Изобретение относится к стекольной промышленности и может быть использовано для изготовления изделий на стеклоформующих машинах секционного типа способом двойного выдувания.
Известно применение прессующей головки на стеклоформующих машинах секционного типа способом двойного выдувания (Гигерих В., Трир В. Секционные машины. -М.: Машиностроение, 1968, с. 309-311).
Прессующая головка состоит из корпуса и каналов для подвода сжатого воздуха в черновую форму. Данный способ предусматривает стадии установки воронки на черновую форму, заполнения черновой формы каплей стекломассы, установки прессующей головки на воронку, запрессовки горловой части бутылки, выдувание бутылки в черновой форме сжатым воздухом через отверстие в стекломассе, проделанное керном. Затем следует раскрытие черновой формы и перенос изделия в чистовую форму, где происходит окончательное выдувание изделия. Недостатком процесса с использованием данного типа головки является дополнительная стадия установки и удаления воронки, которая удлиняет процесс формования изделия, что может привести к появлению некоторых видов брака, таких как "посечка" и "кованность".
Известно также устройство для формования стеклоизделий на машинах секционного типа (SU N 289978, C 03 B 9/193, 22.12.70. Бюл. N 2, 1971).
Устройство содержит черновую форму с конусообразной верхней частью, прессовую головку с конусообразным донным затвором и пневмоприводом. По оси донного затвора установлена втулка-клапан с возможностью возвратно-поступательного перемещения, в нижней части которой просверлены отверстия для подачи сжатого воздуха в форму. Известному решению присущи ряд конструктивных недостатков, затрудняющих использование устройства на практике. Так, в известном решении втулка-клапан имеет трущиеся поверхности с донным затвором, что требует постоянной смазки и является ненадежным элементом. Герметизация донного затвора происходит за счет поддавливания жидкой стекломассы снизу черновой формы, при этом возможно затекание жидкой стекломассы через боковые отверстия для сжатого воздуха во втулку-клапан с последующим ее затвердеванием и выходом из строя устройства.
Также сложно герметизировать черновую форму, так как герметизация происходит за счет упора втулки-клапана в упорную гайку, при этом возможны нарушения поверхности дна бутылки, появление ямок и уступов в изделии.
Задачей изобретения является увеличение надежности и долговечности прессующей головки и повышение качества готовых изделий.
Для решения поставленной задачи прессующая головка стеклоформующей машины содержит корпус, втулку-клапан и донный затвор, причем втулка-клапан выполнена в виде подпружиненного штока, установленного с зазором между корпусом и штоком, один конец которого представляет собой донный затвор в форме усеченного конуса, прилегающего к внутренней боковой поверхности корпуса, а другой конец представляет собой поршень, перемещаемый внутри полого корпуса головки, причем внутренняя полость корпуса выполнена с поперечной проточкой и упором для установки пружины.
На чертеже изображена прессующая головка с разрезом. Устройство содержит корпус головки 1, подпружиненный шток 2, который установлен с зазором между корпусом и штоком, пружину 3, размещенную между поршнем 4 и упором 5, выполненным во внутренней полости корпуса 1. Поршень 4 крепится на верхней части штока 2 с помощью гайки 6, при этом поршень 4 плотно прилегает к внутренней поверхности корпуса 1, в котором выполнена поперечная проточка 7. Нижняя часть штока 2 представляет собой донный затвор 8, выполненный в форме усеченного конуса, прилегающего к внутренней боковой поверхности корпуса 1.
Устройство работает следующим образом. В стандартную черновую форму для секционной стеклоформующей машины (на чертеже не показана) подается капля стекломассы и на черновую форму устанавливается прессующая головка. В верхнюю часть головки подается сжатый воздух, подпружиненный поршень 4 опускается вниз и при этом открывается доступ воздуха в черновую форму через поперечную проточку 7 и зазор между корпусом 1 и штоком 2, при этом происходит подпрессовка стекломассы в черновой форме и оформление горлового кольца. После окончания формования горлового кольца прекращается подача сжатого воздуха в головку, при этом шток 2 под действием пружины 3 возвращается в исходное положение и донный затвор 8 герметизирует полость черновой формы. После этого происходит подача сжатого воздуха через горловую часть черновой формы в отверстие, сделанное керном в стекломассе, и происходит формирование внутренней поверхности горла бутылки и выдувание "пульки". После этой операции прекращается подача сжатого воздуха, черновая форма раскрывается и изделие переносится в чистовую форму, где происходит его окончательное выдувание.
Предложенная прессующая головка устанавливается на действующее серийное оборудование секционных стеклоформующих машин, при этом не требуется изготовление новых комплектов черновых форм с конусообразной верхней частью, как в известном решении (SU N 289978, C 03 B 9/193, 22.12.70, Бюл. N 2, 1971). Значительно увеличивается надежность и долговечность устройства, так как в нем нет трущихся поверхностей, герметизация черновой формы происходит под действием пружины сразу же после прекращения подачи воздуха через верхнее отверстие корпуса головки, не допуская при этом попадания стекломассы внутрь корпуса головки, при этом исключается брак в донной части бутылки в виде ямок и неровностей поверхности.
По сравнению с использованием известной прессующей головки на серийном оборудовании секционных автоматов предложенное решение позволяет исключить стадию установки и удаления воронки, при этом уменьшается время пребывания заготовки в черновой форме на 2-3 секунды и снижается скорость остывания поверхностных слоев заготовки. При этом повышается качество готовых изделий за счет уменьшения брака по признакам "посечки" и " кованности", увеличивается также глянцевитость поверхности изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРНОВАЯ ФОРМА К АВТОМАТУ СЕКЦИОННОГО ТИПА ДЛЯ ВЫРАБОТКИ СТЕКЛОИЗДЕЛИЙ | 1998 |
|
RU2129098C1 |
| ЧЕРНОВАЯ ФОРМА К АВТОМАТУ СЕКЦИОННОГО ТИПА ДЛЯ ВЫРАБОТКИ СТЕКЛОИЗДЕЛИЙ С РУЧКОЙ | 1998 |
|
RU2129099C1 |
| Секционная стеклоформующая машина | 1973 |
|
SU653221A1 |
| СПОСОБЫ И КОМПОНЕНТЫ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ КОНТЕЙНЕРОВ С ЗАЩИТОЙ ОТ ОТКРЫТИЯ ДЕТЬМИ | 2020 |
|
RU2832009C2 |
| Способ формования стеклотары | 2022 |
|
RU2790913C1 |
| ПОВОРОТНАЯ ГОЛОВКА | 2008 |
|
RU2384411C1 |
| Черновая форма | 1982 |
|
SU1030322A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 2015 |
|
RU2592317C1 |
| Способ формирования черновой заготовки горлом вверх при изготовлении узкогорлой стеклотары и комплект форм для его реализации | 2020 |
|
RU2756502C1 |
| СЕКЦИОННАЯ ПРЕССОВЫДУВНАЯ СТЕКЛОФОРМУЮЩАЯМАШИНА | 1968 |
|
SU231078A1 |
Использование: в стекольной промышленности. Сущность изобретения: прессующая головка стеклоформующей машины содержит корпус, втулку-клапан и донный затвор. Втулка-клапан выполнена в виде подпружиненного штока, установленного с зазором между корпусом и штоком. Один конец штока представляет собой донный затвор в форме усеченного конуса, прилегающего к внутренней боковой поверхности корпуса, а другой конец представляет собой поршень, перемещаемый внутри полого корпуса головки. Внутренняя полость корпуса выполнена с поперечной проточкой и упором для установки пружины. Технический результат: повышение качества изделий. 1 ил.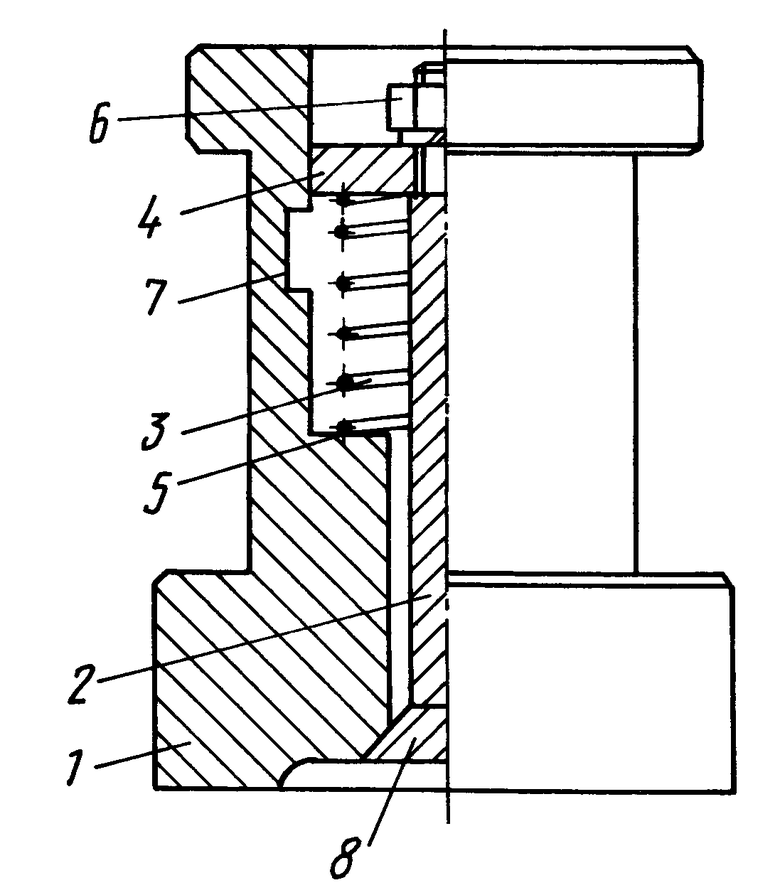
Прессующая головка стеклоформующей машины, содержащая корпус, втулку-клапан и донный затвор, отличающаяся тем, что втулка-клапан выполнена в виде подпружиненного штока, установленного с зазором между корпусом и штоком, один конец которого представляет собой донный затвор в форме усеченного конуса, прилегающего к внутренней боковой поверхности корпуса, а другой конец представляет собой поршень, перемещаемый внутри полого корпуса головки, причем внутренняя полость корпуса выполнена с поперечной проточкой и упором для установки пружины.
| 0 |
|
SU289978A1 | |
| Прессующее устройство стеклоформующей машины | 1982 |
|
SU1090666A1 |
| US 5120341 A, 09.06.92 | |||
| DE 19647536 C1, 02.04.98 | |||
| КЛЮЧЕВОЙ ТРАНЗИСТОРНЫЙ РЕГУЛЯТОР ПОСТОЯННОГОТОКА | 0 |
|
SU336657A1 |

