Область техники, к которой относится изобретение
Настоящее изобретение относится к стекольной промышленности, в частности, к производству полых стеклоизделий посредством выдувания. Конкретнее, настоящее изобретение относится к секционным стеклоформовочным машинам, в частности, к механизму донного затвора двойного действия для секционной стеклоформовочной машины.
Уровень техники
Известны секционные стеклоформовочные машины, содержащие множество отдельных секций, в которых из капель расплавленной стекломассы посредством выдувания формируют полые стеклоизделия. В таких стеклоформовочных машинах формирование полого стеклоизделия включает в себя: формирование заготовки, содержащей горлышко и внутреннюю полость, в черновой форме и окончательное выдувание из указанной заготовки готового стеклоизделия в чистовой форме.
Формирование указанной заготовки, также называемой пулькой, в черновой форме обычно включает два основных этапа: этап установочного дутья, в результате которого формируется горлышко заготовки, и этап противодутья, в результате которого формируется внутренняя полость заготовки. Для осуществления данных этапов в секционных стеклоформовочных машинах обычно предусмотрены воронка и донный затвор, опускаемые на черновую форму для осуществления указанных основных этапов.
Традиционная схема формирования заготовки в черновой форме включает в себя следующие этапы: опускание воронки на черновую форму; загрузка капли расплавленной стекломассы в черновую форму; опускание на воронку донного затвора; осуществление установочного дутья через донный затвор для формирования горлышка заготовки; удаление воронки с черновой формы и опускание на черновую форму донного затвора; осуществление противодутья через сформированное горлышко для завершения формирования заготовки.
Для указанного попеременного опускания и поднимания воронки и донного затвора в стеклоформовочных машинах отдельно предусмотрены механизм воронки и механизм донного затвора.
С целью упрощения конструкции стеклоформовочных машин были разработаны решения, в которых механизм воронки не используется, а расположение донного затвора в положениях установочного дутья и противодутья осуществляется с использованием только механизма донного затвора.
Пример такого решения известен из патента США 6539751, в котором описан пневматический механизм донного затвора двойного действия, предназначенный для использования в секционных стеклоформовочных машинах, и соответствующий способ формования стеклоизделий с использованием такого механизма. Известный механизм выполнен с возможностью размещения донного затвора на черновой форме в двух положениях: положении установочного дутья, в котором между донным затвором и черновой заготовкой имеется зазор, в результате чего полость черновой формы сообщается с воздушным каналом в донном затворе, и положении установочного дутья, в котором полость черновой формы замкнута и не сообщается с воздушным каналом донного затвора. Переключение между двумя указанными положениями донного затвора осуществляется за счет подачи в центральный канал донного затвора воздуха с различными точно определенными значениями давления в точно определенные моменты времени, для чего необходимы высокоточные средства регулировки давления, в частности, электропневматический пропорциональный клапан, работой которого управляют посредством электронных компонентов, в частности, средств контроля времени, потенциометра и датчиков давления.
В известном решении возможность переключения положения донного затвора при изменении величины создаваемого давления обеспечивается достаточно сложной системой каналов и зазоров в механизме донного затвора. При этом своевременное переключение донного затвора требует соблюдения точности значения давления, создаваемого в воздушном канале донного затвора, а также согласованности моментов времени создания такого давления с процессами установочного дутья и противодутья, протекающими в черновой форме, что требует использования высокоточных средств регулирования давления, в частности, пропорционального клапана. Как хорошо известно специалистам, указанная согласованность крайне важна для обеспечения бесперебойной работы стеклоформовочной машины, и рассогласованность процессов в черновой форме с положением донного затвора может привести к сбою в работе стеклоформовочной машины, производственному браку и даже повреждению стеклоформовочной машины, например, из-за попадания расплавленной стекломассы в каналы и зазоры механизма донного затвора.
Таким образом, вышеописанный известный механизм имеет сложную конструкцию, а процесс формирования заготовки с использованием такого механизма является крайне чувствительным к величине и моменту времени создания в канале затвора давления, и, как следствие, требует использование высокоточных средств регулирования давления, в частности, пропорционального клапана.
Настоящее изобретение направлено на создание механизма донного затвора двойного действия и способа формирования заготовки с использованием такого механизма, в которых устранены вышеуказанные недостатки.
Раскрытие сущности изобретения
Для решения вышеуказанной проблемы в своем первом аспекте изобретение относится к механизму донного затвора двойного действия для секционной стеклоформовочной машины, содержащему:
корпус;
донный затвор, размещенный в корпусе и имеющий по меньшей мере один воздушный канал для подачи воздуха во внутреннюю полость черновой формы стеклоформовочной машины; и
переключающее средство, выполненное с возможностью, при установке механизма на черновой форме стеклоформовочной машины, перемещать донный затвор между положением установочного дутья, в котором между донным затвором и черновой формой имеется зазор, так что указанный по меньшей мере один воздушный канал сообщается с полостью черновой формы, и положением противодутья, в котором донный затвор герметично упирается в черновую форму, так что указанный по меньшей мере один воздушный канал не сообщается с полостью черновой формы,
при этом переключающее средство выполнено в виде подвижной втулки, выполненной с возможностью выдвигаться из корпуса и, при размещении механизма на черновой форме стеклоформовочной машины, упираться в черновую форму для приведения донного затвора в положение установочного дутья, и втягиваться в корпус для приведения донного затвора в положение противодутья,
причем подвижная втулка дополнительно выполнена с возможностью упираться в черновую форму с герметичным замыканием полости черновой формы относительно окружающей среды,
причем по меньшей мере один воздушный канал донного затвора открыт на поверхности донного затвора, упирающейся в черновую форму в положении противодутья.
В одном из примеров осуществления изобретения подвижная втулка выполнена с возможностью перемещения посредством пневматического привода.
В одном из примеров осуществления изобретения в корпусе размещен запирающий элемент, выполненный с возможностью перемещения так, чтобы обеспечивать сообщение по меньшей мере одного воздушного канала донного затвора и окружающей среды.
В одном из примеров осуществления донный затвор содержит центральный воздушный канал, выполненный в виде глухого отверстия, из нижней части которого по направлению вниз исходит множество радиально расходящихся воздушных каналов.
Настоящее изобретение в своем втором аспекте относится к способу формирования заготовки в черновой форме секционной стеклоформовочной машине, включающему следующие этапы:
загрузка капли стекломассы в черновую форму стеклоформовочной машины;
размещение механизма донного затвора двойного действия согласно настоящему изобретению на черновой форме стеклоформовочной машины;
выдвижение подвижной втулки для приведения донного затвора в положение установочного дутья;
осуществление установочного дутья для формирования горлышка заготовки;
втягивание подвижной втулки для приведения донного затвора в положение противодутья;
осуществление противодутья для завершения формирования заготовки.
В одном из примеров осуществления изобретения механизм донного затвора прижимают к черновой форме с по существу одинаковой силой по меньшей мере на этапах осуществления установочного дутья и осуществления противодутья.
В одном из примеров осуществления изобретения подвижную втулку перемещают посредством пневматического привода, предпочтительно втягивают в корпус посредством создания над ней вакуума.
В одном из примеров осуществления после этапа установочного дутья сжатый воздух выпускают из полости черновой формы посредством перемещения запирающего элемента, размещенного в корпусе механизма донного затвора с возможностью перемещения так, чтобы обеспечивать сообщение по меньшей мере одного воздушного канала донного затвора и окружающей среды.
Как следует из вышеизложенного, согласно настоящему изобретению, переключение донного затвора между положением установочного дутья и положением противодутья не требует сложной конструкции донного затвора и обеспечивается за счет простого перемещения подвижной втулки. Поскольку указанное перемещение подвижной втулки не зависит от величины и момента времени создания в канале затвора давления, процесс формирования заготовки в черновой форме согласно настоящему изобретению в меньшей степени, по сравнению с решением уровня техники, чувствителен к указанным параметрам и, как следствие, не требует использования высокоточных средств регулирования давления, в частности, пропорционального клапана, и высокоточных средств контроля времени и датчиков.
Упрощение конструкции донного затвора приводит к его удешевлению из-за отсутствия необходимости в изготовлении сложной системы каналов, щелей и отверстий в механизме донного затвора и повышает его надежность и устойчивость к нарушениям работы.
Меньшая чувствительность процесса формирования заготовки к величине и моменту времени создания в канале затвора давления, приводят к снижению риска сбоев в работе стеклоформовочной машины, повышению ее срока службы, а также удешевлению за счет отсутствия необходимости в дорогостоящих высокоточных средствах регулирования давления.
Кроме того, в заявленном решении положение донного затвора при установке механизма донного затвора на черновой форме зависит лишь от положения подвижной втулки и не зависит от давления воздуха в канале донного затвора и усилия, с которым прижимается к черновой форме, так что механизм донного затвора может прижиматься к черновой форме с неизменным усилием как в положении установочного дутья, так и в положении противодутья.
Краткое описание чертежей
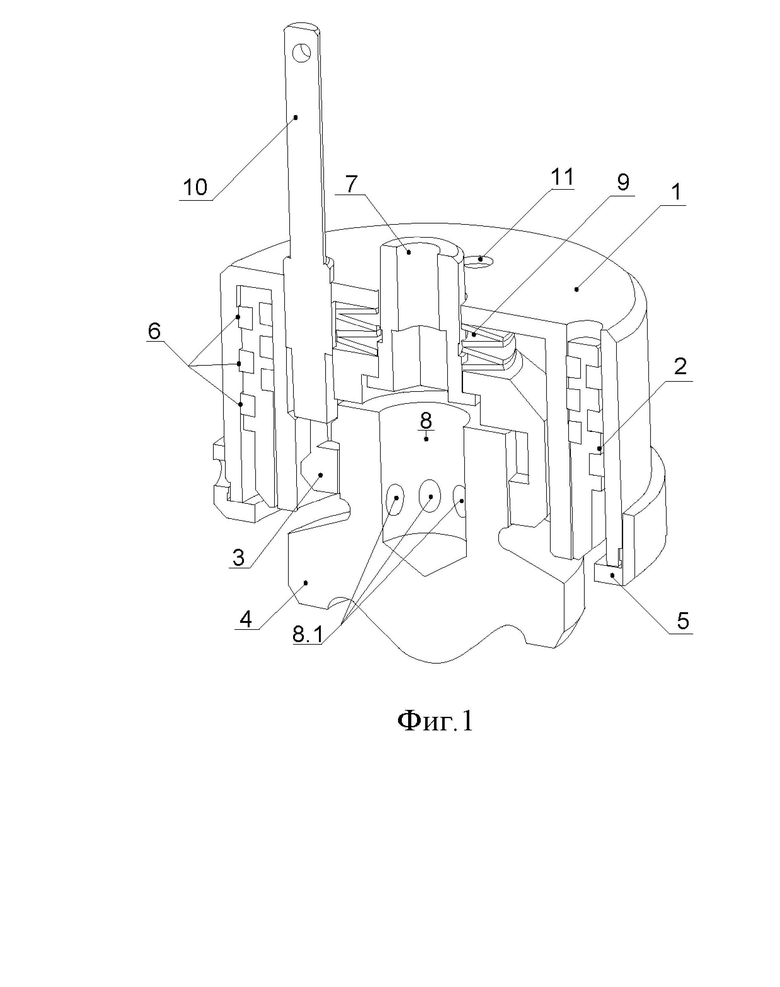
На фиг. 1 в аксонометрии в разрезе показан пример осуществления механизма донного затвора согласно настоящему изобретению;
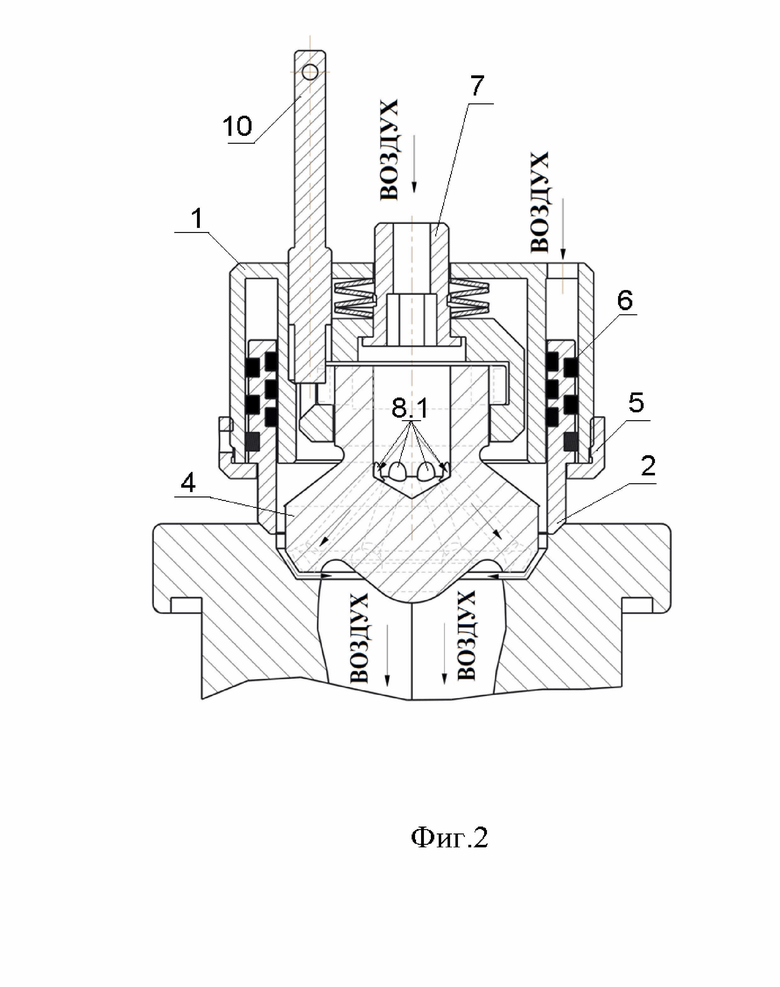
на фиг. 2 показано поперечное сечение механизма донного затвора с фиг. 1, установленного на черновой форме секционной стеклоформовочной машины, с донным затвором в положении установочного дутья;
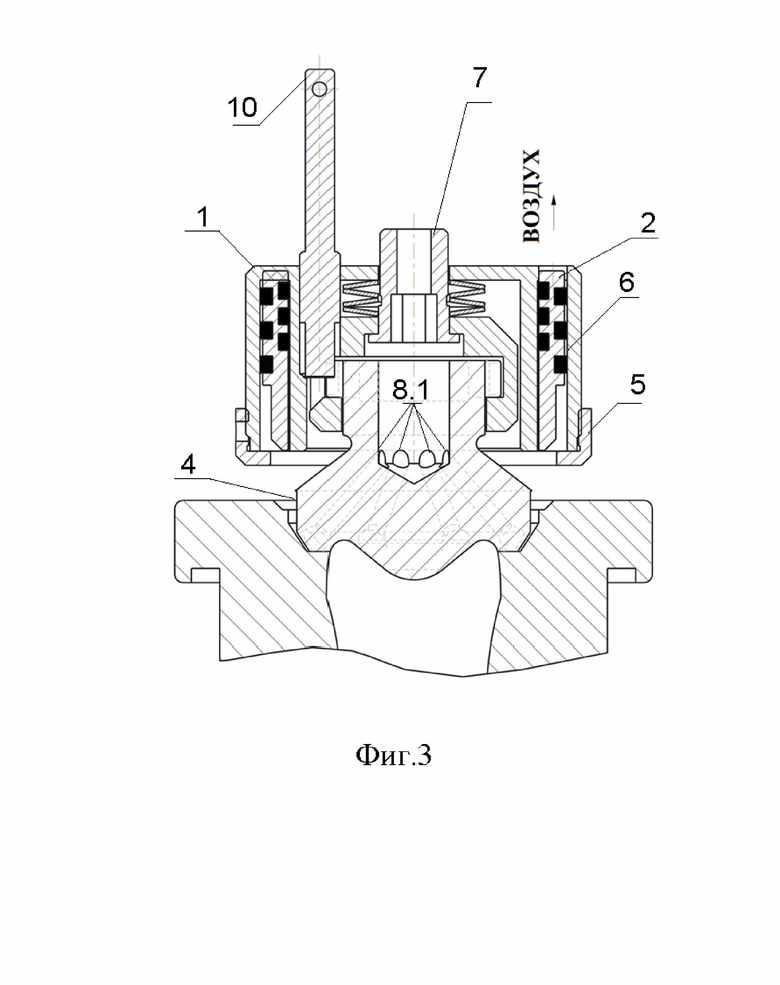
на фиг. 3 показано поперечное сечение механизма донного затвора с фиг. 1, установленного на черновой форме секционной стеклоформовочной машины, с донным затвором в положении противодутья.
Осуществление изобретения
Показанный на фиг. 1 пример осуществления механизма донного затвора двойного действия согласно настоящему изобретению содержит корпус 1, в котором размещен переключающий элемент 2 и держатель 3 донного затвора 4 и к которому с нижней стороны присоединена накидная гайка 5, ограничивающая ход переключающего элемента 2 и закрывающая корпус 1 снизу.
Переключающий элемент 2 выполнен в виде по существу цилиндрической втулки 2, выполненной с возможностью выдвигаться из корпуса 1 так, чтобы окружать донный затвор 4, и втягиваться в корпус 1.
Подвижная втулка 2 выполнена с возможностью перемещения посредством пневматического привода, в частности посредством подачи сжатого воздуха в пространство над втулкой и откачки воздуха из него, для чего оснащена уплотнительными кольцами 6, обеспечивающими герметичность области над подвижной втулкой. Для управления подачей воздуха могут быть предусмотрены запорно-регулирующие средства, такие как, например, трехходовой электромагнитный клапан. Следует понимать, что подвижная втулка может быть приспособлена для перемещения любым иным подходящим способом, известным из уровня техники, в частности, посредством гидравлического или электрического привода.
Из верней части корпуса 1 выступает держатель 7 механизма, в котором выполнен воздушный канал и который соединяется внутри корпуса 1 с держателем 3 донного затвора так, что указанный воздушный канал сообщается с центральным воздушным каналом 8 донного затора 4. Держатель 7 механизма предназначен для соединения механизма донного затвора с механизмом опускания донного затвора (не показан на чертежах) и для обеспечения возможности подачи в центральный воздушный канал 8 донного затвора сжатого воздуха через воздушный канал держателя.
Указанный центральный воздушный канал 8 донного затвора выполнен в виде глухого отверстия, из нижней части которого по направлению вниз исходит множество радиально расходящихся воздушных каналов 8.1. Направление вниз соответствует направлению от донного затвора к черновой форме. Указанные радиально расходящиеся воздушные каналы 8.1 открываются на той части поверхности донного затвора, которая упирается в черновую форму, когда донный затвор 4 находится в положении противодутья. В результате каналы 8, 8.1 не сообщаются с полостью черновой формы при упоре донного затвора 4 в черновую форму, в частности, в положении противодутья, и полость черновой формы оказывается герметично замкнутой, как показано на фиг. 3.
Держатель 3 донного затвора соединен с корпусом 1 посредством тарельчатой пружины 9. Тарельчатая пружина 9 обеспечивает плавность увеличения силы прижатия донного затвора 4 к черновой форме и небольшую подвижность донного затвора 4 для его более эффективного позиционирования на черновой форме. Такая конфигурация обеспечивает снижение износа частей донного затвора, контактирующих с черновой формой, и улучшает контакт донного затвора и черновой формы. Следует отметить, что вместо тарельчатой пружины может использоваться другой известный упругий элемент, например, витая пружина или амортизатор.
Из верней части корпуса 1 выступает запирающий элемент 10, выполненный в форме штифта, проходящего через корпус и во внутреннюю полость держателя 3 донного затвора. Запирающий элемент 10 выполнен с возможностью перемещения так, чтобы обеспечивать сообщение внутреннего пространства держателя 3 и внутреннего пространства корпуса 1 над держателем.
В верхней части корпуса выполнено отверстие 11, обеспечивающее сообщение внутреннего пространства корпуса 1 над держателем 3 донного затвора и окружающей среды. Описанная конфигурация запирающего элемента 10 в сочетании с отверстием 11 обеспечивает возможность сообщения указанного по меньшей мере одного воздушного канала 8 донного затвора с окружающей средой в результате перемещения запирающего элемента 10, для выпуска сжатого воздуха из черновой формы после установочного дутья.
На фиг. 2 и 3 изображен механизм донного затвора двойного действия с фиг. 1, установленный на черновой форме секционной стеклоформовочной машины в положении установочного дутья и положении противодутья соответственно.
Согласно изобретению, для формирования заготовки в черновой форме секционной стеклоформовочной машине в черновую форму загружают каплю расплавленной стекломассы и опускают на черновую форму вышеописанный механизм донного затвора двойного действия
Втулку 2 механизма донного затвора выдвигают из корпуса 1 так, что втулка 2 упирается в черновую форму, в результате чего донный затвор оказывается в положении установочного дутья.
В проиллюстрированном примере осуществления изобретения выдвигание втулки обеспечивается посредством создания над ней избыточного давления.
Подвижная втулка 2 выполнена с возможностью при упоре в черновую форму герметично замыкать полость черновой формы относительно окружающей среды, например за счет выполнения нижней части втулки с формой, сопрягаемой с соответствующим пазом на черновой форме, как в проиллюстрированном примере.
При этом подвижная втулка 2 в выдвинутом положении ограничивает перемещение механизма донного затвора в направлении черновой формы и не позволяет донному затвору 4 упереться в черновую форму. Таким образом, при упоре подвижной втулки в черновую форму между донным затвором 4 и черновой формой имеется зазор, обеспечивающий сообщение центрального воздушного канала 8 донного затвора с полостью черновой формы через множество радиально расходящихся каналов 8.1.
Такими образом, когда подвижная втулка 2 упирается в черновую форму и донный затвор 4 находится в положении установочного дутья, внутренняя полость черновой формы оказывается герметично замкнутой относительно окружающей среды, но при этом через указанный зазор и множество радиально расходящихся каналов 8.1 может сообщаться с воздушным каналом 8 донного затвора.
Таким образом, в положении установочного дутья воздух, подаваемый через канал держателя 7 механизма, может поступать через воздушные каналы 8,8.1 донного затвора в черновую форму для осуществления установочного дутья, в ходе которого стекломасса прижимается к нижней части черновой формы и формируется горлышко заготовки.
Опционально, после установочного дутья сжатый воздух из полости черновой формы может быть выпущен посредством перемещения запирающего элемента 10, так что полость черновой формы оказывается в сообщении с окружающей средой, как описано выше.
Перемещение запирающего элемента 10 может быть обеспечено любым известным способом, например, с использованием пневматического, гидравлического или электрического привода.
Следует понимать, что выпуск сжатого воздуха из полости черновой формы после установочного дутья может быть осуществлен иными способами, например, посредством подъема механизма донного затвора над черновой формой или уменьшения давления в канале держателя 7 механизма для откачки воздуха через канал держателя 7.
Для переключения донного затвора 4 из положения установочного дутья в положение противодутья подвижную втулку 2 втягивают в корпус 1. В проиллюстрированном примере осуществления втулку втягивают посредством уменьшения давления воздуха над подвижной втулкой, предпочтительно ниже значения атмосферного давления.
Механизм донного затвора может прижиматься к черновой форме с по существу одинаковой силой как на этапе установочного дутья, так на этапе противодутья.
Как показано на фиг. 3, при втягивании втулки 2 в корпус 1 втулка больше не ограничивает перемещение донного затвора 4 по направлению к черновой форме. Соответственно, донный затвор 4 перемещается по направлению к черновой форме и упирается в нее, то есть оказывается в положении противодутья. Упор донного затвора 4 в черновую форму обеспечивает закрытие радиально расходящихся воздушных каналов 8.1 и герметичное замыкание черновой формы. В данном положении донного затвора внутренняя полость черновой формы не сообщается ни с каналами 8, 8.1 донного затвора 4, ни с окружающей средой, что необходимо для последующего противодутья.
Далее, на этапе осуществления противодутья в канал в нижней части черновой формы (не показана) через горлышко заготовки, сформированное на этапе установочного дутья, подают сжатый воздух для формирования полости в заготовке и завершения ее формирования.
Описанные выше примеры осуществления вариантов настоящего изобретения не следует понимать как ограничивающие объем правовой охраны, который определяется прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2307077C2 |
| СЕКЦИОННАЯ СТЕКЛОФОРМОВОЧНАЯ МАШИНА | 2007 |
|
RU2434816C2 |
| МЕХАНИЗМ ОТКРЫВАНИЯ И ЗАКРЫВАНИЯ ФОРМ СЕКЦИОННОЙ СТЕКЛОФОРМОВОЧНОЙ МАШИНЫ | 2002 |
|
RU2301779C2 |
| ОПОРНОЕ УСТРОЙСТВО ПЛУНЖЕРА СТЕКЛОФОРМУЮЩЕЙ МАШИНЫ | 2008 |
|
RU2465222C2 |
| ФОРМОНЕСУЩИЙ МЕХАНИЗМ СЕКЦИОННОЙ СТЕКЛОФОРМОВОЧНОЙ МАШИНЫ | 2002 |
|
RU2301778C2 |
| ИЗВЛЕКАЮЩИЙ КОНВЕЙЕРНЫЙ УЗЕЛ ДЛЯ УДАЛЕНИЯ ОТФОРМОВАННЫХ БУТЫЛОК ИЗ СТЕКЛОФОРМОВОЧНОЙ МАШИНЫ | 2002 |
|
RU2291120C2 |
| ОТРАЖАТЕЛЬНОЕ УСТРОЙСТВО И СПОСОБ ПЕРЕДАЧИ КАПЕЛЬ РАСПЛАВЛЕННОГО СТЕКЛА К СТЕКЛОФОРМОВОЧНОЙ МАШИНЕ | 1999 |
|
RU2215700C2 |
| ПРЕССУЮЩАЯ ГОЛОВКА СТЕКЛОФОРМУЮЩЕЙ МАШИНЫ | 1998 |
|
RU2130903C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 2015 |
|
RU2592317C1 |
| СЕКЦИОННАЯ СТЕКЛОФОРМОВОЧНАЯ МАШИНА | 2002 |
|
RU2294900C2 |
Настоящее изобретение относится к стекольной промышленности, в частности, к производству полых стеклоизделий посредством выдувания. Изобретение раскрывает способ формирования заготовки в черновой форме секционной стеклоформовочной машины посредством механизма донного затвора двойного действия для секционной стеклоформовочной машины. Донный затвор (4) размещен в корпусе (1) и имеет по меньшей мере один воздушный канал (8, 8.1) для подачи воздуха во внутреннюю полость черновой формы стеклоформовочной машины и переключающее средство (2). Переключающее средство (2) выполнено в виде подвижной втулки (2), выполненной с возможностью выдвигаться из корпуса (1) и, при размещении механизма на черновой форме стеклоформовочной машины, упираться в черновую форму с герметичным замыканием полости черновой формы относительно окружающей среды для приведения донного затвора (4) в положение установочного дутья, в котором между донным затвором (4) и черновой формой имеется зазор, так что указанный по меньшей мере один воздушный канал (8, 8.1) сообщается с полостью черновой формы, и втягиваться в корпус (1) для приведения донного затвора (4) в положение противодутья. Указанная подвижная втулка (2) является цилиндрической втулкой, а также содержит по меньшей мере одно уплотнительное кольцо (6), которое обеспечивает герметичность подвижной втулки (2). Донный затвор (4) содержит центральный воздушный канал (8), образованный как слепое отверстие, от нижней части которого исходит множество радиально расходящихся воздушных каналов (8.1). Заявленная группа изобретений обеспечивает упрощение конструкции механизма донного затвора и устраняет необходимость в высокоточных средствах регулировки давления. 2 н. и 3 з.п. ф-лы, 3 ил.
1. Механизм донного затвора двойного действия для секционной стеклоформовочной машины, содержащий:
корпус (1);
донный затвор (4), размещенный в корпусе (1) и имеющий по меньшей мере один воздушный канал (8, 8.1) для подачи воздуха во внутреннюю полость черновой формы стеклоформовочной машины; и
переключающее средство (2), выполненное с возможностью, при установке механизма на черновой форме стеклоформовочной машины, перемещать донный затвор (4) между положением установочного дутья, в котором между донным затвором (4) и черновой формой имеется зазор, так что указанный по меньшей мере один воздушный канал (8, 8.1) сообщается с полостью черновой формы, и положением противодутья, в котором донный затвор (4) герметично упирается в черновую форму, так что указанный по меньшей мере один воздушный канал (8, 8.1) не сообщается с полостью черновой формы,
отличающийся тем, что переключающее средство (2) выполнено в виде подвижной втулки (2), выполненной с возможностью выдвигаться из корпуса (1) и, при размещении механизма на черновой форме стеклоформовочной машины, упираться в черновую форму для приведения донного затвора (4) в положение установочного дутья, и втягиваться в корпус (1) для приведения донного затвора (4) в положение противодутья,
причем подвижная втулка (2) дополнительно выполнена с возможностью упираться в черновую форму с герметичным замыканием полости черновой формы относительно окружающей среды,
причем указанный по меньшей мере один воздушный канал (8, 8.1) донного затвора открыт на поверхности донного затвора (4), упирающейся в черновую форму в положении противодутья,
указанная подвижная втулка (2) является цилиндрической втулкой, выполненной с возможностью выдвижения из корпуса (1), чтобы окружать донный затвор (4), и втягивания обратно в корпус (1), а также содержит по меньшей мере одно уплотнительное кольцо (6), которое обеспечивает герметичность подвижной втулки (2);
донный затвор (4) содержит центральный воздушный канал (8), образованный как слепое отверстие, от нижней части которого исходит множество радиально расходящихся воздушных каналов (8.1).
2. Механизм по п. 1, в котором в корпусе (1) размещен запирающий элемент (10), выполненный с возможностью перемещения так, чтобы обеспечивать сообщение по меньшей мере одного воздушного канала (8, 8.1) донного затвора и окружающей среды.
3. Способ формирования заготовки в черновой форме секционной стеклоформовочной машины, включающий следующие этапы:
загрузка капли стекломассы в черновую форму стеклоформовочной машины;
размещение механизма донного затвора двойного действия по любому из пп. 1, 2 на черновой форме стеклоформовочной машины;
выдвижение подвижной втулки (2) для приведения донного затвора (4) в положение установочного дутья, при этом после этапа установочного дутья сжатый воздух высвобождается из полости черновой формы, перемещая запирающий элемент (10), расположенный в корпусе (1) механизма донного затвора с возможностью перемещения, для обеспечения сообщения по меньшей мере одного воздушного канала (8, 8.1) донного затвора и окружающей среды;
осуществление установочного дутья для формирования горлышка заготовки;
втягивание подвижной втулки (2) для приведения донного затвора (4) в положение противодутья;
осуществление противодутья для завершения формирования заготовки.
4. Способ по п. 3, в котором механизм донного затвора прижимают к черновой форме с по существу одинаковой силой по меньшей мере на этапах осуществления установочного дутья и осуществления противодутья.
5. Способ по п. 3, в котором подвижную втулку втягивают в корпус посредством создания над ней вакуума.
| Устройство для градуировки тензоре-зиСТОРОВ пРи плАСТичЕСКиХ дЕфОР-МАцияХ | 1979 |
|
SU838437A1 |
| Устройство для градуировки тензоре-зиСТОРОВ пРи плАСТичЕСКиХ дЕфОР-МАцияХ | 1979 |
|
SU838437A1 |
| US 6539751 B2, 01.04.2003 | |||
| 0 |
|
SU289978A1 | |
| ПРЕССУЮЩАЯ ГОЛОВКА СТЕКЛОФОРМУЮЩЕЙ МАШИНЫ | 1998 |
|
RU2130903C1 |
| ПЕРЕВОРАЧИВАЮЩИЙ МЕХАНИЗМ МАШИНЫ ДЛЯ ФОРМОВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2741902C1 |
| US 8312742 B1, 20.11.2012 | |||
| US2005279139A1, 22.12.2005. | |||

