Изобретение относится к области изготовления изделий в 3D принтере и, в частности, к системам обработки порошков и отходов от них и может найти широкое применение в различных отраслях техники, в частности в станкостроении, приборостроении и других.
Известен способ использования печатающей головки струйного типа для доставки связующего материала к слоям порошкового строительного материала. Технология включает нанесение слоя порошкового строительного материала на поверхность, после чего печатающая головка подает жидкий связующий материал в заранее определенные области слоя материала и реагирует с порошком, вызывая затвердевание слоя в области печати (как вариант, активация (расплавление порошка) осуществляется лазерным лучом). Варианты использования этого метода со ссылками на предшествующие запатентованные изобретения представлены, например, в Patent US №7,971,991 В1; опубл. 05.07.2011.
Недостатком данного способа является недостаточная прочность изделий за счет пористости образующегося материала и частого засорения пылью печатающей головки принтера.
Наиболее близким по технической сущности к предлагаемому изобретению является выбранный в качестве прототипа способ управления процессом кристаллизации жидкого проводящего материала в 3D принтере, заключающийся в том, что печатающая головка имеет резервуар жидкого проводящего материала, окруженный электромагнитной катушкой. Под влиянием электромагнитного импульса на жидкий проводящий материал из резервуара через отверстие выбрасывается капля жидкого проводящего материала. В результате серии импульсов серия капель падает на платформу согласно запрограммированному рисунку, и в процессе кристаллизации происходит формирование изделия. (Patent US №2015/0273577 А1; опубл. 01.10.2015).
Недостаткам всех известных способов, реализующих принцип «капля по требованию», в том числе технической проблемой, является высокая сложность их осуществления и, как следствие, дороговизна. Попытки использовать вместо капель сплошную струю потерпели неудачу в силу неустойчивости (разрушения) струи требуемого сечения.
В основу заявленного изобретения положен технический результат -повышение скорости печати и уменьшение пористости материала изделий.
Технический результат от использования предполагаемого изобретения достигается тем, что как повышение скорости 3D печати, так и уменьшение пористости материала изготавливаемых изделий осуществляется за счет сплошного, а не дробного плавления порошка металла в заданных областях согласно запрограммированному рисунку.
Поставленный технический результат достигается тем, что в способе послойной 3D-печати изделий из металла за счет явления шнурования тока, заключающемся в распределении жидкого металла по заданным областям слоя, согласно запрограммированному рисунку, в местах запланированного плавления порошка металла осуществляют лазерный подогрев в среде, обладающей S-образной характеристикой зависимости электропроводности от температуры и состоящей из нерасплавленного порошка металла, погруженного в иммерсионный расплав с меньшей температурой плавления, в которой осуществляют шнурование тока для плавления порошка металла в шнурах тока, а запланированное изделие получают после остывания до температуры, ниже температуры плавления порошка, но выше температуры плавления иммерсионного расплава. После этого неиспользованный порошок с иммерсионным расплавом может быть легко удален.
Изобретение поясняется графическими изображениями.
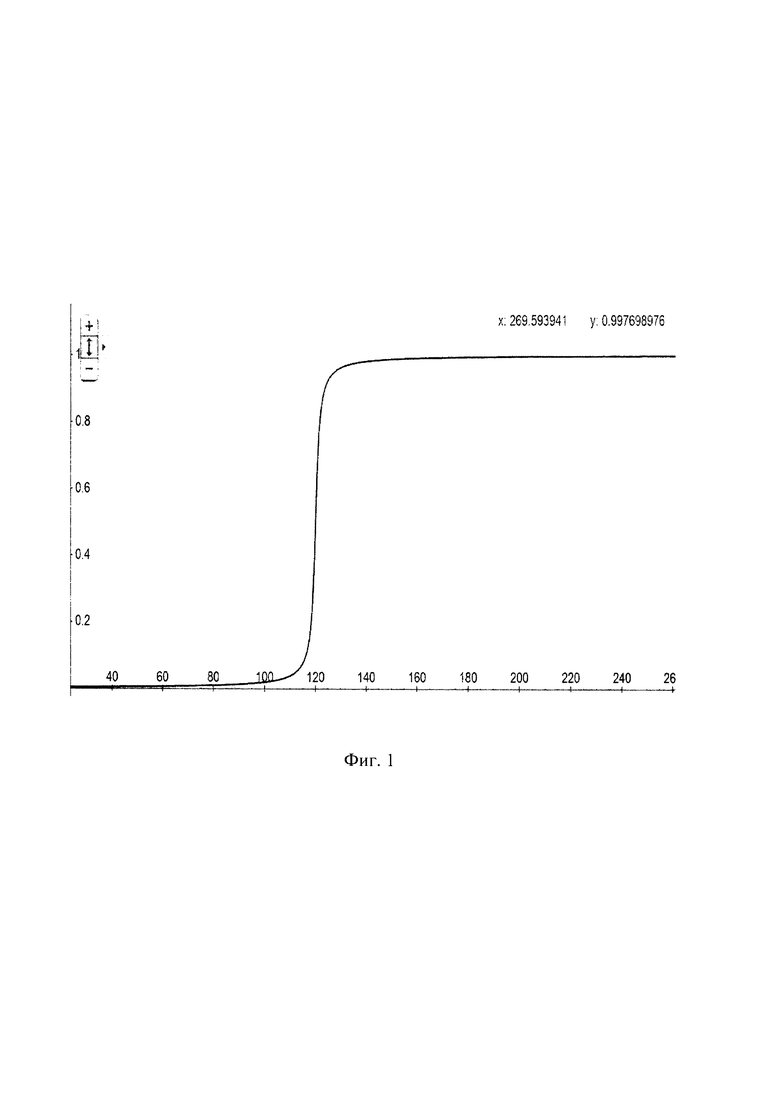
На фиг. 1 схематически представлен график нелинейной S-образной зависимости проводимости σ от температуры (использовано аналитическое выражение
 где σ0=1, β=100, Т0=120).
где σ0=1, β=100, Т0=120).
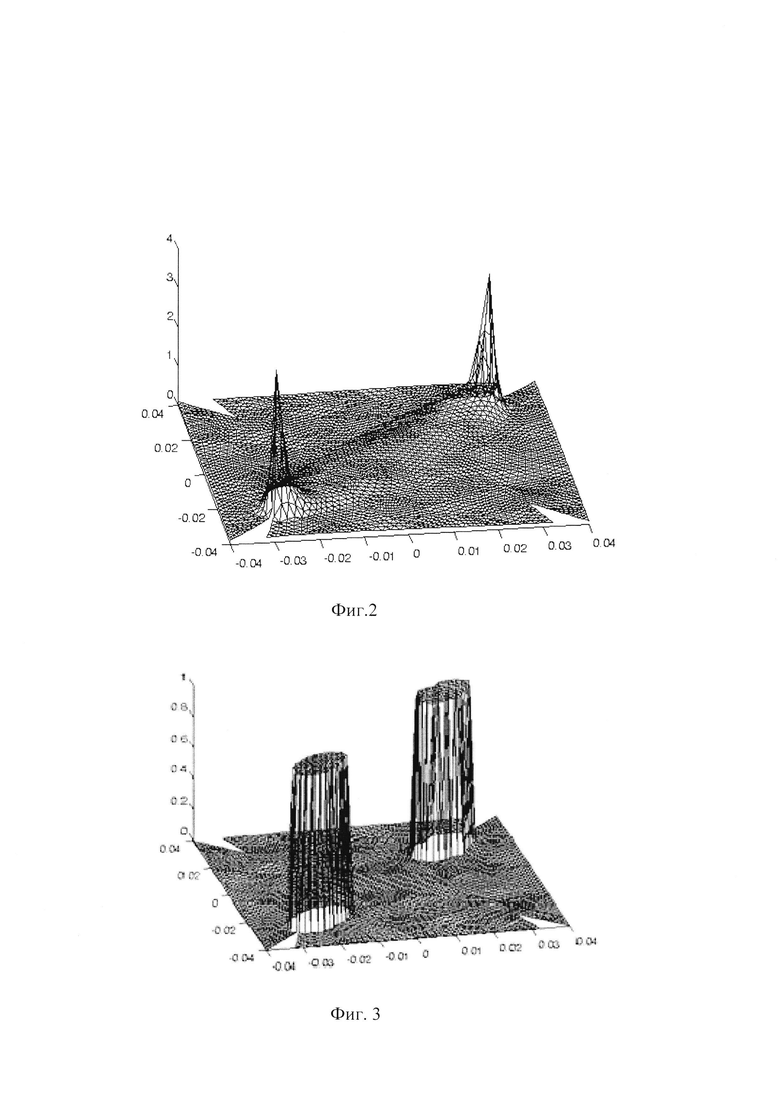
На фиг. 2 показан процесс шнурования тока (распределение температуры после начала плавления).
На фиг. 3 показан процесс шнурования тока (область существования расплава ближе к окончанию плавления, изображено, как с течением времени сформировался «шнур» расплава основного материала).
Способ послойной 3D-печати изделий из металла за счет явления шнурования тока заключается в распределении жидкого металла по заданным областям слоя, согласно запрограммированному рисунку, в местах запланированного плавления порошка металла осуществляют лазерный подогрев в среде, обладающей S-образной характеристикой зависимости электропроводности от температуры и состоящей из нерасплавленного порошка металла, погруженного в иммерсионный расплав с меньшей температурой плавления, в которой осуществляют шнурование тока для плавления порошка металла в шнурах тока, а запланированное изделие получают после остывания до температуры, ниже температуры плавления порошка, но выше температуры плавления иммерсионного расплава.
Дело в том, что описанная система является средой с резко нелинейной S-образной характеристикой электрической проводимости (или сопротивления) по температуре. Действительно, в случае относительно малой доли расплава легкоплавкого металла (например, 10-30%) сопротивление материала остается довольно близким к сопротивлению порошка, т.е. относительно высоким. При достижении температуры плавления порошка в какой-то области сопротивление этой области резко падает за счет появления расплава основного компонента. Это и дает соответствующую нелинейную характеристику.
Для построения графика использовано аналитическое выражение
 где σ0=1, β=100, Т0=120.
где σ0=1, β=100, Т0=120.
Но вещества с нелинейной (.S-образной) зависимостью проводимости от температуры хорошо известны в физике плазмы и в физике полупроводников. В физике плазмы это приводит к появлению такого известного явления, как шнурование тока (V.В. Pathak, Т. Grismayer, A. Stockem, R.A. Fonseca and L.О. Silva "Spatial-temporal evolution of the current filamentation instability", New J. Phys., 17 (2015), 043049, doi:10.1088/1367-2630/17/4/043049).
В самом деле, такая нелинейность приводит к формированию положительной обратной связи между током и температурой. В случае протекания тока в системе, очевидно, выделение тепла пропорциональное квадрату тока. В области, где сопротивление ниже, протекает больший ток, а значит, выделяется большее тепло, что приводит к увеличению температуры, дальнейшему расплавлению в окружающем объеме и т.д. В плазме подобный нелинейный механизм ток - тепло и приводит к образованию «шнуров» тока. Явление шнурования тока также хорошо известно в физике полупроводников (Волков А.Ф., Коган Ш.М, Физические явления в полупроводниках с отрицательной дифференциальной проводимостью, "УФН",1968, т. 96, в. 4, с. 633).
Плотность тока в каждой точке пространства определяется законом Ома в дифференциальной форме:

где j - плотность тока в конкретной точке, σ=1/ρ- удельная проводимость, обратно пропорциональная удельному сопротивлению, Е - напряженность электрического поля, r - радиус-вектор точки в объеме образца. В (1) учтено, что в нашем случае проводимость является функцией температуры Т.
Поле Е определяется обычным уравнением Максвелла

Для вычисления поля удобнее рассчитать электрический потенциал ϕ(r)

так что в итоге получаем обычное уравнение Лапласа

Зная полную плотность тока j в каждой точке пространства (из (1)), нетрудно получить тепловыделение, точнее, функцию тепловых источников, т.е. функцию роста температуры в этой точке как

где ρ - плотность вещества (кг/м3), Cp - удельная теплоемкость (J/kg/K). Если j выражено в А/m2, а σ - в Ohm-1⋅m-1, то Q имеет размерность K/s.
Эта величина должна быть подставлена в уравнение теплопроводности

где χ ~ коэффициент температуропроводности материала, коррелирующий с его электропроводностью σ,  - оператор Лапласа для температуры и Q - функция тепловых источников.
- оператор Лапласа для температуры и Q - функция тепловых источников.
Для замыкания этой системы уравнений следует ввести функцию зависимости проводимости от температуры σ(Т). По результатам предварительных экспериментов с порошком олова (~5 мкм, температура плавления 231°С) с добавкой 50% иммерсионного расплава - сплава Розе (температура плавления 104°С) оказалось, что проводимость системы можно хорошо аппроксимировать функцией арктангенса.
В связи с этими предварительными данными искусственно вводим функцию зависимости проводимости от температуры

где Т0 - температура плавления порошка, β - разумно большой безразмерный коэффициент, отвечающий свойствам металла.
Таким образом, замкнутая система уравнений (1)-(6) с учетом искусственно введенной функции зависимости проводимости от температуры (7) позволяет полностью описать поведение системы.
Нетрудно видеть, что эта система уравнений из-за зависимости (7) является существенно нелинейной и не дает возможности даже кусочно-гладкой линеаризации. Как следствие, система уравнений в настоящей работе решалась численными методами без линеаризации.
Для численного расчета использовались следующие величины параметров, характерные для описанной выше системы: порошок олова плюс иммерсионный расплав Розе:
температура плавления смеси (экспериментальные данные) - 120°С/393°K;
электропроводность расплавленной смеси - 2.5 1/(Ohm⋅m);
удельная теплоемкость - 227 J/(kg⋅K);
плотность - 7310 kg/m3;
коэффициент температуропроводности - 3⋅10-5 m2/s.
Процесс моделировался на тонком слое порошка с линейными размерами 80×80 mm, время моделирования составило 25 s.
Решение уравнений проводилось методом конечных элементов в пакете Matlab с заданием сетки разбиения по Делоне с количеством узлов >30000. Малость ошибки вычисления проверялась путем уменьшения шага по времени и увеличения числа узлов. Эти параметры изменяли до тех пор, пока это не переставало влиять на результат.
Еще раз подчеркнем, что предлагаемый метод синтеза путем создания предварительно нагретых областей с помощь лазерного- излучения ограничен тем, что лазерное излучение мало проникает в объем порошка с иммерсионным расплавом. Таким образом, этот метод является принципиально двумерным, т.е. допускает лишь послойную реализацию.
Как указывалось, простейшей возможностью создания области расплава заданной формы является задание начального распределения температуры так, чтобы области, где требуется образовать расплав, уже в первый момент времени имели большую температуру, чем остальные. Это можно назвать «тепловым шаблоном» или «тепловой маской». Тогда именно в этих областях будет скорейший рост температуры и, следовательно, формирование расплава. В данной модели отдельные участки тонкого слоя порошка были «нагреты» лазерным пучком с гауссовым профилем распределения интенсивности излучения до температуры 380°K, в то время как остальной порошок сохранял исходную температуру около 300°K. После «включения» тока, температура начинает расти и в точках наибольшего нагрева формируется расплав.
Итак, предложен принципиально новый метод послойной 3D печати объектов заданной формы из металла, основанный на явлении шнурования тока в среде с нелинейной электропроводностью. Нелинейная зависимость электропроводности от температуры получается в среде, состоящей из порошка выбранного материала и малого количества иммерсионного расплава (т.е. расплава вещества с меньшей температурой плавления). Как показало численное моделирование, в таких средах действительно возможно шнурование тока, приводящее к образованию области расплава в определенных точках.
Задание начального распределения температуры путем нагрева лазерным излучением с пучком гауссова профиля на каждом слое позволяет создавать области расплава заданной формы. В принципе, такой метод обеспечивает значительно более высокую скорость и качество формируемых образцов.
При этом:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к управлению 3D-печатью для металлов и может найти широкое применение в различных отраслях, таких как станкостроение, транспортное машиностроение, приборостроение и других;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТРЕХМЕРНЫХ ОБЪЕКТОВ ПОСЛОЙНОЙ КРИСТАЛЛИЗАЦИЕЙ | 2020 |
|
RU2751119C1 |
| Способ изготовления изделий из жидкого токопроводящего материала в 3D-принтере | 2018 |
|
RU2706270C1 |
| СПОСОБ 3D ПЕЧАТИ СЕКЦИОНИРОВАННОЙ ПРОВОЛОКОЙ | 2018 |
|
RU2691017C1 |
| Способ получения градиентного полимерного композита методом 3D-печати (варианты) и градиентный полимерный композит, полученный указанным способом | 2023 |
|
RU2812548C1 |
| Способ получения композиционного материала для биорезорбируемого магниевого имплантата | 2019 |
|
RU2710597C1 |
| 3D ПРИНТЕР | 2018 |
|
RU2725465C2 |
| Способ управления с помощью тока процессом кристаллизации жидкого токопроводящего материала в 3D-принтере | 2018 |
|
RU2699890C1 |
| Способ пространственной стабилизации дуги | 2019 |
|
RU2713186C1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ КОМПОЗИТНЫХ МАТЕРИАЛОВ МЕТОДОМ 3Д-ПЕЧАТИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2017 |
|
RU2674138C1 |
| ФТОР-ПРОВОДЯЩИЙ ТВЕРДЫЙ ЭЛЕКТРОЛИТ RMF С ТИСОНИТОВОЙ СТРУКТУРОЙ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2557549C1 |
Изобретение относится к управлению процессом плавления порошка металла в 3D-принтере. Может использоваться в различных отраслях техники, таких как станкостроение, транспортное машиностроение, приборостроение. Жидкий металл распределяют по заданным областям слоя, согласно запрограммированному рисунку, при этом в местах запланированного плавления порошка металла осуществляют лазерный подогрев в среде, обладающей S-образной характеристикой зависимости электропроводности от температуры и состоящей из нерасплавленного порошка металла, погруженного в иммерсионный расплав с меньшей температурой плавления. В упомянутой среде осуществляют шнурование тока для плавления порошка металла в шнурах тока. Изделие получают после остывания до температуры ниже температуры плавления порошка, но выше температуры плавления иммерсионного расплава. Обеспечивается повышение скорости 3D-печати и уменьшение пористости материала изготавливаемых изделий. 3 ил.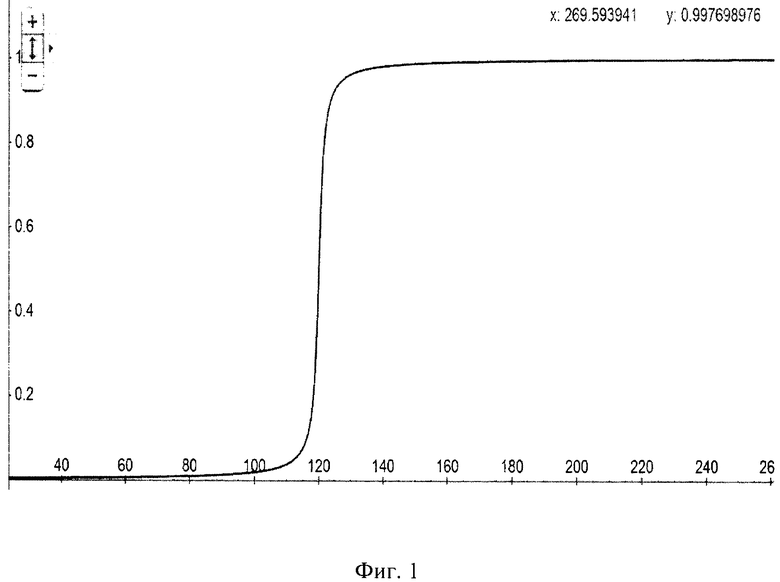
Способ послойной 3D-печати изделий из металла с использованием процесса шнурования тока, включающий распределение жидкого металла по заданным областям слоя, согласно запрограммированному рисунку, отличающийся тем, что в местах запланированного плавления порошка металла осуществляют лазерный подогрев в среде, обладающей S-образной характеристикой зависимости электропроводности от температуры и состоящей из нерасплавленного порошка металла, погруженного в иммерсионный расплав с меньшей температурой плавления, в которой осуществляют шнурование тока для плавления порошка металла в шнурах тока, а запланированное изделие получают после остывания до температуры ниже температуры плавления порошка и выше температуры плавления иммерсионного расплава.
| СПОСОБ 3D ПОСЛОЙНОЙ ПЕЧАТИ МЕТАЛЛОМ | 2017 |
|
RU2670510C2 |
| УСТРОЙСТВО ДЛЯ ПОДДЕРЖАНИЯ ПОСТОЯНСТВА УГЛА ПОГАСАНИЯ ВЕНТИЛЕЙ ОДНОФАЗНОГО ИНВЕРТОРА | 0 |
|
SU170109A1 |
| US 20170266728 A1, 21.09.2017 | |||
| US 20150273577 A1, 01.10.2015 | |||
| KR 101614860 B1, 25.04.2016 | |||
| US 10315247 B2, 11.06.2019. | |||

