Настоящее изобретение относится к способу литья под давлением и системе сопла для литья под давлением для использования в системе с высокотемпературными камерами для литья расплава металла под давлением, содержащей установку для литья под давлением с высокотемпературными камерами с разливочным стаканом и распределителем расплава, который распределяет расплав равномерно от сопла установки по равномерно нагретым соплам для литья под давлением. Между литниковой областью в соплах для литья под давлением и разливочным стаканом расположен по меньшей мере один невозвратный клапан, причем невозвратный клапан предотвращает вытекание расплава обратно от литниковой области в направлении разливочного стакана.
Литник, будучи побочным продуктом литья, который в традиционных способах литья под давлением затвердевает в направляющих между соплом для литья под давлением и разливочной формой, а также соединяет литые изделия по существу нежелательным образом после выемки из формы, обуславливает дополнительные затраты на материалы, которые в целом составляют от 40% до 100% массы литого изделия. Даже если литник повторно плавят для рециркуляции материалов, это влечет за собой потери энергии и качества вследствие создания фракций накипи и окислов. Безлитниковое литье под давлением устраняет эти недостатки.
Для безлитникового литья под давлением необходимо пропускать расплав в жидком состоянии из плавильного котла к форме и обратно для каждой операции литья, что, однако, также приводит к потерям качества или по меньшей мере к потерям времени, или подавать расплав в жидком состоянии на литник формы. Последнее выполняют в подходе с высокотемпературными камерами, в котором все направляющие нагреваются до литника, так что расплав остается жидким и, предпочтительно, в то же время предотвращается его вытекание обратно в плавильный котел.
Обратное вытекание в плавильный котел может быть предотвращено посредством клапаном, однако, особенно предпочтительно, также посредством заглушки из затвердевшего расплава, которая закрывает отверстие литника в сопле для литья под давлением.
Несмотря на то, что традиционные клапаны действительно предотвращают вытекание расплава обратно в плавильный котел, в случае многопутевых систем, они непригодны для предотвращения вытекания расплава от путей верхнего уровня в пути нижнего уровня, а также выхода из сопла для литья под давлением. Несмотря на то, что это предотвращается за счет закрытия с помощью заглушки из затвердевшего расплава, вследствие необходимых быстрых чередований между плавлением и отверждением, в данном способе представляется сложным достижение коротких временных рабочих циклов и, следовательно, высокой динамики.
Данная проблема приводит в результате к цели, заключающейся в обеспечении системы сопла для литья под давлением для использования в систем для литья металлических расплавов под давлением с высокотемпературными камерами, обеспечивающей возможность простого контроля температур и простой конструкции.
Цель достигается за счет системы сопла для литья под давлением, предназначенной для использования в системе с высокотемпературными камерами для литья расплава металла под давлением, содержащей установку для литья под давлением с высокотемпературными камерами с разливочным стаканом и распределителем расплава, который распределяет расплав равномерно от сопла установки по нагретым соплам для литья под давлением, причем между литниковой областью сопел для литья под давлением и разливочным стаканом расположен по меньшей мере один невозвратный клапан, при этом указанный невозвратный клапан предотвращает вытекание расплава обратно от литниковой области в направлении разливочного стакана. С этой целью предоставляют, преимущественно, расплавы низкой вязкости, в частности, цветных металлов, с температурой плавления до таковой у алюминия. Однако в уровне техники жидкий расплав может возвращаться от верхнего сопла и, в то же время, вытекать из нижнего сопла нежелательным образом за счет действия силы притяжения.
Для решений данной проблемы, в соответствии с изобретением, невозвратный клапан соответствующим образом расположен между литниковой областью по меньшей мере верхнего сопла для литья под давлением, или в случае наличия множества сопел, верхних сопел для литья под давлением, и последней ветвью распределителя расплава к каждому из сопел для литья под давлением. За счет этого можно предотвратить выход расплава из сопел для литья под давлением в любое время, когда через распределитель расплава не вводится расплав, что может привести к загрязнению и опасности, особенно в случае открытой формы. Риск выхода расплава является результатом того факта, что направляющие расплава образуют трубы, находящиеся в сообщении с распределителем расплава, так что расплав от сопла для литья под давлением, расположенным в верхней области распределителя расплава, может вытекать обратно и, следовательно, расплав может вытекать обратно из сопла для литья под давлением, расположенным в нижней области распределителя расплава, под действием силы притяжения. Однако это предотвращается за счет невозвратного клапана в области между литниковой областью сопла для литья под давлением и последней ветвью распределителя расплава до по меньшей мере указанного сопла для литья под давлением, например, непосредственно в верхнем сопле для литья под давлением.
В соответствии с предпочтительным вариантом реализации, сопла для литья под давлением могут нагреваться изнутри и/или снаружи в области корпуса сопла и содержать литниковые области, которые обладают по меньшей мере тепловой проводимостью расплава, подлежащего обработке, и/или они могут нагреваться по отдельности. Особенно предпочтительным является то, если нагревание выполняется снаружи и тепло переносится в литниковые области для того, чтобы можно было бы обойтись без внутреннего нагревателя. Таким образом, обеспечивают сопло для литья под давлением, подлежащее нагреванию снаружи, причем внешний нагреватель также может быть выполнен в виде печатного нагревателя (тонкопленочного нагревателя). Внешний нагреватель может быть сформирован из рукава из латуни или высококачественной стали, который может быть посажен «на горячо» и содержит нагреватель.
Вследствие распространения тепла от литниковой области, сопло для литья под давлением, таким образом, может нагреваться непрямым образом за счет тепла, перенесенного от корпуса нагретого сопла к литниковой области. Тот факт, что теплопроводимость является настолько высокой, насколько это возможно, но в любом случае она составляет не менее, чем таковая у самого расплава (например, у Zn>100 Вт/м*К, у Мд приблизительно >60, у Al приблизительно 235 Вт/м*К), представляется возможным за счет надлежащего выбора материалов, например, сплава молибдена, вольфрама или теплопроводящего керамического материала. В дополнение или в качестве альтернативы, сопло для литья под давлением нагревают изнутри, что также входит в объем изобретения.
Кроме того, предпочтительным является обеспечение теплозащитного устройства в литниковой области каждого сопла для литья под давлением, которое уменьшало бы распространение тепла от литниковой области в направлении литейной формы. В литниковой области расположен теплоизоляционный материал, который особенно пригоден для этого. Здесь может предполагаться теплоизоляционный материал, который выполнен в виде изоляционного кольца, выполненного из материала, окружающего литниковую область и обладающего низкой теплопроводимостью, такого как сплавы титана или керамические материалы, или в виде изоляционного слоя воздуха, газа или вакуума внутри литниковой области, и/или в виде постоянного слоя воздуха между корпусом сопла для литья под давлением и литейной формой, который образует равномерный или кольцевой воздушный промежуток, действующий в качестве изоляционного пространства. Изоляция служит для предотвращения потерь тепла и сведения тепловой мощности к минимуму.
Литниковая область формы, предпочтительно, содержит изоляционный материал, который уменьшает распространение тепла в форму. Изоляционный материал образует часть сопла и, в отличие от технологий литья пластмассы в форму под давлением методом впрыска, не образован формой или расплавом. В качестве альтернативы или в дополнение к указанной тепловой изоляции, также обеспечено нагревание литниковой области формы, что создает так называемую «активную изоляцию» так, чтобы дополнительно уменьшить распространение тепла от литниковой области за счет этих дополнительных мер. За счет этого, расплав в литниковой области остается в жидком состоянии и его не нужно снова плавить после отделения литого изделия. Этим обеспечивается нагревание сопла более простым способом, обеспечивая при этом все преимущества расположения расплава в сопле. С этой целью, также обеспечивается, чтобы передняя часть сопла была изготовлена из изоляционного материала.
В качестве альтернативы, предусмотрен еще один вариант реализации с обратным нагревателем для уменьшения распространения тепла. Указанный обратный нагреватель, предпочтительно, выполнен в виде сегмента, который расположен вокруг литника и температуру которого можно контролировать отдельно, и/или в виде отдельно нагреваемой литниковой области. Было выявлено, что для этой операции особенно предпочтительным является обратный нагреватель, который использует высокодинамичный цикл CO2.
Высокое качество продукта достигается благодаря направляющей расплава, которая содержит, в области литниковой области сопла для литья под давлением, разделительную кромку, которая выполнена таким образом, что она образует точку разрыва, уменьшающую поперечное сечение в расплаве, отвержденном в литниковой области, где изделие будет отделено, когда литниковая область отрывается от формы. Разделительная кромка расположена на одной стороне или по окружности на внешней стороне центрального канала, или на внутренней стороне канала для расплава, при этом в каждом случае на нижнем конце, расположенном в направлении литниковой области. Также может быть предусмотрено расположение на обеих сторонах.
Кроме того, была продемонстрирована выгода от расположения датчика температуры в литниковой области. Указанный датчик температуры генерирует измеренные значения, которые могут быть использованы для управления нагревателем сопла. Управление нагревателем сопла обеспечивает возможность оптимизированной процедуры, увеличивает производительность и качество продукта, а также уменьшает износ сопла для литья под давлением. Датчик температуры находится в передней области сопла, которая является областью вблизи литника, тем самым содействуя в достижении оптимизированной работы нагревателя в части того, что измеренные им значения используются для управления нагревателем сопла.
Было продемонстрировано особое преимущество от расположения невозвратного клапана непосредственно в канале сопла для литья под давлением. Подходящий невозвратный клапан содержит свободно двигающийся шарик, в частности, в кожухе, который находится в сообщении с седлом клапана.
Предпочтительно, чтобы сопло содержало литник определенной геометрической формы. Кольцо, например, обеспечивает чистое отделение, а дополнительными предусмотренными формами могут быть формы креста или звезды. Центральный канал, образующий кольцо, может иметь продольное отверстие, проходящее через литниковую область. За счет этого достигается улучшенный поток расплава с одинаковой хорошей степенью отделения. Качество отделения дополнительно улучшается за счет разделительной кромки, которая может быть расположена внутри и/или снаружи литниковой области. Таким образом, сопло для литья под давлением содержит литник геометрической формы, адаптированной под соответствующие требования.
Литник будет охлаждаться, только если тепло проходит в литое изделие, т.е. продукт, а литниковая область охлаждается до тех пор, пока литое изделие остается соединенным с литниковой областью. Однако литниковая область не охлаждается слишком быстро, поскольку вследствие тепловой изоляции в литниковой области сопла лишь небольшое количество тепла распространяется непосредственно в форму. Таким образом, поток тепла по существу канализируется через жидкий или затвердевший расплав.
Еще один аспект изобретения представляет собой способ литья под давлением, в котором используют систему сопла для литья под давлением, в соответствии с представленным выше описанием. Способ литья под давлением включает следующие этапы:
- насаживание перманентно и равномерно нагретого сопла для литья под давлением на литейную форму;
- открытие невозвратного клапана во время ввода расплава через направляющую для расплава и литниковую область в литейную форму;
- отверждение расплава для получения продукта внутри литейной формы, содержащей литниковую область, причем тепло проходит от литниковой области в продукт;
- отрывание сопла для литья под давлением, отделение продукта и прекращение распространения тепла от литниковой области;
- плавление затвердевшего расплава в литниковой области каждого из сопел для литья под давлением посредством непрерывного теплового потока от корпуса сопла, при этом вытекание расплава, протекающего от верхних сопел через распределитель, из нижних сопел в распределителе предотвращают путем закрытия невозвратных клапанов в области верхних сопел.
Такой способ не требует формирование уплотнительной заглушки из расплава в литниковой области, так что частота рабочего цикла литься под давлением может быть увеличена, а переменные тепловые нагрузки на сопло для литья под давлением могут быть уменьшены. Кроме того, выход расплава может быть предотвращен более надежным способом.
Дополнительные подробности, признаки и преимущества изобретения станут ясны из нижеследующего описания примеров варианта реализации со ссылкой на сопроводительные чертежи. На чертежах:
Фиг. 1 представляет собой схематическое изображение системы сопла для литья под давлением, в соответствии с изобретением;
Фиг. 2 представляет собой схематическое изображение системы сопла для литья под давлением в поперечном сечении, в соответствии с изобретением, с двумя соплами для литья под давлением;
На фиг. 3 показан еще один вариант реализации сопла для литья под давлением;
На фиг. 4 показан подробный вариант реализации сопла для литья под давлением, в соответствии с изобретением, в литниковой области;
На фиг. 5 показан еще один вариант реализации системы сопла для литья под давлением, в соответствии с изобретением;
На фиг. 6 показан еще один вариант реализации системы сопла для литья под давлением, в соответствии с изобретением;
На фиг. 7 показан еще один вариант реализации сопла для литья под давлением, в соответствии с изобретением, и
На фиг. 8 показан ряд различных геометрических форм литника.
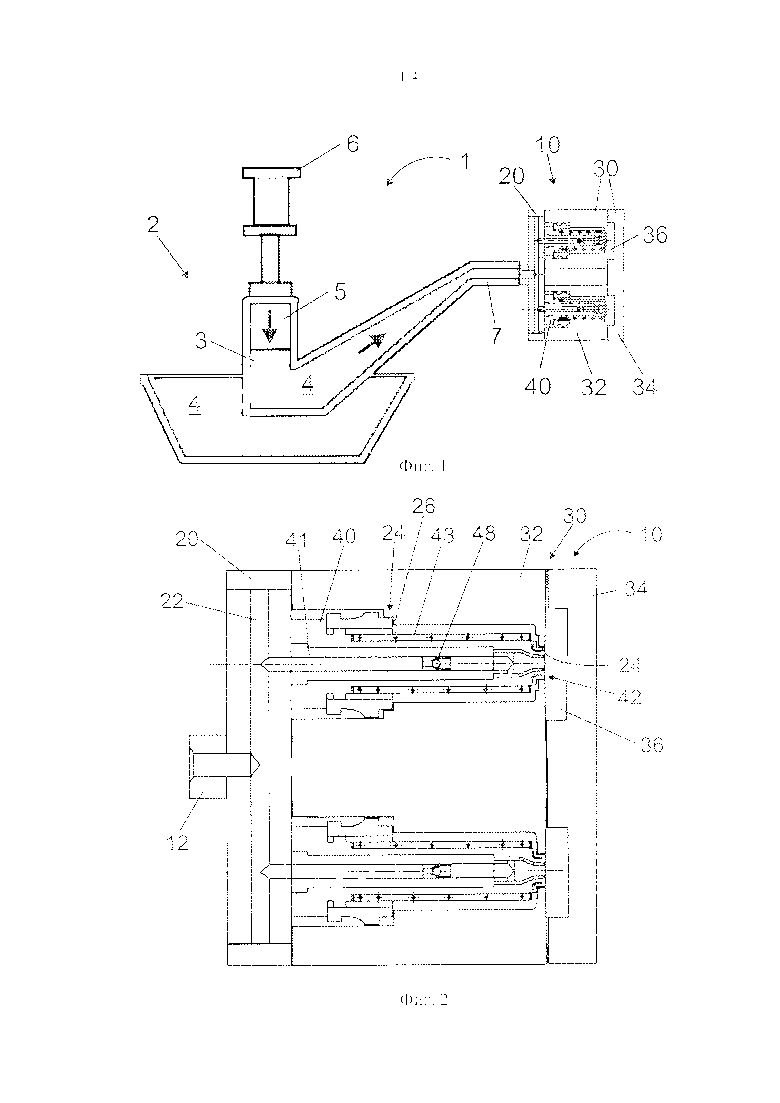
На фиг. 1 схематически изображена система 1 с высокотемпературными камерами, содержащая вариант реализации системы 10 сопла для литья под давлением, в соответствии с изобретением, соединенной с широко известной установкой 2 для литья под давлением с высокотемпературными камерами. Установка 2 для литья под давлением с высокотемпературными камерами содержит разливочный стакан 3, в котором находится расплав 4. Последний проталкивается вниз поршнем 5, которым управляет привод 6 поршня, так что расплав 4 достигает системы 10 сопла для литья под давлением через сопло 7 установки.
В системе 10 сопла для литья под давлением расплав 4 сначала проталкивается в распределитель 20 расплава, который распределяет расплав 4 по отдельным соплам 40 для литья под давлением. Сопла 40 для литья под давлением непосредственно соединены с неподвижной полуформой 32, являющейся частью литейной формы 30. Между неподвижной полуформой 32 и подвижной полуформой 34 находится полость 36, в которой формируется продукт после введения и отверждения расплава 4.
Фиг. 2 представляет собой схематическое изображение варианта реализации системы 10 сопла для литья под давлением в поперечном сечении, в соответствии с изобретением, с двумя соплами 40 для литья под давлением - верхним и нижним. Сопла 40 для литья под давлением вставлены в неподвижную полуформу 32 литейной формы 30 и соединены в распределителем 30 расплава. Два радиальных седла 24 и аксиальное седло 26, на которых поддерживается сопло 40 для литья под давлением, зафиксированы в своем положении внутри литейной формы 30. Функция уплотнения переднего радиального седла 24 также может быть дополнительно улучшена за счет дополнительного уплотнительного элемента, который здесь не изображен. Функция данного промежутка будет описана более подробно вместе с фиг. 3.
Когда система 10 сопла для литья под давлением функционирует, сопло установки расположено на выступе 12 сопла установки, посредством которого оно насажено, и, таким образом, плотно соединено с распределителем 20 расплава под действием механического давления. Благодаря этому, расплав может протекать из разливочного стакана в направляющую 22 расплава распределителя 20 расплава и в сопла 40 для литья под давлением, и достигать их соответствующих каналов 41 сопла. Из канала 41 сопла расплав протекает через невозвратный клапан 48, который открывается в направлении потока, в литниковую область 42, где он вводится в полость 36. Затем, после отверждения расплава в полости формируется продукт. Кроме того, расплав также может затвердевать в литниковой области 42, поскольку тепло расплава распространяется через литейную форму 30 (которая зачастую дополнительно охлаждается).
В особенно предпочтительном варианте реализации невозвратный клапан выполнен в виде шарового клапана, так что шарик имеет малый вес и выполняет короткий ход, например, один миллиметр. Данное свойство обеспечивает возможностью выполнения соплом для литья под давлением своей функции, в соответствии с изобретением, высоко динамичным образом.
Для удаления готового продукта подвижную полуформу 34 отрывают. В данном способе продукт отделяют от литниковой области 42 сопла 40 для литья под давлением. В то же время, отделение продукта и удаления подвижной полуформы 34 препятствует распространению тепла в литейную форму 30. Тепло, вырабатываемое нагревателем 43 сопла и переносимое затем к соплу 40 для литья под давлением, нагревает литниковую область 42 достаточным образом для повторного плавления расплава, затвердевшего в литниковой области 42. Нагреватель 43 сопла в данном случае выполнен в виде рукава, например, выполненного из латуни или высококачественной стали, который содержит нагреватель и насажен на корпус сопла 40 для литья под давлением.
В результате, литниковая область в соплах 40 для литья под давлением открыта для повторного выброса расплава. До тех пор, пока присутствует только одно сопло 40 для литья под давлением, выход расплава может быть предотвращен за счет капиллярных сил или отсутствия баланса давления. Однако как только будет предусмотрено несколько сопел для литья под давлением, в частности, при их расположении друг на друге, воздух может попадать в верхнее сопло 40 для литья под давлением через литниковую область 42. Затем, попадающий воздух создает баланс давления в направляющей 22 расплава в распределителе 20 расплава, так что расплав может вытекать обратно из верхнего сопла 40 для литья под давлением в направляющую 22 расплава и может выходить из сопла 40 для литья под давлением нежелательным образом, в частности, в случае открытой литейной формы 30. Безусловно, это же применимо, если расплав не затвердевает в литниковой области, а остается жидким.
Для предотвращения вытекания расплава предусмотрен невозвратный клапан 48, в соответствии с изобретением, который предотвращает вытекание расплава обратно в направляющую 22 расплава в распределителе 20 расплава. В результате, вследствие отсутствия баланса давления, расплав не может выйти из нижнего сопла 40 для литья под давлением. За счет этого, даже литниковая область 42 соответствующих нижних сопел остается практически уплотненной даже без дополнительных мер по закрытию, таких как затвердевшая заглушка из расплава или игла сопла.
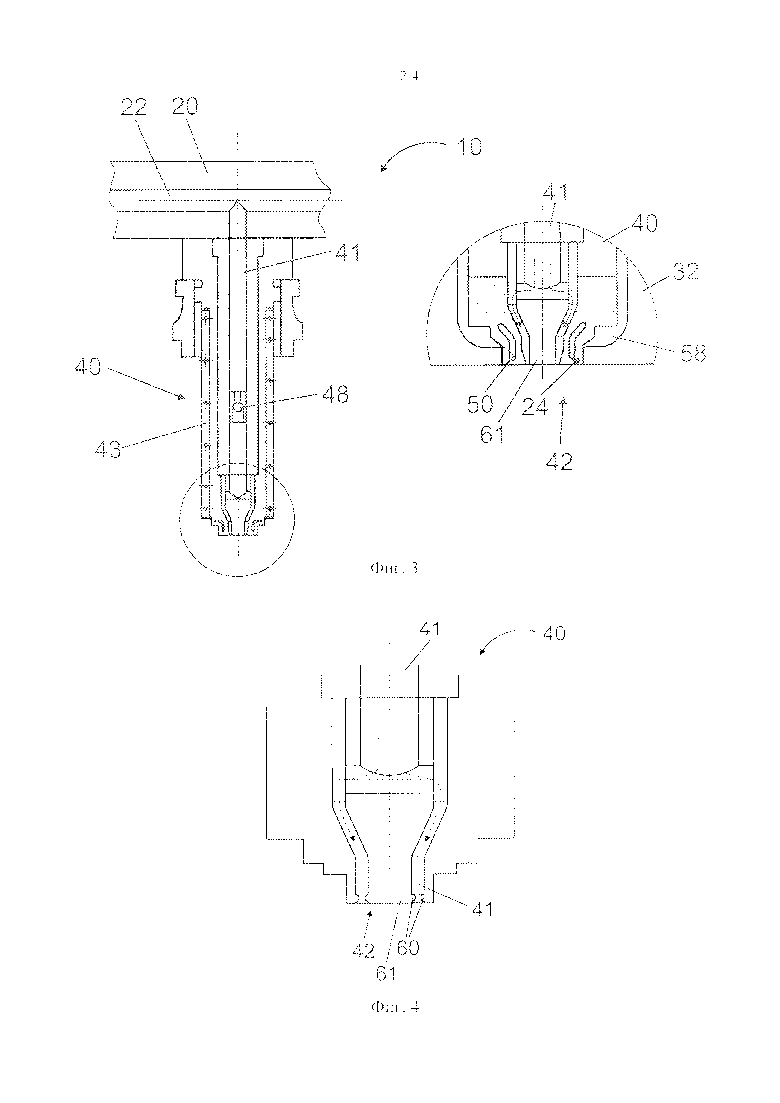
Фиг. 3 представляет собой схематическое изображение в поперечном сечении варианта реализации сопла 40 для литья под давлением в системе 10 сопла для литья под давлением, в соответствии с изобретением, включающее подробный вид литниковой области 42. Сопло 40 для литья под давлением соединен с распределителем 20 расплава, так что направляющая 22 расплава в нем находится в сообщении с каналом 41 сопла. Кроме того, невозвратный клапан 48, который схематически изображен здесь, предпочтительно, расположен внутри канала 41 сопла. Однако он также может быть расположен в любом положении в изображении секции направляющей 22 расплава.
Кроме того, показаны нагреватель 43 сопла и (только на подробном виде) часть неподвижной полуформы 32, напротив которой находится сопло 40 для литья под давлением. Для предотвращения распространения тепла от сопла 40 для литья под давлением к неподвижной полуформе 32 через подпирающую опору в литниковой области 42, т.е. радиальное седло 24, предусмотрен тепловой изоляционный материал. В изображенном примере указанный изоляционный материал находится в воздушном промежутке 58, который окружает существенную часть сопла 40 для литья под давлением, и, в частности, в изоляционном материале 50 литника. Изоляционный материал 50 литника расположен непосредственно в литниковой области 42. Он состоит из полого пространства, в которое был введен воздух, некоторый другой газ или изоляционный материал. Более того, предусмотрено, что литниковая область изготовлена из другого материала, обладающего пониженной теплопроводимостью, например, керамического материала. Изоляционный материал 50 литника может быть выполнен путем совместного соединения частей, выполненных с возможностью определения полого пространства посредством формодержателя или адгезивного соединения.
Изоляционный материал 50 литника особенно эффективным образом предотвращает распространение большого количества тепла через радиальное седло 24. Это обеспечивает возможность нагревания литниковой области 42 и плавление расплава, затвердевшего там, посредством имеющегося нагревателя 43 сопла без необходимости в помещении дополнительного нагревателя в литниковую область 42. Однако такое альтернативное решение, в котором в литниковой области предусмотрен отдельный нагреватель сопла, также входит в объем изобретения.
Пунктирными линиями со стрелками на подробном виде дополнительно обозначен путь потока расплава в последней секции канала 41 сопла к литниковой области 42. В изображенном примере варианта реализации литниковая область 42 имеет кольцевую геометрическую форму литника. Последняя образована направляющей 41 расплава вблизи литниковой области 42, имеющей центральный канал 61, который перемещает расплав наружу и в цилиндрический промедуток, что в результате дает кольцевую геометрическую форму литника. Дополнительные преимущественные геометрические формы литника показаны на фиг. 8.
Фиг. 4 представляет собой подробное схематическое изображение в поперечном сечении варианта реализации сопла 40 для литья под давлением, в соответствии с изобретением, в литниковой области 42. Здесь, так же, как и на фиг. 3, обозначен поток расплава в канале 41 сопла.
Важный признак сопла 40 для литья под давлением, в соответствии с изобретением, показан в литниковой области 42. Последняя содержит разделительную кромку 60, которая может быть предусмотрена на одной стороне или на обеих сторонах, т.е. на внутренней стороне в центральном канале 61 и/или на внешней стороне в нижней секции канала 41 для расплава в качестве соответствующего кольцевого выступа. Показана двухсторонняя конфигурация во внутренней и внешней области, причем разделительная кромка 60 создает уменьшенное поперечное сечение между продуктом, который состоит из затвердевшего расплава, и «замороженной» литниковой областью, т.е. заглушкой из расплава, образованной в указанной области. Указанное уменьшенное поперечное сечение образует точку разрыва, в которой продукт отделяется от заглушки из расплава в литниковой области определенным образом и, следовательно, обеспечивается создание надлежащего литника на продукте, который не требует последующей обработки.
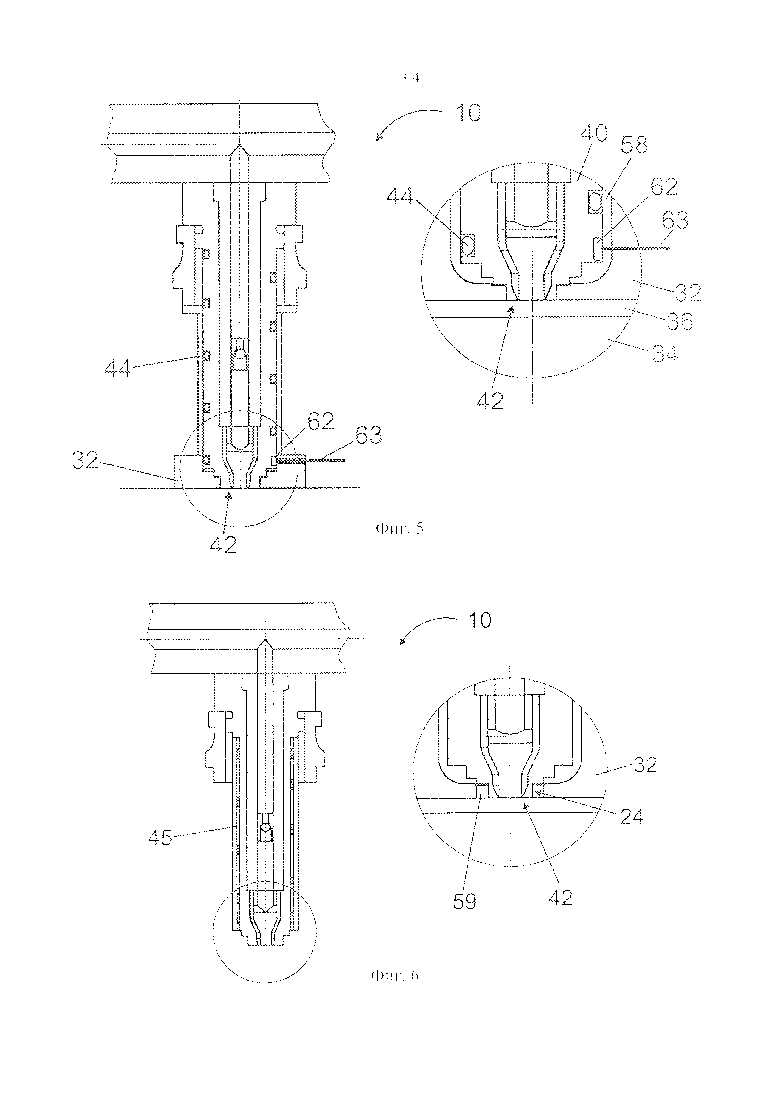
Фиг. 5 представляет собой схематическое изображение варианта реализации системы 10 сопла для литья под давлением, в соответствии с изобретением, содержащее, подобно изображению на фиг. 3, подробный вид литниковой области 42, на котором, в дополнение к неподвижной полуформе 32, также показаны подвижная полуформа 34 и полость 36.
Однако имеет место ряд отличий по сравнению с примером варианта реализации, показанным на фиг. 3. Они относятся к окружающему пространству литниковой области 42 и нагревателю 44 сопла. Последний встроен в кольцевой паз в корпусе сопла 40 для литья под давлением.
В литниковой области 42 изображена часть неподвижной полуформы 32, которая образована таким образом, что между указанной неподвижной полуформой и соплом 40 для литья под давлением образуется изоляционное воздушное пространство 58. Также в этой области расположен датчик 62 температуры, который соединен через кабель 63. На подробном виде канал для указанного кабеля также может использоваться для линии подачи нагревателя.
На фиг. 6 показано схематическое изображение в поперечном сечении, включающее подробный вид, варианта реализации системы 10 сопла для литья под давлением, в соответствии с изобретением, который отличается от показанных на фигурах 3 и 5 типом нагревания и исполнением литниковой области 42. Для улучшения тепловой изоляции от неподвижной полуформы 32, литниковая область 42 снабжена изоляционным кольцом 59, которое, например, выполнено из сплава титана. Указанное изоляционное кольцо расположено в литниковой области 42 и окружает последнюю в области радиального седла 24.
В изображенном примере варианта реализации сопло 40 для литья под давлением нагревается через печатный нагреватель 45 сопла, который нанесен на корпус сопла 40 для литья под давлением в винтовой конфигурации и защищен подвижным защитным рукавом.
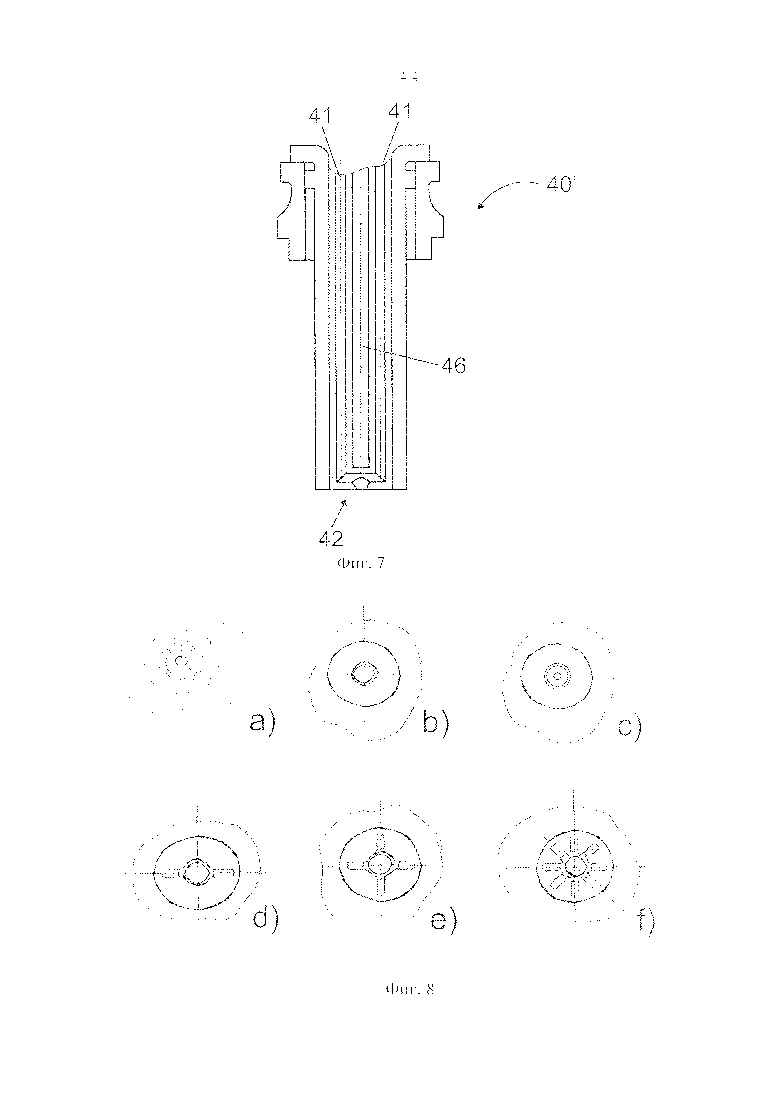
Фиг. 7 представляет собой изображение в поперечном сечении еще одного варианта реализации сопла 40' для литья под давлением, в соответствии с изобретением, который по существу отличается от вариантов реализации, описанных выше. Он содержит нагреватель 46 сопла, выполненный в виде внутреннего нагревательного стержня. Нагреватель 46 сопла окружен каналом 41 сопла, который, при этом, имеет форму полого цилиндра. За счет этого, тепло может легко направляться непосредственно в литниковую область 42 без необходимости в каких-либо конкретных мерах по тепловой изоляции для препятствования распространению тепла. Данный вариант реализации особенно предпочтителен для использования расплавов, обладающих температурой плавления более 600°С, или для множественного прорезания литников, при котором расплав подается от одного сопла для литья под давлением во множество полостей, расположенных близко друг к другу.
В полом цилиндрическом канале 41 сопла отсутствует невозвратный клапан, поскольку последний должен быть расположен в направляющей расплава в распределителе расплава при реализации такого сопла 40' для литья под давлением.
Канал 41 сопла соединен с литниковой областью 42, которая в настоящем примере варианта реализации имеет точкообразную конфигурацию.
Дополнительные формы литника изображены на фиг. 8.
На виде а) показана геометрическая форма литника для многоканального сопла, которое может быть использовано для заполнения формы с множеством полостей. В данном случае расплав затем вводится не только в одну полость, но во множество полостей, расположенных близко друг к другу, так что одним соплом может быть изготовлено множество частей.
На виде b) показана геометрическая форма литника, которая является результатом поперечного сечения фигур 2-6 и образована в виде кольцевого литника с крупным поперечным сечением для непродолжительного времени литья. Наконечник расположен внутри кольца, т.е. центральный канал 61 (см. фигуры 3 и 4) обеспечивает передачу тепла от корпуса нагретого сопла в литниковую область и, с этой целью, он выполнен из материала, обладающего особенно высокой теплопроводимостью, например, подходящего сплава. Благодаря этому, любой расплав, который мог затвердеть в литниковой области после отделения продукта и, следовательно, устранения сброса тепла, быстро повторно плавится, так что может быть начат новый цикл литья под давлением для изготовления еще одного продукта. В частности, это может дополнительно поддерживаться, если вся литниковая область выполнена из указанного материала, обладающего особенно высокой теплопроводимостью.
На виде с) кольцевой литник дополнен точкообразным литником, расположенным по центру внутри кольца, так что может быть достигнута даже большая объемная скорость потока расплава. Также может быть предусмотрен точкообразный литник без дополнительного кольцевого литника. Такой вариант уже является результатом сопла 40 для литья под давлением, изображенного на фиг. 7.
На видах d)-f), соответственно, показана геометрическая форма литника, которая обеспечивает подобную стабильность в литниковой области, но предусматривает более быстрое введение расплава в полость, в частности, если последний имеет увеличенный объем. Это достигается за счет пазов, возникающих по бокам кольцевой геометрической формы литника, с образованием линии, двух пересекающихся линий или литника с геометрической формой звезды.
Перечень ссылочных обозначений
1 система с высокотемпературными камерами
2 установка для литья под давлением с высокотемпературными камерами
3 разливочный стакан
4 расплав
5 поршень
6 привод поршня
7 сопло установки
10 система сопла для литья под давлением
12 выступ сопла установки
20 распределитель расплава
22 канал для расплава
24 радиальное седло
26 аксиальное седло
30 литейная форма
32 неподвижная полуформа
34 подвижная полуформа
36 полость
36' продукт
40, 40' сопло для литья под давлением
41 канал сопла
42 литниковая область
43 нагреватель сопла (рукав)
44 нагреватель сопла (кольцевой паз)
45 нагреватель сопла (подвижный рукав)
46 нагреватель сопла (внутренний нагреватель)
48 невозвратный клапан
50 изоляционный материал литника
58 изоляционное пространство
59 изоляционное кольцо
60 разделительная кромка
61 центральный канал
62 датчик температуры
63 кабель
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ ЦЕНТРАЛЬНОГО ЛИТНИКОВОГО КАНАЛА | 2003 |
|
RU2297303C2 |
| СПОСОБ И УСТРОЙСТВО СОПРЯЖЕНИЯ ТРУБОПРОВОДОВ С РАСПЛАВОМ В ФОРМОВОЧНОЙ МАШИНЕ И/ИЛИ ЛИТНИКОВОЙ СИСТЕМЕ | 2005 |
|
RU2335395C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007296C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Горячеканальная литьевая форма для изделий из термопластов | 1986 |
|
SU1395520A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БЛОКА ЦИЛИНДРОВ МЕТОДОМ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ ИЛИ ПОД ДЕЙСТВИЕМ СИЛЫ ТЯЖЕСТИ | 2015 |
|
RU2660449C2 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ЛИТЬЯ СЛОЖНЫХ ФАСОННЫХ ОТЛИВОК И ПРИМЕНЕНИЕ УКАЗАННОЙ ЛИТЕЙНОЙ ФОРМЫ | 2018 |
|
RU2717755C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
| ГОРЯЧЕКАНАЛЬНОЕ СОПЛО ДЛЯ ВПРЫСКА РАСПЛАВА В БОКОВОМ НАПРАВЛЕНИИ | 2010 |
|
RU2530103C2 |
| Установка для получения тонкостенных отливок | 1972 |
|
SU452947A3 |
Изобретение относится к литейному производству. Установка для литья металла под давлением содержит разливочный стакан (3), сопло (7), распределитель (20) и систему (10) сопел для литья под давлением. В распределителе (20) содержатся направляющие (22) расплава к каждому из сопел (40) от сопла (7). Сопла (40), выполненные с возможностью нагрева, размещены одно над другим, содержат литниковую область (42). Между литниковой областью (42) по меньшей мере одного из верхних сопел (40) и последней ветвью направляющих (22) расплава металла расположен по меньшей мере один невозвратный клапан (48), предотвращающий вытекание металла (4) обратно от литниковой области (42) в направлении разливочного стакана (3). Обеспечивается предотвращение вытекания металла обратно от литниковой области к разливочному стакану. 2 н. и 22 з.п. ф-лы, 8 ил.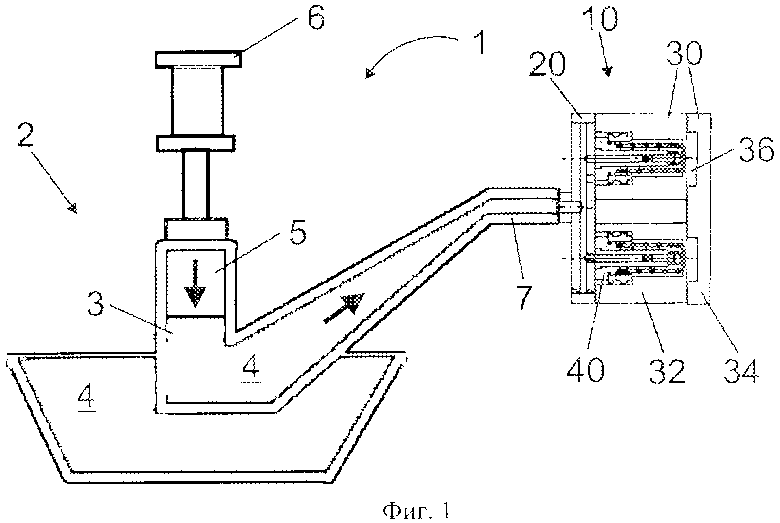
1. Установка для литья под давлением расплава металла, содержащая разливочный стакан (3), сопло (7), распределитель (20) и систему (10) сопел для литья под давлением, причем распределитель (20) выполнен с возможностью равномерного распределения расплава (4) от сопла (7) по соплам (40) для литья под давлением системы (10) сопел, при этом сопла (40) для литья под давлением, выполненные с возможностью нагрева, содержат литниковую область (42), причем между литниковой областью (42) сопел (40) для литья под давлением и разливочным стаканом (3) расположен по меньшей мере один невозвратный клапан (48), выполненный с возможностью предотвращения вытекания расплава (4) металла обратно от литниковой области (42) в направлении разливочного стакана (3), отличающаяся тем, что она содержит направляющие (22) расплава в распределителе (20) расплава к каждому из сопел (40) для литья под давлением, сопла (40) для литья под давлением размещены одно над другим, причем невозвратный клапан (48) расположен между литниковой областью (42) по меньшей мере одного из верхних сопел (40) для литья под давлением и последней ветвью направляющих (22) расплава.
2. Установка по п. 1, отличающаяся тем, что сопло (40) для литья под давлением выполнено с возможностью нагрева изнутри и/или снаружи в области корпуса сопла (40) для литья под давлением, при этом литниковая область (42) выполнена из материала, теплопроводность которого соответствует, по меньшей мере, теплопроводности расплава, и/или она выполнена с возможностью отдельного нагрева.
3. Установка по п. 1 или 2, отличающаяся тем, что в литниковой области (42) каждого сопла (40) для литья под давлением предусмотрено теплозащитное устройство для уменьшения распространения тепла от литниковой области (42) к литейной форме (30).
4. Установка по п. 3, отличающаяся тем, что теплозащитное устройство выполнено в виде теплоизоляционного материала (58, 59), размещенного в литниковой области (42), или в виде обратного нагревателя, расположенного в литниковой области (42).
5. Установка по п. 4, отличающаяся тем, что теплоизоляционный материал выполнен в виде изоляционного кольца (58) из материала с низкой теплопроводностью, размещенного вокруг литниковой области (42), в виде изоляционного материала (50) литника, в виде изоляционного слоя воздуха, газа или вакуума внутри литниковой области (42) и/или в виде изоляционного пространства (58) между корпусом сопла (40) для литья под давлением и литейной формой (30).
6. Установка по п. 4, отличающаяся тем, что обратный нагреватель выполнен в виде сегмента, расположенного вокруг литниковой области (42), выполненного с возможностью отдельного контроля его температуры и/или в виде отдельно нагреваемой литниковой области (42).
7. Установка по п. 6, отличающаяся тем, что она содержит устройство для управления работой обратного нагревателя, использующее цикл CO2.
8. Установка по одному из пп. 1, 2, 4, 5, 6 или 7, отличающаяся тем, что она содержит разделительную кромку (60), размещенную в канале (41) сопла (40), на внешней окружности центрального канала (61) и/или на внутренней окружности канала (41) в литниковой области (42), причем указанная разделительная кромка (60) выполнена с возможностью образования точки разрыва в расплаве (4) металла, затвердевшем в литниковой области (42), в области отделения продукта (36’) при отрыве литниковой области (42) от литейной формы (30).
9. Установка по п. 3, отличающаяся тем, что она содержит разделительную кромку (60), размещенную в канале (41) сопла (40), на внешней окружности центрального канала и/или на внутренней окружности канала (41) в литниковой области (42), причем указанная разделительная кромка (60) выполнена с возможностью образования точки разрыва в расплаве (4) металла, затвердевшем в литниковой области (42), в области отделения продукта (36’) при отрыве литниковой области (42) от литейной формы (30).
10. Установка по одному из пп. 1, 2, 4, 5, 6 или 7, отличающаяся тем, что она содержит датчик (62) температуры в литниковой области (42).
11. Установка по п. 3, отличающаяся тем, что она содержит датчик (62) температуры в литниковой области (42).
12. Установка по п. 8, отличающаяся тем, что она содержит датчик (62) температуры в литниковой области (42).
13. Установка по п. 9, отличающаяся тем, что она содержит датчик (62) температуры в литниковой области (42).
14. Установка по одному из пп. 1, 2, 4, 5, 6, 7, 11, 12 или 13, отличающаяся тем, что невозвратный клапан (48) расположен в канале (41) сопла (40) для литья под давлением.
15. Установка по п. 3, отличающаяся тем, что невозвратный клапан (48) расположен в канале (41) сопла (40) для литья под давлением.
16. Установка по п. 8, отличающаяся тем, что невозвратный клапан (48) расположен в канале (41) сопла (40) для литья под давлением.
17. Установка по п. 9, отличающаяся тем, что невозвратный клапан (48) расположен в канале (41) сопла (40) для литья под давлением.
18. Установка по п. 10, отличающаяся тем, что невозвратный клапан (48) расположен в канале (41) сопла (40) для литья под давлением.
19. Установка по одному из пп. 1, 2, 4, 5, 6, 7, 9, 11, 12, 13, 15, 16, 17 или 18, отличающаяся тем, что невозвратный клапан (48) выполнен в виде свободно двигающегося шарика, находящегося в сообщении с седлом клапана.
20. Установка по п. 3, отличающаяся тем, что невозвратный клапан (48) выполнен в виде свободно двигающегося шарика, находящегося в сообщении с седлом клапана.
21. Установка по п. 8, отличающаяся тем, что невозвратный клапан (48) выполнен в виде свободно двигающегося шарика, находящегося в сообщении с седлом клапана.
22. Установка по п. 10, отличающаяся тем, что невозвратный клапан (48) выполнен в виде свободно двигающегося шарика, находящегося в сообщении с седлом клапана.
23. Установка по п. 14, отличающаяся тем, что невозвратный клапан (48) выполнен в виде свободно двигающегося шарика, находящегося в сообщении с седлом клапана.
24. Способ литья под давлением расплава металла, с использованием установки для литья под давлением по любому из пп. 1-23, включающий следующие этапы:
насаживание перманентно и равномерно нагретого сопла (40) для литья под давлением на литейную форму (30);
открытие невозвратного клапана (48) во время ввода расплава (4) через направляющую (41) для расплава и литниковую область (42) в литейную форму (30);
отверждение расплава (4) для получения продукта внутри литейной формы (30), содержащей литниковую область (42), причем продукт (36’) получает тепло от литниковой области (42);
отрыв сопла (40) для литья под давлением, отделение продукта (36’) и прекращение распространения тепла от литниковой области (42);
плавление затвердевшего расплава в литниковых областях (42) каждого из сопел (40) для литья под давлением посредством непрерывного теплового потока от корпуса сопла (40) для литья под давлением, при этом вытекание расплава (4), протекающего от сопел (40) для литья под давлением через распределитель (20) расплава, предотвращают путем закрытия невозвратных клапанов (48) в области сопел (40) для литья под давлением.
| DE 10354456 A1, 24.06.2004 | |||
| DE 10359692 A1, 22.07.2004 | |||
| ИНЖЕКЦИОННОЕ СОПЛО ДЛЯ МАШИНЫ, ПРЕДНАЗНАЧЕННОЙ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ МАТЕРИАЛА С МЕТАЛЛИЧЕСКИМИ СВОЙСТВАМИ, И СОЕДИНЕНИЕ СОПЛА И ЛИТНИКОВОЙ ВТУЛКИ | 2001 |
|
RU2277454C2 |
| US 20030209532 A1, 13.11.2003 | |||
| УЗЕЛ ЦЕНТРАЛЬНОГО ЛИТНИКОВОГО КАНАЛА | 2003 |
|
RU2297303C2 |

