Предлагаемое изобретение относится к области машиностроения, а именно, к режущим инструментам, предназначенным для обработки плоских поверхностей методом фрезерования.
В настоящее время фрезы, аналогичные предлагаемой, известны. Они описаны, в частности, в книгах «В.В. Кувшинский. Фрезерование. - М.: Машиностроение. 1958, стр.52-54», «Г.И. Грановский, В.Г. Грановский. Резание металлов. - М.: Высшая школа. 1985, стр. 219-220» и др. Значительное количество цилиндрических фрез выполняются прямозубыми, имеющими простую конструкцию. Они представляют собой металлический цилиндр с осевым отверстием, по образующей поверхности которого расположены зубья, параллельные оси цилиндра. Фрезы с такими зубьями технологичны, обладают невысокой стоимостью, но имеют существенный недостаток. При их эксплуатации процесс фрезерования происходит весьма прерывисто, с возникновением значительных вибраций. Снижение вибраций чаще всего обеспечивают за счет выполнения цилиндрических фрез с зубьями не параллельными оси, а винтовыми, причем работающими обычно сразу несколькими зубьями (не только одним, а двумя, тремя и т.д.). При работе подобных фрез обработка ведется более спокойно, их уровень вибрации (вынужденных колебаний) оказывается меньше, что влечет за собой повышение качества обработанной поверхности и износостойкости зубьев.
Прототипом предлагаемой является именно цилиндрическая фреза с винтовыми зубьями, приведенная в первой из указанных книг на фиг. 28, а во второй на рис. 14.2. Особенностью фрезы-прототипа является то, что торцовый шаг зубьев, представляющий собой угловое расстояние между смежными зубьями (термин разъяснен в книге Грановских на стр. 230) у нее постоянный. У фрезы-прототипа он одинаковый с одной и с другой стороны, и в угловых единицах измерения равен  , где z – число зубьев.
, где z – число зубьев.
Вместе с тем фреза-прототип при эксплуатации так же создает вибрации. Их интенсивность ниже, чем у фрез с зубьями, параллельными оси, но все же они возникают и могут достигать существенных уровней.
Более того, при совпадении частоты вынужденных колебаний, создаваемых фрезой, с частотой собственных колебаний технологической системы станка, в составе которой фреза работает, может возникать резонанс, радикально нарушающий технологический процесс (появляются недопустимые неровности на поверхности детали), и это при эксплуатации фрез с винтовыми зубьями не исключается.
В соответствие с изложенным, проблемой, подлежащей разрешению предполагаемым изобретением, является принципиальная возможность резонанса при работе цилиндрических фрез с винтовыми зубьями. Разрешение же проблемы может быть осуществлено, если при работе фрезы частота ее вынужденных колебаний будет оставаться более-менее близкой к постоянной, но все же будет меняться. Поскольку частоты собственных колебаний технологической системы – величина неизменная, то с изменяющейся частотой вынужденных колебаний она будет совпадать с весьма малой вероятностью, и резонанс будет практически невозможен.
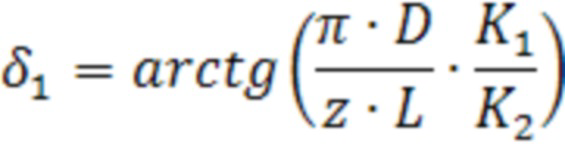
Технически решение сформулированной проблемы предлагаемым изобретением достигается за счет того, что фреза цилиндрическая с винтовыми зубьями, выполненными с одной ее стороны с постоянным торцовым шагом  градусов, отличается от прототипа тем, что с другой ее стороны зубья выполнены с переменным неповторяющимся шагом
градусов, отличается от прототипа тем, что с другой ее стороны зубья выполнены с переменным неповторяющимся шагом  градусов, первый зуб расположен с углом наклона винтовой линии относительно оси фрезы равным
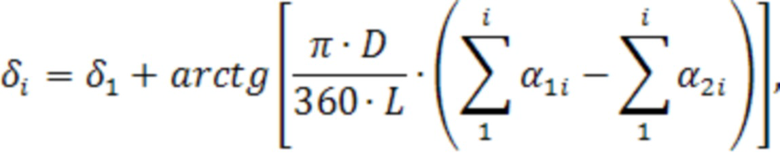
градусов, первый зуб расположен с углом наклона винтовой линии относительно оси фрезы равным  , а каждый последующий i-й зуб – с углом наклона винтовой линии равным
, а каждый последующий i-й зуб – с углом наклона винтовой линии равным  , при этом и определены из соотношений
, при этом и определены из соотношений
где D – наружный диаметр фрезы, мм;
L – длина фрезы, мм;
K1 – коэффициент, равный целому числу 1, 2, 3, …;
K2 – коэффициент, зависящий от ширины фрезерования и удовлетворяющий условию (0<K2≤1).
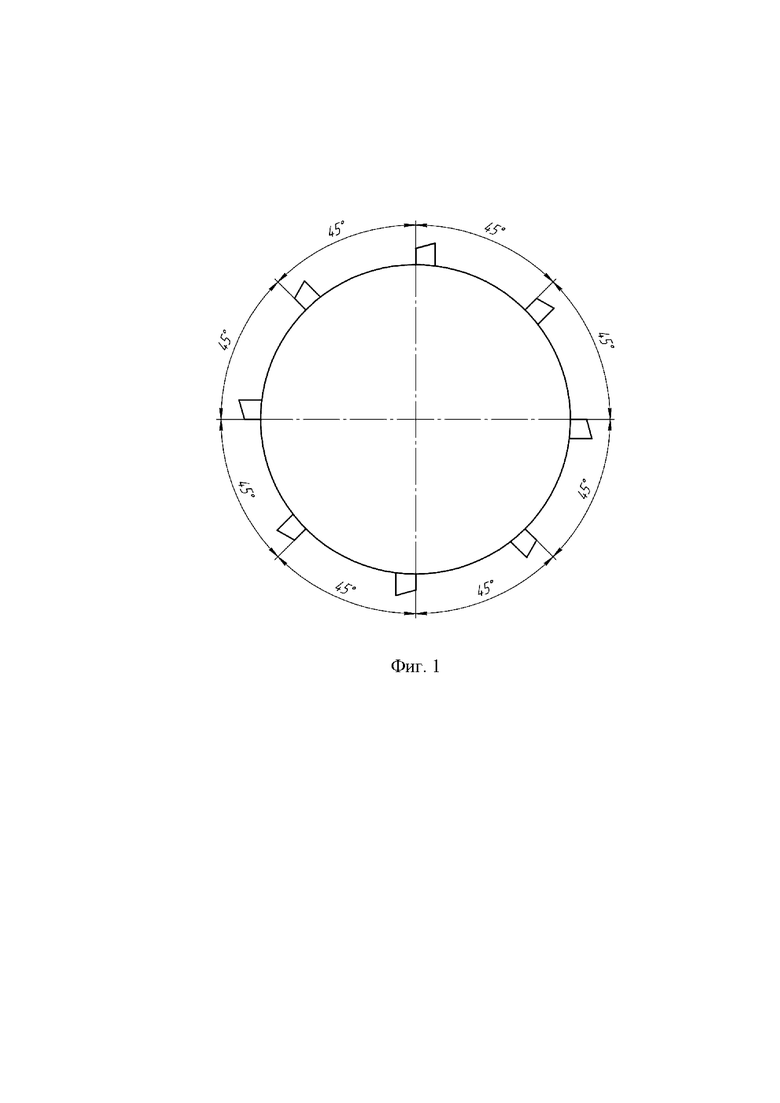
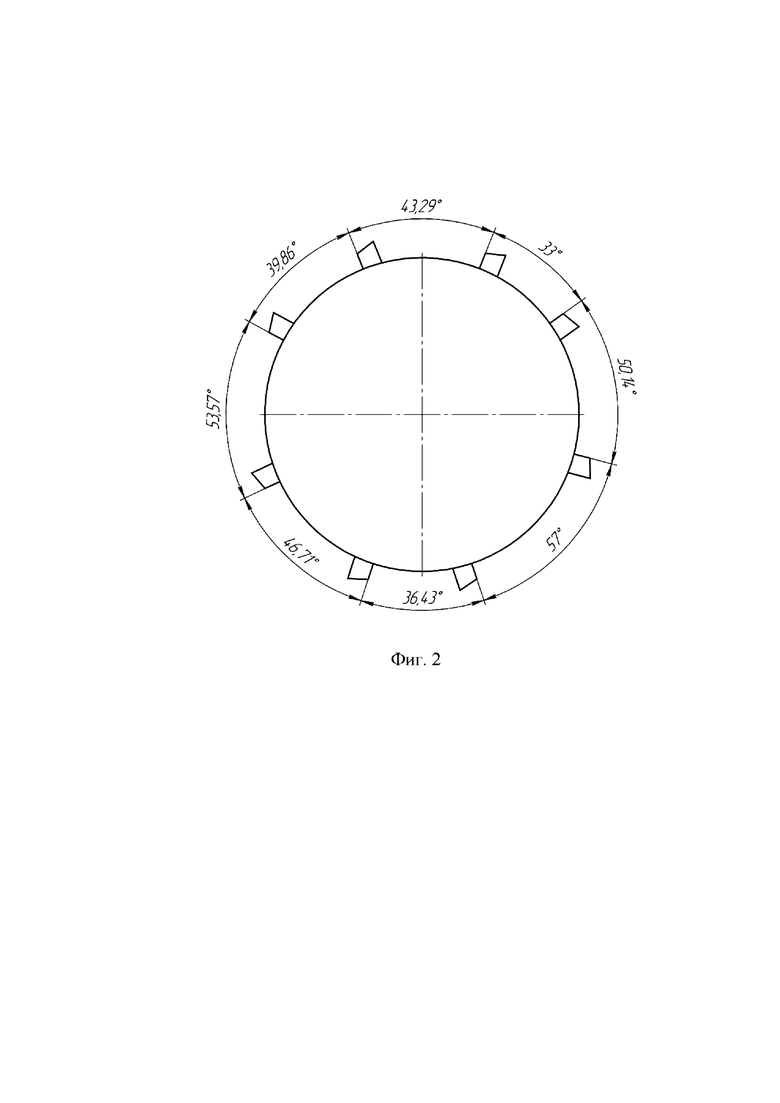
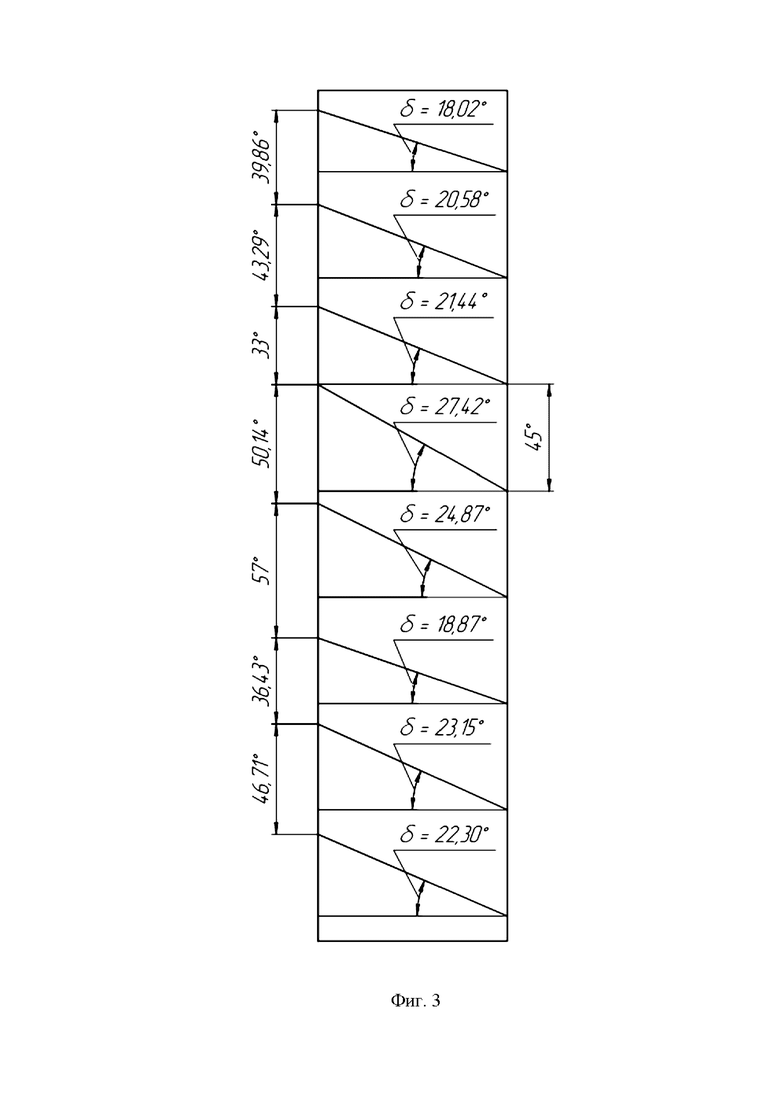
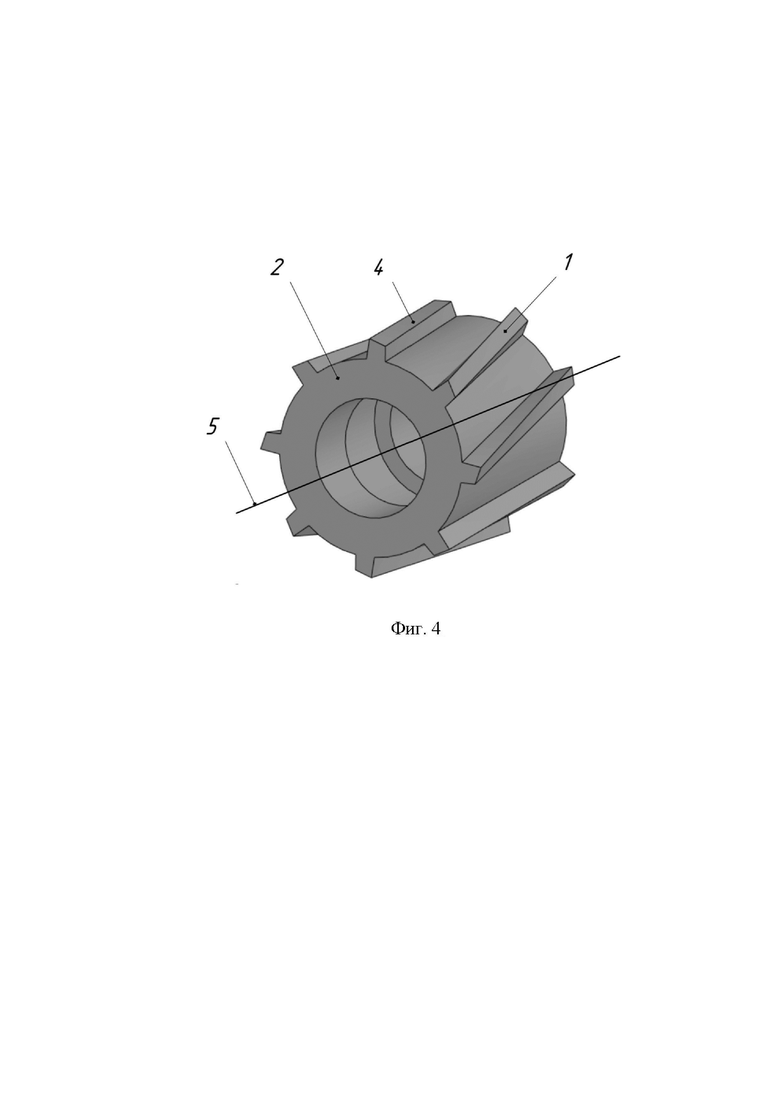
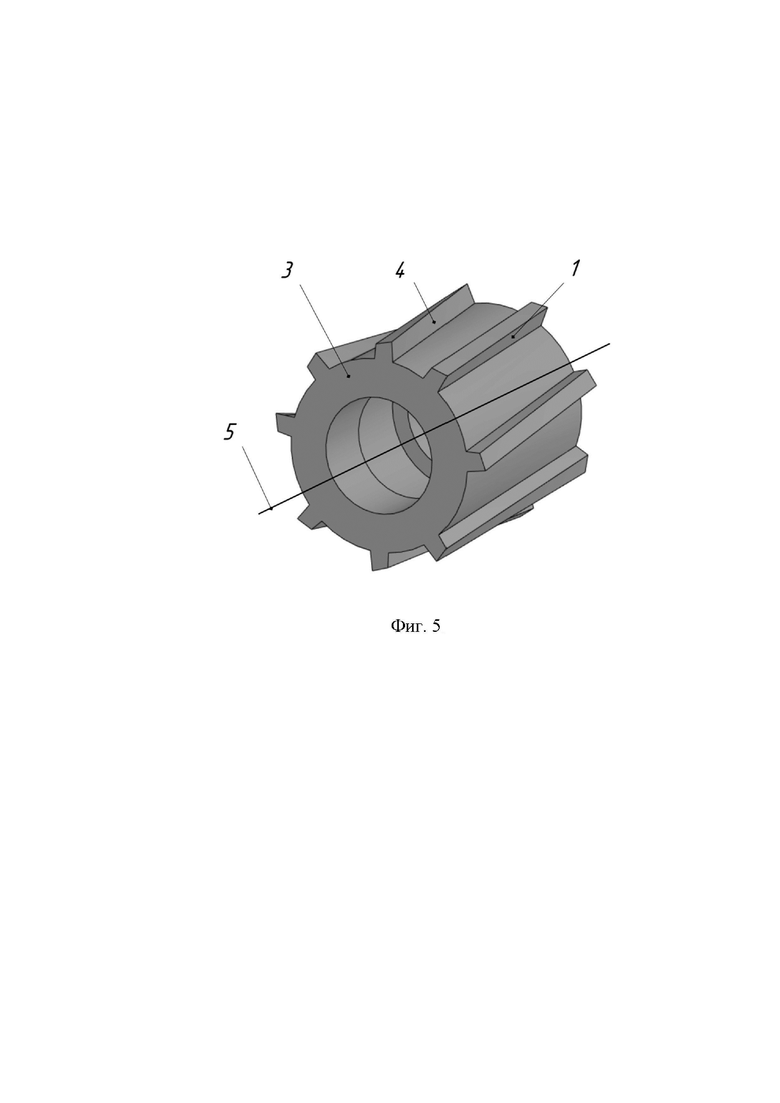
На примере восьмизубой фрезы c D=L=70 мм на фигурах 1-4 показаны: сторона фрезы с постоянным торцовым шагом зубьев (фиг. 1), сторона фрезы с переменным неповторяющимся торцовым шагом зубьев (фиг. 2), соответствующая им развертка цилиндрической поверхности фрезы (фиг. 3), 3-D модель фрезы (фиг. 4) – вид со стороны торца с постоянным шагом, 3-D модель той же фрезы (фиг. 5) – вид со стороны торца с переменным неповторяющимся шагом.
Предлагаемая цилиндрическая фреза с винтовыми зубьями имеет зубья 1, с одной ее стороны 2 выполненные с постоянным торцовым шагом градусов. В примере
градусов. В примере  градусов. С другой ее стороны 3 зубья выполняются с переменным неповторяющимся торцовым шагом
градусов. С другой ее стороны 3 зубья выполняются с переменным неповторяющимся торцовым шагом  . (В примере a22=50,14, a23=57, a24=36,43, a25=46,71, a26=53,57, a27=39,86, a28=43,29 градусов). Первый зуб 4 фрезы расположен под углом к оси 5 фрезы
. (В примере a22=50,14, a23=57, a24=36,43, a25=46,71, a26=53,57, a27=39,86, a28=43,29 градусов). Первый зуб 4 фрезы расположен под углом к оси 5 фрезы  градусов. Он определен по соотношению
градусов. Он определен по соотношению
При  .
.
Каждый последующий зуб расположен с угловыми наклоном  градусов, определенным из соотношения
градусов, определенным из соотношения
из которого получается:  =27,42,
=27,42,  =24,87,
=24,87,  =18,87,
=18,87,  =23,15,
=23,15,  =22,30,
=22,30,  =18,02,
=18,02,  =20,58 градусов.
=20,58 градусов.
При использовании фрезы ее устанавливают на оправку, соединенную со шпинделем фрезерного станка. Затем включают привод шпинделя и начинают обрабатывать заготовку, предварительно закрепленную на столе станка.
В процессе работы фрезы неизбежно возникают вибрации (ее вынужденные колебания), обусловленные самим процессом фрезерования (непрерывностью процесса резания). Частота этих вибраций  , как установлено путем экспериментального исследования, равна
, как установлено путем экспериментального исследования, равна
 Гц,
Гц,
где K3 и K4 – коэффициенты, зависящие от режимов резания и конструктивных параметров фрезы;
δ – угол наклона зубьев относительно оси.
Для фрезы-примера экспериментально определенные K3 и K4 равны, соответственно, 12,5 и 8,0, что обусловило f1=15.64, f2=16,65, f3=16,21, f4=15,23, f5=15,95, f6=15,78, f7=15,1, f8=15,5 герц.
То есть значения  в течение цикла работы фрезы оказываются неповторяющимися. Но частота собственных колебаний
в течение цикла работы фрезы оказываются неповторяющимися. Но частота собственных колебаний  технологической системы станка, как отмечалось выше, величина постоянная (при данной заготовке и конструктивных элементах станка). Это влечет за собой несовпадение и в течение цикла работы фрезы и отсутствие резонанса. Если даже в каком-то положении фрезы совпадение и произойдет, то лишь мгновенное, чрезвычайно кратковременное. Но из-за того, что масса технологической системы, как правило весьма инерционна, резонанс не успевает реализоваться.
технологической системы станка, как отмечалось выше, величина постоянная (при данной заготовке и конструктивных элементах станка). Это влечет за собой несовпадение и в течение цикла работы фрезы и отсутствие резонанса. Если даже в каком-то положении фрезы совпадение и произойдет, то лишь мгновенное, чрезвычайно кратковременное. Но из-за того, что масса технологической системы, как правило весьма инерционна, резонанс не успевает реализоваться.
Таким образом при работе предлагаемой фрезы вероятность резонанса оказывается близка к нулю (практически отсутствует), что повышает качество обрабатываемой поверхности, повышает стойкость фрезы и является техническим результатом изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Цилиндрическая фреза | 2022 |
|
RU2802939C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВКИ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2019 |
|
RU2736129C1 |
| Фреза (варианты) | 2018 |
|
RU2710816C1 |
| Торцовая фреза | 2020 |
|
RU2758747C1 |
| Способ токарной обработки | 2018 |
|
RU2690771C1 |
| СПОСОБ СНИЖЕНИЯ ВИБРАЦИЙ НЕЖЕСТКОЙ ЗАГОТОВКИ, ОБРАБАТЫВАЕМОЙ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2500516C1 |
| Цилиндрическая фреза | 1990 |
|
SU1757790A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| СПОСОБ ОБРАБОТКИ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2381877C1 |
| ЧЕРВЯЧНАЯ ОДНОЗАХОДНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2010 |
|
RU2444421C1 |
Изобретение относится к обработке материалов резанием и может быть использовано в конструкциях режущих инструментов, предназначенных для обработки плоских поверхностей фрезерованием. Цилиндрическая фреза с винтовыми зубьями содержит на одной ее стороне винтовые зубья с постоянным торцовым шагом  . С другой ее стороны зубья выполнены с переменным неповторяющимся торцовым шагом
. С другой ее стороны зубья выполнены с переменным неповторяющимся торцовым шагом  . Первый зуб расположен с углом наклона винтовой линии относительно оси фрезы равным
. Первый зуб расположен с углом наклона винтовой линии относительно оси фрезы равным  , а каждый последующий i-ый зуб - с углом наклона винтовой линии равным
, а каждый последующий i-ый зуб - с углом наклона винтовой линии равным  . Приведены соотношения для определения указанных углов. Снижается резонанс при эксплуатации фрезы, повышается качество обрабатываемой поверхности, увеличивается стойкость инструмента. 5 ил.
. Приведены соотношения для определения указанных углов. Снижается резонанс при эксплуатации фрезы, повышается качество обрабатываемой поверхности, увеличивается стойкость инструмента. 5 ил.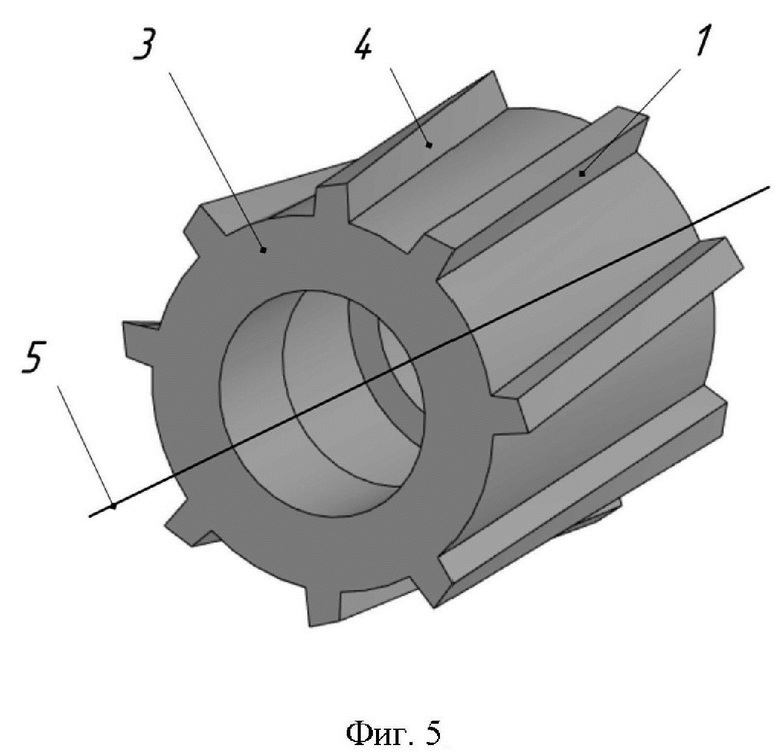
Фреза цилиндрическая с винтовыми зубьями, выполненными с одной ее стороны с постоянным торцовым шагом  градусов, отличающаяся тем, что с другой ее стороны зубья выполнены с переменным неповторяющимся торцовым шагом
градусов, отличающаяся тем, что с другой ее стороны зубья выполнены с переменным неповторяющимся торцовым шагом  градусов, при этом первый зуб расположен с углом наклона винтовой линии относительно оси фрезы равным
градусов, при этом первый зуб расположен с углом наклона винтовой линии относительно оси фрезы равным  , а каждый последующий i-ый зуб - с углом наклона винтовой линии равным
, а каждый последующий i-ый зуб - с углом наклона винтовой линии равным  , при этом и определены из соотношений:
, при этом и определены из соотношений:
где D - наружный диаметр фрезы, мм;
L - длина фрезы, мм;
K1 - коэффициент, равный целому числу 1, 2, 3, …;
K2 - коэффициент, зависящий от ширины фрезерования и удовлетворяющий условию ( ).
).
| Цилиндрическая фреза со спиральным зубом | 1961 |
|
SU147424A1 |
| Способ обработки точных плоских поверхностей | 1955 |
|
SU107048A1 |
| Цилиндрическая фреза | 1990 |
|
SU1757790A1 |
| ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2004 |
|
RU2261157C1 |
| US 9211594 B2, 15.12.2015. | |||

