Изобретение предназначено для возможности формирования порций металла, в том числе в виде капель, например, с целью нанесения металлического электрода методом струйной печати на различные поверхности, в том числе на поверхности тонких пленок органических электронных устройств (ЭУ).
В настоящее время наблюдается стремительное развитие науки и технологий в области изготовления структур из металлов различными способами [L.E. Murr, W.L. Johnson. J. Mater. Res. Technol. Vol.6, 2017, p. 77-89]. В частности, активно разрабатываются способы трехмерной печати металлами и сплавами [Y. Chao, el. al. J. Mater. Proc. Technol. Vol.212, 2012, p. 484-491; Patent US 2017/0144242 A1 (McQueen et al.) 25.05.2017, абз. [0003]; Patent US 11104058 B2 (Zinniel R.L., et al.) 06.12.2018, столбец 2, строки с 24 по 67, столбец 3, строки с 1 по 15]. Для этого необходимо формировать порции металла, что является нетривиальной задачей, решения которых представлены в ряде патентов [Patent US 4613076 (Dietz P.W., et al.), 23.09.1986, столбец 2, строки с 36 по 68, столбец 3, строки с 1 по 9; Patent US 6446878 B1 (Chandra S., et al.), 10.09.2002, столбец 2, строки с 26 по 61].
Задачей изобретения является формирование порций металла и его распределение по необходимому участку плоской поверхности.
Положительный эффект данного изобретения заключается в техническом решении формирования порций металла и его распределением по необходимому участку плоской поверхности. Для этого была разработана конструкция дозатора, являющегося частью автоматизированного устройства нанесения металлического электрода ЭУ на различные плоские поверхности, в том числе печатные платы, а также поверхности тонких пленок органических ЭУ. Преимуществами данного изобретения над существующими являются возможность прецизионного управления, как массой порции наносимого металла, так и скоростью нанесения, а также использованием конструкции дозатора для распределения металла по намеченным участкам плоской поверхности.
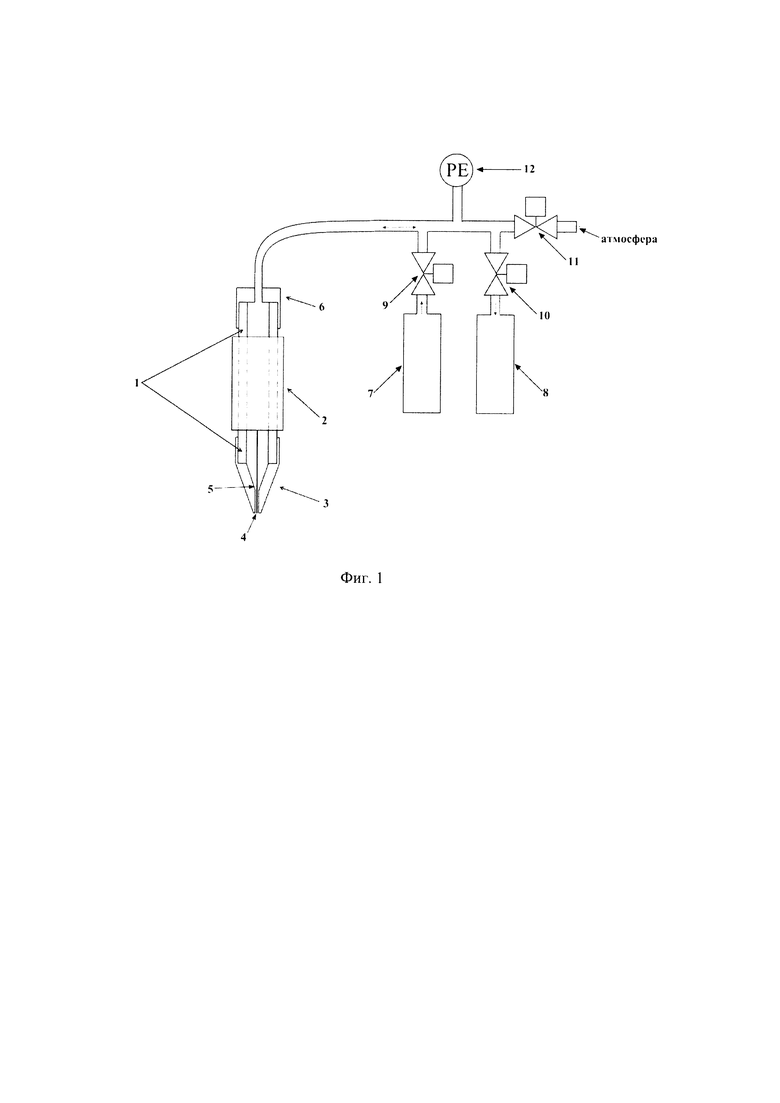
Поставленная задача решается благодаря тому, что дозатор для формирования порций (капель) металла и их распределения по плоской поверхности состоит из нагреваемого резервуара-экструдера с соплом (Фиг. 1) связанным с пневматической системой поддержания необходимого расчетного давления в экструдере.
Дозатор для формирования порций (капель) металла и их распределения по плоской поверхности, состоящий из резервуара-экструдера для расплавленного металла с нагревательным элементом и соплом для вывода расплава и связанного с пневматической системой. Согласно изобретению, сопло экструдера имеет длину и эффективное сечение, которое уменьшено помещенным в отверстие стержнем, диаметр которого предотвращает истечение расплава из резервуара экструдера при атмосферном давлении воздуха над поверхностью расплава, и обеспечивает скорость истечения расплава при изменении давления воздуха в резервуаре посредством пневматической системы дозатора, при этом плоская часть вокруг отверстия сопла экструдера обеспечивает распределение порций расплава, вытекающего из сопла по плоской поверхности.
Непосредственно над плоской поверхностью (подложкой), на которую необходимо нанести металлический расплав (электрод), устанавливают экструдер (Фиг. 1), который служит резервуаром для наносимого сплава металла. Корпус экструдера 1 изготовлен из металла с температурой плавления существенно выше температуры плавления применяемого в качестве материала наносимого на плоскую подложку электрода, (например, сплав дюралюминия с температурой плавления выше 500°С). Корпус экструдера нагревают до температуры, необходимой для плавления сплава материала наносимого электрода, посредством нагревательного элемента 2, установленного вокруг корпуса экструдера.
В результате нагревания сплав металла, помещенный внутрь экструдера, плавится.
Существенным элементом дозатора является сопло 3, расположенное в нижней части экструдера, через которое происходит истечение сплава металла. Стоит заметить, что для каждой задачи по нанесению расплава металла на подложку разрабатывают индивидуально конструкцию сопла, которая позволяет выполнить поставленную задачу максимально эффективно [Patent US 2020376596 A1 (Zenou М.) 03.12.2020, абз. с [0005] по [0006], Patent KR 200252327 Y1, 22.11.2001, весь документ].
В настоящем изобретении было разработано сопло, которое изготовлено из материала идентичного материалу экструдера. Сопло 3 присоединено к корпусу экструдера 1 резьбовым соединением. Посредством теплопроводности сопло нагревается от корпуса экструдера до температуры, превышающей температуру плавления наносимого сплава металла. В сопле выполнено отверстие 4 с диаметром не более 1 мм и длиной не менее 1 мм, а внутрь этого отверстия помещен стержень 5, диаметр которого подобран таким образом, чтобы добиться оптимального сечения зазора (щелевое отверстие) между стенкой сопла и стержнем для истечения расплавленного металла.
Оптимальным сечением зазора между стенкой сопла и поверхностью стержня является такое, для которого при атмосферном давлении над верхней поверхностью сплава в экструдере нет самопроизвольного истечения сплава из экструдера. При оптимальном сечении зазора, расплав не вытекает под действием силы тяжести из экструдера вследствие капиллярных сил сопротивления между сплавом и стенкой зазора, которые преобладают над остальными силами, действующими на сплав (силой тяжести сплава, силами давления воздуха на поверхности сплава). При повышении давления над расплавом в штуцере 6 (Фиг. 1) за счет работы пневматической системы, сопло выпускает сплав со скоростью, которую можно регулировать посредством изменения давления в пневматической системе.
Плоская часть сопла вокруг отверстия 4 выполняет функцию распределителя металла по поверхности ЭУ, что позволит получать металлический электрод определенной толщины и формы.
Температуру сопла 3 измеряют термопарой и поддерживают при помощи релейного терморегулятора (на фиг. не показано), управляющего нагревательным элементом 2.
Работа дозатора для формирования порций (капель) металла и их распределения по плоской поверхности.
Для осуществления режима работы дозатора, а также для быстрого изменения скорости истечения расплава из сопла 3 служит пневматическая система, которая состоит из ресиверов с повышенным и пониженным давлением, 7 и 8 соответственно, подключенных к воздушной магистрали посредством электромагнитных клапанов 9 и 10, а также электромагнитный клапан 11 для соединения пневматической системы с атмосферой. Для контроля режима работы дозатора в пневматической системе также использован датчик давления 12.
В случае, если уровень расплава в экструдере настолько высокий, что гидростатическое давление столба расплава не компенсируется капиллярными силами, создается пониженное давление воздуха над расплавом при попеременном открывании/закрывании клапанов 10 и 11 для того, чтобы истечения расплава из сопла не происходило.
Для того, чтобы дозатор переключить в режим работы истечения расплава, необходимо одновременно закрыть клапаны 10 и 11 и открыть клапан 9. Из отверстия сопла дозатора происходит истечение расплава со скоростью, определяемой давлением воздуха в ресивере 7, сечением зазора отверстия сопла 4 и его длиной, а также высотой уровня расплава в экструдере.
Была изготовлена модель дозатора из дюралюминия, отверстие сопла было выполнено диаметром 0,5 мм, длиной 10 мм, в отверстие был помещен стержень медной проволоки диаметром 0,4 мм на всю длину отверстия. Дозатор в автоматическом режиме формировал порции расплавленного металла (был использован сплав Филда, температура плавления 68°С), и нагретого до температуры 100°С. В Таблице приведены величины средней массы порции сплава m, полученные в результате открывании электромагнитного клапана 9, подключенного к ресиверу с давлением p на 1 сек и одновременным закрыванием электромагнитного клапана 10. Для каждого из значений p было изготовлено 20 экземпляров порций, уровень расплава в экструдере уменьшался незначительно, что среднеквадратичное отклонение а не превышает 1,5% от средних величин масс порций.

При нанесении сплава на плоскую поверхность, нагретую до температуры плавления сплава, порция металла была распределена посредством движения плоской части сопла экструдера с диаметром отверстия 1 мм таким образом, что толщина наносимого слоя оказалась не более 0,3 мм.
Дозатор, при использовании пневматической системы при атмосферном давлении, обеспечивает истечение расплава из сопла каплями, и не контролирует скорость истечения расплава. Осуществление стационарно заданного режима истечения расплава из сопла дозатора обеспечивают соотношением зависимостей между температурой расплава и выбранным давлением в пневмосистеме. Положительный эффект достигается благодаря оптимизации конструктивного решения величины размера выпускного отверстия сопла, зависимости температуры нагрева расплава, и давления пневматической системы, подаваемого в резервуар-экструдера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения термопластичного клеевого расплавленного материала | 2019 |
|
RU2712606C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФАРМАЦЕВТИЧЕСКИХ МУЛЬТИЧАСТИЦ | 2004 |
|
RU2331410C2 |
| ДОЗИРУЮЩЕЕ УСТРОЙСТВО СУСПЕНЗИИ МЕТАЛЛИЧЕСКОГО СПЛАВА | 2006 |
|
RU2371281C2 |
| СПОСОБ И УСТРОЙСТВО НАНЕСЕНИЯ МЕТОК ДЛЯ МАРКИРОВКИ ПОВЕРХНОСТИ ГАЗОДИНАМИЧЕСКИМ МЕТОДОМ | 2006 |
|
RU2340705C2 |
| Способ послойной 3D-печати изделий из металла за счёт явления шнурования тока | 2019 |
|
RU2725483C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТРИЦАТЕЛЬНОГО ЭЛЕКТРОДА ЭЛЕКТРИЧЕСКОГО ЭЛЕМЕНТА ДИСКОВОЙ ФОРМЫ | 1993 |
|
RU2074458C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ВОЛОКНИСТОГО МАТЕРИАЛА ИЗ ТЕРМОПЛАСТОВ | 2008 |
|
RU2388854C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СЛИТКОВ ПАЛЛАДИЯ И ЕГО СПЛАВОВ | 2013 |
|
RU2547385C1 |
| Устройство для грануляции веществ | 2021 |
|
RU2778933C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УДАРНО-ВОЛНОВОЙ ТРУБКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2089530C1 |
Изобретение относится к технологии формирования порций (капель) металла, трехмерной печати, а также для осуществления технологических процессов при изготовлении электронных устройств. Дозатор для формирования порций (капель) металла и их распределения по плоской поверхности состоит из резервуара-экструдера для расплавленного металла с нагревательным элементом и соплом для вывода расплава. Сопло экструдера имеет отверстие с эффективным сечением выходного отверстия, которое уменьшено помещенным в отверстие стержнем c диаметром, предотвращающим истечение расплава из резервуара экструдера при атмосферном давлении воздуха над поверхностью расплава и обеспечивающим скорость истечения расплава при регулировании давления воздуха в резервуаре-экструдере посредством пневматической системы дозатора. Сопло экструдера вокруг отверстия имеет плоскую часть для распределения порций расплава по плоской поверхности. Технический результат заключается в обеспечении регулирования наносимых порций материала и их распределения по поверхности. 1 ил., 1 табл.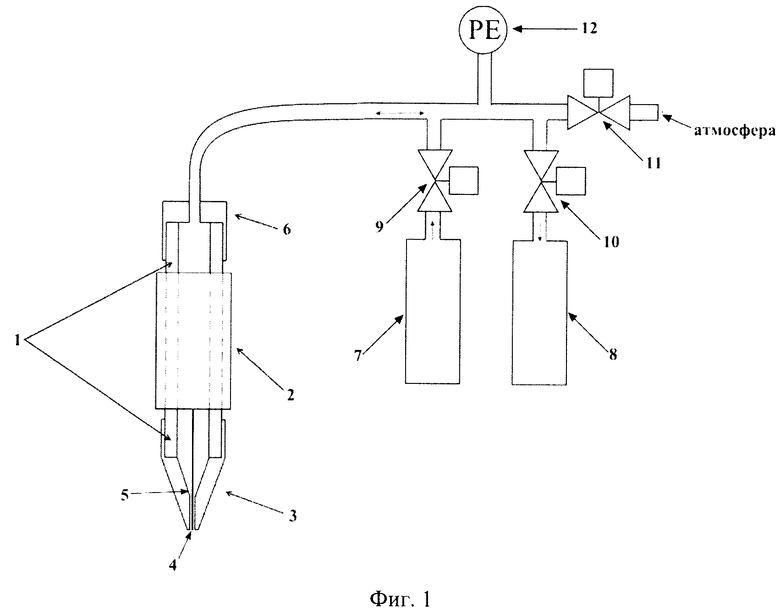
Дозатор для формирования порций (капель) металла и их распределения по плоской поверхности, состоящий из резервуара-экструдера для расплавленного металла с нагревательным элементом и соплом для вывода расплава, связанным с пневматической системой, отличающийся тем, что сопло экструдера имеет отверстие с эффективным сечением выходного отверстия, которое уменьшено помещенным в отверстие стержнем c диаметром, предотвращающим истечение расплава из резервуара экструдера при атмосферном давлении воздуха над поверхностью расплава и обеспечивающим скорость истечения расплава при регулировании давления воздуха в резервуаре-экструдере посредством пневматической системы дозатора, при этом сопло экструдера вокруг отверстия имеет плоскую часть для распределения порций расплава по плоской поверхности.
| US 4613076 A, 23.09.1986 | |||
| EA 200702404 A1, 30.10.2008 | |||
| СИСТЕМА СОПЛА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2016 |
|
RU2697294C1 |
| JP H08168854 A, 02.07.1996 | |||
| CN 202571279 U, 05.12.2012. | |||
