Область техники, к которой относится изобретение
Предмет настоящей заявки относится к вращающимся фрезерным инструментам с фрезерной головкой с множеством периферийно расположенных режущих кромок, выполненных с ней за одно целое, и, в частности, к такой фрезерной головке с по меньшей мере одной ведомой поверхностью для передачи крутящего момента от патрона и по меньшей мере одной радиальной центрирующей поверхностью для радиального выравнивания фрезерной головки с указанным патроном.
Уровень техники
Вращающиеся фрезерные инструменты могут содержать фрезерную головку, разъемно прикрепленную к патрону посредством крепежного элемента, например, фиксирующего винта. Фрезерная головка может содержать множество периферийно расположенных режущих кромок. Режущие кромки могут быть выполнены за одно целое с фрезерной головкой. В ходе сборки, фрезерная головка может быть установлена радиально по центру на патроне (т.е. фрезерная головка и патрон становятся соосными) с помощью поверхностей радиального выравнивания и центрирования, расположенных соответственно на патроне и фрезерной головке. Кроме того, в ходе операций резки происходит передача крутящего момента от патрона фрезерной головке через ведущие и ведомые поверхности, расположенные соответственно на патроне и фрезерной головке.
Ряд таких режущих инструментов и фрезерных головок раскрыты в документах US6,431,799 B1, US6,571,451 В2, US8,468,918 В2, US9,751,138 В2, US2007/0081873 A1, US2018/0318941 А1 и WO 2010/021487.
Сущность изобретения
Согласно первому аспекту предмета настоящей заявки, предложена фрезерная головка с центральной осью головки, задающей противоположные направления вперед и назад и вокруг которой возможно вращение фрезерной головки в направлении вращения, при этом фрезерная головка содержит:
противоположные друг другу переднюю и заднюю поверхности головки и проходящую между ними периферийную поверхность головки, при этом периферийная поверхность головки проходит по окружности вокруг центральной оси головки;
множество разнесенных по углу периферийно расположенных режущих кромок, траектории вращения которых в аксиальной полуплоскости, содержащей центральную ось головки, очерчивают рабочую режущую кромку вокруг центральной оси головки с радиально разнесенными противоположными оконечностями режущей кромки, ограничивающими длину рабочей режущей кромки, измеряемую в аксиальном направлении, при этом каждая режущая кромка сформирована у пересечения передней по направлению вращения скошенной поверхности с задней по направлению вращения рельефной поверхностью и выполнена за одно целое с фрезерной головкой с образованием единой неразъемной конструкции; и
сквозное углубление головки, проходящее вдоль центральной оси головки и открытое в сторону передней и задней поверхностей головки, при этом сквозное углубление головки ограничено периферийной поверхностью углубления и содержит центрирующую область и ведомую область, при этом ведомая область расположена аксиально впереди центрирующей области и не идентична ей; причем:
периферийная поверхность углубления в ведомой области содержит по меньшей мере одну ведомую поверхность, обращенную против направления вращения;
периферийная поверхность углубления в центрирующей области содержит по меньшей мере одну обращенную радиально вовнутрь радиальную центрирующую поверхность, расположенную аксиально позади и радиально в направлении наружу от по меньшей мере одной ведомой поверхности;
две противоположные друг другу оконечности рабочей режущей кромки образуют две параллельные переднюю и заднюю плоскости головки соответственно, при этом передняя и задняя плоскости головки ориентированы перпендикулярно центральной оси головки и отстоят друг от друга на длину рабочей режущей кромки; и
и по меньшей мере одна ведомая поверхность, и по меньшей мере одна радиальная центрирующая поверхность расположены между передней и задней плоскостями головки.
Согласно второму аспекту предмета настоящей заявки, предложен вращающийся фрезерный инструмент, содержащий:
фрезерную головку раскрытого выше типа; и
патрон с центральной осью патрона, задающей противоположные направления вперед и назад и вокруг которой возможно вращение патрона в направлении вращения, при этом патрон содержит:
хвостовик, содержащий периферийную поверхность хвостовика, проходящую по окружности вокруг центральной оси патрона; и
соединительную часть, расположенную у переднего конца хвостовика, при этом соединительная часть содержит:
участок выравнивания, содержащий обращенную вперед переднюю поверхность выравнивания, ограниченную периферийной поверхностью выравнивания, проходящей по окружности вокруг центральной оси патрона; и
ведущий участок, выступающий вперед от передней поверхности выравнивания и содержащий обращенную вперед переднюю ведущую поверхность, ограниченную ведущей периферийной поверхностью, проходящей по окружности вокруг центральной оси патрона; причем:
ведущая периферийная поверхность содержит по меньшей мере одну ведущую поверхность, обращенную в направлении вращения;
периферийная поверхность выравнивания содержит по меньшей мере одну обращенную радиально наружу радиальную поверхность выравнивания, расположенную аксиально позади и радиально в направлении наружу от по меньшей мере одной ведущей поверхности; причем:
фрезерная головка разъемно прикреплена к патрону.
Следует понимать, что выше раскрыта сущность изобретения, а также то, что раскрытые далее признаки применимы к предмету настоящей заявки в любой комбинации, например, любые из следующих признаков применимы к фрезерной головке и к вращающемуся фрезерному инструменту:
Фрезерная головка может содержать:
множество разнесенных по углу режущих участков, проходящих радиально в направлении наружу, при этом каждая режущая кромка расположена на соответствующем режущем участке; и
множество разнесенных по углу стружкоотводных канавок, расположенных по окружности поочередно с множеством режущих участков вдоль периферийной поверхности головки, при этом каждая стружкоотводная канавка открыта в направлении по меньшей мере передней поверхности головки или задней поверхности головки.
Каждая стружкоотводная канавка может быть открыта и в сторону передней поверхности головки, и в сторону задней поверхности головки.
Каждая режущая кромка может проходить поперек периферийной поверхности головки от передней поверхности головки к задней поверхности головки.
Каждая режущая кромка может проходить непрерывно поперек периферийной поверхности головки.
Центрирующая область может примыкать к задней поверхности головки.
По меньшей мере одна радиальная центрирующая поверхность может лежать на внутренней поверхности воображаемого цилиндра центрирования с осью, расположенной на одной линии с центральной осью головки.
Периферийная поверхность углубления в центрирующей области может содержать только одну радиальную центрирующую поверхность, проходящую вдоль всей окружной протяженности периферийной поверхности углубления.
Периферийная поверхность углубления может содержать по меньшей мере одну обращенную назад аксиальную несущую поверхность, расположенную аксиально между по меньшей мере одной ведомой поверхностью и по меньшей мере одной радиальной центрирующей поверхностью.
По меньшей мере одна аксиальная несущая поверхность может быть расположена радиально между по меньшей мере одной ведомой поверхностью и по меньшей мере одной радиальной центрирующей поверхностью.
По меньшей мере одна аксиальная несущая поверхность может быть планарной и быть ориентирована перпендикулярно центральной оси головки.
Периферийная поверхность углубления может содержать только одну аксиальную несущую поверхность, проходящую вдоль всей окружной протяженности периферийной поверхности углубления.
Ни одна часть фрезерной головки может не проходить за заднюю плоскость головки в направлении назад.
Ни одна часть фрезерной головки может не проходить за переднюю плоскость головки в направлении вперед.
Периферийная поверхность углубления в ведомой области может содержать по меньшей мере один ведомый зубец, выступающий радиально вовнутрь. По меньшей мере одна ведомая поверхность или каждая из них может быть расположена на соответствующем ведомом зубце.
По меньшей мере один ведомый зубец может быть зеркально асимметричен относительно всех аксиальных полуплоскостей ведомых зубцов, содержащих центральную ось головки и пересекающих указанный по меньшей мере один ведомый зубец.
Периферийная поверхность углубления в ведомой области может содержать множество ведомых зубцов, расположенных в угловом направлении вокруг центральной оси головки.
Периферийная поверхность углубления в ведомой области может содержать N ведомых зубцов, при этом N составляет положительное целое число. Фрезерная головка может быть выполнена с N-кратной вращательной симметрией относительно центральной оси головки.
Периферийная поверхность углубления может содержать по меньшей мере одну обращенную вперед поверхность фиксации, расположенную аксиально впереди от по меньшей мере одной ведомой поверхности.
Поверхность фиксации может быть расположена радиально в направлении наружу от по меньшей мере одной ведомой поверхности.
Сквозное углубление головки может содержать область для размещения крепежной головки, расположенную аксиально впереди от ведомой области и не идентичную ей.
Область для размещения крепежной головки может примыкать к передней поверхности головки.
В аксиальной проекции фрезерная головка имеет описанную вокруг головки окружность, образованную множеством режущих кромок, и вписанную в головку окружность, образованную радиально крайними изнутри участками периферийной поверхности углубления. Описанная вокруг головки окружность имеет диаметр описанной вокруг головки окружности, а вписанная в головку окружность имеет диаметр вписанной в головку окружности. Диаметр вписанной в головку окружности может составлять больше трети диаметра описанной вокруг головки окружности.
Передняя поверхность выравнивания может содержать по меньшей мере одну обращенную вперед аксиальную опорную поверхность, расположенную аксиально между по меньшей мере одной ведущей поверхностью и по меньшей мере одной радиальной поверхностью выравнивания.
Патрон может содержать резьбовой канал, открытый в сторону ведущей передней поверхности у выходного отверстия канала.
По меньшей мере одна ведомая поверхность фрезерной головки может быть упирается в по меньшей мере одну ведущую поверхность соединительной части. По меньшей мере одна радиальная центрирующая поверхность фрезерной головки может быть упирается в по меньшей мере одну радиальную поверхность выравнивания соединительной части.
Периферийная поверхность углубления на фрезерной головке может содержать по меньшей мере одну обращенную назад аксиальную несущую поверхность, расположенную аксиально между по меньшей мере одной ведомой поверхностью и по меньшей мере одной радиальной центрирующей поверхностью. Передняя поверхность выравнивания на соединительной части может содержать по меньшей мере одну обращенную вперед аксиальную опорную поверхность, расположенную аксиально между по меньшей мере одной ведущей поверхностью и по меньшей мере одной радиальной поверхностью выравнивания. По меньшей мере одна аксиальная несущая поверхность может быть упирается в по меньшей мере одну аксиальную опорную поверхность.
Фрезерная головка может быть разъемно прикреплена к патрону посредством крепежного элемента, расположенного в сквозном углублении головки и находящегося в резьбовом зацеплении с резьбовым каналом.
Крепежный элемент может содержать крепежную головку. Крепежная головка может примыкать с возможностью фиксации к фрезерной головке у по меньшей мере одной поверхности фиксации.
Крепежный элемент может не проходить за переднюю плоскость головки в направлении вперед.
Крепежный элемент может быть выполнен за одно целое с фиксирующим винтом с образованием единой неразъемной конструкции.
Наружная резьба может содержать по меньшей мере один ненарезанный участок, проходящий от обоих концов наружной резьбы, в связи с чем наружная резьба не является сплошной. Резьбовой канал может представлять собой сквозной канал с задним входным отверстием канала. Заднее входное отверстие канала может быть связано по текучей среде с выходным отверстием канала через по меньшей мере один ненарезанный участок.
Краткое описание чертежей
Для создания более ясного представления о настоящей заявке и о том, как она может быть осуществлена на практике, далее будут описаны прилагаемые чертежи, где:
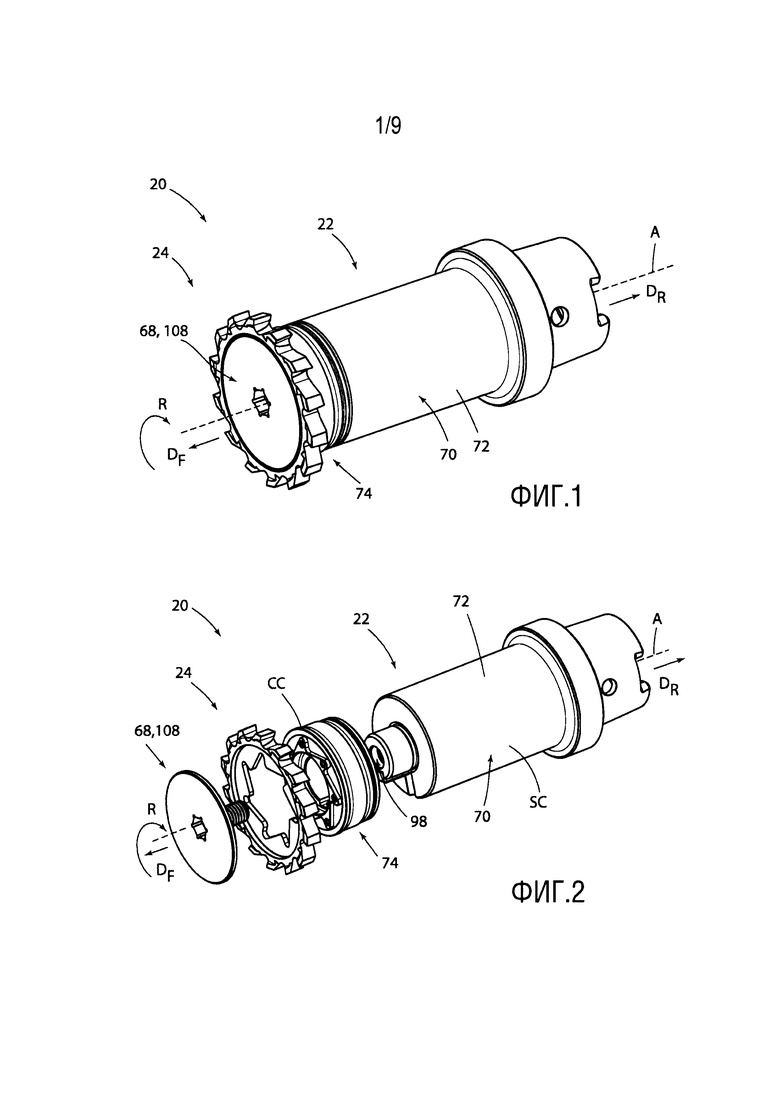
Фиг. 1 - вид в аксонометрии вращающегося фрезерного инструмента по настоящей заявке;
Фиг. 2 - вид в аксонометрии с пространственным разделением деталей вращающегося фрезерного инструмента на Фиг. 1;
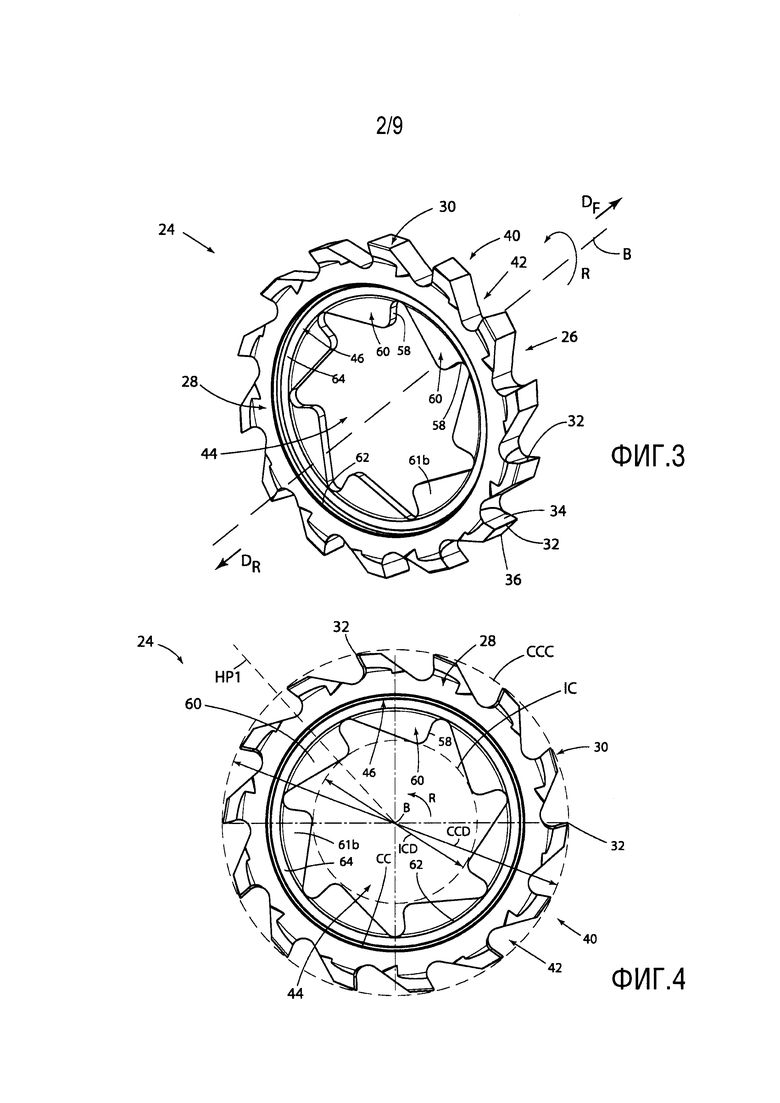
Фиг. 3 - вид в аксонометрии фрезерной головки на Фиг. 1;
Фиг. 4 - вид с заднего торца фрезерной головки на Фиг. 3;
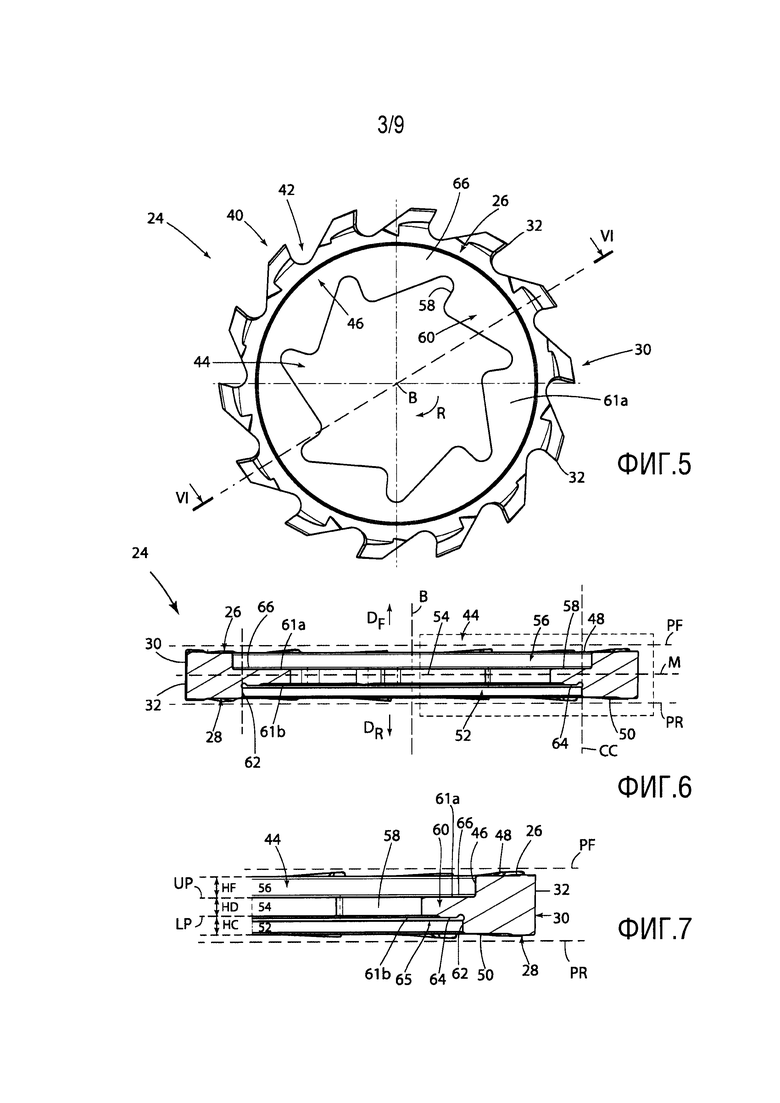
Фиг. 5 - вид с переднего торца фрезерной головки на Фиг. 3;
Фиг. 6 - аксиальная проекция в поперечном разрезе фрезерной головки на Фиг. 3 по оси VI-VI на Фиг. 5;
Фиг. 7 - фрагмент Фиг. 6;
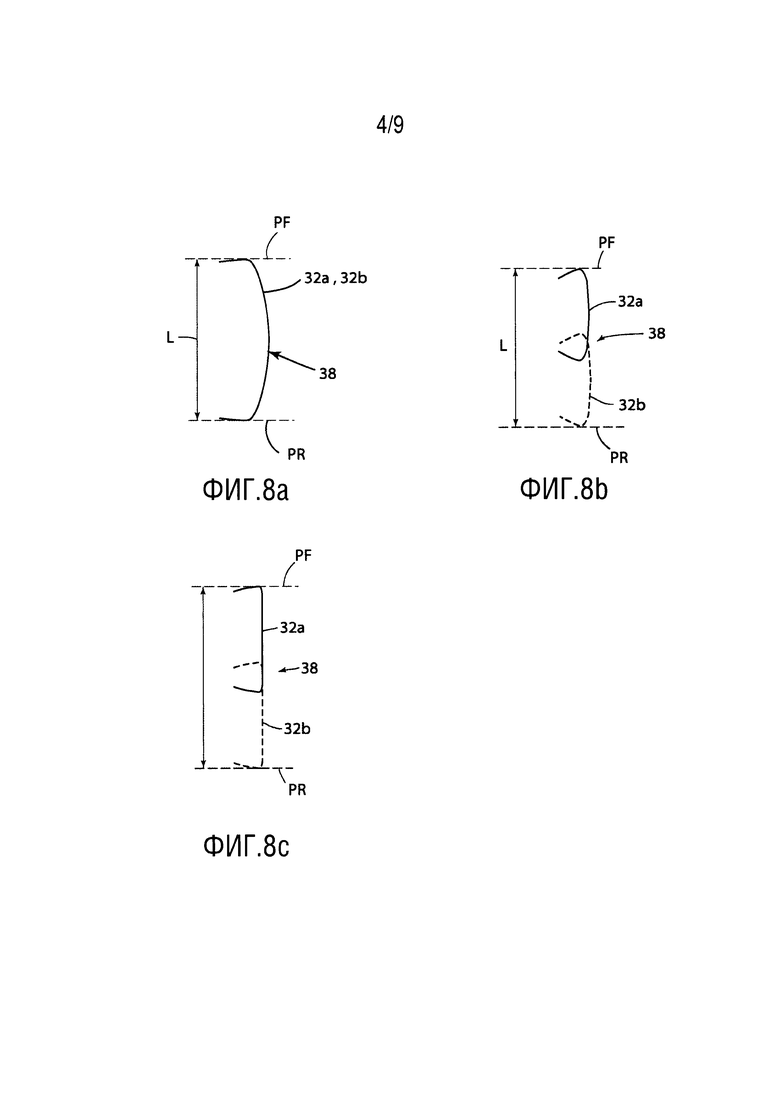
Фиг. 8а-8с - три принципиальные схемы в аксиальной полуплоскости головки, каждая из которых изображает рабочую режущую кромку;
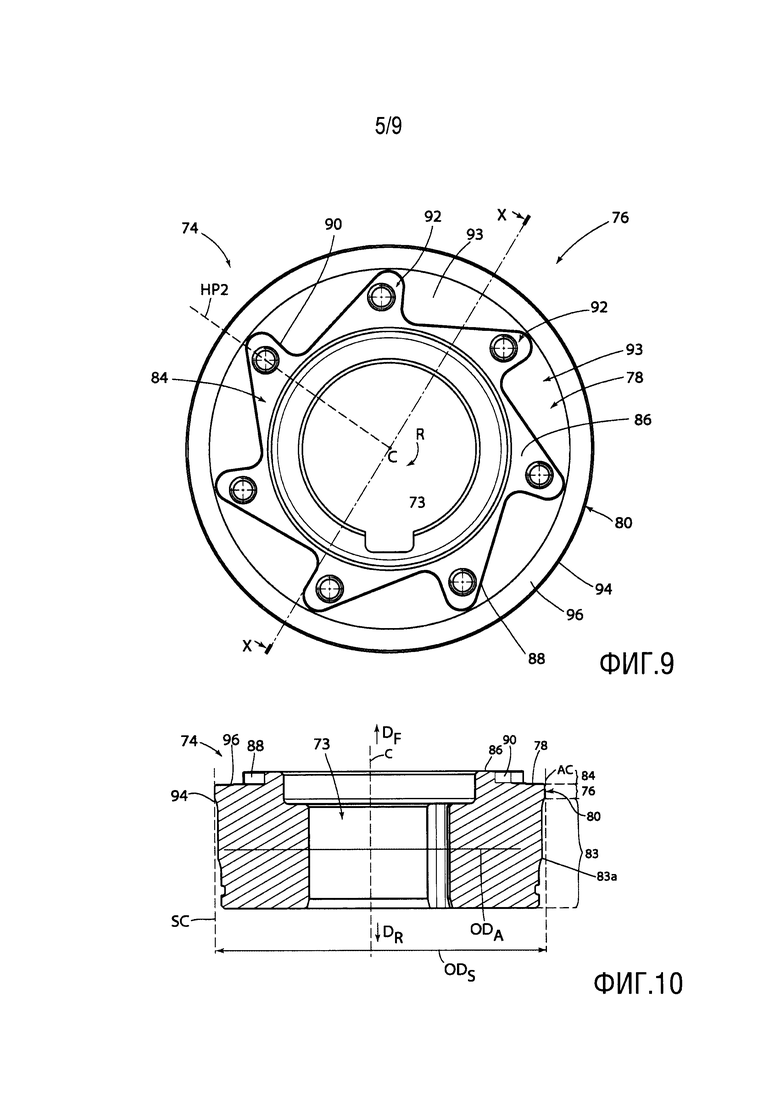
Фиг. 9 - вид с переднего торца соединительной части патрона на Фиг. 1;
Фиг. 10 - аксиальная проекция в поперечном разрезе соединительной части на Фиг. 9 по оси Х-Х на Фиг. 9;
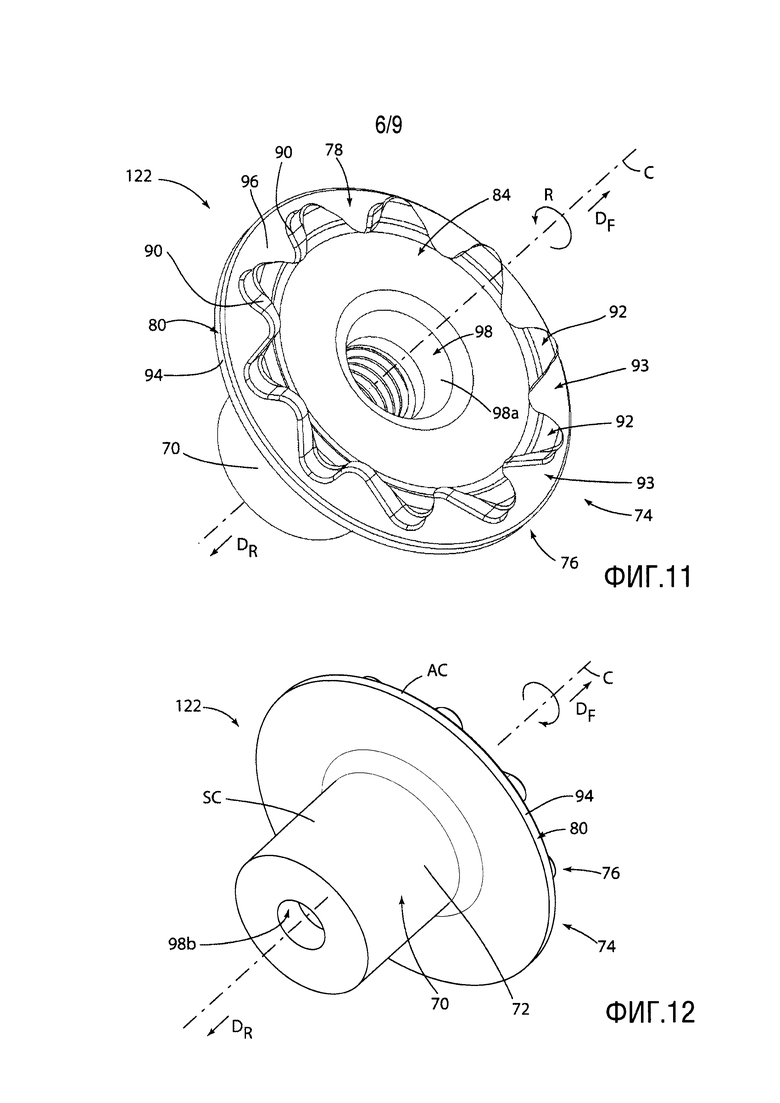
Фиг. 11 - вид в аксонометрии другого патрона по настоящей заявке;
Фиг. 12 - другой вид в аксонометрии патрона на Фиг. 11;
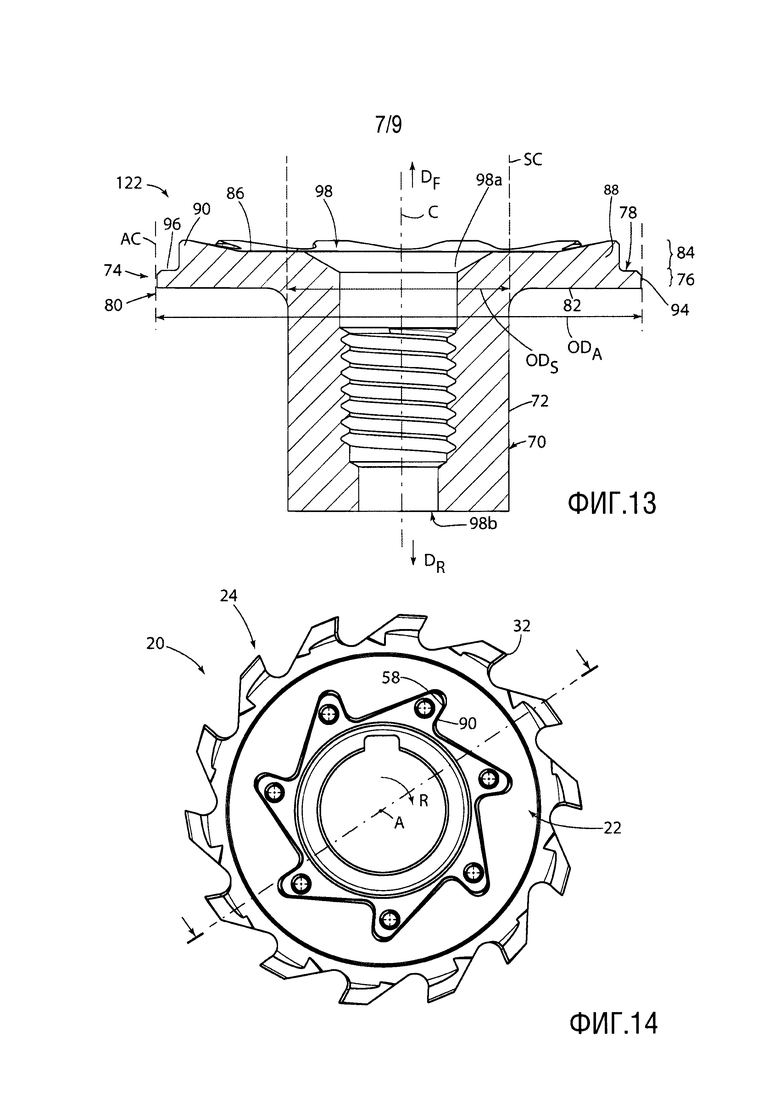
Фиг. 13 - аксиальная проекция в поперечном разрезе патрона на Фиг. 11 и 12;
Фиг. 14 - вид с переднего торца вращающегося фрезерного инструмента на Фиг. 1 без крепежного элемента;
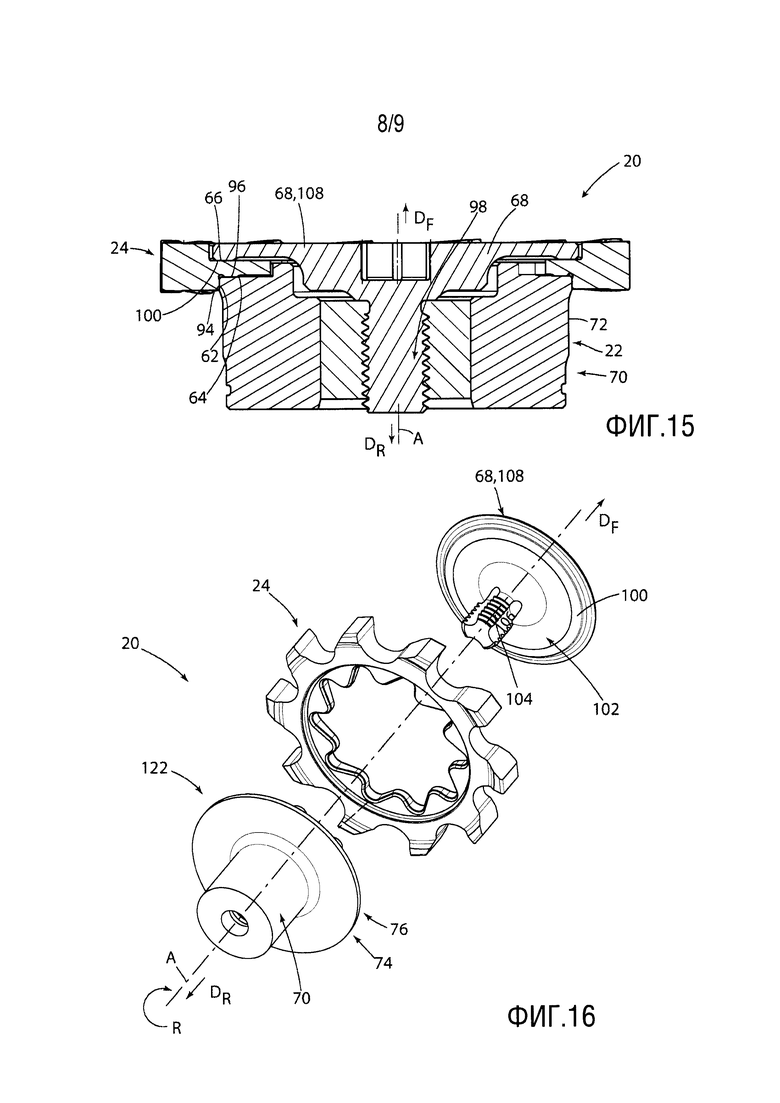
Фиг. 15 - аксиальная проекция в поперечном разрезе вращающегося фрезерного инструмента на Фиг. 1;
Фиг. 16 - вид в аксонометрии с пространственным разделением деталей другого вращающегося фрезерного инструмента с патроном на Фиг. 11 и 12 по настоящей заявке;
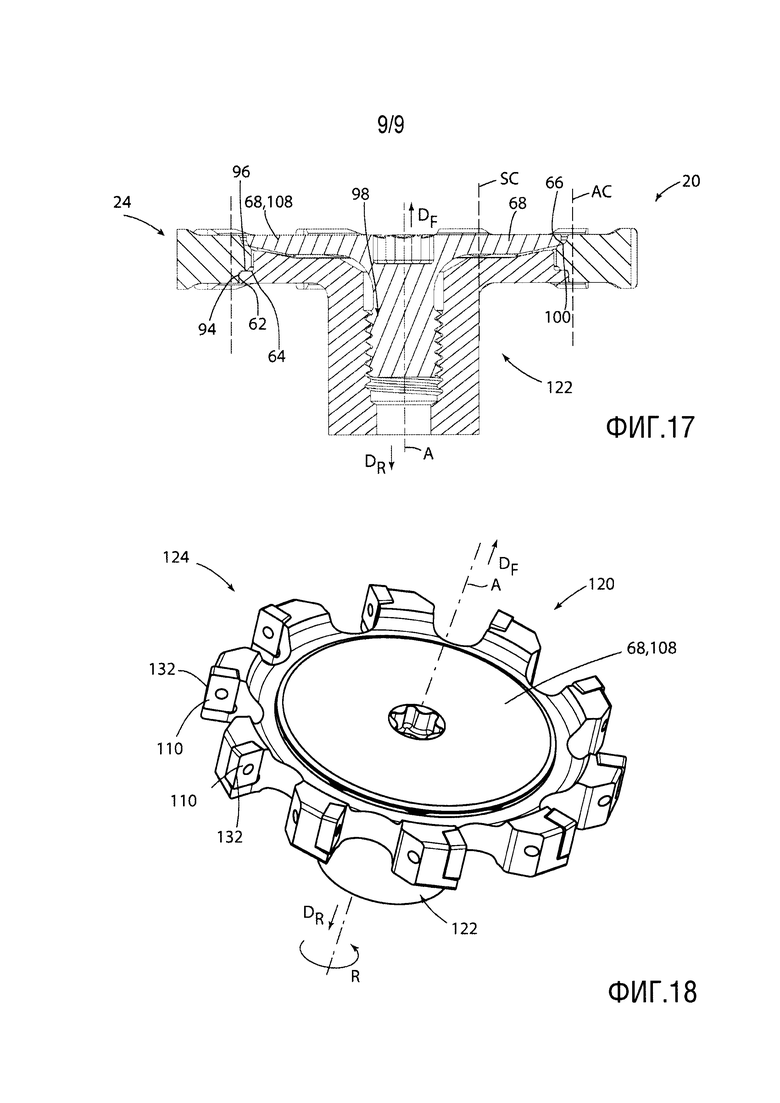
Фиг. 17 - аксиальная проекция в поперечном разрезе собранного вращающегося фрезерного инструмента на Фиг. 16; и
Фиг. 18 - вид в аксонометрии другого вращающегося фрезерного инструмента с вращающейся фрезерной головкой не по настоящему изобретению.
Следует понимать, что для простоты и ясности иллюстрирования, элементы на фигурах не обязательно представлены в масштабе. Например, размеры некоторых элементов могут быть увеличены относительно других элементов для ясности, либо несколько физических компонентов могут быть включены в один функциональный блок или элемент. Кроме того, в соответствующих случаях одни и те же номера позиций на разных фигурах могут служить для обозначения соответствующих или аналогичных элементов.
Осуществление изобретения
Ниже будут раскрыты несколько аспектов предмета настоящей заявки. Для создания исчерпывающего представления о предмете настоящей заявки, будут с достаточной степенью детализации описаны частные примеры конфигураций и деталей. При этом специалисту в данной области техники также будет понятно, что предмет настоящей заявки также может быть осуществлен на практике и без применения раскрытых в ней частных примеров конфигураций и деталей.
Рассмотрим, в первую очередь, Фиг. 1 и 2, изображающие вращающийся фрезерный инструмент 20, отражающий один из аспектов настоящей заявки. В данном неограничивающем примере на чертежах вращающийся фрезерный инструмент 20 может представлять собой инструмент нарезания пазов, предназначенный для выполнения работ по нарезанию пазов. Например, вращающийся фрезерный инструмент 20 может быть выполнен с возможностью нарезания Т-образных пазов, и/или проточки внутренних канавок, и/или шлицевания. Вращающийся фрезерный инструмент 20 имеет центральную ось А инструмента. Вращающийся фрезерный инструмент 20 содержит патрон 22, 122, который обычно может быть выполнен из стали. Вращающийся фрезерный инструмент 20 содержит фрезерную головку 24, которая обычно может быть выполнена из цементированного карбида. Фрезерная головка 24 разъемно прикреплена к патрону 22, 122.
Следует отметить, что термин «инструмент нарезания пазов», используемый в настоящем документе, можно заменить другими терминами, применяемыми в области резки металлов для обозначения режущих инструментов, например, «пазовая фреза», «шлицевая фреза», «фреза для желобков», «пазовая дисковая фреза», «инструмент прорезания канавок», «резец для обработки боковой поверхности», «дисковый режущий инструмент» и т.п.
Рассмотрим также Фиг. 3-8, иллюстрирующие другой аспект предмета настоящей заявки, относящийся к фрезерной головке 24. Фрезерная головка 24 имеет центральную ось В головки. Центральная ось В головки задает противоположные направления DF, DR вперед и назад. Центральная ось В головки образует ось вращения, вокруг которой возможно вращение фрезерной головки 24 в направлении R вращения.
Следует понимать, что когда в нижеследующем описании речь идет о фрезерной головке 24, понятия «вперед» и «назад» по всему тексту описания и формулы изобретения указывают относительное положение в направлении центральной оси В головки вниз (или направление DR назад) или вверх (или направления DF вперед) соответственно на Фиг. 6. Кроме того, понятия «аксиальный» и «радиальный» указывают положение относительно центральной оси В головки, если особо не оговорено иное.
Фрезерная головка 24 на Фиг. 3-5 содержит противоположные друг другу переднюю и заднюю поверхности 26, 28 головки и проходящую между ними периферийную поверхность 30 головки. Передняя поверхность 26 головки расположена аксиально впереди от задней поверхности 28 головки. Периферийная поверхность 30 головки проходит по окружности вокруг центральной оси В головки. Периферийная поверхность 30 головки обращена в целом радиально в направлении наружу. В некоторых вариантах осуществления предмета настоящей заявки, как на Фиг. 6, фрезерная головка 24 может быть короче в аксиальном направлении, чем в радиальном направлении. Фрезерная головка 24 может быть выполнена в целом по форме диска, ограниченного передней и задней поверхностями 26, 28 головки и периферийной поверхностью 30 головки.
Фрезерная головка 24 содержит множество режущих кромок 32. Множество режущих кромок 32 выполнены за одно целое с фрезерной головкой 24 с образованием единой неразъемной конструкции. Таким образом, на периферии фрезерной головки 124 отсутствуют сменные режущие пластины. Множество режущих кромок 32 разнесены по углу вокруг центральной оси В головки. Множество режущих кромок 32 расположены у периферийной поверхности 30 головки. То есть множество режущих кромок 32 расположены по периферии. Каждая режущая кромка 32 на Фиг. 3 сформирована у пересечения передней по направлению вращения скошенной поверхности 34 с задней по направлению вращения рельефной поверхностью 36. В данном неограничивающем примере на чертежах каждая режущая кромка 32 может в целом проходить в аксиальном направлении. При этом каждая режущая кромка 32 может быть выпуклой. В частности, каждая режущая кромка 32 может состоять из двух подузлов режущей кромки, сходящихся с образованием в целом V-образной формы (на виде спереди от скошенной поверхности). В некоторых вариантах осуществления предмета настоящей заявки каждая режущая кромка 32 может проходить непрерывно поперек периферийной поверхности 30 головки в аксиальном направлении. Каждая режущая кромка 32 может проходить по всей аксиальной протяженности периферийной поверхности 30 головки (т.е. от передней поверхности 26 головки к задней поверхности 28 головки).
Как известно из уровня техники, множество режущих кромок 32 могут быть расположены в одну линию в аксиальном направлении (как раскрыто в US2018/0318941 А1, например, на Фиг. 4). В качестве альтернативы, также известной из уровня техники, режущие кромки 32 множества режущих кромок 32 могут быть аксиально смещены относительно друг друга (как раскрыто, например, в US6,431,799 В1 и US8,468,918 В2, где расположенные поочередно по окружности режущие кромки 32 образуют две группы аксиально смещенных режущих кромок 32). Каждая из множества режущих кромок 32 образует траекторию вращения вокруг центральной оси В головки. Траектории вращения множества режущих кромок 32 могут частично или полностью совпадать друг с другом. Траектории вращения множества режущих кромок 32 могут пересекать друг друга. Траектории вращения множества режущих кромок 32 образуют соответствующий внешний контур тела вращения в ходе вращения вращающегося фрезерного инструмента 20 вокруг центральной оси В головки на 360°. Вышесказанное проиллюстрировано на Фиг. 8а-8с, представляющих три неограничивающих примера с изображением траекторий вращения первой и второй режущих кромок 32а, 32b в аксиальной полуплоскости головки, содержащей центральную ось В головки, согласно изобретению. На Фиг. 8а траектории вращения полностью совпадают друг с другом. На Фиг. 8b траектории вращения пересекают друг друга. На Фиг. 8с траектории вращения частично совпадают друг с другом. Следует отметить, что предложенная фрезерная головка 24 не ограничена двумя режущими кромками. В аксиальной полуплоскости головки, траектории вращения множества режущих кромок 32 очерчивают рабочую режущую кромку 38. Рабочая режущая кромка 38 имеет длину L рабочей режущей кромки, измеряемую в аксиальном направлении. В случае инструментов нарезания пазов, рабочая режущая кромка 38 проходит непрерывно по всей аксиальной протяженности периферии фрезерной головки 24. Длина L рабочей режущей кромки определяет ширину паза, нарезаемого в обрабатываемой детали при вращении фрезерной головки 24 в направлении R вращения и ее вхождении в обрабатываемую деталь.
Рабочая режущая кромка 38 содержит две аксиально разнесенные противоположные друг другу оконечности 38а, 38b, между которыми проходит рабочая режущая кромка 38. Две противоположные друг другу оконечности 38а, 38b ограничивают длину L рабочей режущей кромки. Две противоположные друг другу оконечности 38а, 38b рабочей режущей кромки 38 образуют параллельные переднюю и заднюю плоскости PF, PR головки соответственно. Передняя и задняя плоскости PF, PR головки ориентированы перпендикулярно центральной оси В головки и отстоят друг от друга на длину L рабочей режущей кромки. Фрезерная головка 24 имеет медианную плоскость М головки, параллельную передней и задней плоскостям PF, PR головки и лежит на полпути между ними.
В примерах на Фиг. 4 и 5 фрезерная головка 24 содержит множество разнесенных по углу режущих участков 40, проходящих радиально в направлении наружу. Каждая режущая кромка 32 расположена на соответствующем режущем участке 40. Фрезерная головка 24 содержит множество разнесенных по углу стружкоотводных канавок 42 для отведения стружки. Множество стружкоотводных канавок 42 расположены по окружности поочередно с множеством режущих участков 40 вдоль периферийной поверхности 30 головки. В некоторых вариантах осуществления предмета настоящей заявки каждая стружкоотводная канавка 42 может быть открыта в сторону по меньшей мере передней поверхности 26 головки или задней поверхности 28 головки. Каждая стружкоотводная канавка 42 может быть открыта и в сторону передней поверхности 26 головки, и в сторону задней поверхности 28 головки.
Фрезерная головка 24 содержит сквозное углубление 44 головки, открытое в сторону передней и задней поверхностей 26, 28 головки. Сквозное углубление 44 головки проходит вдоль центральной оси В головки. Иначе говоря, центральная ось В головки проходит через сквозное углубление 44 головки. Таким образом, фрезерная головка 24 может по форме напоминать корону. Сквозное углубление 44 головки ограничено периферийной поверхностью 46 углубления. Периферийная поверхность 46 углубления проходит по окружности вокруг центральной оси В головки. Периферийная поверхность 46 углубления в целом обращена радиально вовнутрь. В примере на Фиг. 4, в своей аксиальной проекции фрезерная головка 24 имеет описанную вокруг головки окружность ССС (с центром на центральной оси В головки), образованную множеством режущих кромок 32. Описанная вокруг головки окружность ССС имеет диаметр CCD описанной вокруг головки окружности. Фрезерная головка 24 имеет вписанную в головку окружность IC (с центром на центральной оси В головки), образованную радиально крайними изнутри участками периферийной поверхности 46 углубления. Вписанная в головку окружность IC имеет диаметр ICD вписанной в головку окружности. Диаметр ICD вписанной в головку окружности может составлять больше трети диаметра CCD описанной вокруг головки окружности. Это обеспечивает преимущество, состоящее в возможности уменьшения количества материала, необходимого для изготовления фрезерной головки 24.
Рассмотрим, в частности, Фиг. 6, изображающую аксиальный вид фрезерной головки 24 в поперечном разрезе через ведомую поверхность 58, и Фиг. 7, изображающую фрагмент Фиг. 6. В некоторых вариантах осуществления предмета настоящей заявки передняя поверхность 26 головки может включать в себя переднюю центральную поверхность 48 головки, окружающую сквозное углубление 44 головки и примыкающую к нему. Передняя центральная поверхность 48 головки может быть планарной и перпендикулярной центральной оси В головки. Задняя поверхность 28 головки может включать в себя заднюю центральную поверхность 50 головки, окружающую сквозное углубление 44 головки и примыкающую к нему. Задняя центральная поверхность 50 головки может быть планарной и перпендикулярной центральной оси В головки. Передняя и задняя центральные поверхности 48, 50 головки могут быть параллельны друг другу. Как показано на Фиг. 7, передняя и задняя центральные поверхности 48, 50 головки могут быть расположены в пределах передней и задней плоскостей PF, PR головки. Режущие участки 40 и стружкоотводные канавки 42 могут проходить в направлении вовнутрь к передней и задней центральным поверхностям 48, 50.
Как видно из Фиг. 6 и 7, сквозное углубление 44 головки не проходит единообразно вдоль центральной оси В головки. Сквозное углубление 44 головки включает в себя две аксиально смещенные области: центрирующую область 52 и ведомую область 54. Ведомая область 54 расположена аксиально впереди от центрирующей области 52. Периферийная поверхность 46 углубления в ведомой области 54 образует границу, отличную от границы, образованной периферийной поверхностью 46 углубления в центрирующей области 52. То есть центрирующая область 52 и ведомая область 54 не идентичны друг другу. В некоторых вариантах осуществления предмета настоящей заявки поперечное сечение центрирующей области 52 в радиальной плоскости вдоль центральной оси В головки может быть постоянным. Поперечное сечение ведомой области 54 в радиальной плоскости вдоль центральной оси В головки может быть постоянным и отличным от поперечного сечения центрирующей области 52.
На Фиг. 7 показано, что центрирующая область 44 имеет высоту НС центрирующей области, а ведомая область 54 имеет высоту HD ведомой области, измеряемые в аксиальном направлении. В некоторых вариантах осуществления предмета настоящей заявки высота HD ведомой области может быть равна высоте НС центрирующей области. Центрирующая область 52 может примыкать к задней поверхности 28 головки. Сквозное углубление 44 головки может включать в себя третью аксиально смещенную область, а именно - область 56 для размещения крепежной головки. Область 56 для размещения крепежной головки расположена аксиально впереди от ведомой области 54. Область 56 для размещения крепежной головки может не быть идентична ведомой области 54. Область 56 для размещения крепежной головки может не быть идентична центрирующей области 52. Таким образом, фрезерная головка 24 может быть зеркально асимметрична относительно медианной плоскости М головки. Область 56 для размещения крепежной головки может быть шире ведомой области 54 в радиальном направлении. На Фиг. 7 показано, что область 56 для размещения крепежной головки имеет высоту HF области для размещения крепежной головки, измеряемую в аксиальном направлении. Высота HF области для размещения крепежной головки может быть равна высоте HD ведомой области. Область 56 для размещения крепежной головки может примыкать к передней поверхности 26 головки. Следует отметить, что в торцевой проекции фрезерной головки 24 сквозная часть сквозного углубления 44 образована ведомой областью 54, а не центрирующей областью 52 или областью 56 для размещения крепежной головки при ее наличии.
Периферийная поверхность 46 углубления в ведомой области 54 включает в себя по меньшей мере одну ведомую поверхность 58, обращенную против направления R вращения. По меньшей мере одна ведомая поверхность 58 выполнена с возможностью передачи крутящего момента от соответствующей поверхности на патроне 22, 122. По меньшей мере одна ведомая поверхность 58 расположена между передней и задней плоскостями PF, PR головки. По меньшей мере одна ведомая поверхность 58 может быть планарной и проходить в аксиальной плоскости фрезерной головки 24, содержащей центральную ось В головки.
Обратимся к Фиг. 7. В некоторых вариантах осуществления предмета настоящей заявки периферийная поверхность 46 углубления в ведомой области 54 может содержать по меньшей мере один ведомый зубец 60, выступающий радиально вовнутрь. По меньшей мере один ведомый зубец 60 содержит две противоположные друг другу переднюю и заднюю торцевые стенки 61а, 61b ведомого зубца соответственно, образующие по меньшей мере один ведомый зубец 60 в аксиальном направлении. Область 56 для размещения крепежной головки и ведомая область 54 могут быть ограничены верхней плоскостью UP, образованной передними торцевыми стенками 61а ведомого зубца. Центрирующая область 52 и ведомая область 54 могут быть ограничены нижней плоскостью, образованной задними торцевыми стенками 61b ведомого зубца. Ведомая область 54 может проходить радиально вовнутрь относительно центрирующей области 52 во всех радиальных направлениях. По меньшей мере одна ведомая поверхность 58 или каждая из них может быть расположена на соответствующем ведомом зубце 60. В примере на Фиг. 4 по меньшей мере один из ведомых зубцов 60 может быть зеркально асимметричен относительно всех аксиальных полуплоскостей НР1 ведомых зубцов, содержащих центральную ось В головки и пересекающих указанный по меньшей мере один из ведомых зубцов 60. Такая конфигурация позволяет предотвратить случайное переворачивание фрезерной головки 24. (То есть фрезерную головку 24 невозможно прикрепить к патрону 22, 122, если она перевернута на 180° вокруг оси, перпендикулярной центральной оси В головки, которую содержат аксиальные полуплоскости НР1 ведомого зубца). Периферийная поверхность 46 углубления в ведомой области 54 может содержать множество ведомых зубцов 60, расположенных в угловом направлении вокруг центральной оси В головки. Периферийная поверхность 46 углубления в ведомой области 54 может содержать N ведомых зубцов 60, при этом N составляет положительное целое число. Фрезерная головка 24 может быть выполнена с N-кратной вращательной симметрией относительно центральной оси В головки.
Периферийная поверхность 46 углубления в центрирующей области 52 содержит по меньшей мере одну радиальную центрирующую поверхность 62, обращенную радиально вовнутрь. По меньшей мере одна радиальная центрирующая поверхность 62 расположена аксиально позади от по меньшей мере одной ведомой поверхности 58. По меньшей мере одна радиальная центрирующая поверхность 62 расположена радиально в направлении наружу от по меньшей мере одной ведомой поверхности 58. По меньшей мере одна радиальная центрирующая поверхность 62 расположена между передней и задней плоскостями PF, PR головки.
В некоторых вариантах осуществления предмета настоящей заявки на Фиг. 10 и 13 по меньшей мере одна радиальная центрирующая поверхность 62 может лежать на внутренней поверхности воображаемого цилиндра центрирования с осью, расположенной на одной линии с центральной осью В головки. Периферийная поверхность 46 углубления в центрирующей области 52 может содержать только одну радиальную центрирующую поверхность 62, проходящую вдоль всей окружной протяженности периферийной поверхности 46 углубления.
В некоторых вариантах осуществления предмета настоящей заявки периферийная поверхность 46 углубления может содержать по меньшей мере одну обращенную назад аксиальную несущую поверхность 64. По меньшей мере одна аксиальная несущая поверхность 64 выполнена с возможностью размещения фрезерной головки 24 в заранее определенном аксиальном положении относительно патрона 22, 122. По меньшей мере одна аксиальная несущая поверхность 64 может быть сформирована на периферийной поверхности 46 углубления в центрирующей области 52 вблизи ведомой области 54. По меньшей мере одна аксиальная несущая поверхность 64 может быть расположена аксиально между по меньшей мере одной ведомой поверхностью 58 и по меньшей мере одной радиальной центрирующей поверхностью 62. Следует отметить, что по меньшей мере одна аксиальная несущая поверхность 64 сформирована в сквозном углублении, а не на торцевой (незаглубленной) поверхности фрезерной головки 24 (как раскрыто, например, в JP2006281371). По меньшей мере одна аксиальная несущая поверхность 64 может быть расположена между передней и задней плоскостями PF, PR головки. По меньшей мере одна аксиальная несущая поверхность 64 может быть расположена радиально между по меньшей мере одной ведомой поверхностью 58 и по меньшей мере одной радиальной центрирующей поверхностью 62. По меньшей мере одна аксиальная несущая поверхность 64 может быть планарной и быть ориентирована перпендикулярно центральной оси В головки. В примере на Фиг. 7 по меньшей мере одна аксиальная несущая поверхность 64 может быть сформирована на круглом несущем выступе 65, выступающем назад от задней торцевой стенки 61b ведомого зубца. Периферийная поверхность 46 углубления может содержать только одну аксиальную несущую поверхность 64, проходящую вдоль всей окружной протяженности периферийной поверхности 46 углубления.
В некоторых вариантах осуществления предмета настоящей заявки периферийная поверхность 46 углубления может содержать по меньшей мере одну обращенную вперед поверхность 66 фиксации для фиксации с упиранием в крепежный элемент 68, как раскрыто ниже. По меньшей мере одна поверхность 66 фиксации может быть сформирована на периферийной поверхности 4 6 углубления в области 56 для размещения крепежной головки вблизи ведомой области 54. Поверхность 66 фиксации может быть расположена аксиально впереди от по меньшей мере одной ведомой поверхности 58. Поверхность 66 фиксации может быть расположена радиально в направлении наружу от по меньшей мере одной ведомой поверхности 58.
В некоторых вариантах осуществления предмета настоящей заявки ни одна часть фрезерной головки 24 может не проходить за заднюю плоскость PR головки в направлении DR назад. Таким образом, фрезерная головка 24 не содержит какого-либо выступа, выступающего назад от задней плоскости PR головки, как раскрыто, например, в US8,708,611. Аналогичным образом, ни одна часть фрезерной головки 24 может не проходить за переднюю плоскость PF головки в направлении DF вперед (и, таким образом, длина L рабочей режущей кромки может образовывать максимальный аксиальный размер фрезерной головки 24, измеряемый в аксиальном направлении). Это обеспечивает преимущество, состоящее в возможности уменьшения количества материала, необходимого для изготовления фрезерной головки 24, что, в частности, важно для больших фрезерных головок.
На фигурах показано, что углубление 44 головки содержит зубчатый венец 44, выполненный с множеством разнесенных по окружности выступающих радиально вовнутрь зеркально-асимметричных ведомых зубцов 60 с ведомыми поверхностями 58, ступенчатую систему, включающую в себя обращенную радиально вовнутрь центрирующую поверхность 62, обращенную назад заглубленную аксиальную несущую поверхность 64 на обращенной назад стороне венца 44, и заглубленную обращенную вперед поверхность 66 фиксации на обращенной вперед стороне венца 44.
Обратимся к Фиг. 9-13, изображающим патрон 22, 122. Патрон 22, 122 имеет центральную ось С патрона. Центральная ось С патрона проходит в направлениях DF, DR вперед и назад. Центральная ось С патрона образует ось вращения, вокруг которой возможно вращение патрона 22, 122 в направлении R вращения.
Следует понимать, что в нижеследующем описании патрона 22, 122 понятия «вперед» и «назад» по всему тексту описания и формулы изобретения указывают относительное положение в направлении центральной оси С патрона вниз и вверх соответственно на Фиг. 10. Кроме того, понятия «аксиальный» и «радиальный» указывают положение относительно центральной оси С патрона, если особо не оговорено иное.
Патрон 22, 122 содержит хвостовик 70. Хвостовик 70 содержит периферийную поверхность 72 хвостовика, проходящую по окружности вокруг центральной оси С патрона. В некоторых вариантах осуществления предмета настоящей заявки хвостовик 70 может быть продолговатым в аксиальном направлении.
Патрон 22, 122 также содержит соединительную часть 74. Соединительная часть 74 расположена у переднего конца хвостовика 70. В некоторых вариантах осуществления предмета настоящей заявки хвостовик 70 и соединительная часть 74 могут быть выполнены с возможностью разъединения, благодаря чему конструкция патрона 22 является модульной (см. Фиг. 1 и 2). В такой конфигурации соединительная часть 74 содержит сквозное отверстие 73 соединительной части, обеспечивающее возможность прохождения крепежного элемента в резьбовой канал, как раскрыто ниже. В некоторых других вариантах осуществления предмета настоящей заявки хвостовик 70 и соединительная часть 74 могут быть выполнены за одно целое, благодаря чему патрон 122 имеет единую неразъемную конструкцию (см. Фиг. 11 и 12).
В примерах на Фиг. 2 и 12 периферийная поверхность 72 хвостовика вблизи соединительной части 74 ограничивает воображаемый цилиндр SC хвостовика с осью, расположенной на одной линии с центральной осью С патрона. Воображаемый цилиндр SC хвостовика имеет наружный диаметр ODs хвостовика. В данном неограничивающем примере на чертежах периферийная поверхность 72 хвостовика вблизи соединительной части 74 может лежать полностью на воображаемом цилиндре SC хвостовика. Вся периферийная поверхность 72 хвостовика может лежать на воображаемом цилиндре SC хвостовика. В некоторых вариантах осуществления предмета настоящей заявки соединительная часть 74 может быть выполнена с вращательной симметрией вокруг центральной оси С патрона.
Соединительная часть 74 содержит участок 76 выравнивания. Участок 76 выравнивания содержит обращенную вперед переднюю поверхность 78 выравнивания. Передняя поверхность 78 выравнивания ограничена периферийной поверхностью 80 выравнивания. Периферийная поверхность 80 выравнивания проходит по окружности вокруг центральной оси С патрона.
В примере на Фиг. 10 соединительная часть 74 может необязательно содержать добавочную часть 83, проходящую назад от участка 76 выравнивания. Добавочная часть 83 содержит периферийную поверхность 83а добавочной части, проходящую по окружности вокруг центральной оси С патрона. На Фиг. 1 добавочная часть 83 может быть расположена заподлицо с хвостовиком 70. Иначе говоря, периферийная поверхность 83а добавочной части и периферийная поверхность 72 хвостовика плавно и непрерывно переходят друг в друга. Участок 76 выравнивания имеет по существу такой же радиальный размер, что и добавочная часть 83 и, соответственно, хвостовик 70.
В качестве альтернативы, в неограничивающем примере на Фиг. 11-13 патрон 122 может не содержать добавочную часть 83. Участок 76 выравнивания может проходить радиально в направлении наружу за хвостовик 70. Иначе говоря, патрон 122 может быть выполнен во фланцевом исполнении за счет наличия участка 76 выравнивания (т.е. патрон 122 является «фланцевым»). Участок 76 выравнивания может предпочтительно проходить радиально в направлении наружу за хвостовик 70 по всей окружной протяженности хвостовика 70.
Во фланцевом исполнении патрона 122 участок 76 выравнивания может дополнительно содержать обращенную назад заднюю поверхность 82 выравнивания, противоположную передней поверхности 78 выравнивания (см. Фиг. 13). Периферийная поверхность 80 выравнивания может проходить между передней и задней поверхностями 78, 82 выравнивания. Участок 76 выравнивания может быть выполнен в целом по форме диска, ограниченного передней и задней поверхностями 78, 82 выравнивания и периферийной поверхностью 80 выравнивания.
Соединительная часть 74 также содержит ведущий участок 84. Ведущий участок 84 выступает вперед от передней поверхности 78 выравнивания. Передняя поверхность 78 выравнивания образует границу между участком 76 выравнивания и ведущим участком 84. Ведущий участок 84 может проходить радиально вовнутрь от участка 76 выравнивания во всех радиальных направлениях. Ведущий участок 84 содержит обращенную вперед переднюю ведущую поверхность 86, ограниченную ведущей периферийной поверхностью 88. Ведущая периферийная поверхность 88 проходит по окружности вокруг центральной оси С патрона.
В примерах на Фиг. 9 и 11 ведущая периферийная поверхность 88 содержит по меньшей мере одну ведущую поверхность 90, обращенную в направлении R вращения. Во время вращения патрона 22, 122 вокруг центральной оси С патрона происходит передача крутящего момента фрезерной головке 24 через ведущие поверхности. По меньшей мере одна ведущая поверхность 90 может быть планарной и проходить в аксиальной плоскости патрона 22, 122, содержащей центральную ось В патрона.
Во фланцевом исполнении патрона 122 по меньшей мере одна ведущая поверхность 90 может быть расположена на соединительной части 74, то есть быть расположена за пределами воображаемого цилиндра SC хвостовика (см. Фиг. 13). Это обеспечивает преимущество, состоящее в повышении крутящего момента (без изменения усилия) за счет большего расстояния от оси вращения. Кроме того, фланцевое исполнение патрона 122 обеспечивает преимущество для патронов малого наружного диаметра хвостовика с ограниченным пространством для размещения ведущего механизма.
В некоторых вариантах осуществления предмета настоящей заявки на Фиг. 9 и 11 ведущий участок 84 может содержать по меньшей мере один ведущий зубец 92, проходящий радиально в направлении наружу. По меньшей мере одна ведущая поверхность 90 или каждая из них может быть расположена на соответствующем ведущем зубце 92. В частности, на Фиг. 9 по меньшей мере один из ведущих зубцов 92 может быть зеркально асимметричен относительно всех аксиальных полуплоскостей НР2 ведущего зубца, содержащих центральную ось С патрона и пересекающих указанный по меньшей мере один из ведущих зубцов 92. Ведущий участок 84 может содержать множество ведущих зубцов 92, расположенных в угловом направлении вокруг центральной оси С патрона. Соседние ведущие зубцы 92 в паре могут отстоять друг от друга на зазор 93 ведущих зубцов. На Фиг. 9 и 11 показано, что соединительная часть 74 может содержать шесть или более ведущих зубцов 92, при этом также предусмотрена возможность наличия большего числа ведущих зубцов 92.
В примерах на Фиг. 10 и 13 периферийная поверхность 80 выравнивания включает в себя по меньшей мере одну радиальную поверхность 94 выравнивания, обращенную радиально в направлении наружу. По меньшей мере одна радиальная поверхность 94 выравнивания расположена аксиально позади от по меньшей мере одной ведущей поверхности 90. По меньшей мере одна радиальная поверхность 94 выравнивания расположена радиально в направлении наружу от по меньшей мере одной ведущей поверхности 90. По меньшей мере одна радиальная поверхность 94 выравнивания может лежать на наружной поверхности воображаемого цилиндра АС выравнивания с осью, расположенной на одной линии с центральной осью С патрона. Цилиндр АС выравнивания имеет наружный диаметр ODA выравнивания. Периферийная поверхность 80 выравнивания может содержать только одну радиальную поверхность 94 выравнивания, проходящую вдоль всей окружной протяженности периферийной поверхности 80 выравнивания. В примере на Фиг. 13, во фланцевом исполнении патрона 122, по меньшей мере одна радиальная поверхность 94 выравнивания может примыкать к задней поверхности 82 выравнивания. По меньшей мере одна радиальная поверхность 94 выравнивания может быть расположена на соединительной части 74, то есть быть расположена за пределами воображаемого цилиндра SC хвостовика (см. Фиг. 13).
В безфланцевом исполнении наружный диаметр ODA выравнивания может быть по существу равен наружному диаметру ODS хвостовика. Во фланцевом исполнении наружный диаметр выравнивания ODA может быть больше наружного диаметра ODs хвостовика (т.е. ODA>ODS). В некоторых вариантах осуществления предмета настоящей заявки наружный диаметр выравнивания ODA может быть больше наружного диаметра ODS хвостовика более чем в два раза.
В некоторых вариантах осуществления предмета настоящей заявки передняя поверхность 78 выравнивания может содержать по меньшей мере одну обращенную вперед аксиальную опорную поверхность 96. По меньшей мере одна аксиальная опорная поверхность 96 может быть расположена аксиально между по меньшей мере одной ведущей поверхностью 90 и по меньшей мере одной радиальной поверхностью 94 выравнивания. По меньшей мере одна аксиальная опорная поверхность 96 может быть расположена радиально между по меньшей мере одной ведущей поверхностью 90 и по меньшей мере одной радиальной поверхностью 94 выравнивания. По меньшей мере одна аксиальная опорная поверхность 96 может быть планарной и быть ориентирована перпендикулярно центральной оси С патрона. По меньшей мере одна аксиальная опорная поверхность 96 может примыкать к периферийной поверхности 96 выравнивания. Передняя поверхность 78 выравнивания может содержать только одну аксиальную опорную поверхность 96, проходящую вдоль всей окружной протяженности передней поверхности 78 выравнивания.
В некоторых вариантах осуществления предмета настоящей заявки патрон 22, 122 может содержать резьбовой канал 98, открытый в сторону ведущей передней поверхности 86 у выходного отверстия 98а канала. Резьбовой канал 98 предназначен для вмещения крепежного элемента 68 путем ввинчивания, как раскрыто ниже. В некоторых вариантах осуществления предмета настоящей заявки резьбовой канал 98 может проходить вдоль центральной оси С патрона и, следовательно, быть расположен по центру. Ведомые зубцы 60 могут быть размещены вокруг выходного отверстия 98а канала. Резьбовой канал 98 может представлять собой сквозной канал с задним входным отверстием 98b канала.
Вернемся к Фиг. 1, 2 и 16: фрезерную головку 24 разъемно прикрепляют к патрону 22, 122 посредством крепежного элемента 68, тем самым приводя вращающийся фрезерный инструмент 20 в собранное состояние. Крепежный элемент 68 на Фиг. 16 включает в себя крепежную головку 100 и выступающий из нее охватываемый элемент 102. Охватываемый элемент 102 содержит наружную резьбу 104. В некоторых вариантах осуществления предмета настоящей заявки крепежный элемент 68 может быть выполнен за одно целое с фиксирующим винтом 108 с образованием единой неразъемной конструкции. Наружная резьба 104 может содержать по меньшей мере один ненарезанный участок 106, проходящий от обоих концов наружной резьбы 104, в связи с чем наружная резьба 104 не является сплошной. Заднее входное отверстие 98b канала может быть связано по текучей среде с выходным отверстием 98а канала через по меньшей мере один ненарезанный участок 106. Это позволяет направлять охлаждающую текучую среду на множество режущих кромок 32.
Обратимся к Фиг. 13, 14 и 16. В собранном положении вращающегося фрезерного инструмента 20 крепежный элемент 68 расположен в сквозном углублении 44 головки и находится в резьбовом зацеплении с резьбовым каналом 98. В частности, на Фиг. 14 и 15 по меньшей мере одна ведомая поверхность 58 упирается в по меньшей мере одну ведущую поверхность 90. По меньшей мере одна радиальная центрирующая поверхность 62 упирается в по меньшей мере одну радиальную поверхность 94 выравнивания. В некоторых вариантах осуществления предмета настоящей заявки ведомые зубцы 60 могут быть расположены в зазорах 93 ведущих зубцов. По меньшей мере одна аксиальная несущая поверхность 64 может быть упирается в по меньшей мере одну аксиальную опорную поверхность 96. Крепежный элемент 68 может примыкать с возможностью фиксации к фрезерной головке 24 у по меньшей мере одной поверхности 66 фиксации. Крепежный элемент 68 (в частности, крепежная головка 100) может не проходить за переднюю плоскость PF головки в направлении DF вперед.
В собранном положении вращающегося фрезерного инструмента 20 фрезерная головка 24 и патрон 22, 122 соосны. Иначе говоря, центральная ось В головки и центральная ось С патрона совпадают с центральной осью А инструмента.
Обратимся к Фиг. 18, изображающей режущий инструмент 120 с фрезерной головкой 124, в которой множество режущих кромок 132 сформированы на отдельных режущих пластинах 110, разъемно прикрепленных к фрезерной головке 124. Фрезерная головка 124 может образовывать фрезерный инструмент 120, пригодный для выполнения операций торцевого фрезерования. Режущие пластины 110 могут быть расположены в одном аксиальном ряду. Во фрезерной головке 124 рабочая режущая кромка не проходит непрерывно по всей аксиальной протяженности края фрезерной головки 124. Длина рабочей режущей кромки определяет глубину разреза в обрабатываемой детали при вращении фрезерной головки 124 в направлении R вращения и вхождении ее в обрабатываемую деталь. Следует отметить, что указанная фрезерная головка 124 выполнена с возможностью разъемного прикрепления к патронам, аналогичным раскрытым выше патронам 122, 22 (т.е. во фланцевом или безфланцевом исполнении), если фрезерная головка 124 снабжена соответствующими ведомыми зубцами, схожими с раскрытыми выше.
Следует отметить, что во вращающихся режущих инструментах 20, 120 на Фиг. 16 и 18 соответственно вращение патрона 122, которым они снабжены (как на Фиг. 11-13, т.е. во фланцевом исполнении), происходит в направлении вращения, противоположном направлению вращения патрона 22, раскрытого, например, на Фиг. 1 и 2 (т.е. в безфланцевом исполнении).
Предмет настоящей заявки был раскрыт с определенной степенью подробности, при этом следует понимать, что возможно внесение разнообразных изменений и модификаций без отступления от существа и объема изобретения, определенного нижеследующей формулой изобретения.
Группа изобретений относится к обработке материалов резанием и может быть использована при обработке поверхностей фрезерными инструментами. Вращающийся фрезерный инструмент (20) содержит патрон (22) и фрезерную головку (24), разъемно прикрепленную к нему. Фрезерная головка (24) содержит множество разнесенных по углу периферийно расположенных режущих кромок, образующих рабочую режущую кромку. Фрезерная головка (24) содержит сквозное углубление головки, открытое в сторону ее передней и задней поверхностей и содержащее центрирующую область и ведомую область, расположенную аксиально впереди от центрирующей области и не идентичную ей. Ведомая область содержит по меньшей мере одну ведомую поверхность, обращенную против направления (R) вращения. Центрирующая область содержит по меньшей мере одну обращенную радиально вовнутрь радиальную центрирующую поверхность, расположенную аксиально позади и радиально в направлении наружу от указанной по меньшей мере одной ведомой поверхности. Обеспечивается передача крутящего момента от патрона фрезерной головке. 2 н. и 22 з.п. ф-лы, 18 ил.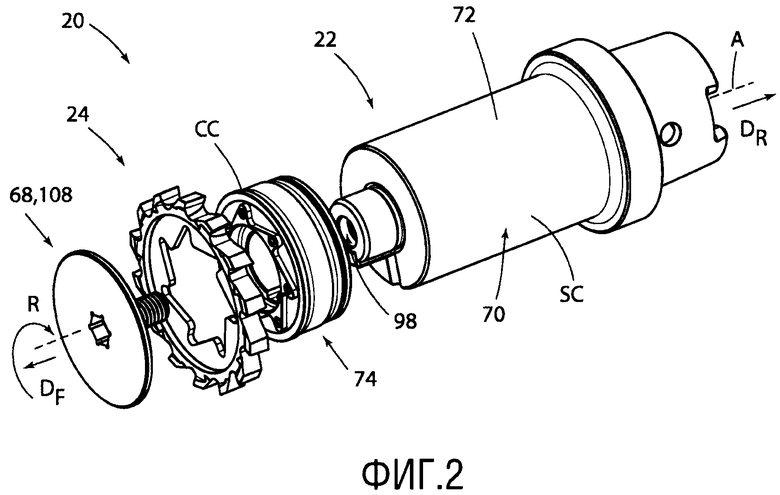
1. Фрезерная головка (24) с центральной осью (В) головки, задающей противоположные направления (DF, DR) вперед и назад и вокруг которой возможно вращение фрезерной головки (24) в направлении (R) вращения, при этом фрезерная головка (24) содержит:
противоположные друг другу переднюю и заднюю поверхности (26, 28) головки и проходящую между ними периферийную поверхность (30) головки, при этом периферийная поверхность (30) головки проходит по окружности вокруг центральной оси (В) головки;
множество разнесенных по углу периферийно расположенных режущих кромок (32), траектории вращения которых в аксиальной полуплоскости головки, содержащей центральную ось (В) головки, очерчивают рабочую режущую кромку (38) с радиально разнесенными противоположными оконечностями (38а, 38b) режущей кромки, ограничивающими длину (L) рабочей режущей кромки, измеряемую в аксиальном направлении, при этом каждая режущая кромка (32) сформирована у пересечения передней по направлению вращения скошенной поверхности (34) с задней по направлению вращения рельефной поверхностью (36) и выполнена за одно целое с фрезерной головкой (24) с образованием единой неразъемной конструкции; и
сквозное углубление (44) головки, проходящее вдоль центральной оси (В) головки и открытое в сторону передней и задней поверхностей (26, 28) головки, при этом сквозное углубление (44) головки ограничено периферийной поверхностью (46) углубления и содержит центрирующую область (52) и ведомую область (54), при этом ведомая область (54) расположена аксиально впереди от центрирующей области (52) и не идентична ей; причем:
периферийная поверхность (46) углубления в ведомой области (54) содержит по меньшей мере одну ведомую поверхность (58), обращенную против направления (R) вращения;
периферийная поверхность (46) углубления в центрирующей области (52) содержит по меньшей мере одну обращенную радиально вовнутрь радиальную центрирующую поверхность (62), расположенную аксиально позади и радиально в направлении наружу от по меньшей мере одной ведомой поверхности (58);
две противоположные друг другу оконечности (38а, 38b) рабочей режущей кромки (38) образуют две параллельные переднюю и заднюю плоскости (PF, PR) головки соответственно, при этом передняя и задняя плоскости (PF, PR) головки ориентированы перпендикулярно центральной оси (В) головки и отстоят друг от друга на длину (L) рабочей режущей кромки; и
по меньшей мере одна ведомая поверхность (58), и по меньшей мере одна радиальная центрирующая поверхность (62) расположены между передней и задней плоскостями (PF, PR) головки.
2. Фрезерная головка (24) по п. 1, в которой фрезерная головка (24) содержит:
множество разнесенных по углу режущих участков (40), проходящих радиально в направлении наружу, при этом каждая режущая кромка (32) расположена на соответствующем режущем участке (40); и
множество разнесенных по углу стружкоотводных канавок (42), расположенных по окружности поочередно с множеством режущих участков (40) вдоль периферийной поверхности (30) головки, при этом каждая стружкоотводная канавка (42) открыта в направлении, по меньшей мере, передней поверхности (26) головки или задней поверхности (28) головки.
3. Фрезерная головка (24) по п. 2, в которой каждая стружкоотводная канавка (42) открыта в сторону и передней поверхности (26) головки, и задней поверхности (28) головки.
4. Фрезерная головка (24) по п. 1, в которой каждая режущая кромка (32) проходит поперек периферийной поверхности (30) головки от передней поверхности (26) головки к задней поверхности (28) головки.
5. Фрезерная головка (24) по п. 1, в которой каждая режущая кромка (32) проходит непрерывно поперек периферийной поверхности (30) головки.
6. Фрезерная головка (24) по п. 1, в которой по меньшей мере одна радиальная центрирующая поверхность (62) лежит на внутренней поверхности воображаемого цилиндра (СС) центрирования с осью, расположенной на одной линии с центральной осью (В) головки.
7. Фрезерная головка (24) по п. 1, в которой периферийная поверхность (46) углубления в центрирующей области (52) содержит только одну радиальную центрирующую поверхность (62), проходящую вдоль всей окружной протяженности периферийной поверхности (46) углубления.
8. Фрезерная головка (24) по п. 1, в которой периферийная поверхность (46) углубления содержит по меньшей мере одну обращенную назад аксиальную несущую поверхность (64), расположенную аксиально между по меньшей мере одной ведомой поверхностью (58) и по меньшей мере одной радиальной центрирующей поверхностью (62).
9. Фрезерная головка (24) по п. 8, в которой по меньшей мере одна аксиальная несущая поверхность (64) расположена радиально между по меньшей мере одной ведомой поверхностью (58) и по меньшей мере одной радиальной центрирующей поверхностью (62).
10. Фрезерная головка (24) по п. 8, в которой периферийная поверхность (46) углубления содержит только одну аксиальную несущую поверхность (64), проходящую вдоль всей окружной протяженности периферийной поверхности (46) углубления.
11. Фрезерная головка (24) по п. 1, в которой ни одна часть фрезерной головки (24) не проходит за заднюю плоскость (PR) головки в направлении (DR) назад и при этом ни одна часть фрезерной головки (24) не проходит за переднюю плоскость (PF) головки в направлении (DF) вперед.
12. Фрезерная головка (24) по п. 1, в которой:
периферийная поверхность (46) углубления в ведомой области (54) содержит по меньшей мере один ведомый зубец (60), выступающий радиально вовнутрь; и
по меньшей мере одна ведомая поверхность (58) или каждая из них расположена на соответствующем ведомом зубце (60).
13. Фрезерная головка (24) по п. 12, в которой по меньшей мере один ведомый зубец (60) зеркально асимметричен относительно всех аксиальных полуплоскостей (НР1) ведомых зубцов, содержащих центральную ось (В) головки и пересекающих указанный по меньшей мере один ведомый зубец (60).
14. Фрезерная головка (24) по п. 12, в которой периферийная поверхность (46) углубления в ведомой области (54) содержит множество ведомых зубцов (60), расположенных в угловом направлении вокруг центральной оси (В) головки.
15. Фрезерная головка (24) по п. 1, в которой периферийная поверхность (46) углубления содержит по меньшей мере одну обращенную вперед поверхность (66) фиксации, расположенную аксиально впереди от по меньшей мере одной ведомой поверхности (58).
16. Фрезерная головка (24) по п. 15, в которой поверхность (66) фиксации расположена радиально в направлении наружу от по меньшей мере одной ведомой поверхности (58).
17. Фрезерная головка (24) по п. 1, в которой сквозное углубление (44) головки содержит область (56) для размещения крепежной головки, расположенную аксиально впереди от ведомой области (54) и не идентичную ей.
18. Фрезерная головка (24) по п. 1, в которой:
в своей аксиальной проекции фрезерная головка (24) имеет описанную вокруг головки окружность (ССС), образованную множеством режущих кромок (32), и вписанную в головку окружность (IC), образованную радиально крайними изнутри участками периферийной поверхности (46) углубления;
описанная вокруг головки окружность (ССС) имеет диаметр (CCD) описанной вокруг головки окружности, а вписанная в головку окружность (IC) имеет диаметр (ICD) вписанной в головку окружности; и
диаметр (ICD) вписанной в головку окружности составляет больше трети диаметра (CCD) описанной вокруг головки окружности.
19. Вращающийся фрезерный инструмент (20), содержащий:
фрезерную головку (24) по п. 1; и
патрон (22, 122) с центральной осью (С) патрона, задающей противоположные направления (DF, DR) вперед и назад и вокруг которой возможно вращение патрона (22, 122) в направлении (R) вращения, при этом патрон (22, 122) содержит:
хвостовик (70), содержащий периферийную поверхность (72) хвостовика, проходящую по окружности вокруг центральной оси (С) патрона; и
соединительную часть (74), расположенную у переднего конца (70) хвостовика, при этом соединительная часть (74) содержит:
участок (76) выравнивания, содержащий обращенную вперед переднюю поверхность (78) выравнивания, ограниченную периферийной поверхностью (80) выравнивания, проходящей по окружности вокруг центральной оси (С) патрона; и
ведущий участок (84), выступающий вперед от передней поверхности (78) выравнивания и содержащий обращенную вперед переднюю ведущую поверхность (86), ограниченную ведущей периферийной поверхностью (88), проходящей по окружности вокруг центральной оси (С) патрона; причем:
ведущая периферийная поверхность (88) содержит по меньшей мере одну ведущую поверхность (90), обращенную в направлении (R) вращения;
периферийная поверхность (80) выравнивания содержит по меньшей мере одну обращенную радиально наружу радиальную поверхность (94) выравнивания, расположенную аксиально позади и радиально в направлении наружу от по меньшей мере одной ведущей поверхности (90); причем:
фрезерная головка (24) разъемно прикреплена к патрону (22, 122).
20. Вращающийся фрезерный инструмент (20) по п. 19, в котором:
по меньшей мере одна ведомая поверхность (58) фрезерной головки (24) упирается в по меньшей мере одну ведущую поверхность (90) соединительной части (74); и
по меньшей мере одна радиальная центрирующая поверхность (62) фрезерной головки (24) упирается в по меньшей мере одну радиальную поверхность (94) выравнивания соединительной части (74).
21. Вращающийся фрезерный инструмент (20) по п. 20, в котором:
периферийная поверхность (46) углубления на фрезерной головке (24) содержит по меньшей мере одну обращенную назад аксиальную несущую поверхность (64), расположенную аксиально между по меньшей мере одной ведомой поверхностью (58) и по меньшей мере одной радиальной центрирующей поверхностью (62);
передняя поверхность (78) выравнивания на соединительной части (74) содержит по меньшей мере одну обращенную вперед аксиальную опорную поверхность (96), расположенную аксиально между по меньшей мере одной ведущей поверхностью (90) и по меньшей мере одной радиальной поверхностью (94) выравнивания; и
по меньшей мере одна аксиальная несущая поверхность (64) упирается в по меньшей мере одну аксиальную опорную поверхность (96).
22. Вращающийся фрезерный инструмент (20) по п. 19, в котором:
патрон (22, 122) содержит резьбовой канал (98), открытый в сторону ведущей передней поверхности (86) у выходного отверстия канала (98а); и
фрезерная головка (24) разъемно прикреплена к патрону (22, 122) посредством крепежного элемента (68), расположенного в сквозном углублении (44) головки и находящегося в резьбовом зацеплении с резьбовым каналом (98).
23. Вращающийся фрезерный инструмент (20) по п. 22, в котором:
периферийная поверхность (46) углубления содержит по меньшей мере одну обращенную вперед поверхность (66) фиксации, расположенную аксиально впереди от по меньшей мере одной ведомой поверхности (58);
крепежный элемент (68) содержит крепежную головку (100); и крепежная головка (100) примыкает с возможностью фиксации к фрезерной головке (24) у по меньшей мере одной поверхности (66) фиксации.
24. Вращающийся фрезерный инструмент (20) по п. 22, в котором:
наружная резьба (104) содержит по меньшей мере один ненарезанный участок (106), проходящий от обоих концов наружной резьбы (104), в связи с чем наружная резьба (104) не является сплошной; и
резьбовой канал (98) представляет собой сквозной канал с задним входным отверстием (98b) канала;
заднее входное отверстие (98b) канала связано по текучей среде с выходным отверстием (98а) канала через по меньшей мере один ненарезанный участок (106).
| WO 2007040433 A1, 12.04.2007 | |||
| WO 2012166641 A1, 06.12.2012 | |||
| US 5529439 A1, 25.06.1996 | |||
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ВЫРЕЗКИ ОКНА В ОБСАДНОЙ КОЛОННЕ СКВАЖИНЫ | 2009 |
|
RU2399747C1 |
