Настоящее изобретение относится к способу производства металлических порошков посредством газового распыления и установке для производства металлических порошков в соответствии с таким способом.
В частности, настоящее изобретение относится к способу и установке для производства порошков железа, стали, никеля, молибдена, хрома, кобальта и их сплавов.
В области так называемой "порошковой металлургии" все чаще используются металлические порошки, полученные путем газового распыления.
Металлические порошки, полученные путем газового распыления, используются, в частности, при так называемом "аддитивном производстве" или трехмерной печати изделий, в том числе имеющих сложную форму.
Наиболее широко распространенным процессом аддитивного производства (или трехмерной печати) с использованием металлических порошков в качестве основного материала является процесс так называемого "расплавления материала в заранее сформированном слое", при котором последовательные слои металлических порошков, образующие получаемое изделие, расплавляют при помощи лазера или другого эквивалентного пучка энергетического излучения. Этот процесс реализуется с использованием различных технологий: селективного лазерного плавления (SLM), прямого лазерного спекания металла (DMLS) и других.
Химические и физические характеристики металлических порошков, используемых в качестве основного материала, имеют основополагающее значение при реализации этих процессов производства и управлении ими. Если рассматривать физические характеристики, то металлические порошки, в частности, должны иметь контролируемые и равномерные плотность, размер и форму частиц. В общем, частицы используемых металлических порошков должны иметь средние размеры в диапазоне между 5 мкм и 250 мкм и сферическую форму, причем последнее необходимо для обеспечения ровности слоя порошков. Известны различные способы производства металлических порошков, в том числе способы производства путем распыления, в которых поток расплавленного металла вводится в закрытую камеру, где на него воздействуют струи имеющей высокую скорость или высокую кинетическую энергию распыляющей текучей среды. Эти струи сообщают энергию потоку расплавленного металла, разбивая его на частицы, которые движутся с высокой скоростью, затвердевают и охлаждаются в виде порошка, который собирается на дне закрытой камеры. Форма частиц порошка зависит от различных факторов, например, температуры, вязкости и поверхностного натяжения расплавленного металла, а также полученного ими ускорения.
В качестве распыляющей текучей среды можно использовать воду или газ, в частности, инертный газ, такой как аргон или азот.
Однако распыление водой не позволяет получить металлические порошки, имеющие правильную сферическую форму или имеющие требуемое распределение размеров частиц; помимо этого, оно приводит к возникновению проблем, связанных с загрязнением полученных металлических порошков.
В отличие от этого, распыление газом позволяет получить металлические порошки со сферической формой частиц и заданным распределением размеров частиц и поэтому является тем способом производства, который используется наиболее широко.
В настоящее время наиболее широко распространенные установки для производства металлических порошков путем газового распыления содержат распылитель, образованный цилиндрическим, простирающимся вертикально корпусом, разделенным внутри на верхнюю закрытую камеру и нижнюю закрытую камеру, расположенные по вертикали одна над другой и отделенные друг от друга плитой.
Верхняя закрытая камера снабжена съемной верхней крышкой и заключает в себе:
– разливочное устройство, которое снабжено нагревательной системой индукционного типа и электронное управление которым осуществляют извне этой верхней закрытой камеры; и
– тигель плавильной печи, которая также снабжена нагревательной системой индукционного типа и электронное управление которой также осуществляют извне этой верхней закрытой камеры.
На дне разливочного устройства образован по меньшей мере один выпуск (или стакан), который расположен на и сообщается с соответствующим сквозным отверстием, полученным в разделяющей две камеры плите. Выпуск (или стакан) может быть связан со съемными средствами блокировки, выполненными с возможностью управления ими извне верхней закрытой камеры.
Опорой тиглю служит система наклона, при помощи которой его наклоняют для заливания образовавшегося в нем расплавленного металла в разливочное устройство.
Кроме того, верхняя закрытая камера соединена с системой создания вакуума (отсасывания), которая в каждом производственном цикле создает и поддерживает вакуум внутри верхней закрытой камеры с тем, чтобы ограничить растворение газа в расплавленном металле.
С разделяющей две камеры плитой связаны одно или более сопел для выпуска распыляющего газа, как правило – аргона или азота, или в любом случае эти сопла расположены внутри нижней закрытой камеры и соединены с системой подачи такого распыляющего газа.
Дно нижней закрытой камеры соединено с системой выгрузки образовавшихся порошков, собираемых в ней. Система выгрузки, например, может быть пневматической и сообщается с устройством классификации порошка, которое классифицирует порошки по размеру их частиц и которое по типу относится, например, к циклону или ситу, либо к другим известным системам.
Установки, относящиеся к этому типу, описаны, например, в патентах US4343750, US4272463, US3695795 и US3752611. При работе этих известных установок обеспечивается введение металлической шихты в твердом состоянии в тигель индукционной печи, заключенный в верхней закрытой камере распылителя.
После закрывания верхней закрытой камеры и создания в ней требуемых условий вакуума, помещенную в тигель металлическую шихту нагревают до температуры, превышающей температуру плавления.
Состав расплавленного металла, образующегося внутри тигля индукционной печи, можно контролировать путем анализа проб расплавленного металла, взятых системой пробоотбора, которой снабжена верхняя закрытая камера. Если состав взятых проб не соответствует заданным параметрам, можно – в определенных пределах – скорректировать его путем введения добавочных материалов в тигель индукционной печи при помощи подходящих фурм, проходящих в верхнюю закрытую камеру.
Этап плавления металла называется вакуумной индукционной плавкой, так как именно такой процесс происходит в индукционной печи, заключенной в верхней закрытой камере распылителя, в которой создают вакуум.
Образовавшийся в результате расплавленный металл затем выливают в разливочное устройство. Для этого управляют системой наклона для наклона тигля к разливочному устройству так, чтобы содержащийся в этом тигле расплавленный металл потек через желоб, созданный на его верхнем конце, для заливки в разливочное устройство.
Расплавленный металл, перенесенный в разливочное устройство, поддерживают при требуемой температуре системой индукционного нагрева, которой снабжено это устройство.
Выпуск разливочного устройства освобождают от средств блокировки (открывают), и расплавленный металл течет в нижнюю закрытую камеру, где на него воздействуют одна или более струй распыляющего газа, разбивающих его на частицы, которые затвердевают и охлаждаются, собираясь на дне нижней закрытой камеры, откуда их затем извлекают, например, пневматически, и транспортируют к циклону и/или ситу, либо другой системе классификации частиц по размеру.
Форма и размеры образовавшихся частиц зависят от различных факторов, в том числе расхода, скорости и температуры потока расплавленного металла, который вытекает из разливочного устройства в нижнюю закрытую камеру. Поэтому очень важно контролировать уровень расплавленного металла, заполняющего разливочное устройство, и соответственно контролировать наклон тигля, из которого расплавленный металл поступает в само разливочное устройство.
Как правило, частицы полученных металлических порошков имеют сферическую форму и средний диаметр, составляющий в диапазоне между 1 мкм и 300 мкм, хотя можно получить и другие распределения размеров частиц за счет изменения параметров процесса.
Эти известные установки и способы производства имеют определенные недостатки, которые ограничивают их производственные мощности и негативно влияют на себестоимость изготовления металлических порошков, качество и количество, требуемые при технологиях аддитивного производства.
Первый недостаток заключается в том, что в этих известных установках в качестве металлических шихтовых материалов используются твердые металлические слитки или прутки заданных размеров, состав которых близок к составу металлических порошков, которые должны быть получены. Это связано с тем, что такие металлические материалы плавятся непосредственно в индукционной печи внутри блока распыления, где возможны лишь ограниченные вмешательства для регулирования состава расплавленного металла и его рафинирования и где металлическая шихта должна иметь состав, плотность и размеры, подходящие для плавления в тех индукционных печах, которыми обычно оборудованы известные блоки распыления.
Например, в случае производства металлических порошков железа или стали используются слитки или прутки с содержанием углерода, не превышающим требующегося в готовом продукте и, в основном, с уменьшенным содержанием примесей. Это связано с тем, что в известных установках нет возможности провести необходимые операции внепечной обработки и обезуглероживания внутри тигля индукционной печи, заключенной в верхней закрытой камере блока распыления. Фактически, она не имеет подходящих размеров и оборудования для выполнения операций рафинирования (обезуглероживания, а в общем случае – внепечной обработки), требующих контролируемой подачи добавочных материалов, например, обезуглероживающих добавок, что может привести к появлению увеличенных объемов шлака, которыми трудно управлять.
Металлические материалы, составляющие шихту, используемую в известных установках распыления, также должны иметь подходящую форму (например, слитков или прутков) и уменьшенные размеры, например, чтобы их можно было транспортировать по каналам, по которым обычно обеспечивается подача в верхнюю закрытую камеру, содержащую тигель индукционной печи. Поэтому металлические материалы, используемые в известных установках распыления, необходимо предварительно подготовить таким образом, чтобы они имели требуемые состав, форму и размеры. Фактически, их приготавливают посредством известных технологий плавления, рафинирования, формования и кристаллизации с получением требуемых состава, формы и размера в отдельных производственных установках, обособленных от установки распыления, которая затем использует их как входящее "сырье".
Таким образом, с одной стороны, известные установки распыления способны работать только с ограниченным диапазоном металлических материалов, используемых как входящее "сырье". Например, если необходимо получить порошки черных металлов/стали или металлические порошки другой природы, в известных установках распыления невозможно использовать металлическую шихту, образованную из обычных металлического лома и металлической руды, либо из отходов из металлических порошков; понятно, что они имеют составы, размеры и плотности, делающие их непригодными для непосредственной переработки в известных установках распыления и, в частности, в индукционных печах, обычно используемых в известных блоках распыления.
С другой стороны, получение металлических материалов, состав, форма и размеры которых делают их пригодными для последующей переработки в качестве "сырья" в известных установках распыления, влечет за собой увеличение себестоимости изготовления металлических порошков, в дополнение к значительным затратам энергии и загрязняющим окружающую среду выбросам. Фактически, эти металлические материалы (слитки или металлические прутки, имеющие требуемый состав), в свою очередь, также изготавливаются с использованием технологий плавления, рафинирования, формования и затвердевания в отдельных установках, обособленных от установок распыления, в которые они затем транспортируются и в которых хранятся для последующего использования в качестве входящего "сырья" для распылителя, в котором они подвергаются дальнейшему циклу плавления и затвердевания для получения металлических порошков.
Другой недостаток известных установок распыления заключается в том, что они имеют низкую производительность. Фактически, металлические порошки с размером частиц, подходящим для их использования в качестве основного материала для технологий аддитивного производства (как правило, порядка 15 мкм – 50 мкм), обычно составляют 30%, реже 50%, от общего объема получаемых металлических порошков. Металлические порошки, которые не отвечают требованиям по размеру частиц для их использования в качестве основного материала в технологиях аддитивного производства, превращаются в отходы и/или продаются для использования в других целях. Фактически, нет возможности повторно использовать отходы металлических порошков в качестве шихтовых материалов для эксплуатации известных установок распыления; это связано с тем, что индукционные печи, работающие в таких известных установках распыления, по конструкции, размеру и принципу работы предназначены для плавления слитков и прутков и, в общем, металлических материалов, имеющих увеличенную плотность и заданные размеры, функционируя на более низких частотах, чем необходимы для плавления металлических порошков.
Еще один недостаток известных установок и способов распыления заключается в том, что этапы плавления, контроля состава расплавленного металла и его распыления выполняют внутри одного блока или компонента - распылителя, состоящего из единого цилиндрического корпуса, разделенного на верхнюю закрытую камеру, в которой происходит плавление и, в некоторой степени, контроль состава расплавленного металла, и нижнюю закрытую камеру, в которой происходит распыление. Кроме того, что это приводит к значительному вертикальному размеру известных установок распыления, это приводит к уменьшению их производительности. Фактически, различные этапы производства выполняются один после другого, поэтому, например, этап распыления может начаться только после окончания этапов плавления и контроля состава расплавленного металла, и начало нового этапа плавления может иметь место только после завершения предыдущего этапа распыления. В этой связи стоит отметить, что для выполнения одного этапа плавления в среднем требуется период времени, равный сумме периодов времени, необходимых для выполнения этапов контроля состава расплавленного металла и его распыления.
Более того, что касается этапа контроля состава расплавленного металла, образующегося в тигле индукционной печи, то для него требуются последовательные операции пробоотбора и регулировки с добавлением добавочных материалов, причем на выполнение этих последних операций требуются продолжительные периоды времени, что снижает общую производительность установки.
Следующий недостаток известных установок и способов распыления заключается в том, что они не являются достаточно гибкими или универсальными, в результате делая возможным получение ограниченного диапазона металлических порошков различающегося качества. С одной стороны, эти ограничения возникают из–за ограничений по выбору металлических материалов, которые можно использовать в качестве шихты для работы этих известных установок и проведения способов, а, с другой стороны, – из–за трудностей, присущих адаптации известных установок к изменению продукции. Фактически, если требуется получать металлические порошки другого типа/качества, необходимо подвергнуть всю установку операциям тщательной очистки и/или замене всех ее частей для того, чтобы не допустить возможного загрязнения получаемых металлических порошков. В частности, необходимо полностью заменить тигель индукционной печи. Также необходимо полностью заменить разливочное устройство и нижнюю закрытую камеру. Эти операции затратны в финансовом плане и занимают продолжительные периоды времени, в течение которых установки простаивают.
Еще один недостаток известных установок и способов распыления заключается в том, что они не позволяют эффективным и точным образом контролировать параметры, которые влияют на качество создаваемых металлических порошков. В частности, одним из главных параметров, от которых зависит качество полученных металлических порошков, является скорость течения расплавленного металла, выходящего из выпуска разливочного устройства, которая зависит от уровня заполнения самого разливочного устройства. В известных установках и способах уровнем заполнения разливочного устройства косвенно управляют, воздействуя на наклон тигля индукционной печи, который питает само разливочное устройство. Хотя предусмотрено электронное управление наклоном тигля извне, точность и воспроизводимость управления и времена реакции на соответствующие управляющие сигналы в любом случае ограничены и подвержены влиянию различных факторов, таких как, к примеру, геометрические факторы, такие как форма выпускного желоба тигля или системы наклона. Поэтому известные установки и способы распыления не позволяют обеспечить эффективное и устойчивое управление параметрами процесса, такими как, например, скорость вытекания расплавленного металла, от которых зависит качество металлических порошков.
И, наконец, в известных установках и способах распыления имеются повышенные риски взрыва, ставящие под угрозу безопасность операторов. Эти риски обусловлены, главным образом, тем фактом, что индукционные плавильные печи, вместе с соответствующими системами их охлаждения, в которых обычно циркулирует вода, установлены внутри закрытых камер в непосредственной близости от ванн жидкого металла, в результате чего любая утечка может также вызвать молниеносный взрыв.
Задача настоящего изобретения – устранить недостатки известного метода.
С учетом этой основной задачи, настоящее изобретение предлагает способ и установку для производства металлических порошков путем газового распыления, позволяющие получать металлические порошки требуемого качества, которые можно использовать, в частности, для технологий аддитивного производства (трехмерной печати), исходя из широкого диапазона металлических материалов, которые можно использовать в качестве "сырья", при умеренных себестоимостях изготовления и повышенных производительности и эффективности производства.
Другая задача настоящего изобретения состоит в том, чтобы предложить способ и установку для производства металлических порошков путем газового распыления, позволяющие контролировать различные отдельные производственные этапы и соответствующие параметры процесса простым и эффективным образом.
Еще одна задача настоящего изобретения состоит в том, чтобы предложить способ и установку для производства металлических порошков путем газового распыления, являющиеся особенно гибкими и универсальными, способными легко адаптироваться к изменениям продукции, исключая риски загрязнения производимых последовательно друг за другом металлических порошков.
Еще одна задача настоящего изобретения состоит в том, чтобы предложить способ и установку для производства металлических порошков путем газового распыления, позволяющие уменьшить затраты энергии и использование контуров водяного охлаждения, что улучшает защиту окружающей среды и рабочей среды.
Эти задачи в соответствии с настоящим изобретением решаются с помощью способа производства металлических порошков путем газового распыления, охарактеризованного в пункте 1 формулы изобретения.
Эти задачи в соответствии с настоящим изобретением решаются с помощью установки для производства металлических порошков путем газового распыления, охарактеризованной в пункте 9 формулы изобретения.
Дополнительные характеристики указаны в зависимых пунктах формулы изобретения.
Характеристики и преимущества способа и установки для производства металлических порошков посредством газового распыления согласно настоящему изобретению станут более понятными после ознакомления с приведенным далее описанием, которое следует воспринимать как иллюстративное и не накладывающее ограничений, с обращением к приложенному схематичному чертежу, на котором:
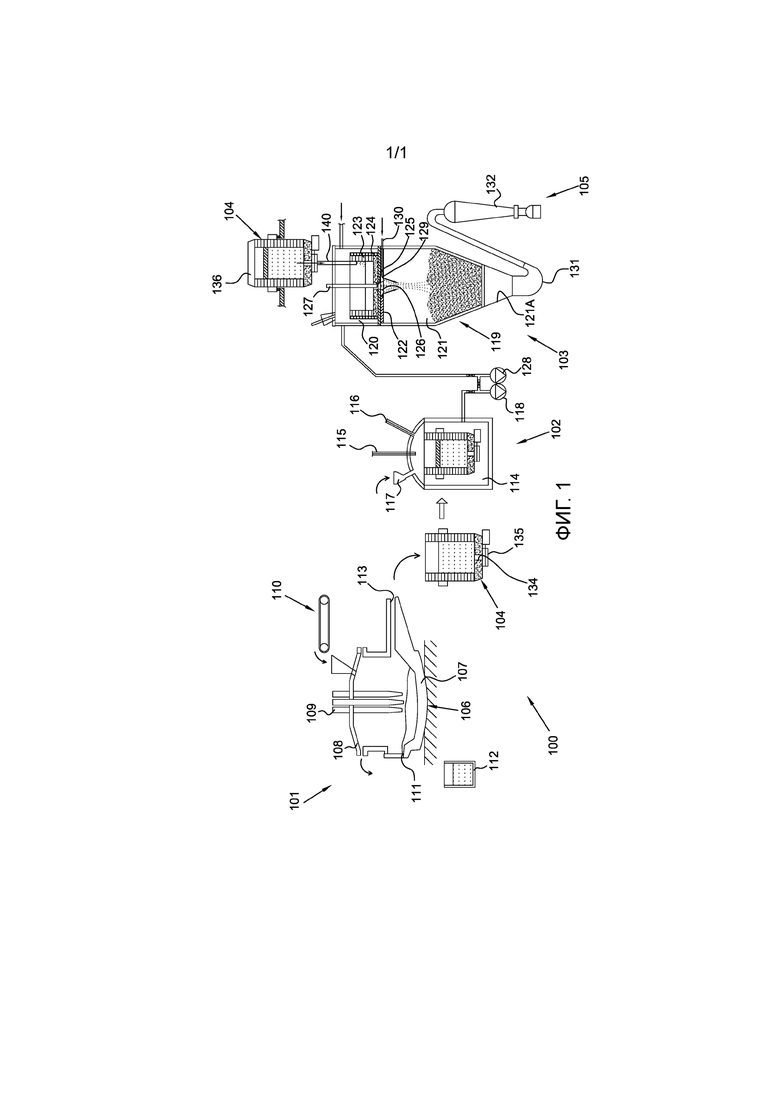
фигура 1 схематично изображает установку для производства металлических порошков согласно настоящему изобретению.
Обращаясь к фигуре 1, там показана установка 100 для производства металлических порошков согласно настоящему изобретению.
Установка 100 содержит:
– участок 101 плавки для плавления металлической шихты в твердом состоянии с получением расплава металла;
– участок 102 рафинирования (т.е. внепечной обработки) для рафинирования расплава металла, полученного на участке 101 плавки;
– участок 103 распыления для распыления расплава металла, рафинированного на участке 102 рафинирования; и
– один или более ковшей 104, выполненных с возможностью перемещения между участком 101 плавки, участком 102 рафинирования и участком 103 распыления.
Установка 100 также может содержать участок 105 классификации для классификации металлических порошков, полученных на участке 103 распыления, по размеру их частиц.
Участок 101 плавки содержит электродуговую печь 106 (ЭДП), которая сама по себе известна и по этой причине не описана подробно.
Электродуговая печь 106 содержит кожух 107, сверху закрытый сводом 108, через который во внутреннее пространство кожуха 107 введены один или более электродов 109, выполненных из графита. Своими верхними концами, расположенными снаружи свода 108, электроды 109 прикреплены к обеспечивающей их опору и перемещение системе и запитываются переменным или постоянным электрическим током для создания между ними и металлическими материалами, образующими шихту внутри кожуха 107, или подходящими анодами, размещенными на дне кожуха 107, электрической дуги, которая может по типу быть так называемой "погруженной" или "непогруженной" в металлическую шихту внутри кожуха 107.
Электродуговая печь 106 снабжена одним или более отверстиями подачи, которые могут быть получены в стенках кожуха 107 и/или в своде 108 и/или могут быть образованы тем же верхним торцом кожуха 107, если свод 108 отведен, для подачи через них шихты металлических материалов, вместе с возможными добавками, для их плавления.
С такими отверстиями подачи функционально связаны средства подачи металлических материалов и добавок, образующих подлежащую плавке шихту, и эти средства подачи могут быть выполнены с возможностью подачи таких материалов в непрерывном режиме (например, ленточные конвейеры вибрационного типа или типа, известного как система Consteel®), либо в прерывистом режиме (периодически или порциями) с ковшовой загрузкой или с другими известными системами.
На сопровождающем чертеже такие средства подачи показаны схематично и указаны ссылочным номером 110.
Кожух 107 также имеет отверстие или канал 111 выпуска шлака, через которое(ый) слой шлака, возникающий во время плавления металлической шихты и находящийся над расплавом металла, извлекается из кожуха 107 и собирается в специальной емкости 112.
Кожух 107 также имеет летку 113 для выпуска через него расплава металла, образующегося внутри кожуха 107. Летка 113 может иметь различные формы, такие как, например, сифон, эксцентриковое отверстие, полученное на дне кожуха 107, или желоб, если опорой кожуху 107 служит система наклона и опрокидывания.
Далее, электродуговая печь 106 оборудована системами пробоотбора и контроля образующегося в ней расплава металла и системами ввода добавочных материалов, необходимых для управления составом образующегося в ней расплава металла, такими как, например, фурмы кислорода или других добавок.
Электродуговая печь 106 и ее функционирование не описываются более подробно, так как относятся к типу, известному специалисту в данной области техники.
Участок 102 рафинирования содержит по меньшей мере одну рафинировочную камеру 114 того типа, которая может быть закрыта и снабжена системами для рафинирования и контроля расплава металла, такими как, например, фурмы 115 для вдувания кислорода (если это необходимо для проведения процесса внепечной обработки), зонды 116 для контроля температуры, питающие каналы 117 для подачи добавочных материалов, и связана с системой создания в ней условий контролируемой атмосферы и/или вакуума (VOD – вакуум–кислородное обезуглероживание), такой как, например, система 118 типа насоса для создания вакуума, и/или избыточного давления.
Далее участок 102 рафинирования и его функционирование также не описываются более подробно, так как относятся к типу, известному специалисту в данной области техники.
Участок 103 распыления содержит по меньшей мере один газовый распылитель 119, который, в свою очередь, содержит верхнюю закрытую камеру 120, то есть такую, которая может быть закрыта, и нижнюю закрытую камеру 121, причем эти камеры расположены по вертикали одна над другой и отделены друг от друга плитой 122.
В верхней закрытой камере 120 заключено разливочное устройство 123 или приемник, который(ое) снабжен(о) средствами 124 нагрева, которые выполнены с возможностью управления ими извне верхней закрытой камеры 120 и которые относятся к индукционному типу или обеспечивают нагрев за счет электрического сопротивления.
На дне разливочного устройства 123 получено по меньшей мере одно выпускное отверстие 125, которое сообщается с нижней закрытой камерой 121 через по меньшей мере одно соответствующее сквозное отверстие 126, полученное в плите 122. Выпускное отверстие 125 связано со средствами 127 блокировки, например, штокового типа, которые выполнены с возможностью управления ими извне верхней закрытой камеры 120.
В верхней закрытой камере 120 заключен подающая трубка 140 с осевым (нижним) концом, ведущим в разливочное устройство 123, и с противоположным осевым (верхним) концом, выходящим из верхней закрытой камеры 120. Эта подающая трубка 140 предпочтительно выполнена из керамического материала и используется для подачи рафинированного расплава металла, содержащегося в ковше 104, непосредственно в разливочное устройство 123, тем самым исключая вступление его в контакт с окружающим воздухом с целью ограничения любых рисков его окисления, если это необходимо.
Верхняя закрытая камера 120 соединена с системой 128 создания вакуума, относящейся к типу насоса и выполненной с возможностью создавать в ней требуемые условия вакуума.
Нижняя закрытая камера 121 содержит по меньшей мере одно сопло 129, соединенное со средствами 130 подачи для подачи в такое сопло 129 распыляющего инертного газа, типа аргона, азота или гелия.
Преимущественно, одно или более сопел 129 получены в плите 122 поблизости от отверстия 126, сообщающегося с выпускным отверстием 125.
Это не исключает возможного наличия других сопел 129 внутри нижней закрытой камеры 121.
Дно 121а нижней закрытой камеры 121 предпочтительно имеет коническую форму для сбора в нем образующихся металлических порошков и связано со средствами 131 выгрузки, например, пневматического типа, для выгрузки металлических порошков.
Средства 131 выгрузки соединены с участком 105 классификации, на котором предусмотрены один или более сепараторов 132, например, циклон, сито или иные сепараторы, для разделения металлических порошков на по меньшей мере одну первую фракцию и одну вторую фракцию, причем металлические частицы первой фракции имеют требуемый размер зерен, а металлические частицы второй фракции имеют размер зерен, отличающийся от требуемого. Сепаратор 132 снабжен впуском, связанным со средствами 131 выгрузки, и выпуском, связанным со средствами сбора упомянутых двух фракций порошков, таким образом прошедших классификацию и разделение.
Установка 100 дополнительно содержит датчики уровня для измерения уровня заполнения разливочного устройства 123, которые функционально соединены с блоком управления для поддержания значения уровня заполнения этого разливочного устройства 123 выше заранее задаваемого минимального порогового значения. При работе в установившемся режиме поддержание уровня заполнения разливочного устройства 123 выше минимального порогового значения позволяет обеспечить непрерывность течения расплава металла, вытекающего из разливочного устройства 123, в нижнюю закрытую камеру 121 распылителя. Это позволяет проводить распыление непрерывно и без перерывов, также и во время выполнения этапов плавления и рафинирования, которые проводят на отдельных участках, обособленных от участка 103 распыления, и во время этапа заливки или пополнения.
Верхняя закрытая камера 120 и нижняя закрытая камера 121 тогда оборудованы известными системами управления, например, температурой или другими параметрами процесса.
Далее участок 103 распыления и участок 105 классификации и их работа также не описываются более подробно, так как относятся к типу, вполне очевидному специалисту в данной области техники.
Преимущественно, коническая донная (нижняя) часть 121а нижней закрытой камеры 121 относится к типу, выполненному с возможностью полной замены другой аналогичной и новой частью, то есть, в частности, если необходимо последовательно получать металлические порошки разных природы или качества.
Похожим образом, в случае изменения продукции средства 131 выгрузки, сепаратор 132, верхняя закрытая камера 120, или по меньшей мере разливочное устройство 123 в ней, и соответствующую подающую трубку 140 могут быть заменены на аналогичные средства выгрузки, сепаратор, верхнюю закрытую камеру, или разливочное устройство, и соответствующая подающая трубка, все нового типа.
Каждый ковш 104 состоит из емкости, покрытой внутри огнеупорным материалом.
В предпочтительном варианте осуществления каждый ковш 104 имеет на своем дне выпускной канал 134, который калиброван подходящим образом и который связан со средствами 135 закрывания, выполненными с возможностью управления ими извне.
Преимущественно, эти средства 135 закрывания относятся к типу затвора, управляемого приводом с возвратно–поступательным перемещением.
Преимущественно, ковш 104 также по меньшей мере отчасти подогревается, например, за счет индукции или электрического сопротивления, и, в частности, подогревается поблизости от его выпускного канала 134 с тем, чтобы гарантировать поддержание содержащейся в нем ванны металла в расплавленном состоянии и/или при условиях требуемой температуры.
Когда ковш 104 находится на участке распыления, он поддерживается над верхней закрытой камерой 120 в таком положении, при котором его выпускной канал 134, будучи открытым, сообщается с верхним концом подающей трубки 140, который выходит наружу из верхней закрытой камеры 120, для заливки содержащегося в нем рафинированного расплава металла непосредственно в разливочное устройство 123.
Однако не исключаются альтернативные варианты ковша 104, который может быть снабжен другими системами переноса содержащегося в нем расплавленного металла в разливочное устройство 123; например, ковш 104 может быть снабжен желобом переноса и связан с системой наклона или сифоном переноса.
Установка 100 содержит множество ковшей 104, каждый из которых выполнен с возможностью перемещения между участком 101 плавки, участком 102 рафинирования (если он имеется) и участком 103 распыления, соответственно для сбора расплава металла, выпущенного из электродуговой печи 106, содержания расплава металла во время его рафинирования внутри рафинировочной камеры 114 и заливки рафинированного расплава металла в разливочное устройство 123 посредством подающей трубки 140.
Сверху на ковш 104 устанавливается съемная крышка 136.
Описанная выше установка 100 предназначена для реализации способа производства металлических порошков посредством газового распыления согласно настоящему изобретению.
Способ производства металлических порошков посредством газового распыления согласно настоящему изобретению содержит следующие этапы:
a) обеспечивают металлическую шихту, содержащую по меньшей мере один металлический материал, выбранный из группы, содержащей металлический лом, металлическую руду и металлические порошки;
b) плавят металлическую шихту внутри электродуговой печи 106, контролируя ее состав, с получением расплава металла, имеющего требуемый состав;
c) выпускают расплав металла из электродуговой печи 106, собирая его внутри по меньшей мере одного ковша 104;
d) распыляют расплав металла, выпущенный из электродуговой печи 106, подавая выпущенный из электродуговой печи 106 расплав металла в газовый распылитель 119, внутри которого создают поток расплава металла, и воздействуя на этот поток расплава металла потоком распыляющего инертного газа для распыления расплава металла с получением металлических порошков; и
e) извлекают полученные таким образом металлические порошки из газового распылителя 119.
Способ согласно настоящему изобретению дополнительно содержит после упомянутого этапа выпуска c) и до упомянутого этапа распыления d) следующий этап:
c1) рафинируют расплав металла, собранный в ковше 104, с получением рафинированного расплава металла.
Например, если необходимо получить порошки черного металла или стали, этап рафинирования может предусматривать этап обезуглероживания известными специалисту способами и методами, такими как, например, технология VOD.
По окончании этапа рафинирования содержащийся в ковше расплав металла изолируют от контакта с окислителями при помощи подходящих средств защиты. В одном варианте осуществления, во время и/или после этапа рафинирования на рафинированном расплаве металла образуется слой защитного шлака, изолирующий рафинированный расплав металла от атмосферы окружающей среды, находящейся снаружи ковша.
В частности, этап распыления d) содержит:
– выливку рафинированного расплава металла непосредственно из ковша 104 в газовый распылитель 119, при этом рафинированный расплав металла заливают ковшом 104 непосредственно в разливочное устройство 123 посредством подающей трубки 140, проходящего внутрь верхней закрытой камеры 120;
– обеспечение возможности рафинированному расплаву металла, содержащемуся в разливочном устройстве 123, течь в нижнюю закрытую камеру 121 через упомянутое по меньшей мере одно выпускное отверстие 125 и, одновременно, подачу в сопла 129 распыляющего инертного газа, в результате чего на поток расплавленного металла, вытекающий из выпускного отверстия 125, воздействуют потоком инертного газа, выходящим из сопел 129, тем самым распыляя и вызывая затвердевание в виде частиц металла внутри нижней закрытой камеры 121;
– извлечение металлических порошков, образовавшихся в нижней закрытой камере 121, при помощи средств 131 выгрузки.
Из вышесказанного вполне очевидно, что способ согласно настоящему изобретению не предусматривает, а точнее – исключает, какой-либо этап затвердевания расплава металла в промежутке между этапом плавки b) сырья в электродуговой печи 106 и этапом распыления d) в газовом распылителе 119. Фактически, расплав металла, выпущенный из электродуговой печи 106, собирается в ковше 104, содержащем его во время этапа рафинирования c1), по окончании которого без каких–либо перерывов он подается непосредственно в газовый распылитель 119. Другими словами, отсутствует промежуточный этап затвердевания между этапом плавки b) сырья и этапом распыления d) рафинированного расплава металла, состав которого довольно сильно отличается от состава сырья (последнее отчасти состоит из металлического лома и металлической руды).
Способ согласно настоящему изобретению также предусматривает:
e) классификацию металлических порошков, извлеченных из газового распылителя 119 и, в частности, из его нижней закрытой камеры 121, по размеру их частиц, разделяя их на по меньшей мере одну первую фракцию и одну вторую фракцию, причем металлические частицы первой фракции имеют требуемый размер зерен, а металлические частицы второй фракции имеют размер зерен, отличающийся от требуемого; и, преимущественно,
f) рециркуляцию второй фракции металлических частиц в качестве материалов для состава металлической шихты, которая может подаваться в электродуговую печь 106 для проведения нового производственного цикла.
Более подробно, способ согласно настоящему изобретению предназначен для получения металлических порошков железа, стали, никеля, хрома, кобальта, молибдена и их сплавов, но не металлических порошков алюминия или титана.
Металлические материалы, образующие расплавляемую металлическую шихту (металлошихту), содержат по меньшей мере один материал, выбранный из группы, содержащей металлический лом, металлическую руду и металлические порошки. Например, если нужно получать металлические порошки железа или стали, как известно, эти металлические материалы (металлический лом и металлическую руду) имеют сильно изменяющийся состав, богатый элементами, нежелательными в конечном составе получаемых металлических порошков, такими как, например, углерод, которые могут достигать процентных содержаний, даже в десятки раз превышающих их содержания в конечном продукте. Такие материалы также имеют меняющиеся и любые формы и размеры.
Такие материалы в непрерывном или прерывистом режиме подают в требуемых пропорциях и количествах внутрь электродуговой печи 106, где их плавят за счет излучения, конвекции и теплопроводности, имеющих место внутри печи, и в ней образуется расплав металла в результате питания электрической энергией электродов 109 с образованием погруженной или непогруженной (открытой) электрической дуги.
Во время эксплуатации электродуговой печи 106 контролируют температуру, объем и состав образующегося в ней расплава металла и, если необходимо, модифицируют их, вмешиваясь в процесс известным специалисту образом (например, вводя исходные материалы, добавки, кислород и т.д.), до тех пор, пока не будет получен расплав металла с требуемыми объемом, температурой и составом.
В частности, на этапе плавки, проводимом в электродуговой печи 106, можно осуществлять вмешательства известными системами для модификации и контроля состава образовавшегося в ней расплава металла.
Полученный расплав металла затем выпускают из электродуговой печи 106 и собирают в ковше 104.
Собранный в ковше 104 расплав металла затем рафинируют (т.е. выполняют процессы так называемой "внепечной обработки"), например, выполняют обезуглероживание посредством кислородного дутья, которое преимущественно проводят в условиях вакуума, контролируемой атмосферы или избыточного давления в зависимости от потребностей, вводя ковш 104 в рафинировочную камеру 114, где создают требуемые условия, например, вакуум. Это позволяет способствовать выходу из расплава металла нежелательных газов, например, водорода, азота или других.
Во время этапа рафинирования (внепечной обработки) можно периодически проверять температуру расплава металла и его состав, анализируя пробы или газы, взятые из закрытой рафинировочной камеры 114.
После завершения этапа рафинирования, перед устранением условий вакуума или контролируемой атмосферы в закрытой рафинировочной камере 114, если это необходимо, реализуют подходящие меры защиты на ковше 104 для того, чтобы не допустить окисления или загрязнения.
В конкретном варианте осуществления можно создать слой защитного шлака на содержащемся в ковше 104 рафинированном расплаве металла так, чтобы изолировать его от атмосферы окружающей среды.
В закрытую рафинировочную камеру 114 вдувают воздух или инертный газ, и после снятия ее верхней крышки ковш 104 извлекают из нее и транспортируют на участок 103 распыления.
Ковш 104, содержащий расплав металла, рафинированный и/или покрытый слоем защитного шлака, располагают выше и снаружи верхней закрытой камеры 120 распылителя 119 так, чтобы его выпускной канал 134 сообщался с верхним концом подающей трубки 140. Степенью открытия выпускного канала 134 управляют при помощи средств 135 закрывания. В частности, стоит отметить, что рафинированный расплав металла вытекает из дна ковша 104 в виде направленного вниз вертикального потока, который направляют в подающую трубку 140. Этим потоком управляют простым и точным образом, регулируя степень открытия выпускного канала 134 при помощи соответствующих средств 135 закрывания.
Однако не исключаются альтернативные варианты осуществления, в которых содержащийся в ковше 104 расплав металла подают в распылитель 119, например, при помощи желоба, созданного в самом ковше, и его системы наклона, либо при помощи сифонов или т.п.
В результате рафинированный расплав металла подают непосредственно из ковша 104 в разливочное устройство 123, где его поддерживают при требуемой температуре распыления благодаря средствам 124 нагрева. Внутри верхней закрытой камеры 120, где находится разливочное устройство 123, создают контролируемую атмосферу инертного газа или условия вакуума.
Когда достигнут требуемый уровень заполнения разливочного устройства 123, управляют средствами 127 блокировки для освобождения (разблокирования) выпускного отверстия 125 – поток возможно рафинированного расплавленного металла протекает из разливочного устройства 123 в нижнюю закрытую камеру 121, где на него воздействуют потоком, образованным струями инертного газа, введенными при помощи сопел 129.
В условиях работы в установившемся режиме уровень заполнения разливочного устройства 123 поддерживают на значениях, превышающих заранее задаваемое минимальное пороговое значение. За счет этого поток расплава металла, текущий из разливочного устройства 123 в нижнюю закрытую камеру 121 через выпускное отверстие 125, является непрерывным, то есть он непрерывен по времени, так что распылитель работает без перерывов, также и во время выполнения этапов плавки и рафинирования, которые осуществляют на отдельных участках. Возможность непрерывной работы распылителя при поддержании уровня заполнения разливочного устройства 123 выше минимального порогового значения является следствием:
– того факта, что этапы плавки b), рафинирования c1) и распыления d) проводят на отдельных участках и что поэтому эти участки могут работать в установившемся режиме одновременно;
– того факта, что рафинированный расплав металла, содержащийся в ковше 104, выливают из него не прямо в реальный распылитель (т.е. нижнюю закрытую камеру 121, в которой происходит распыление), а в разливочное устройство 123, питающее этот распылитель; поэтому разливочное устройство 123 действует как "резервуар хранения" или "бак" для питания нижней закрытой камеры 121;
– того факта, что предусмотрено множество ковшей 104, при работе перемещающихся между разными участками плавки, рафинирования и распыления с тем, чтобы обеспечить непрерывность процесса.
Известным образом, поток расплавленного металла разбивают с образованием частиц, которые принимают в общем сферическую форму и охлаждаются, собираясь на дне нижней закрытой камеры 121, откуда их извлекают при помощи средств 131 выгрузки.
Полученные таким образом и извлеченные металлические порошки подвергают классификации по размеру частиц с использованием известных технологий и систем и разделяют на по меньшей мере две фракции: одну с требуемым размером зерен и другую, представляющую собой отходы.
Последнюю предпочтительно рециркулируют в качестве материала, образующего металлическую шихту, подаваемую в электродуговую печь 106 для проведения последующих производственных циклов.
В частности, известно, что при работе в установившемся режиме этапы плавки, рафинирования и распыления происходят – по меньшей мере в течение определенного интервала времени – одновременно, причем каждый из них выполняют на участке, отдельном и обособленном от других, соответственно на участке плавки, участке рафинирования и участке распыления.
Поэтому способ и установка согласно настоящему изобретению обладают преимуществом обеспечения возможности проведения нескольких производственных циклов в одно и то же время, и, хотя периоды времени каждого цикла распыления по существу сравнимы с периодами циклов распыления по известной технологии, общая производительность способа и установки согласно настоящему изобретению по меньшей мере вдове превышает производительность по известной технологии.
Фактически, нет необходимости ждать окончания одного цикла распыления перед началом следующего, причем различные этапы в таком цикле можно проводить одновременно и отдельно друг от друга. Как отмечено выше, это в сочетании с наличием разливочного устройства, действующего как "резервуар хранения" или "бак" подлежащего распылению рафинированного расплава металла, помимо прочего, позволяет проводить фактическое распыление в непрерывном режиме, без каких–либо перерывов.
Проведение этапа плавки металлической шихты на участке плавки с электродуговой печью и проведение этапа рафинирования (обезуглероживания) расплава металла на специальном и отдельном участке рафинирования позволяют расширить диапазон металлических материалов, которые можно непосредственно использовать в качестве «сырья» для производства металлических порошков путем газового распыления. Фактически, способ и установка согласно настоящему изобретению позволяют получать металлические порошки путем газового распыления напрямую (то есть без дополнительных промежуточных этапов затвердевания и повторного плавления), начиная с металлических материалов в жидком состоянии, таких как металлический лом, металлическую руду и отходы самих металлических порошков, к тому же имеющих состав, значительно отличающийся от состава получаемых металлических порошков, в частности, в плане примесей, а также переменные и неодинаковые формы и размеры. Также стоит отметить, что в известных установках распыления нет возможности использовать в качестве загружаемого материала отходы металлических порошков, поскольку индукционные печи, используемые в таких известных установках распыления, неспособны плавить такие исходные материалы из–за существующих размеров и принципа действия этих установок.
Поэтому способ и установка согласно настоящему изобретению также позволяют использовать в качестве «сырья» (т.е. входящей металлической шихты) менее ценные и дорогие металлические материалы, чем те, которые обычно используются для производства металлических порошков путем газового распыления. В частности, способ и установка согласно настоящему изобретению позволяют использовать в качестве «сырья» такие металлические материалы, как металлический лом и металлическую руду, имеющие разный и неоднородный состав, а также повышенные процентные содержания примесей по сравнению с составом получаемых металлических порошков, и, в любом случае, можно управлять составом расплава металла во время проведения этапов плавки и рафинирования для получения металлических порошков требуемых состава и качества. И это без необходимости проводить какой-либо промежуточный этап затвердевания и последующего повторного плавления; фактически, несмотря на то, что они исходят из сырья, состав которого (в частности, в плане примесей) отличается от состава полученных распылением порошков, способ и установка согласно настоящему изобретению обеспечивают один этап плавления и последующее непосредственное распыление рафинированного расплава металла без его подвергания дополнительным затвердеванию и повторному плавлению.
Металлические порошки, полученные с помощью способа и установки согласно настоящему изобретению, можно использовать, в частности, в качестве исходных материалов для технологий аддитивного производства (трехмерной печати).
Способ и установка согласно настоящему изобретению также позволяют уменьшить потребление энергии во всем производственном цикле, который превращен в единый цикл плавки–рафинирования–распыления, в то время как способы и установки для производства металлических порошков путем газового распыления по известной технологии используют «сырье» (т.е. входящую металлическую шихту), которое уже было подвергнуто предшествующему и отдельному циклу плавления–рафинирования–формования/кристаллизации, который добавляется к проводимому с ним циклу плавки–рафинирования–распыления. В результате это приводит к уменьшению выбросов загрязняющих веществ (диоксида углерода) в атмосферу и к большей защите окружающей среды. В предпочтительном варианте осуществления способ и установка согласно настоящему изобретению также обеспечивают оптимальное управление качеством расплава металла, заливаемого в разливочное устройство, питающее распылитель, и уровнем заполнения самого разливочного устройства. Фактически, рафинированный расплав металла, содержащийся в ковше, больше не заливается в разливочное устройство за счет наклона самого ковша, ведь эта операция могла бы привести к выливке шлака в разливочное устройство, и ею трудно управлять. В противоположность этому, согласно предпочтительному варианту осуществления настоящего изобретения, содержащийся в ковше расплав металла заливают в разливочное устройство посредством выпускного канала, созданного на дне самого ковша, без необходимости наклонять его, при этом управляя степенью открытия этого канала при помощи соответствующих средств закрывания. Улучшенный контроль качества расплава металла, содержащегося в разливочном устройстве, и уровня заполнения последнего позволяет управлять параметрами процесса распыления, а значит, и качеством полученных с его помощью металлических порошков. Контроль уровня заполнения разливочного устройства также позволяет проводить распыление в непрерывном режиме.
Более того, участок распыления согласно предложенной установке является в общем менее громоздким, в частности, по высоте, и более безопасным, так как вблизи расплавов металла отсутствуют контуры водяного охлаждения.
И, наконец, способ и установка согласно настоящему изобретению позволяют организовать изменения продукции относительно простым и быстрым образом, гарантируя при этом получение металлических порошков требуемого качества.
Если возникает необходимость получения металлических порошков другого качества или типа, можно использовать новые ковши и вместо выполнения длительных и трудоемких операций очистки полностью заменить донную часть нижней закрытой камеры распылителя, вместе с соответствующими средствами выгрузки и сепараторами, а также верхнюю закрытую камеру, или по меньшей мере находящееся в ней разливочное устройство, вместе с соответствующей подающей трубкой. Это позволяет исключить какой-либо риск загрязнения одного металлического порошка другим.
В рассмотренное изобретение можно вносить различные модификации и изменения, не выходящие за пределы его объема; помимо этого, все детали можно заменять технически эквивалентными элементами. При реализации на практике используемые материалы, а также их размеры могут быть любого типа в соответствии с техническими требованиями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения порошка из биомедицинского высокоэнтропийного сплава для аддитивного производства | 2023 |
|
RU2819172C1 |
| УСТАНОВКА И СПОСОБ (ВАРИАНТЫ) ПОЛУЧЕНИЯ РАСПЛАВОВ МЕТАЛЛА | 1998 |
|
RU2205878C2 |
| СПОСОБ ПРОИЗВОДСТВА ХРОМОМАРГАНЦЕВОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2004 |
|
RU2278169C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОГО СЛИТКА | 2020 |
|
RU2753847C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ПОРОШКА РАСПЫЛЕНИЕМ | 2002 |
|
RU2229363C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2092572C1 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛИЧЕСКИХ ОТХОДОВ ПРОИЗВОДСТВА ЛИТЫХ ПОСТОЯННЫХ МАГНИТОВ | 2005 |
|
RU2323268C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПОДОГРЕВА, ПЛАВЛЕНИЯ, РАФИНИРОВАНИЯ И РАЗЛИВКИ СТАЛИ И СПОСОБ НЕПРЕРЫВНОГО ПОДОГРЕВА, ПЛАВЛЕНИЯ, РАФИНИРОВАНИЯ И РАЗЛИВКИ СТАЛИ | 2000 |
|
RU2224027C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СЛОИСТЫХ СЛИТКОВ | 2012 |
|
RU2598020C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 1993 |
|
RU2034040C1 |
Группа изобретений относится к способу получения металлического порошка посредством газового распыления и установке для его осуществления. Указанный способ содержит следующие этапы: a) обеспечивают металлическую шихту, содержащую по меньшей мере один материал, выбранный из группы, содержащей металлический лом, металлическую руду и металлические порошки, b) плавят упомянутую металлическую шихту внутри электродуговой печи, контролируя состав металлической шихты, с получением расплава металла, имеющего требуемый состав, c) выпускают упомянутый расплав металла из упомянутой электродуговой печи и собирают его внутри по меньшей мере одного ковша, c1) рафинируют расплав металла, собранный в упомянутом по меньшей мере одном ковше, причем упомянутый этап рафинирования c1) осуществляют путем введения упомянутого по меньшей мере одного ковша, содержащего упомянутый расплав металла, в закрываемую рафинировочную камеру, внутри которой создают контролируемую атмосферу или вакуум, или избыточное давление, d) распыляют упомянутый расплав металла, выпущенный из упомянутой электродуговой печи и рафинированный в рафинировочной камере, путем подачи упомянутого расплава металла в по меньшей мере один газовый распылитель, внутри которого создают поток расплава металла, и воздействуют на упомянутый поток расплава металла потоком распыляющего инертного газа для распыления упомянутого расплава металла с получением металлического порошка, и e) извлекают полученный металлический порошок из упомянутого газового распылителя. Обеспечивается получение металлического порошка газовым распылением без дополнительных промежуточных этапов затвердевания и повторного плавления с использованием металлических материалов, имеющих состав, значительно отличающийся от состава получаемых металлических порошков, а также переменные и неодинаковые формы и размеры. 2 н. и 10 з.п. ф-лы, 1 ил.
1. Способ получения металлического порошка посредством газового распыления, содержащий следующие этапы:
a) обеспечивают металлическую шихту, содержащую по меньшей мере один материал, выбранный из группы, содержащей металлический лом, металлическую руду и металлические порошки,
b) плавят упомянутую металлическую шихту внутри электродуговой печи (106), контролируя состав металлической шихты, с получением расплава металла, имеющего требуемый состав,
c) выпускают упомянутый расплав металла из упомянутой электродуговой печи (106) и собирают его внутри по меньшей мере одного ковша (104),
c1) рафинируют расплав металла, собранный в упомянутом по меньшей мере одном ковше (104), с получением рафинированного расплава металла, причем упомянутый этап рафинирования c1) осуществляют путем введения упомянутого по меньшей мере одного ковша (104), содержащего упомянутый расплав металла, в закрываемую рафинировочную камеру (114), внутри которой создают контролируемую атмосферу или вакуум, или избыточное давление,
d) распыляют упомянутый расплав металла, выпущенный из упомянутой электродуговой печи (106) и рафинированный в рафинировочной камере (114), путем подачи упомянутого расплава металла в по меньшей мере один газовый распылитель (119), внутри которого создают поток расплава металла, и воздействуют на упомянутый поток расплава металла потоком распыляющего инертного газа для распыления упомянутого расплава металла с получением металлического порошка, и
e) извлекают полученный металлический порошок из упомянутого газового распылителя,
при этом упомянутый этап распыления d) содержит:
– подачу расплава металла из упомянутого по меньшей мере одного ковша (104) в упомянутый по меньшей мере один газовый распылитель (119), причем упомянутый по меньшей мере один газовый распылитель (119) содержит верхнюю закрытую камеру (120) и нижнюю закрытую камеру (121), расположенные по вертикали одна на другой, причем в упомянутой верхней закрытой камере (120) размещено разливочное устройство (123), снабженное средствами (124) нагрева, выполненными с возможностью управления ими извне, причем на дне разливочное устройство содержит по меньшей мере одно выпускное отверстие (125), сообщающееся с упомянутой нижней закрытой камерой (121), при этом упомянутая нижняя закрытая камера (121) содержит по меньшей мере одно сопло (129), выполненное с возможностью подачи в него упомянутого распыляющего инертного газа, и связана со средствами (131) выгрузки образовавшегося внутри нее металлического порошка, при этом упомянутый расплав металла выливают из упомянутого по меньшей мере одного ковша (104) непосредственно в упомянутое разливочное устройство (123) по по меньшей мере одной подающей трубке (140), проходящей через упомянутую верхнюю закрытую камеру (120),
– протекание содержащегося в упомянутом разливочном устройстве (123) расплава металла в упомянутую нижнюю закрытую камеру (121) через упомянутое по меньшей мере одно выпускное отверстие (125) с образованием упомянутого потока расплава металла и, одновременно, подачу в упомянутое по меньшей мере одно сопло (129) упомянутого инертного газа для воздействия потоком инертного газа, выходящим из упомянутого по меньшей мере одного сопла (129), на расплав металла, вытекающий из упомянутого по меньшей мере одного выпускного отверстия (125), распыляющийся и затвердевающий в виде металлического порошка внутри упомянутой нижней закрытой камеры (121).
2. Способ по п. 1, в котором упомянутый этап рафинирования содержит этап защиты расплава металла при помощи защитных средств в виде слоя защитного шлака, который образуется на рафинированном расплаве металла, от окислителей или загрязняющих веществ.
3. Способ по п. 1, в котором в течение по меньшей мере времени работы в установившемся режиме упомянутые этапы плавки a), рафинирования c1) и распыления d) осуществляют одновременно.
4. Способ по п. 1, дополнительно содержащий следующие этапы:
e) классифицируют металлический порошок, извлеченный из упомянутого газового распылителя, по размеру его частиц путем разделения их на по меньшей мере одну первую фракцию и одну вторую фракцию, причем частицы металлического порошка упомянутой первой фракции имеют требуемый размер зерен, а частицы металлического порошка упомянутой второй фракции имеют размер зерен, отличающийся от требуемого,
f) рециркулируют упомянутую вторую фракцию частиц металлического порошка в качестве материала для состава упомянутой металлической шихты.
5. Способ по п. 1 или 4, в котором подачу в упомянутый по меньшей мере один распылитель (119) содержащегося в упомянутом по меньшей мере одном ковше (104) расплава металла осуществляют посредством по меньшей мере одного выпускного канала (134), выполненного на дне упомянутого по меньшей мере одного ковша (104) и связанного со средствами (135) закрывания, выполненными с возможностью управления ими извне, причем обеспечивают выход расплаву металла, содержащемуся в упомянутом по меньшей мере одном ковше (104), из упомянутого по меньшей мере одного выпускного канала (134), когда он открыт, в виде направленного вниз вертикального потока.
6. Способ по п. 5, в котором упомянутый по меньшей мере один выпускной канал (134) упомянутого по меньшей мере одного ковша (104), когда он открыт, сообщается с концом упомянутой по меньшей мере одной подающей трубки (140), выходящей из упомянутой верхней закрытой камеры (120).
7. Способ по п. 1, в котором протекание упомянутого расплава металла из упомянутого разливочного устройства (123) в упомянутую нижнюю закрытую камеру (121) через упомянутое по меньшей мере одно выпускное отверстие (125) является непрерывным, и упомянутый по меньшей мере один распылитель (119) работает без перерывов.
8. Установка (100) для получения металлического порошка способом по любому из пп. 1-7, содержащая:
– участок (101) плавки для плавления упомянутой металлической шихты, содержащий по меньшей мере одну электродуговую печь (106) и средства (110) подачи для подачи упомянутой металлической шихты в упомянутую электродуговую печь (106), причем упомянутая электродуговая печь (106) содержит летку (113) для выпуска через нее расплава металла, образующегося внутри упомянутой электродуговой печи (106),
– участок (102) рафинирования, содержащий по меньшей мере одну закрываемую рафинировочную камеру (114), оборудованную системами для рафинирования и контроля расплава металла и связанную с системой для обеспечения в ней условий контролируемой атмосферы или вакуума, или избыточного давления,
– участок (103) распыления, содержащий по меньшей мере один газовый распылитель (119),
– по меньшей мере один ковш (104), выполненный с возможностью перемещения между упомянутым участком (101) плавки, упомянутым участком (102) рафинирования и упомянутым участком (103) распыления, соответственно, для сбора расплава металла, выпущенного из упомянутой электродуговой печи (106), содержания выпущенного расплава металла внутри упомянутой закрываемой рафинировочной камеры (114) и подачи содержащегося в нем рафинированного расплава металла в упомянутый по меньшей мере один газовый распылитель (119),
причем упомянутый по меньшей мере один газовый распылитель (119) содержит верхнюю закрытую камеру (120) и нижнюю закрытую камеру (121), при этом одна расположена на другой по вертикали,
– при этом в упомянутой верхней закрытой камере (120) размещено разливочное устройство (123), которое снабжено средствами (124) нагрева, выполненными с возможностью управления ими извне, при этом на дне разливочное устройство содержит по меньшей мере одно выпускное отверстие (125), сообщающееся с упомянутой нижней закрытой камерой (121), и
– при этом упомянутая нижняя закрытая камера (121) содержит по меньшей мере одно сопло (129), соединенное со средствами (130) подачи, для подачи в упомянутое по меньшей мере одно сопло (129) распыляющего инертного газа, и связана со средствами (131) выгрузки для выгрузки образующегося в ней металлического порошка, и
– по меньшей мере одну подающую трубку (140) для подачи расплава металла в упомянутое разливочное устройство (123), причем упомянутая по меньшей мере одна подающая трубка (140) расположена в упомянутой верхней закрытой камере (120) и имеет один конец, выходящий из упомянутой верхней закрытой камеры (120), и один конец, сообщающийся с упомянутым разливочным устройством (123).
9. Установка (100) по п. 8, которая дополнительно содержит участок (105) классификации для классификации металлического порошка по размеру его частиц, содержащий по меньшей мере один сепаратор (132) для разделения металлического порошка на по меньшей мере одну первую фракцию и одну вторую фракцию, причем частицы металлического порошка упомянутой первой фракции имеют требуемый размер зерен, а частицы металлического порошка упомянутой второй фракции имеют размер зерен, отличающийся от требуемого размера, при этом упомянутый по меньшей мере один сепаратор (132) снабжен отверстием, связанным с упомянутыми средствами (131) выгрузки, и отверстием, связанным со средствами сбора для собирания упомянутых первой и второй фракций.
10. Установка (100) по п. 8, характеризующаяся тем, что упомянутый по меньшей мере один ковш (104) содержит выпускной канал (134), выполненный на его дне и связанный со средствами (135) закрывания, выполненными с возможностью управления ими извне, причем упомянутый по меньшей мере один выпускной канал (134), когда он открыт, сообщается с упомянутым концом упомянутой по меньшей мере одной подающей трубки (140), выходящей из упомянутой верхней закрытой камеры (120).
11. Установка (100) по п. 8 или 10, в которой каждый из упомянутого по меньшей мере одного ковша (104) выполнен с возможностью последовательного перемещения между упомянутым участком плавки (101), упомянутым участком рафинирования (102) и упомянутым участком распыления (103).
12. Установка (100) по п. 8, характеризующаяся тем, что она содержит датчики уровня для измерения уровня заполнения упомянутого разливочного устройства (123), которые функционально соединены с блоком управления для поддержания упомянутого уровня заполнения упомянутого разливочного устройства (123).
| WO 2016013498 A1, 28.01.2016 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2001 |
|
RU2203775C2 |
| Способ получения металлического порошка и устройство для его осуществления | 1985 |
|
SU1353580A1 |
| JP 7113107 A, 02.05.1995. | |||

