Область техники, к которой относится изобретение
Настоящее изобретение относится к способу электромагнитного перемешивания жидкого металла в электродуговой печи, пригодному для использования в процессах плавления металлического материала по существу с непрерывной загрузкой.
Уровень техники
Известны установки для плавления металлического материала с непрерывной загрузкой, которые содержат электродуговую печь, снабженную по меньшей мере одним корпусом, или кожухом, внутри которого плавят металлическую шихту.
Электродуговая печь также содержит покрывающий свод, имеющий отверстия для прохода электродов, которые входят в кожух, чтобы обеспечивать возникновение электрической дуги, обеспечивающей плавление металлической шихты. Свод также имеет отверстия для удаления отходящих газов, тогда как в дне или в боковой части кожуха обычно есть средства для выпуска жидкого металла.
Электродуговая печь связана со средствами подачи металлического материала, которые могут быть системами непрерывной загрузки.
В решениях с непрерывной загрузкой для выполнения первой пусковой загрузки с выключенной печью обычно используют систему загрузки с корзиной, чтобы создать на дне печи массу металлического материала, подлежащего плавлению в начале цикла. Обычно, когда эта масса будет полностью расплавлена, запускают процесс непрерывной загрузки скрапа (металлолома) в печь.
В наиболее распространенных решениях электродуговая печь имеет децентрированное сливное отверстие в дне кожуха, называемое «Эксцентриковый нижний слив» (ЕВТ, от англ. Eccentric Bottom Tapping), или, альтернативно, сливной желоб для выпуска расплавленного металла из кожуха на этапе слива.
Этап слива следует за этапом рафинирования, во время которого в расплавленный металл вводят определенные элементы для улучшения его качества или для придания ему требуемых свойств, в зависимости от состава получаемой стали.
Одним из наиболее распространенных недостатков в этом типе процессов плавления является выравнивание температуры расплавленного металла внутри кожуха.
Отсутствие равномерности температуры массы расплавленного металла может привести к таким проблемам, как нежелательные концентрации некоторых элементов, неправильные измерения параметров процесса, локализованные температурные пики, преждевременный износ компонентов или другие проблемы, известные в данной области.
Для решения этих проблем известно использование электромагнитных мешалок, обычно расположенных под дном печи или, как максимум, связанных с ее боковыми стенками.
Например, в документе WO 2018/145754 раскрывается электродуговая печь, которая имеет электромагнитную мешалку, расположенную по существу в центральном положении под дном кожуха и имеющую ось электромагнитного перемешивания, которая пересекает центральную вертикальную плоскость, проходящую через центр кожуха и сливное отверстие, или сливной желоб.
Также известен документ ЕР 2616560 В1, в котором раскрывается электродуговая печь, снабженная двумя электромагнитными мешалками, расположенными напротив друг друга относительно центральной оси печи.
Также известен документ US 3,409,726, который обобщенно указывает, что направление движения расплавленного металла может быть легко инвертировано путем инвертирования полярности постоянного тока, проходящего через расплавленный металл, или тока возбуждения электромагнита. В US'726 раскрывается использование магнитного полюса на одной оси с центром дна кожуха или, в дополнение к этому центральному магнитному полюсу, трех магнитных полюсов, расположенных радиально и равноудаленных по окружности электрической печи.
В документе JP 62-73591 раскрывается магнитное перемешивающее устройство для электродуговых печей. Это устройство содержит электромагнитную мешалку, которая может перемещаться под печью, принимая переменные положения по отношению к различным этапам цикла плавления.
Решения, в которых используются мешалки для перемешивания расплавленного металла внутри печи, обычно не обеспечивают корреляции между действием самих мешалок и этапами цикла плавления.
Это может повлечь за собой чрезмерный износ внутренних стенок кожуха, где жидкий металл имеет более высокую скорость, и образование мертвых зон, где жидкий металл имеет тенденцию к застою, не объединяясь оптимально с окружающим жидким металлом.
Таким образом, необходимо усовершенствовать способ электромагнитного перемешивания жидкого металла в электродуговой печи, который может преодолеть недостатки уровня техники.
В частности, одной из целей настоящего изобретения является совершенствование способа электромагнитного перемешивания жидкого металла в электродуговой печи, который предотвращает проблемы дифференцированного износа на стенках и дне печи, делает температуру равномерной по всей массе жидкого металла и повышает эффективность этапов плавления и рафинирования внутри печи.
Заявитель разработал, испытал и внедрил настоящее изобретение для преодоления недостатков уровня техники и достижения этих и других целей и преимуществ.
Раскрытие сущности изобретения
Настоящее изобретение изложено и охарактеризовано в независимом пункте формулы изобретения. Зависимые пункты формулы изобретения раскрывают другие признаки настоящего изобретения или варианты основной изобретательской идеи.
В соответствии с вышеуказанной целью, настоящее изобретение относится к способу электромагнитного перемешивания жидкого металла в сочетании с циклом плавления в электродуговой печи, который обеспечивает по меньшей мере один этап загрузки, на котором металлическая шихта вводится в печь, этап плавления и этап рафинирования жидкого металла в электродуговой печи.
В соответствии с одним аспектом настоящего изобретения, такое электромагнитное перемешивание применяют в электродуговой печи с непрерывной загрузкой, в которой посредством по меньшей мере двух электромагнитных мешалок, расположенных под подом или дном печи, создается по меньшей мере одно первое электромагнитное поле вдоль первой оси электромагнитного перемешивания и по меньшей мере одно второе электромагнитное поле вдоль второй оси электромагнитного перемешивания.
Согласно одному аспекту изобретения, по меньшей мере на первом этапе цикла печи первое электромагнитное поле и второе электромагнитное поле создают действующие на жидкий металл перемешивающие силы, имеющие несогласованную ориентацию относительно друг друга, а по меньшей мере на втором этапе цикла печи электромагнитные поля создают действующие на жидкий металл силы, имеющие согласованную ориентацию относительно друг друга.
Термин «несогласованный», здесь и далее в описании, указывает, что ось перемешивающих сил, создаваемых первой электромагнитной мешалкой, имеет противоположную ориентацию относительно оси перемешивающих сил, создаваемых второй электромагнитной мешалкой; термин «согласованный», напротив, указывает, что оси перемешивающих сил, создаваемых обеими электромагнитными мешалками, имеют одинаковую ориентацию, то есть они имеют одинаковое направление.
Таким образом, когда ориентации осей сил несогласованы, или противоположны, происходит перемешивание стали, преобладающее по всей периферии кожуха, по существу с круговым и тангенциальным движением стали относительно жаростойкой стенки кожуха.
Когда, напротив, оси электромагнитных сил имеют согласованную ориентацию, обе мешалки способствуют движению стали к одной и той же периферийной зоне печи, а сталь отскакивает по периметру и возвращается к центру.
Дифференциация перемешивающего действия в отношении этапов процесса плавления позволяет, помимо получения жидкого металла, обладающего очень равномерными теплофизическими характеристиками и характеристиками химического состава, также оптимизировать общее энергопотребление электродуговой печи и сократить общее время цикла.
Краткое описание чертежей
Эти и другие аспекты, признаки и преимущества настоящего изобретения станут очевидными из следующего раскрытия некоторых вариантов осуществления, приведенных в качестве неограничительного примера со ссылкой на прилагаемые чертежи, на которых:
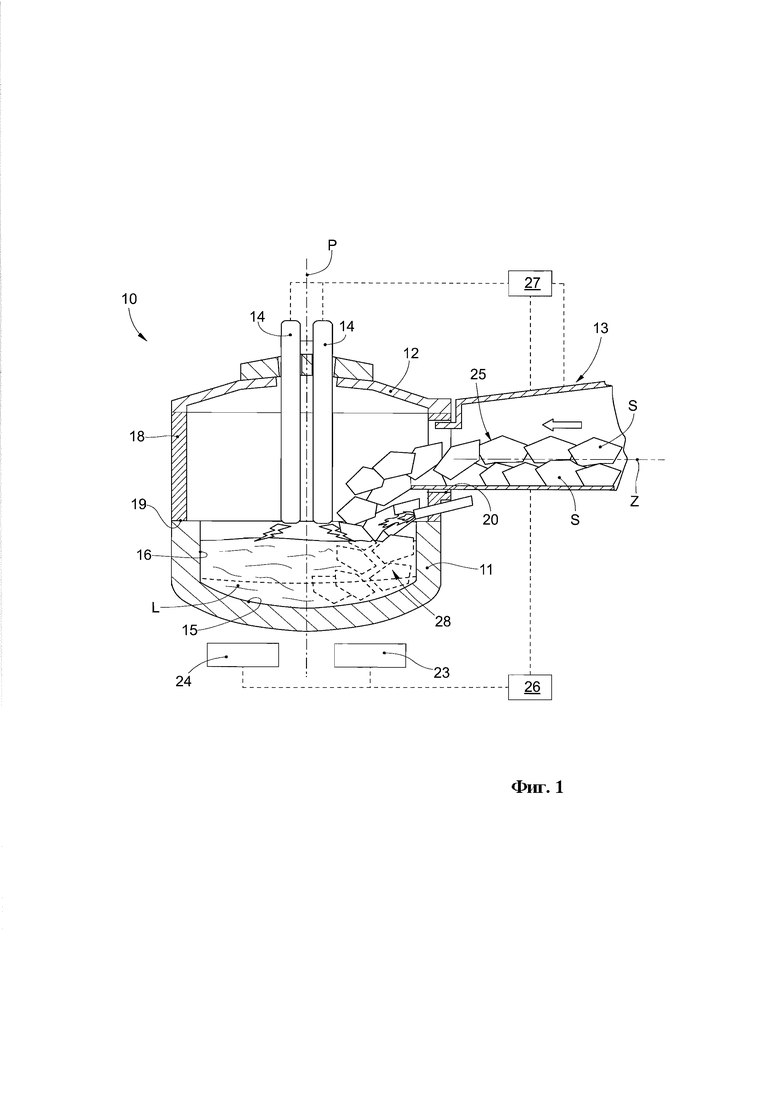
- на фиг. 1 схематически представлена в разрезе электродуговая печь, в которой применим способ электромагнитного перемешивания согласно настоящему изобретению;
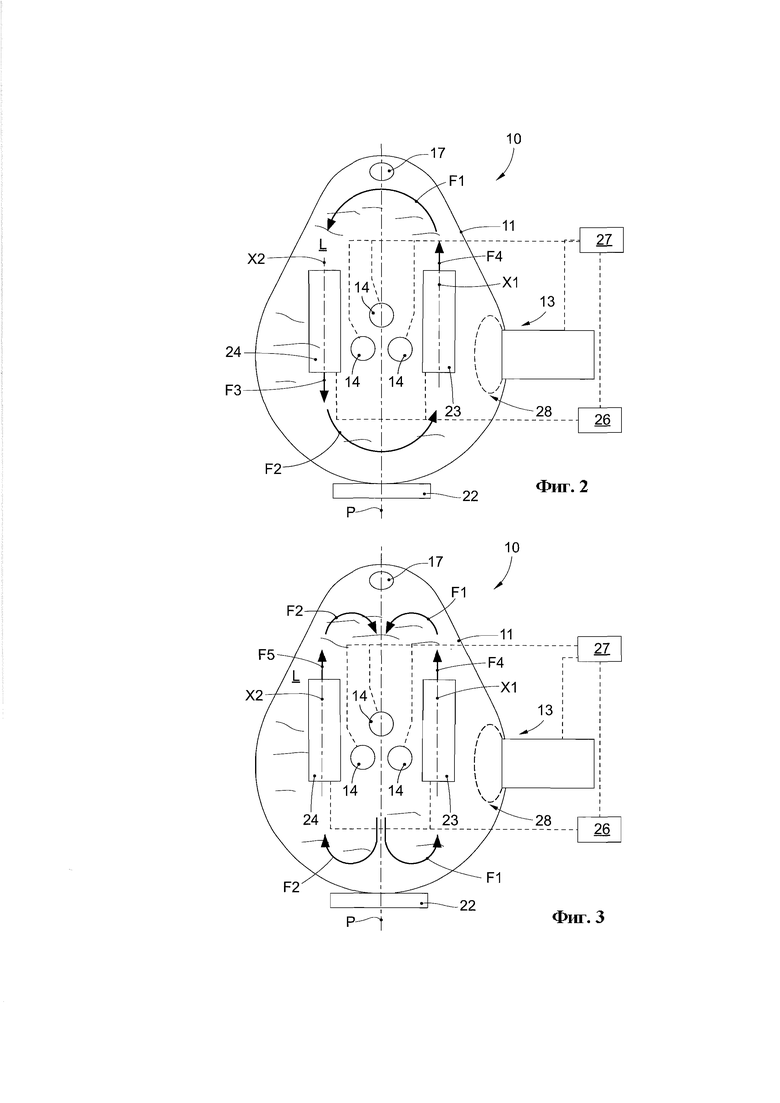
- на фиг. 2 и фиг. 3, соответственно, схематически представлен способ перемешивания согласно настоящему изобретению.
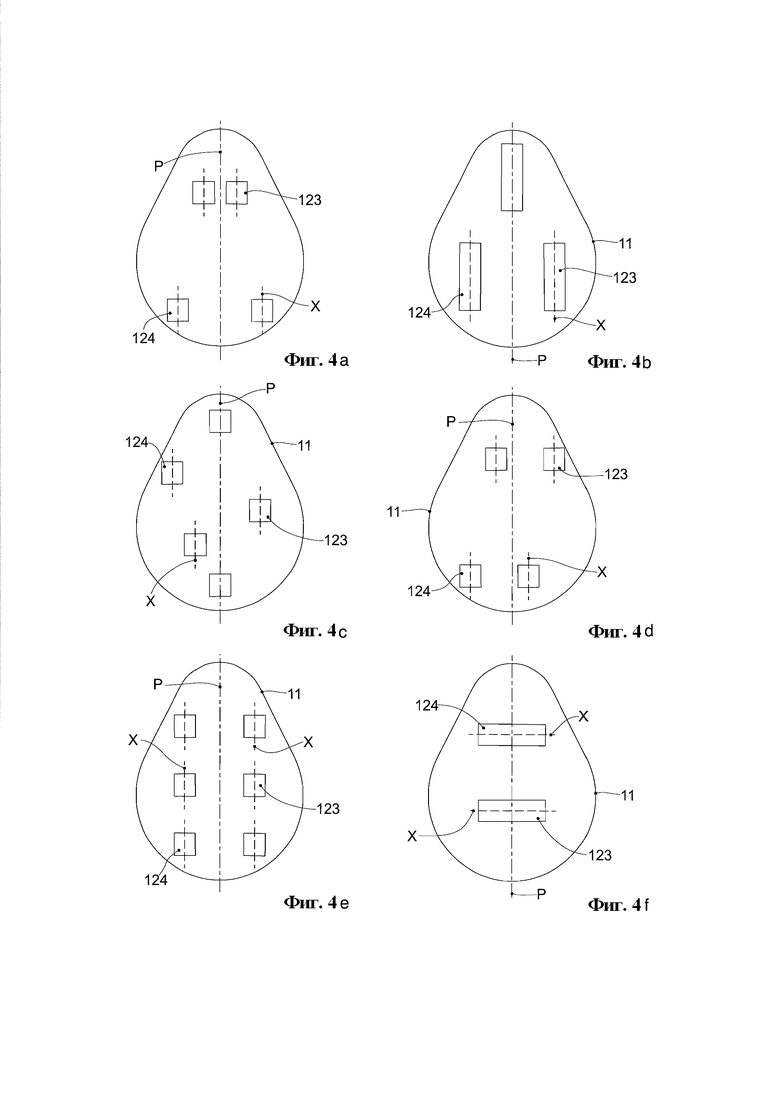
- на фиг. 4а-4f схематически представлены возможные альтернативные расположения электромагнитных мешалок в электродуговой печи, в которой применим способ электромагнитного перемешивания согласно настоящему изобретению.
Для облегчения понимания, где это возможно, использовались одни и те же ссылочные номера для обозначения идентичных общих элементов на чертежах. Понятно, что элементы и признаки одного варианта осуществления могут быть без затруднений включены в другие варианты осуществления без дальнейших пояснений.
Осуществление изобретения
Теперь мы подробно рассмотрим возможные варианты осуществления изобретения, один или более примеров которых представлены на прилагаемых чертежах. Каждый пример приводится в качестве иллюстрации изобретения и не должен пониматься как его ограничение. Например, признаки, показанные или раскрытые в той мере, в какой они являются признаками одного варианта осуществления, могут быть изменены или приняты в других вариантах осуществления, или в сочетании с ними, для получения других вариантов осуществления. Подразумевается, что настоящее изобретение должно включать все такие модификации и варианты.
До раскрытия этих вариантов осуществления, мы должны также уточнить, что настоящее описание не ограничивается в своем применении деталями конструкции и расположения компонентов, как раскрыто в нижеследующем описании с использованием прилагаемых чертежей. Настоящее описание может предусматривать другие варианты осуществления и может быть получено или выполнено различными другими способами. Мы должны также уточнить, что фразеология и терминология, используемые здесь, предназначены только для целей описания и не могут рассматриваться как ограничительные.
Варианты осуществления, раскрываемые на прилагаемых чертежах, относятся к электродуговой печи, обозначенной в целом ссылочным номером 10, внутри которой жидкий металл L перемешивают в соответствии со способом электромагнитного перемешивания согласно настоящему изобретению.
Электродуговая печь 10 может быть приводимой в действие переменным током АС, отличающейся наличием трех или более электродов 14, между которыми зажигается электрическая дуга для запуска и/или продолжения процесса плавления, или постоянным током DC, отличающейся наличием одного или двух электродов 14, расположенных по центру, которые выполняют функцию катода, взаимодействующего с анодами, расположенными на дне электродуговой печи 10, для создания электрической дуги.
Хотя на приведенных здесь чертежах мы рассматриваем электродуговую печь 10 переменного тока АС, очевидно, что концепции, раскрываемые ниже, также применимы к электродуговой печи 10 постоянного тока DC.
В соответствии с вариантом осуществления, показанным на фиг. 1, электродуговая печь 10 содержит, среди своих главных частей, корпус, или кожух 11, и покрывающий элемент, или свод 12, расположенный сверху и покрывающий кожух 11.
С электродуговой печью 10 связаны средства 13 для непрерывной подачи металлической шихты 25, которая может включать в себя, например, скрап S.
Средства 13 подачи способны перемещать металлическую шихту 25 в соответствии с заданной осью Z подачи.
В соответствии с некоторыми вариантами осуществления, средства 13 подачи могут быть расположены сбоку, см. фиг. 1-3, для введения металлической шихты 25 через боковую сторону электродуговой печи 10, или сверху, для введения металлической шихты 25 через отверстие, выполненное в своде 12.
Металлическая шихта 25 располагается известным образом на средствах 13 подачи и может иметь заданные размеры, которые могут быть даже сильно изменяющимися.
В своде 12 выполнено отверстие (выполнены отверстия) для размещения и/или позиционирования электродов 14, способных создавать электрическую дугу для плавления металлической шихты, присутствующей в кожухе 11.
Свод 12 и электроды 14 связаны с подъемными и поворотными устройствами, которые способны поднимать свод 12 и электроды 14 даже независимо друг от друга.
Кожух 11 снабжен дном, или подом 15, и боковой стенкой 16, выполненной по меньшей мере частично из жаростойкого материала, чтобы выдерживать высокие температуры, достигаемые на этапе плавления, и высокореакционноспособную среду.
Дно 15 может быть снабжено децентрированным сливным отверстием 17, также называемым «эксцентрическим нижним сливом» (ЕВТ), или, альтернативно или дополнительно, сливным желобом для извлечения расплавленного металла из кожуха 11 на этапе слива.
Кожух 11 установлен на опорах, которые не видны на чертежах, при этом обычно предусмотрены исполнительные средства для поворота самого кожуха 11 вокруг заданной оси поворота.
Печь 10 также содержит футеровку 18, имеющую нижний край 19, расположенный с опиранием на верхний край кожуха 11.
Футеровка 18, обычно состоящая из охлаждаемых панелей, располагается по существу в продолжение стенок кожуха 11, и над ней расположен свод 12, обеспечивающий закрытие последнего.
Футеровка 18 снабжена первым отверстием 20, через которое позиционируют средства 13 подачи для подачи металлической шихты 25, и вторым отверстием, через которое можно выполнять операции по выпуску шлака.
Внутри кожуха 11, под первым отверстием 20, находится зона 28 загрузки, где накапливается вновь введенная металлическая шихта 25.
Зона 28 загрузки расположена в периферийном положении относительно центральной зоны электродуговой печи 10, где присутствуют электроды 14.
Второе отверстие можно выборочно делать доступным/недоступным с помощью дверцы 22 для выпуска шлака, которая, как правило, расположена в противоположном положении относительно сливного отверстия 17, см. фиг. 2-3.
В соответствии с некоторыми вариантами осуществления, показанными на фиг. 2 и 3, электродуговая печь 10 под кожухом 11 оснащена двумя электромагнитными мешалками 23, 24, выполненными с возможностью создания перемешивающих сил F1, F2 в жидком металле L, присутствующем внутри кожуха 11 во время процесса плавления.
Как показано на чертежах, электромагнитные мешалки 23, 24 могут быть расположены противоположным и зеркальным образом, с целью создания пары электромагнитных мешалок относительно центральной плоскости Р.
Электродуговая печь 10 содержит устройство 26 электропитания, выполненное с возможностью питания электромагнитных мешалок 23, 24, и блок 27 управления, функционально соединенный с устройством 26 электропитания с целью управления приводом электромагнитных мешалок 23, 24.
В соответствии с некоторыми вариантами осуществления каждая электромагнитная мешалка 23, 24 содержит корпус, изготовленный из магнитного материала, вокруг которого намотаны катушки электропроводящего материала. Катушки выполнены с возможностью их питания электрическим током от устройства 26 электропитания, с созданием магнитного поля в направлении оси электромагнитного перемешивания электромагнитной мешалки 23, 24.
В соответствии с некоторыми вариантами осуществления, с блоком 27 управления также могут быть функционально связаны средства 13 электропитания и электроды 14.
Первая электромагнитная мешалка 23 получает электропитание так, чтобы создавалось первое электромагнитное поле вдоль первой оси Х1 электромагнитного перемешивания.
Вторая электромагнитная мешалка 24 получает электропитание так, чтобы создавалось второе электромагнитное поле сил вдоль второй оси Х2 электромагнитного перемешивания.
Согласно следующим вариантам осуществления, показанным на фиг. 4, число электромагнитных мешалок 123, 124 может быть больше двух, чтобы создавать вдоль оси X электромагнитного перемешивания соответствующее число электромагнитных полей.
Согласно некоторым вариантам осуществления, электромагнитные мешалки 123, 124 могут быть расположены с образованием пар электромагнитных мешалок, например, двух пар (фиг. 4а, 4d) или более, например, трех пар (фиг. 4е).
Альтернативные варианты осуществления могут предусматривать, что пары противоположных электромагнитных мешалок 123 расположены со смещением (фиг. 4d) или выровнены (фиг. 4е) относительно центральной плоскости Р.
Согласно другим вариантам осуществления, электромагнитные мешалки 123, 124 одной пары могут быть расположены так, чтобы иметь различные расстояния относительно центральной плоскости P (фиг. 4d).
В других вариантах осуществления различные пары электромагнитных мешалок 123, 124 могут иметь различные расстояния от центральной плоскости P (фиг. 4а).
Следующие варианты осуществления могут предусматривать нечетное число электромагнитных мешалок 123, 124, например - 3 или 5 (фиг. 4b, 4с).
В вариантах осуществления, предусматривающих нечетное число электромагнитных мешалок 123, 124, можно расположить по меньшей мере две мешалками в виде пары, противостоящей относительно центральной плоскости P (фиг. 4b).
Согласно некоторым вариантам осуществления, можно расположить одну или более электромагнитных мешалок 123, 124 по существу в соответствии с центральной плоскостью P (фиг. 4b, 4с).
Некоторые варианты осуществления могут предусматривать, что центральная плоскость P делит число электромагнитных мешалок 123, 124 асимметрично (фиг. 4с).
В других вариантах осуществления электромагнитные мешалки 123, 124 могут быть расположены так, чтобы их ось X перемешивания проходила под углом относительно центральной плоскости Р, например, ортогонально (фиг. 4f).
Согласно следующим вариантам осуществления, которые здесь не показаны, электродуговая печь 10 может быть снабжена электромагнитными мешалками 123, 124 с осями X перемешивания, ориентированными по-разному относительно друг друга.
В соответствии с некоторыми вариантами осуществления, электромагнитные мешалки 123, 124 могут иметь подходящие размеры относительно размера кожуха 11 и/или требуемого расположения.
Некоторые варианты осуществления, не показанные здесь, могут предусматривать электродуговую печь 10, снабженную электромагнитными мешалками 123, 124 различных размеров относительно друг друга.
В соответствии с некоторыми вариантами осуществления первая ось Х1 электромагнитного перемешивания и вторая ось Х2 электромагнитного перемешивания параллельны друг другу и относительно центральной плоскости Р.
Центральная плоскость P является вертикальной и проходит через центр дна 15 кожуха 11 и через сливное отверстие 17 или, альтернативно, через сливной желоб.
Центральная плоскость P может быть плоскостью симметрии по меньшей мере для кожуха 11.
В соответствии с некоторыми вариантами осуществления, кожух 11 имеет верхнее сечение в плане, которое может иметь криволинейную форму, например, образованную соединением одной или более кривых, соответствующим образом выбранных из группы, содержащей окружность, параболу, эллипс, линию.
В соответствии с некоторыми вариантами осуществления, кожух 11 имеет вытянутую криволинейную форму в направлении сливного отверстия 17, которое, как следствие, расположено на большом удалении от центра кожуха 11.
В качестве примера на фиг. 2-3 раскрывается способ электромагнитного перемешивания жидкого металла L в электродуговой печи 10.
Внутри электродуговой печи 10 проходит процесс плавления, который содержит по меньшей мере один этап загрузки, на котором вводится и плавится металлическая шихта 25, которую добавляют к жидкому металлу L, уже предварительно расплавленному, за которым следует этап рафинирования жидкого металла L в электродуговой печи 10.
В способе электромагнитного перемешивания жидкого металла в электродуговой печи 10 с непрерывной загрузкой согласно изобретению создается первое электромагнитное поле вдоль первой оси Х1 электромагнитного перемешивания и второе электромагнитное поле вдоль второй оси Х2 электромагнитного перемешивания.
Согласно одному аспекту изобретения, на первом этапе указанное первое электромагнитное поле и указанное второе электромагнитное поле создают действующие на жидкий металл L перемешивающие силы F1, F2, имеющие несогласованную ориентацию относительно друг друга, а на втором этапе указанные электромагнитные поля создают действующие на жидкий металл L силы F1, F2, имеющие согласованную ориентацию относительно друг друга.
В одном из предпочтительных решений указанный первый этап - это этап загрузки, а указанный второй этап - это этап рафинирования.
В соответствии с некоторыми вариантами осуществления, показанными на фиг. 2-3, как во время по меньшей мере одного этапа загрузки, так и на этапе рафинирования, первая ось Х1 электромагнитного перемешивания и вторая ось Х2 электромагнитного перемешивания параллельны друг другу и относительно центральной вертикальной плоскости Р, проходящей через центр электродуговой печи 10 и через сливное отверстие 17 электродуговой печи 10.
В соответствии с некоторыми вариантами осуществления, во время по меньшей мере одного этапа загрузки, перемешивающие силы F1, F2 устанавливают поток жидкого металла L в периферийном направлении против часовой стрелки, см. фиг. 2.
Иначе говоря, на этапе загрузки, как указано выше, оси создания перемешивающих сил F1, F2, соответственно первой электромагнитной мешалки 23 и второй электромагнитной мешалки 24, направлены в противоположном, или несогласованном, направлении относительно друг друга. На фиг. 2 противоположные ориентации создания сил обозначены F3 для электромагнитной мешалки 23 и F4 для электромагнитной мешалки 24.
Таким образом, происходит перемешивание стали, преобладающее по всей периферии кожуха 11, с движением жидкого металла L по существу круговым и тангенциальным относительно жаростойкой стенки кожуха 11.
В других вариантах осуществления перемешивающие силы F1, F2 устанавливают поток жидкого металла L по часовой стрелке в периферическом направлении (не показано).
Положение магнитных мешалок 23, 24 и противоположное и несогласованное направление их перемешивающего действия, определяемое соответствующими осями Х1, Х2 электромагнитного перемешивания, позволяет оптимальным образом воздействовать на металлическую шихту 25, введенную и накопленную в соответствии с зоной 28 загрузки. Благодаря направлению перемешивающих сил введенная новая металлическая шихта 25 постепенно включается в предыдущую, тем самым способствуя равномерности температуры также в соответствии с зоной сливного отверстия 17, которое расположено на удалении от центра электродуговой печи 10.
Кроме того, такая конфигурация и режим приведения в действие электромагнитных мешалок 23, 24 обеспечивают получение более равномерного распределения скорости, предотвращающего завихрения и/или нестабильность в потоке жидкого металла L.
В этом случае поток жидкого металла L, поскольку он по существу круговой и тангенциальный относительно боковой стенки 16 кожуха 11, имеет уменьшенную радиальную составляющую импульса. Это помогает ограничить эрозионное воздействие на боковую стенку 16 и, следовательно, уменьшить необходимость в частом обслуживании и ремонтных вмешательствах.
В соответствии с некоторыми вариантами осуществления, на этапе рафинирования перемешивающие силы F1, F2 имеют согласованную ориентацию, то есть электромагнитные мешалки 23 и 24 приводятся в действие таким образом, что оси создаваемых электромагнитных сил (обозначенные на фиг. 3 стрелкой F5 для электромагнитной мешалки 23 и стрелкой F4 для электромагнитной мешалки 24) имеют одинаковое направление и ориентацию.
В этом случае обе мешалки 23, 24 способствуют движению жидкого металла L к одной и той же периферийной зоне печи 10, в частности - к децентрированному сливному отверстию 17, и жидкий металл L затем отскакивает по периметру и возвращается к центру, двигаясь в направлении дверцы 22 для выпуска шлака, см. фиг. 3.
Это позволяет также выровнять температуру в центральной зоне кожуха 11, которая на этапе загрузки, на котором поток жидкого металла L движется с большей скоростью в соответствии с боковой стенкой 16 кожуха 11, едва перемешивается.
В соответствии с некоторыми вариантами осуществления, во время по меньшей мере одного этапа загрузки и этапа рафинирования блок 27 управления отправляет управляющий сигнал устройству 26 электропитания, которое питает первую электромагнитную мешалку 23 первым электрическим током, а вторую электромагнитную мешалку 24 - вторым электрическим током так, чтобы создавать, соответственно, первое электромагнитное поле и второе электромагнитное поле, как указано выше, соответствующим образом направленное во взаимно несогласованной, или противоположной, ориентации, или в согласованной ориентацией, то есть с одинаковым направлением, в зависимости от одного или другого из указанных этапов.
В соответствии с некоторыми вариантами осуществления блок 27 управления может принимать сигнал загрузки от средств 13 подачи, пропорциональный количеству металлической шихты 25, введенной в электродуговую печь 10, и отправлять управляющий сигнал на устройство 26 электропитания таким образом, чтобы установить первый ток и второй ток на основании количества введенной металлической шихты 25.
Чем больше количество введенной металлической шихты 25, тем больше интенсивность электрических токов, потому что соответствующие перемешивающие силы F1, F2 должны перемешивать большее количество жидкого металла L.
Это позволяет автоматически регулировать перемешивающее действие электромагнитных мешалок 23, 24, всегда получая идеальное и равномерное перемешивание жидкого металла L.
В соответствии с некоторыми вариантами осуществления, во время по меньшей мере одного этапа загрузки и этапа рафинирования, первый электрический ток и второй электрический ток могут иметь одинаковую интенсивность.
В соответствии со следующими вариантами осуществления, во время по меньшей мере одного этапа загрузки и этапа рафинирования, первый электрический ток и второй электрический ток могут иметь разную интенсивность.
В частности, на этапе загрузки можно обеспечить, чтобы электрические токи имели бóльшую интенсивность, чем электрические токи на этапе рафинирования.
Фактически, наличие металлической шихты 25, которая частично расплавлена и/или находится в твердом состоянии, требует перемешивающих сил F1, F2, превышающих те, которые необходимы для перемешивания жидкого металла L в конце процесса плавления и на этапе рафинирования.
Изменение интенсивности электрических токов в отношении этапов загрузки и рафинирования, как указано выше, и/или в соответствии с количеством введенной металлической шихты 25, позволяет оптимизировать общее энергопотребление электродуговой печи 10.
Ясно, что в способ электромагнитного перемешивания жидкого металла в электродуговой печи, раскрытый выше, можно внести изменения и/или дополнения этапов, не выходя за пределы области и объема настоящего изобретения.
Также ясно, что, хотя настоящее изобретение было раскрыто с рассмотрением некоторых конкретных примеров, специалист в данной области техники, безусловно, должен быть способен получить много других эквивалентных форм способа электромагнитного перемешивания жидкого металла в электродуговой печи, имеющих признаки, изложенные в формуле изобретения, и, следовательно, все они входят в определяемую ей область охраны.
В нижеследующей формуле изобретения единственная цель ссылочных номеров в скобках состоит в том, чтобы облегчить чтение: они не должны рассматриваться в качестве ограничительных факторов в отношении области охраны, испрашиваемой в данной формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ ПЛАВЛЕНИЯ И РАФИНИРОВАНИЯ МЕТАЛЛА | 2014 |
|
RU2571971C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОПИТАНИЯ ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 2019 |
|
RU2762117C1 |
| ПЕЧНОЙ АГРЕГАТ ДЛЯ ПРОЦЕССА ПРОИЗВОДСТВА МЕТАЛЛОВ | 2017 |
|
RU2731947C1 |
| УСТАНОВКА И СПОСОБ (ВАРИАНТЫ) ПОЛУЧЕНИЯ РАСПЛАВОВ МЕТАЛЛА | 1998 |
|
RU2205878C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЛИ ПЕРИОДИЧЕСКОГО ПОЛУЧЕНИЯ МЕТАЛЛА ИЛИ НЕСКОЛЬКИХ МЕТАЛЛОВ ИЗ ШЛАКА, СОДЕРЖАЩЕГО УКАЗАННЫЙ МЕТАЛЛ ИЛИ СОЕДИНЕНИЕ УКАЗАННОГО МЕТАЛЛА | 2007 |
|
RU2371490C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗВЛЕЧЕНИЯ МЕТАЛЛА ИЗ СОДЕРЖАЩЕГО ЭТОТ МЕТАЛЛ ШЛАКА | 2006 |
|
RU2368673C2 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКИХ ПОРОШКОВ ПОСРЕДСТВОМ ГАЗОВОГО РАСПЫЛЕНИЯ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКИХ ПОРОШКОВ В СООТВЕТСТВИИ С ТАКИМ СПОСОБОМ | 2018 |
|
RU2751161C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 1993 |
|
RU2034040C1 |
| Способ получения сплава титан-железо и устройство для его осуществления | 2019 |
|
RU2734610C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПЕРЕРАБОТКИ СОДЕРЖАЩИХ ОКСИДЫ ЖЕЛЕЗА МАТЕРИАЛОВ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2344179C2 |
Изобретение относится к металлургии и может быть использовано для электромагнитного перемешивания жидкого металла в электродуговой печи с непрерывной загрузкой. На первом этапе цикла – загрузке – первое электромагнитное поле создает в жидком металле перемешивающие силы, имеющие несогласованную ориентацию относительно друг друга, а на втором этапе цикла – рафинировании – второе электромагнитное поле создает действующие на жидкий металл силы, имеющие согласованную ориентацию относительно друг друга. Во время этапов загрузки и рафинирования блок управления отправляет управляющий сигнал устройству электропитания, которое питает первую электромагнитную мешалку первым электрическим током и вторую электромагнитную мешалку вторым электрическим током, создавая указанное первое и второе электромагнитные поля, которые направлены надлежащим образом в соответствии с одним или другим из указанных этапов. Во время указанных этапов загрузки и рафинирования первый и второй электрические токи имеют одинаковую интенсивность. Изобретение предотвращает проблемы дифференцированного износа на стенках и дне печи и делает температуру равномерной по всей массе жидкого металла. 5 з.п. ф-лы, 4 ил.
1. Способ электромагнитного перемешивания жидкого металла в электродуговой печи (10) с непрерывной загрузкой, в котором посредством электромагнитных мешалок (23, 24; 123, 124) создают по меньшей мере одно первое электромагнитное поле вдоль первой оси (Х1) электромагнитного перемешивания и по меньшей мере второе электромагнитное поле вдоль второй оси (Х2) электромагнитного перемешивания, отличающийся тем, что на первом этапе цикла печи указанное первое электромагнитное поле и указанное второе электромагнитное поле создают в жидком металле (L) перемешивающие силы (F1, F2), имеющие несогласованную ориентацию относительно друг друга, а на втором этапе цикла печи указанные электромагнитные поля создают действующие на жидкий металл (L) силы (F1, F2), имеющие согласованную ориентацию относительно друг друга, причем указанный первый этап является этапом загрузки, а указанный второй этап - этапом рафинирования; тем, что во время указанного по меньшей мере одного этапа загрузки и указанного этапа рафинирования, блок управления (27) отправляет управляющий сигнал устройству (26) электропитания, которое питает по меньшей мере одну первую электромагнитную мешалку (23) первым электрическим током и по меньшей мере одну вторую электромагнитную мешалку (24) вторым электрическим током, чтобы соответственно создавать указанное первое электромагнитное поле и указанное второе электромагнитное поле, направленные надлежащим образом в соответствии с одним или другим из указанных этапов; и тем, что во время указанного по меньшей мере одного этапа загрузки и указанного этапа рафинирования, указанный первый электрический ток и указанный второй электрический ток имеют одинаковую интенсивность.
2. Способ по п. 1, отличающийся тем, что как во время указанного по меньшей мере одного этапа загрузки, так и во время указанного этапа рафинирования, указанная первая ось (Х1) электромагнитного перемешивания и указанная вторая ось (Х2) электромагнитного перемешивания параллельны друг другу и относительно вертикальной центральной плоскости (Р), проходящей через центр электродуговой печи (10) и через сливное отверстие (17) указанной электродуговой печи (10).
3. Способ по любому из предшествующих пунктов, отличающийся тем, что во время указанного по меньшей мере одного этапа загрузки указанные перемешивающие силы (F1, F2) устанавливают поток жидкого металла (L) в периферическом направлении против часовой стрелки.
4. Способ по любому из предшествующих пунктов, отличающийся тем, что во время указанного по меньшей мере одного этапа загрузки указанные перемешивающие силы (F1, F2) устанавливают поток жидкого металла (L) в периферическом направлении по часовой стрелке.
5. Способ по любому из предшествующих пунктов, отличающийся тем, что на указанном этапе рафинирования указанные перемешивающие силы (F1, F2) устанавливают поток жидкого металла (L) в направлении указанного сливного отверстия (17), а затем в противоположном ему направлении - к центральной зоне указанной электродуговой печи (10).
6. Способ по п. 1, отличающийся тем, что указанный блок управления (27) принимает от средств (13) подачи сигнал загрузки, пропорциональный количеству металлической шихты (25), введенной в указанную электродуговую печь (10), и отправляет управляющий сигнал указанному устройству (26) электропитания, чтобы указанный первый электрический ток и указанный второй электрический ток имели интенсивность, пропорциональную указанному количеству введенной металлической шихты (25).
| US 3409726 А1, 05.11.1968 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОДДЕРЖКИ МНОЖЕСТВЕННЫХ ЧАСТОТНЫХ ДИАПАЗОНОВ В СИСТЕМЕ МОБИЛЬНОЙ СВЯЗИ | 2012 |
|
RU2616560C2 |
| УСТАНОВКА ДЛЯ ИНДУЦИРОВАНИЯ ТЕЧЕНИЯ В РАСПЛАВЛЕННОМ МАТЕРИАЛЕ | 2012 |
|
RU2598061C2 |
| ПЕЧЬ-МИКСЕР | 2015 |
|
RU2610099C2 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЭЛЕКТРОПРОВОДНОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2224966C1 |
