кроме того, первый импульс и второй импульс могут иметь различные значения силы, например, каждый продолжительностью порядка миллисекунд и со значениями, которые могут быть одинаковыми или разными.
Столь же предпочтительно, цикл пульсирующего тока может включать третий импульс, с силой тока, равной 0.
Описанные выше характеристики преимущественно приводят к улучшению свойств покрытия в отношении сцепления с основой и однородности по нанесенной толщине.
Изобретение также относится к предмету из нержавеющей стали, в частности, но не ограничиваясь ими, к предметам личного пользования, либо самому по себе, либо в соединении с другими металлами и имеющему покрытие, полученное предложенным способом.
Другие характеристики и преимущества изобретения будут более полно видны из описания предпочтительного, но не исключительного воплощения способа осаждения металлического слоя в соответствии с изобретением, проиллюстрированного посредством неограничительного примера в приложенных чертежах, в которых:
На фиг. 1 показан первый вариант соединения, используемого в способе согласно изобретению;
На фиг. 2 показан второй вариант соединения, используемого в способе согласно изобретению;
Фиг. 3 представляет собой график, описывающий стадию первого предпочтительного воплощения способа согласно изобретению;
Фиг. 4 представляет собой график, описывающий стадию второго предпочтительного воплощения способа согласно изобретению;
На фиг. 5 показана предпочтительная конфигурация работы на стадии способа согласно изобретению.
Изобретение относится к способу нанесения металлического слоя, прочно сцепленного с поверхностью предметов из нержавеющей стали, в частности, но не обязательно, ограниченной следующими типами стали:
AISI 301
AISI 304
AISI 310
AISI 316
AISI 430,
некоторые из которых удовлетворяют ограничениям по переносу никеля, указанным в европейских стандартах EN 1811 от марта 2011 года, EN 16128 от марта 2011 года, EN 12472 от октября 1998 года (см. European Union Risk Assessment Report, Отчет об оценке рисков Европейского союза).
В частности, изобретение относится к циклу обработки путем электролитического осаждения, включающему следующие стадии:
1. Обезжиривание частей, загрязненных маслом, жиром и в общем органическими веществами. Методы и продукты, используемые на этой стадии, хорошо известны и поэтому не являются предметом изобретения.
2. Промывка (известного типа и не является предметом изобретения).
3. Катодная электролитическая активация (предметов, подключенных к отрицательному полюсу блока электрического питания). Раствор состоит из смеси минеральных или карбоновых кислот и их солей. Цель обработки заключается в обеспечении идеального сцепления покрытия также на поверхностях, подвергавшихся аномальному окислению, полученных из таких процессов, как локализованное нагревание, длительная полировка или специальные механические процессы. Методы и продукты, используемые на этой стадии, хорошо известны и поэтому не являются предметом изобретения.
4. Промывка в потоке деминерализованной воды (известного типа и не является предметом изобретения).
5. Обработка в ванне электролитического осаждения, включающей один или более металлов, принадлежащих исключительно к 3-12 группам Периодической таблицы элементов (переходные металлы), исключая элементы никель, кобальт, кадмий, рутений, родий, палладий, серебро, осмий, иридий, платина, золото и рений, одно или более веществ, выбранных среди описанных выше (например, как указано на фиг. 1 и 2) и, в частности, метансульфоновую кислоту, предпочтительно в концентрациях от 100 до 400 г/л; кроме того, в ванне электролитического осаждения могут быть использованы одна или более добавок для уменьшения размеров зерна и/или один или более хелатирующих агентов для образования комплексов металлов, присутствующих в растворе, и/или одно или более травильных веществ для удаления поверхностных оксидов.
Выгодно то, что использование описанных химических веществ позволяет получать уже на выходе из ванны электролитического осаждения покрытие, которое превосходно сцеплено со стальной основой и чрезвычайно устойчиво к механическим нагрузкам, без необходимости использования последующей обработки или других способов.
Эта характеристика, очевидно, подразумевает увеличение количества и качества деталей, которые могут быть произведены в гальванической системе, и имеет преимущество в упрощении осуществления и запуска способа также в существующих системах, поскольку он не требует включения дополнительных стадий и/или приборов внутри производственных линий.
Это делает способ в соответствии с изобретением более удобным по сравнению с уровнем техники с точки зрения времени, стоимости и безопасности.
Нанесение металлического покрытия происходит с помощью катодной электролитической обработки, как показано, например, на фиг. 3 и 4 (предметы, подключенные к отрицательному полюсу блока электрического питания, который может быть постоянным или пульсирующим).
6. Промывка (известного типа и не является предметом изобретения).
7. Катодное электролитическое обезжиривание (известного типа и не является предметом изобретения).
8. Промывка (известного типа и не является предметом изобретения).
9. Активация в кислотном растворе (известного типа и не является предметом изобретения).
10. Промывка (известного типа и не является предметом изобретения).
11. Электролитическое осаждение дополнительных слоев металла из подходящих электролитических ванн (не является предметом изобретения).
Цель следующих примеров состоит в том, чтобы проиллюстрировать предпочтительные, но не ограничивающие воплощения изобретения, представленные только в качестве примера.
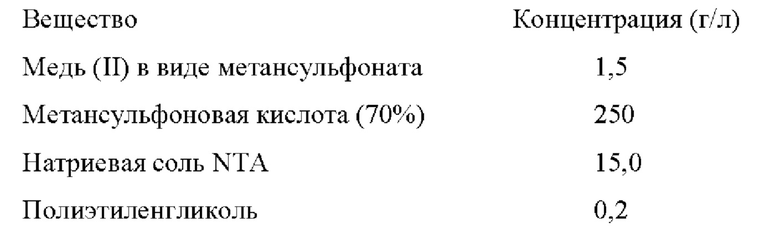
Пример 1
Ванна электролитического осаждения для получения покрытия, сцепленного с поверхностями нержавеющей стали:

Величина рН раствора составляет меньше 1. Пластина из стали AISI 316L, подвергаемая описанному выше способу, была обработана в ванне электролитического осаждения (стадия 5) при температуре 25°С в течение 45 секунд при плотности тока 2,0 А/дм2 с использованием титановых анодов, покрытых смешанными оксидами.
Это обеспечило получение покрытия из меди с полублестящим внешним видом, превосходно сцепленного со стальной поверхностью, со средней толщиной 0,2 мкм, измеренной с помощью рентгенофлуоресцентного (XRF) спектрофотометра.
Затем был нанесен слой меди из кислотного медного электролита, с получением блестящего медного покрытия, средней толщины 8,7 мкм.
Наконец, пластина была подвергнута испытанию адгезии методом ASTM В 571 (9. Heat-Quench Test (9. Тест нагревание-быстрое охлаждение)) без признаков расслоения, даже после изгиба на шпинделе диаметром 10 мм.
Пример 2
Ванна электролитического осаждения для получения покрытия, сцепленного с поверхностями нержавеющей стали:
Величина рН раствора составляет меньше 1. Пластина из стали AISI 316L, подвергаемая описанному выше способу, была обработана в ванне электролитического осаждения (стадия 5) при температуре 25°С в течение 90 секунд с использованием титановых анодов, покрытых смешанными оксидами.
Это обеспечило получение покрытия из меди с блестящим внешним видом, превосходно сцепленного со стальной поверхностью, со средней толщиной 0,25 мкм, измеренной с помощью XRF спектрофотометра.
Затем был нанесен слой меди из кислотного медного электролита, с получением блестящего медного покрытия, средней толщины 10,2 мкм.
Наконец, пластина была подвергнута испытанию адгезии методом ASTM В 571 (9. Heat-Quench Test (9. Тест нагревание-быстрое охлаждение)) без признаков расслоения, даже после изгиба на шпинделе диаметром 10 мм.
Пример 3
Ванна электролитического осаждения использована для получения покрытия, сцепленного с поверхностями нержавеющей стали.
Использовали пульсирующий ток для улучшения распределения покрытия для предметов сложной формы. Измерение толщины, полученной на трех AISI 316L стальных пластинах 3,5 х 2,5 см, согнутых под углом 90° в продольном направлении, осуществляли с помощью XRF спектрофотометра после обработок, указанных ниже в таблице 1.
Измерения толщины проводили в семи точках, распределенных регулярным образом вдоль линии средней точки внутри угла 3 пластин 1, как указано на фиг. 5.
В стеклянный контейнер Руrех® содержащий два титановых анода, покрытых смешанными оксидами, соединенных с положительным полюсом блока электрического питания, подавали 0,5 литра ванны, описанной в примере 2.
Со ссылкой на фиг. 5, пластины 1, например, согнутые на 90°, подвешивали в центре контейнера 2 и соединяли с отрицательным полюсом блока электрического питания.
Раствор поддерживали в движении с помощью магнитной мешалки, которая вращала покрытый пластиком магнитный цилиндр.
Условия обработки пластин для всех трех испытаний:
1) Температура: 25°С
2) Время осаждения: 2 минуты
3) Скорость перемешивания: 250 оборотов в минуту
4) Размеры магнита: 25 мм о 5 мм.
В частности, со ссылкой на фиг. 3 и 4, могут быть поданы импульсы тока, способствующие электролитическому осаждению.
Ток, используемый в этой серии испытаний, во время стадии 5 способа согласно изобретению, имеет следующие параметры:

Полученные результаты:

Со ссылкой на таблицы 1 и 2, очевидно, что могут быть использованы циклы, образованные комбинациями, состоящими из последовательностей стадий, как указано выше, чередуемые с переменными режимами и повторяемые достаточное количество раз для получения желаемой толщины покрытия.
В этом случае, действительно, получают значительные преимущества в отношении плотности покрытия, пластичности и более высокой однородности его распределения на поверхности.
Согласно предпочтительному варианту изобретения, состав электролитного раствора модифицируют путем добавления к вышеуказанным компонентам одного или более соединений, состоящих из фтороводородной кислоты (HF) или одного из ее производных, таких как: металлические соли, аммонийные соли или органические соединения фтора, в таком количестве, чтобы получить в растворе содержание фтора в диапазоне от 0,5 до 50 г/л, предпочтительно от 2,0 до 20,0 г/л.
Эти соединения действуют в качестве травильных веществ, которые удаляют со стали поверхностный слой оксида хрома и облегчают его покрытие другим металлом.
Пример 4
Ванна электролитического осаждения для получения покрытия, сцепленного с поверхностями нержавеющей стали:

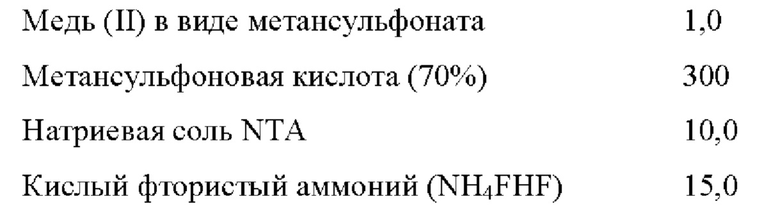
Величина рН раствора составляет меньше 1. Несколько стальных пластин, подвергаемых описанному выше способу, были обработаны в ванне электролитического осаждения при температуре 25°С в течение 45 секунд при плотности тока 2,0 А/дм2 с использованием графитовых анодов.
Используемые пластины изготовлены из стали AISI 304, с размерами 35 х 25 х 0,15 мм и общей площадью поверхности 0,18 дм2.
Это обеспечило получение покрытия из меди с полублестящим внешним видом, превосходно сцепленного со стальной поверхностью, со средней толщиной 0,1 мкм, измеренной с помощью XRF спектрофотометра.
Действуя в соответствии с процедурами, описанными ниже, было показано, что использование системы, описанной в этом примере, гарантирует лучшие результаты, чем те, которые были получены в никелевой ванне Вуда.
Использованная никелевая ванна Вуда имеет следующий состав:
250 г/л NiCl2⋅6H2O
120 мл/л 37% раствора HCl
Было признано целесообразным экспериментально сравнить уровни характеристик покрытий, полученных с помощью состава Примера 4, с аналогичными уровнями покрытий, полученных с помощью кислотного золочения, никелевой ванны Вуда и в Примерах 1 и 2, путем испытания силы адгезии каждого из них до предельных условий.
Слои электролитического никелевого покрытия (которые, как известно, характеризуются величинами высокой твердости и отсутствия деформируемости) были нанесены на образцы, состоящие из пластин нержавеющей стали, обработанных различными укрепляющими составами, с увеличивающейся толщиной; с использованием косвенных измерений, пластины затем были деформированы путем обертывания вокруг шпинделя, и регистрировали их свойства при различных обработках.
Циклы обработки, применяемые к пластинам, и относительные условия работы:
A. ПРЕДВАРИТЕЛЬНЫЕ ОБРАБОТКИ
Перед электролитическим осаждением, как с помощью никелевой ванны Вуда, так и с помощью различных составов в соответствии с изобретением, присутствует стадия обезжиривания, общая для всех вариантов изобретения.
Способ обезжиривания включает следующие стадии:
1) ультразвуковая промывка в 3% растворе моющего средства для ультразвуковой промывки (например, моющее средство, известное в продаже под кодом DS 904 от Dantecaneva Sri код PRE04001, смесь очищающих средств и добавок для ультразвуковой промывки), продолжительностью 30 секунд при температуре 70°С;
2) Катодное электролитическое обезжиривание в 10% растворе моющего средства для электролитического обезжиривания металлов (например, моющее средство, известное в продаже как Fer 540 от Dantecaneva Sri код PLT90001, смесь очищающих средств и щелочных солей для электролитического обезжиривания металлов), в течение 30 секунд, при температуре 25°С и плотности тока, равной 5 А/дм2.
После обезжиривания и перед электролитическим осаждением присутствует стадия электролитической активации образцов в кислотном растворе 10% кислых солей (например, смесь, известная в продаже под наименованием Solvadec, от Dantecaneva Sri код CHI76001, смесь кислых солей для активации металлических поверхностей); если последующее электролитическое осаждение происходит с помощью никелевой ванны Вуда, активацию выполняют путем погружения образцов в кислотный раствор в течение 30 секунд при 25°С, без пропускания тока, так как последующая катодная обработка в никелевой ванне Вуда одновременно выполняет функции активации и нанесения покрытия.
Если, с другой стороны, электролитическое осаждение происходит с помощью одного из составов в соответствии с изобретением или ванны кислотного золочения, активации достигают с помощью катодной электролитической обработки в том же кислотном растворе и при той же температуре 25°С, в течение 60 секунд и с плотностью тока 3 А/дм2.
B. ЭЛЕКТРОЛИТИЧЕСКОЕ ОСАЖДЕНИЕ УКРЕПЛЯЮЩЕГО СЛОЯ
Нанесение металлического покрытия проводили с помощью катодной электролитической обработки (пластин, подключенных к отрицательному полюсу блока подачи постоянного тока, с постоянной силой).
B1. Кислотное золочение проводили с использованием ванны, содержащей 2 г/л золота AuK(CN)4, 2 г/л CoSO4, 100 г/л лимонной кислоты и 25 г/л ортофосфорной кислоты. Использовали титановые аноды с платиновым покрытием, при следующих параметрах процесса:
1) Температура: 35°С
2) Время осаждения: 1,5 минуты
3) Плотность тока: 1,5 А/дм2
B2. Обработка в никелевой ванне Вуда включает использование никелевых анодов, при следующих параметрах процесса:
1) Температура: 25°С
2) Время осаждения: 1,5 минуты
3) Плотность тока: 2,3 А/дм2
B3. Обработка в соответствии с изобретением включает использование графитовых анодов, при следующих параметрах процесса:
1) Температура: 25°С
2) Время осаждения: 1,5 минуты
3) Плотность тока: 1,5 А/дм2
С. ЭЛЕКТРОЛИТИЧЕСКОЕ ОСАЖДЕНИЕ БЛЕСТЯЩЕГО СЛОЯ НИКЕЛЯ
Нанесение никелевого покрытия осуществляли с помощью катодной электролитической обработки в никелевой ванне Вуда; использовали никелевые аноды и следующие параметры процесса:
1) Температура: 60°С
2) Время осаждения: переменное
3) Плотность тока: 2,0 А/дм2
РЕЗУЛЬТАТЫ ИСПЫТАНИЙ НА ОТСЛОЕНИЕ
Для того, чтобы косвенно оценить сцепление никелевого покрытия, пластины с покрытием были деформированы путем размещения плоской поверхности пластин на шпинделе диаметром 8 мм, пока два конца не становятся параллельными; результаты, приведенные ниже, показали, для одной и той же толщины, преимущество покрытия, нанесенного с помощью состава Примера 4, по отношению как к никелевой ванне Вуда, так и к кислотному золочению, а также по отношению к составу Примеров 1-2 (результат можно видеть из сравнения строк, выделенных в следующей таблице).

Изобретение описано только с помощью примера, не ограничивающего объем охраны, в соответствии с его предпочтительными воплощениями, но следует понимать, что изобретение может быть модифицировано и/или адаптировано экспертами в данной области техники, не выходя при этом за рамки изобретательского замысла, который определен в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНДИЦИОНИРОВАНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ ЭЛЕМЕНТА ИЗЛОЖНИЦЫ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ, ИЗГОТОВЛЕННОГО ИЗ МЕДИ ИЛИ МЕДНОГО СПЛАВА | 1997 |
|
RU2177857C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ПЕРЕД ГАЛЬВАНИЧЕСКИМ НИКЕЛИРОВАНИЕМ | 2000 |
|
RU2201478C2 |
| Безфлюсовый способ получения луженой медной проволоки с покрытием сплавом на основе олова и индия | 2021 |
|
RU2769855C1 |
| Катод для электрохимических процессов | 1985 |
|
SU1530102A3 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ПЕРЕД ГАЛЬВАНИЧЕСКИМ МЕДНЕНИЕМ | 2013 |
|
RU2549037C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО КОМПОНЕНТА С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ, ОБЕСПЕЧИВАЮЩИМ ЗАЩИТУ ОТ КОРРОЗИИ, И СТАЛЬНОЙ КОМПОНЕНТ | 2010 |
|
RU2496887C1 |
| ЛИСТ НЕРЖАВЕЮЩЕЙ СТАЛИ С ПОКРЫТИЕМ ИЗ Sn | 2014 |
|
RU2642248C1 |
| СПОСОБ НАНЕСЕНИЯ ПРОТИВОИЗНОСНОГО ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ ТИТАНА И ЕГО СПЛАВОВ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ТИТАНА И ЕГО СПЛАВОВ | 1991 |
|
RU2068032C1 |
| ЭЛЕКТРОХИМИЧЕСКИЙ СПОСОБ ОБРАЗОВАНИЯ НЕОРГАНИЧЕСКОГО ПОКРОВНОГО СЛОЯ НА ПОВЕРХНОСТИ МЕДНОГО ИЗДЕЛИЯ | 1999 |
|
RU2232212C2 |
| МАТЕРИАЛ СОЕДИНИТЕЛЬНОГО КОМПОНЕНТА | 2017 |
|
RU2718951C1 |


Изобретение относится к области гальванотехники и может быть использовано при изготовлении предметов личного пользования, находящихся в тесном контакте с человеком, часто в длительном контакте с кожей. Способ электролитического осаждения медного слоя, сцепленного с поверхностью предметов из нержавеющей стали без признаков расслоения, включает стадию катодной обработки в электролитической ванне, содержащей метансульфоновую кислоту с концентрацией от 100 до 400 г/л и медь в водном растворе, при этом электролитическая ванна содержит один или более хелатирующих агентов для образования комплексов меди, присутствующей в растворе, и/или одно или более травильных веществ для удаления поверхностных оксидов. Изобретение также относится к предмету для использования в контакте с кожей человека, включающему нержавеющую сталь, снабженную медным покрытием, полученным посредством способа, описанного выше. Технический результат: полученное покрытие является нетоксичным, не наносит вреда для пользователей, прочно сцеплено с поверхностью предмета из нержавеющей стали без признаков расслоения. 2 н. и 6 з.п. ф-лы, 5 ил., 3 табл., 4 пр.
1. Способ электролитического осаждения медного слоя, сцепленного с поверхностью предметов из нержавеющей стали без признаков расслоения, включающий стадию катодной обработки в электролитической ванне, содержащей метансульфоновую кислоту с концентрацией от 100 до 400 г/л и медь в водном растворе, отличающийся тем, что электролитическая ванна содержит один или более хелатирующих агентов для образования комплексов меди, присутствующей в растворе, и/или одно или более травильных веществ для удаления поверхностных оксидов.
2. Способ по п. 1, отличающийся тем, что указанная медь присутствует в концентрации от 0,1 до 10 г/л, предпочтительно от 0,25 до 2,5 г/л.
3. Способ по п. 1 или 2, отличающийся тем, что он включает одну или более добавок, действующих как добавки, уменьшающие размер зерна, с концентрацией от 0,1 до 2,0 г/л, предпочтительно от 0,4 до 1,0 г/л.
4. Способ по любому из пп. 1-3, отличающийся тем, что в нем используют пульсирующий ток, в котором по меньшей мере один импульс является положительным.
5. Способ по п. 4, отличающийся тем, что указанный пульсирующий ток подают по меньшей мере в одном цикле из одного первого импульса и одного второго импульса, причем оба указанных первый импульс и второй импульс являются положительными.
6. Способ по п. 5, отличающийся тем, что указанный первый импульс и указанный второй импульс имеют разные значения силы тока.
7. Способ по любому из пп. 5 или 6, отличающийся тем, что указанный по меньшей мере один цикл включает третий импульс с нулевой силой тока.
8. Предмет из нержавеющей стали для использования в контакте с кожей человека, который включает медный слой, сцепленный с поверхностью предмета без признаков расслоения, полученный посредством способа согласно любому из пп. 1-7.
| JP 2017150050 A, 31.08.2017 | |||
| ЭЛЕКТРОЛИЗНАЯ ЯЧЕЙКА ДЛЯ ВОСПОЛНЕНИЯ КОНЦЕНТРАЦИИ ИОНОВ МЕТАЛЛОВ В СПОСОБАХ ЭЛЕКТРООСАЖДЕНИЯ | 2002 |
|
RU2302481C2 |
| СПОСОБ ГАЛЬВАНОСТЕГИИ ЦИНКОВЫМ СПЛАВОМ | 2015 |
|
RU2613826C1 |
| CN 106011925 B, 13.04.2018. | |||
