Изобретение относится к области обработки материалов резанием и может быть использовано при изготовлении деталей на фрезерных станках.
В настоящее время фрезы, аналогичные предлагаемой известны. Некоторые из них описаны, например, на сайте https://yandex.ru/search/?text= www.sae.kiev.ua «Производство деревообрабатывающих фрез, пил, ножей. Изготовление на заказ». Указанные фрезы состоят из корпуса и режущих зубьев, их корпус выполнен в виде плоского прямоугольника или квадрата, получаемого штамповкой из листового металла или иным способом, а зубья размещены по двум противоположным или по всем четырем сторонам этой геометрической фигуры. Фрезы такого типа высокотехнологичны, себестоимость их изготовления невысока, но они обладают жесткостью, не всегда достаточной для безвибрационной обработки. Этот недостаток почти не проявляется при обработке дерева, в большей степени проявляется при обработке пластмасс и весьма существенно проявляется при обработке металлов (сталей, чугунов и т.п.).
Отмеченного недостатка во много лишены фрезы описанные в книге «И.Я. Мирнов, М.Ю. Попов. Технология изготовления зубообрабатывающих и мелкоразмерных инструментов. - Челябинск: Изд. ЮУрГУ, 2006».
Они состоят из корпуса, выполненного в виде тела вращения и размещенных по его поверхности режущих зубьев. Корпус изготавливают из литой, кованной или объемной штампованной заготовки и обтачивают, а размещение зубьев осуществляют путем выфрезерования в корпусе разделительных канавок и их расположения с тем или иным угловым шагом в плоскости, перпендикулярной оси корпуса (его принято называть торцовым шагом).
Фрезы, подобного типа обладают большей жесткостью и вероятность возникновения вибрации при их эксплуатации оказывается меньше, чем у упомянутых выше. Тем не менее при их работе из-за принципиальных особенностей процесса фрезерования на них все равно действуют циклические нагрузки, которые могут вызывать их вибрации. Последнее особенно вероятно, если зубья (их главные режущие лезвия) размещены по поверхности корпуса фрезы с равномерным шагом (с одинаковыми интервалами между ними). В таком случае во время работы фрезы нагрузки действуют на нее ритмично, что при приближении частоты ритма к частоте собственных колебаний технологической системы «фреза-станок» даже способно вызвать резонанс. Для снижения вероятности подобного явления фрезы зачастую выполняют разношаговыми. То есть, угловой шаг между главными режущими лезвиями зубьев в торцевой плоскости, перпендикулярной оси корпуса, делают неравномерным. Так в частности, выполнена фреза, описанная в книге «В.Г. Шаламов. Теория проектирования режущего инструмента. Челябинск: Изд. ЮУрГУ, 2003» на стр. 140-141, принятая нами за прототип.
Зубья фрезы-прототипа размещены по поверхности ее корпуса с равномерно чередующимся большим и меньшим шагом. При работе такой фрезы возможны низкочастотные вынужденные колебания, обусловленные выбранными режимами резания, и если частота собственных колебаний технологической системы «фреза-станок» не будет кратна этой частоте вынужденных колебаний, то вероятность резонанса окажется существенно ниже, чем при эксплуатации фрез с равношаговым расположением зубьев. Но указанное снижение возможно не всегда. Если режимы фрезерования таковы, что указанная кратность имеет место, то вероятность резонанса останется велика. Иногда фрезу-прототип выполняют со случайной разношаговостью, но в таком случае снижение вероятности резонанса не гарантируется ни при каких режимах фрезерования.
В связи с изложенным проблемой предполагаемого изобретения явилась разработка фрезы с неравномерным торцевым шагом зубьев, гарантированно снижающим вероятностью резонанса при любых режимах фрезерования.
Технически решение поставленной проблемы достигается за счет того, что фреза не имеет зубьев, расположенных не только с равномерно чередующимся большим и меньшим шагом, но и с повторяющимся щагом. Поскольку нагрузки, вызывающие вынужденные колебания фрезы, в таком случае будут аритмичны при любых режимах резания, то снижения вероятности резонанса при ее эксплуатации будет гарантировано всегда.
Конструктивно же решение задачи реализуется в двух вариантах.
Вариант 1.
Фреза, состоящая из корпуса, выполненного в виде тела вращения, и зубьев, размещенных по его поверхности с неравномерным торцовым шагом, отличается от прототипа тем, что шаг зубьев определяется из соотношений
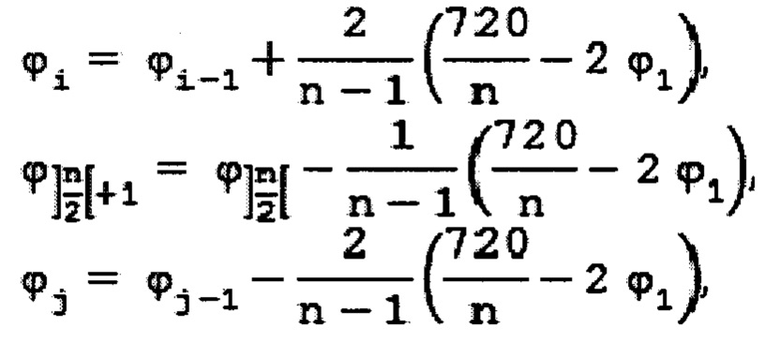
где n - число зубьев фрезы, ϕ1 - шаг между первым и вторым зубьями, i - порядковый номер шага, равный  j - порядковый номер шага, равный
j - порядковый номер шага, равный  - минимальное целое число, большее
- минимальное целое число, большее  и n - нечетное число.
и n - нечетное число.
Вариант 2.
Фреза, состоящая из корпуса, выполненного в виде тела вращения, и зубьев, размещенных по его поверхности с неравномерным торцовым шагом, отличается от прототипа тем, что шаг зубьев определяется из соотношений
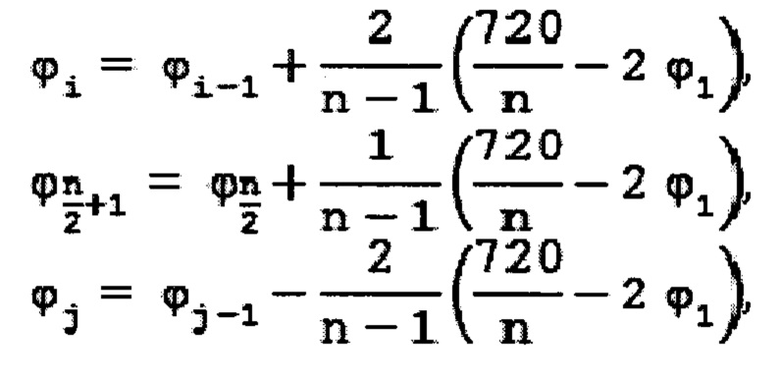
где n - число зубьев фрезы, ϕ1 - шаг между первым и вторым зубьями, i - порядковый номер шага, равный  j - порядковый номер шага, равный
j - порядковый номер шага, равный  а n - четное число.
а n - четное число.
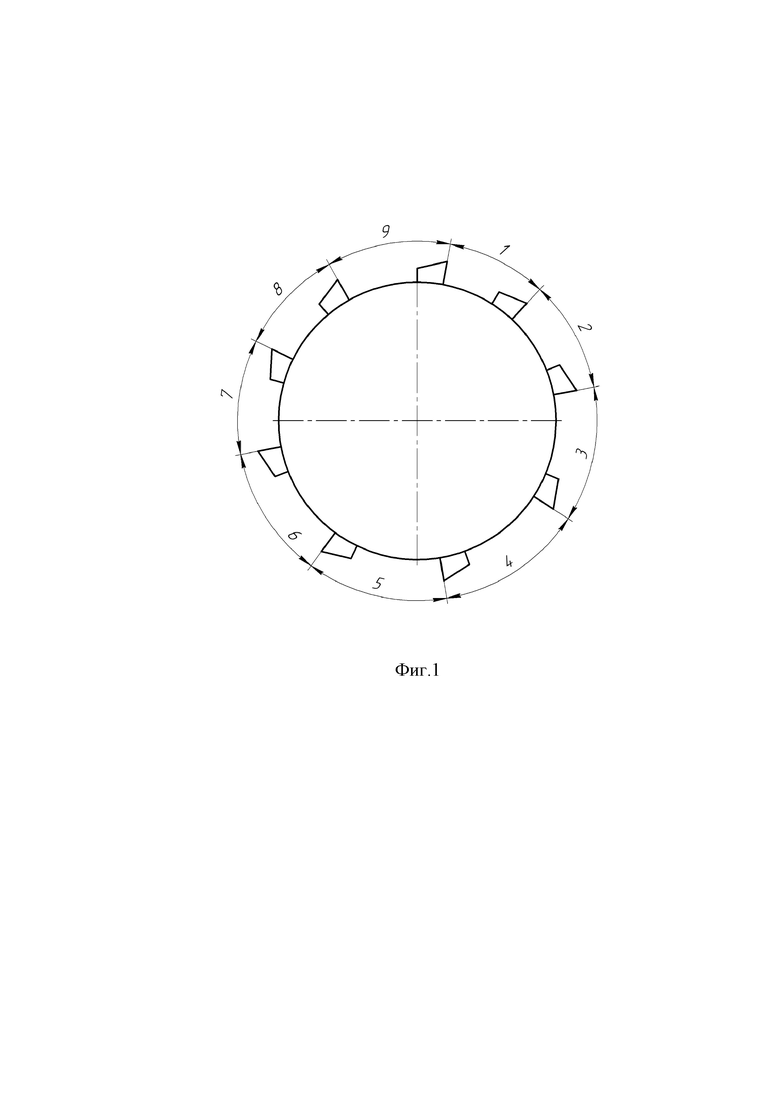
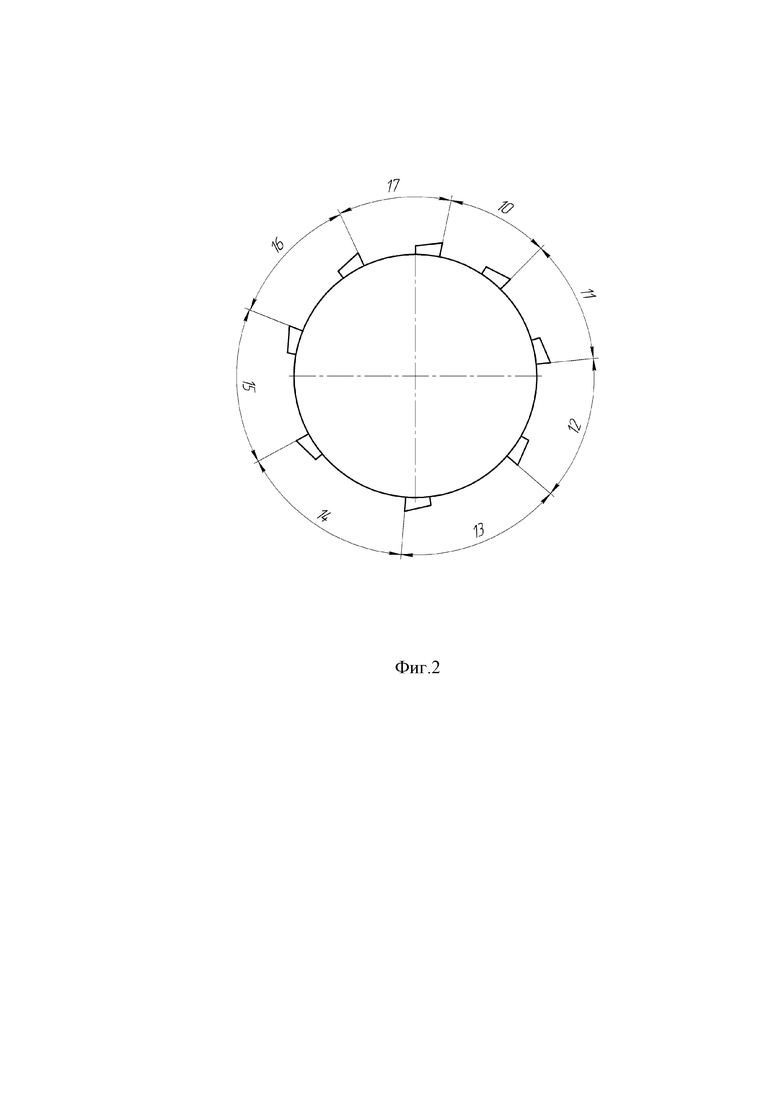
На фиг. 1 показана схема расположения зубьев предлагаемой фрезы при нечетном шаге зубьев n (в качестве примера принято n=9), на фиг. 2 - схема расположения зубьев предлагаемой фрезы при четном числе n (в качестве примера принято n=8). Фиг. 1 иллюстрирует вариант 1, фиг. 2 иллюстрирует вариант 2.
На фиг. 1 шаг 1 между первым и вторым зубьями фрезы принят ϕ1 = 32,4°. В таком случае шаг 2, равный ϕ2, составляет 36,2°, шаг 3, равный ϕ3, - 40°, шаг 4, равный ϕ4 - 43,8°, шаг 5, равный ϕ5, - 47,6°, шаг 6, равный ϕ6, - 45,7°, шаг 7, равный ϕ7, - 41,9°, шаг 8, равный ϕ8, - 38,1° шаг 9, равный ϕ9, - 34,3°.
На фиг. 2 шаг 10 между первым и вторым зубьями фрезы принят ϕ1 =33°. В таком случае шаг 11, равный ϕ2, составляет 39,857°, шаг 12, равный ϕ3, - 46,714°, шаг 13 равный ϕ4, - 53,571°, шаг 14, равный ϕ5, составляет 56,999°, шаг 15, равный ϕ6, - 50,142°, шаг 16, равный ϕ7, - 43,286°, шаг 17, равный ϕ8, - 36,428°.
Как видно, при размещении зубьев фрезы с неравномерным шагом ни в случае варианта 1, ни в случае варианта 2 среди шагов зубьев нет повторяющихся.
При использовании фрезы указанное ее исполнение приводит к минимизации вероятности резонансного совпадения частот ее собственных и вынужденных колебаний. Резонансное совпадение будет вероятно лишь тогда, когда частота собственных колебаний фрезы будет кратна частоте ее вращения.
Таким образом, технический результат разработки предполагаемого изобретения выразится в снижении вероятности вибрации при ее эксплуатации и уменьшении волнистости и шероховатости обработанной ею поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Цилиндрическая фреза | 2022 |
|
RU2802939C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УСИЛИЙ | 2001 |
|
RU2193764C1 |
| Фреза цилиндрическая | 2022 |
|
RU2800441C1 |
| УСТРОЙСТВО ДЛЯ ДИАГНОСТИРОВАНИЯ ТОПЛИВНОЙ АППАРАТУРЫ ДИЗЕЛЕЙ | 2005 |
|
RU2293206C2 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВКИ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2019 |
|
RU2736129C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ПЕРЕДАЧИ ЧЕТЫРЕХПОЛЮСНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2012002C1 |
| СЛОИСТАЯ ОБШИВКА | 2004 |
|
RU2265520C1 |
| Способ токарной обработки | 2018 |
|
RU2690771C1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2001 |
|
RU2212311C2 |
| СПАСАТЕЛЬНАЯ СИСТЕМА | 2007 |
|
RU2339972C1 |
Группа изобретений относится к вариантам выполнения фрез, предназначенных для обработки деталей на фрезерных станках. Она состоит из корпуса в виде тела вращения, на поверхности которого с неравномерным торцовым шагом размещены зубья. Приведены зависимости, определяющие величину указанного шага в зависимости от количества зубьев фрезы, в результате чего фреза не имеет повторяющихся шагов зубьев. Минимизируется вероятность резонансных явлений при работе фрезы, снижается волнистость и шероховатость обработанной поверхности. 2 н.п. ф-лы, 2 ил.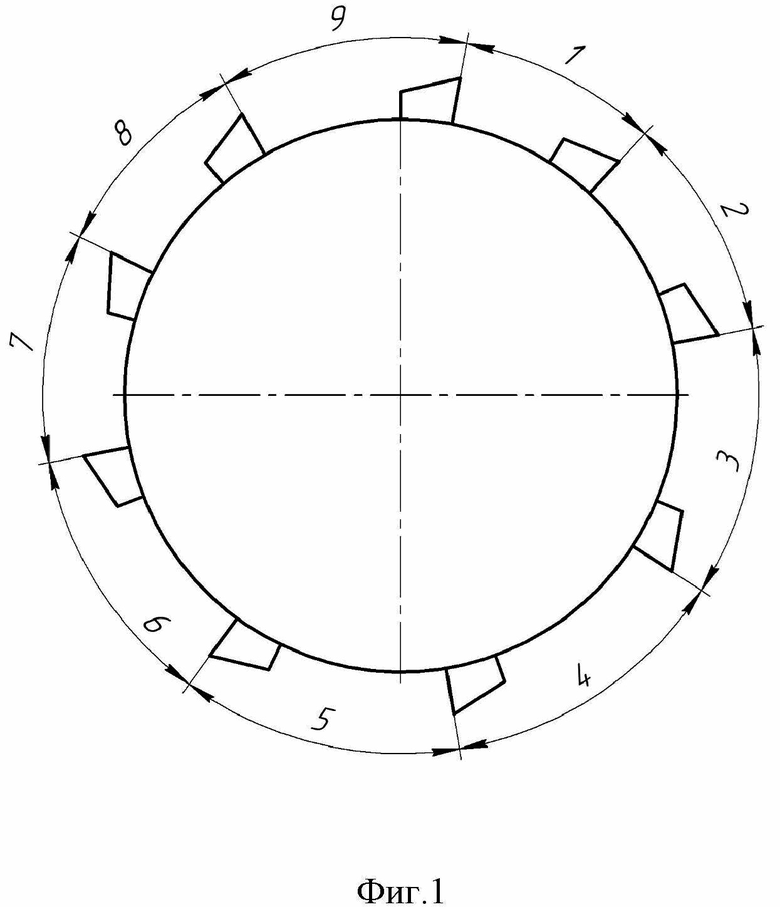
1. Фреза, содержащая корпус, выполненный в виде тела вращения, и зубья, размещенные на его поверхности с неравномерным торцовым шагом, отличающаяся тем, что она выполнена с нечетным числом зубьев, а ее торцовый шаг зубьев определен по зависимостям



где n – число зубьев фрезы,
 – шаг между первым и вторым зубьями фрезы,
– шаг между первым и вторым зубьями фрезы,
i – порядковый номер шага, равный 2, 3,…, ,
,
j – порядковый номер шага, равный +2, +3,…, n, причем – минимальное целое число, большее  .
.
2. Фреза, содержащая корпус, выполненный в виде тела вращения, и зубья, размещенные на его поверхности с неравномерным торцовым шагом, отличающаяся тем, что она выполнена с четным числом зубьев, а ее торцовый шаг зубьев определен по зависимостям

где n – число зубьев фрезы,
– шаг между первым и вторым зубьями фрезы,
i – порядковый номер шага, равный 2, 3,…,  ,
,
j – порядковый номер шага, равный  2,
2,  3,…, n.
3,…, n.
| ДИСКОВАЯ ФРЕЗА | 1990 |
|
RU2023548C1 |
| Динамометрическая фреза | 1983 |
|
SU1152721A1 |
| ДИСКОВАЯ ФРЕЗА ДЛЯ РЕЗКИ СТАЛЬНЫХ ТРУБ | 2016 |
|
RU2629573C2 |
| ШАЛАМОВ В.Г | |||
| Теория проектирования режущего инструмента, Челябинск, Издательство ЮУРГУ, 2003, с.140-141 | |||
| CN 204657595 U, 23.09.2015. | |||

