Изобретение относится к способам механической обработки плоскостей.
Существующие способы обработки плит предусматривают необходимость отделочной ручной щабровки, создающей сетку опорпых выступов «пятеи, определяющих точную рабочую плоскость плиты.
В описываемом ниже способе ручная щабровка полностью исключается и при этом обеспечивается на поверхности плиты равномерная сетка взаимно пересекающихся эллиптических впадин и выступов, в одной плоскости.
Для этого плиту подвергают горизонтальному фрезерованию с помощью многозубой цилиндрической фрезы, вставные цилиндрические зубцы которой расположены по винтовой линии так, что их закругленные режущие кромки перекрывают одна другую в процессе работы.
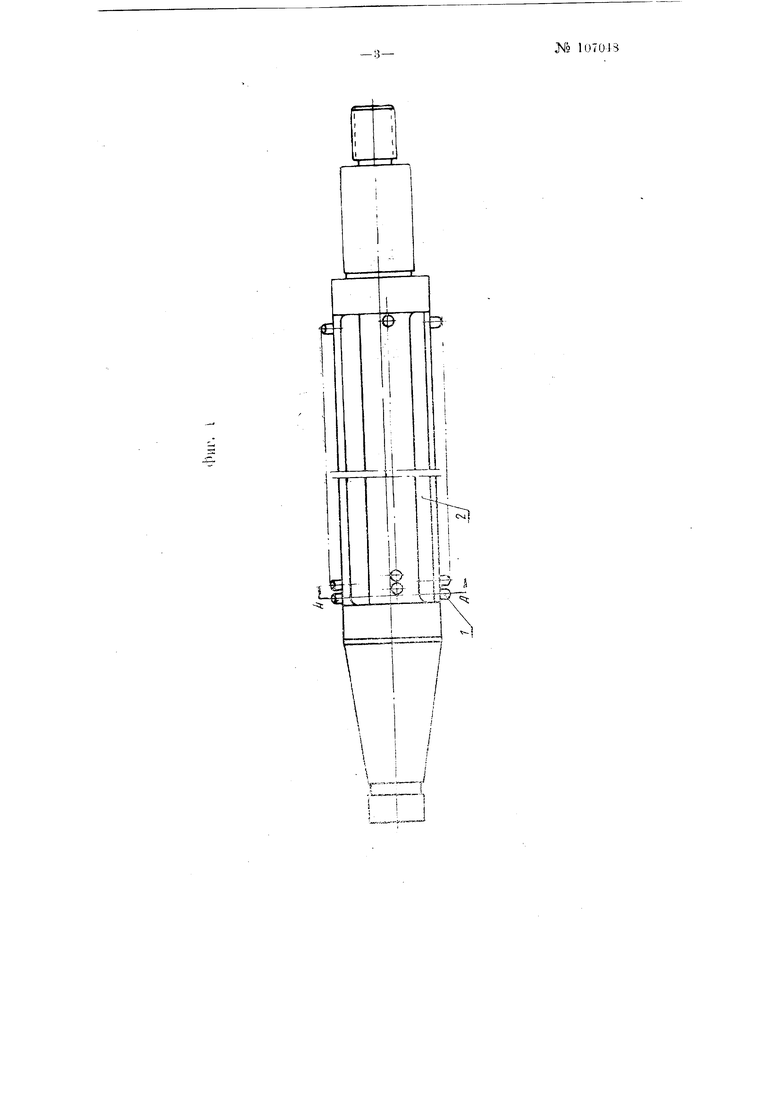
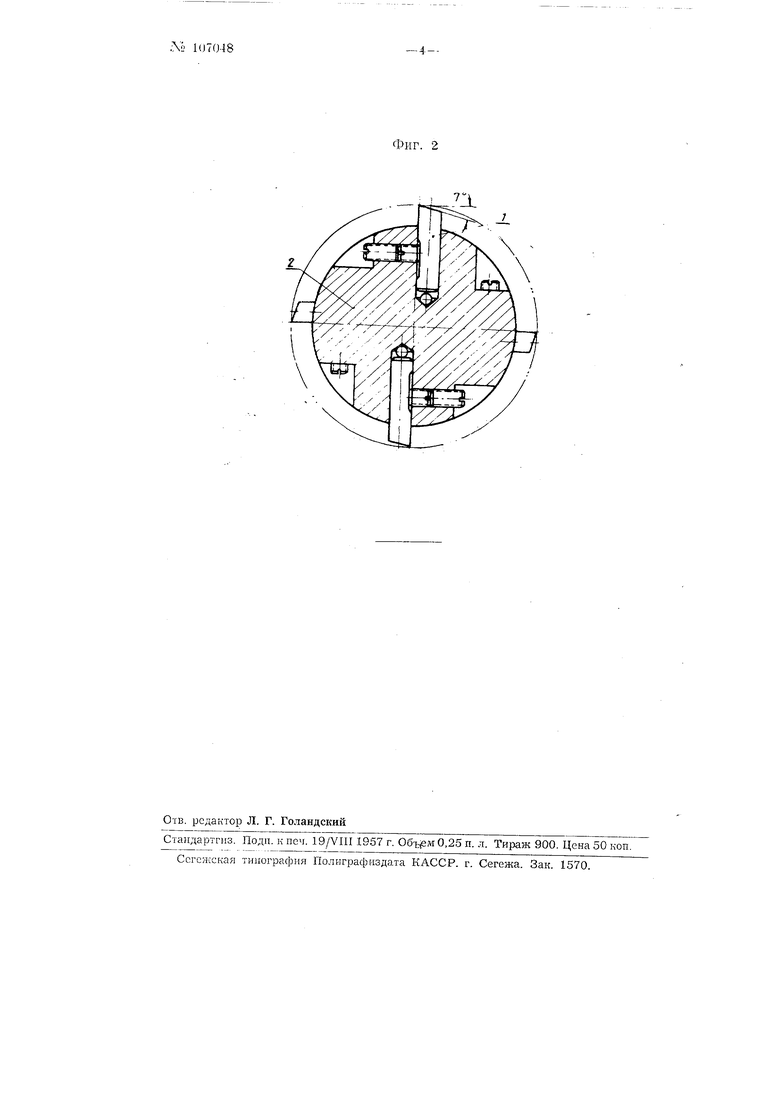
На фиг. 1 схематично изображена фреза для фрезерования
плит; на фиг. 2 - сечение фрезы по АА.
Предварительно обработанная плоскость контрольной плиты подвергается по всей щириие цилиндрическому фрезерованию фрезой, которая снабжена вставными цилиндрическими зубцами У с закругленным профилем режущей кромки. Зубцы располагаются в корпусе 2 фрезы по винтовой линии таким образом, что каждый последующий зуб по окружности смещен на половину ширины лезвия относительно предыдущего 3j6a. При фрезеровании такой фрезой плоской поверхности плиты на ее поверхности образуется равномерная сетка взаимно пересекающихся эллиптических впадин и выступов.
При достаточно точной работе станка и правильной заточке фрезы верщины выступов лежат строго в одной плоскости, которая окончательно уточняется путем взаимной притирки плит с обеспечением плоскости порядка первого класса точности.
Предмет изобретения
Способ обработки точных плоских поверхностей, отличающийся тем, что, с целью полного исключения ручной шабровки при условии получения на обрабатываемой поверхности равномерной сетки взаимно пересекающихся эллиптических впадин и выступов, лежащих в одной плоскости, плоскую поверхность подвергают горизонтальному фрезерованию с помощью многозубой цилиндрической фрезы, вставные цилиндрические зубцы которой так расположены по винтовой линии, что их закругленные режущие кромки перекрывают друг друга в процессе фрезерования.
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| СМЕННАЯ ПЛАСТИНА ДЛЯ КОНЦЕВОЙ ФРЕЗЫ С ПОЛУСФЕРИЧЕСКОЙ ГОЛОВКОЙ | 1996 |
|
RU2127653C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| ДИСКОВАЯ ОХВАТЫВАЮЩАЯ ФРЕЗА И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ | 2004 |
|
RU2350437C2 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306202C1 |
| КОНЦЕВАЯ ФРЕЗА ДЛЯ ОРБИТАЛЬНОГО ФРЕЗЕРОВАНИЯ | 2006 |
|
RU2409454C2 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| РУЧНОЕ НАПРАВЛЯЮЩЕЕ ПРИСПОСОБЛЕНИЕ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2000 |
|
RU2206434C2 |
| СПОСОБ ОБРАБОТКИ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2381877C1 |