Заявляемое изобретение относится к машиностроению, а именно к технологической оснастке, и может быть использовано при обработке фрезерованием нежестких заготовок.
При обработке фрезерованием длинномерных или тонкостенных заготовок зачастую возникают вибрации заготовки из-за ее низкой жесткости. Вибрации ухудшают чистоту поверхности и точность обработки, и могут приводить к непригодности изготовленной детали или необходимости ее ручной слесарной доработки.
Для снижения вибраций нежесткой заготовки в процессе обработки используют дополнительную технологическую оснастку, оказывающую заготовке дополнительную поддержку, тем самым повышая ее жесткость.
Известен способ оказания нежесткой заготовке дополнительной поддержки и снижения ее вибраций путем установки дополнительных опор в точках наименьшей жесткости заготовки с помощью стандартных установочных приспособлений, таких, как винтовой домкрат, винтовая подпорка (изображена на фигуре 1, см. Горошкин А.К. Приспособления для металлорежущих станков: Справочник. - 7-е изд., перераб. и доп. - М.: Машиностроение, 1979. - 303 с. Стр.83-84; см. также ГОСТ 1559-67. Подпорки винтовые для станочных приспособлений. Конструкция; см. также Черпаков Б.И. Технологическая оснастка: учебник для учреждений сред. проф. образования. - М.: Издательский центр «Академия», 2003. - 288 с. Стр.36-37, 40), упор-люнет (Новожилов Э.Д. Приспособления в единичном производстве. - М.: Машиностроение, 1983. - 69 с. Стр.58), узел укрепления (Под. ред. Вардашкин Б.Н. Данилевский В.В. Станочные приспособления: Справочник. В 2-х т., Т.2. - М.: Машиностроение, 1984. - 656 с. Стр. 500-501, рис 115) и т.п., устанавливаемых вручную при фиксировании заготовки на столе станка. Опоры не позволяют перемещаться тем точкам заготовки, которые они поддерживают, создавая усилие реакции опоры при оказании силового воздействия на заготовку. Тем самым дополнительные опоры увеличивают жесткость заготовки, препятствуют ее деформациям и вибрациям при обработке. Недостатком подобного способа являются значительные затраты времени на установку дополнительных опор вручную. Кроме того, время на обработку возрастает вследствие необходимости обходить режущим инструментом фиксирующие элементы, производить перестановку фиксирующих элементов и заготовки.
Известен способ фиксации нежестких заготовок сложной формы с помощью специальных приспособлений. Специальное приспособление проектируется и изготавливается с целью выполнения одной или нескольких операций обработки для определенного изделия, и может включать сложные поддерживающие и фиксирующие элементы, учитывающие особенности формы детали. Специальные приспособления применяют в условиях массового и крупносерийного производства (Черпаков Б.И. Технологическая оснастка: учебник для учреждений сред. проф. образования. - М.: Издательский центр «Академия», 2003. - 288 с. Стр 11; см. также Ансеров М.А. Приспособления для металлорежущих станков. - Изд-е 4-е. - Л.: Машиностроение, 1975 г. Стр.637). Недостатком данного способа являются большие временные и финансовые затраты на проектирование и изготовление специальных приспособлений индивидуально для каждого типа изготавливаемых изделий, что неприемлемо в условиях мелкосерийного и опытного производства.
Известен способ фиксации нежестких заготовок сложной формы с помощью блока самоустанавливающихся опор, содержащего корпус, в отверстиях которого размещены опоры на упругих элементах и втулки, контактирующие внутренней поверхностью с опорами, а также сухари, расположенные с возможностью взаимодействия одним концом с опорами и другим концом с болтами. При установке заготовки сложной формы каждая из опор занимает нужное положение в соответствии с формой заготовки, будучи прижата к поверхности заготовки упругим элементом, после чего положение опоры фиксируется затягиванием болта, который прижимает сухарь к боковой поверхности опоры (Горошкин А.К. Приспособления для металлорежущих станков: Справочник. - 7-е изд., перераб. и доп. - М.: Машиностроение, 1979. - 303 с. Стр.86). Недостатком данного способа фиксации заготовки является его низкая производительность, обусловленная большими затратами времени на фиксацию опор по отдельности в заданном положении вручную.
Известен способ фиксации нежестких заготовок сложной формы с помощью блока самоустанавливающихся опор, в котором фиксация опор в достигнутом положении производится автоматически. Для этого в отверстиях блока самоустанавливающихся опор могут быть установлены катушки индуктивности, соединенные между собой параллельно, и отверстия заполняются жидкостью с введенными мелкодисперсными ферромагнитными частицами. Для фиксации положения опор на катушки индуктивности подается электрическое напряжение, возникшее магнитное поле вызывает затвердение жидкости с введенными ферромагнитными частицами, которое фиксирует опоры в достигнутом положении (Патент RU 2277466 С2, МПК B23Q 3/155, дата публикации 20.02.2006). Недостатками данного способа фиксации заготовки является необходимость постоянного электрического питания катушек индуктивности для удержания опор в фиксированном положении, а также сложность и высокая стоимость устройства для его осуществления.
Известен способ фиксации нежестких заготовок сложной формы с помощью блока самоустанавливающихся опор, содержащего множество точечных опор, занимающих свои положения под действием давления устанавливаемой на них заготовки в соответствии со сложной формой поверхности заготовки, и механизма, осуществляющего фиксацию опор в занятых ими положениях. Корпус блока заполнен множеством небольших шаров, свободное пространство между которыми заполнено термопластичной резиной. Перед установкой заготовки содержимое корпуса нагревают, и резина становится пластичной. В процессе установки заготовки на опоры происходит перемещение опор, и соответствующее перемещение шаров вблизи опор. После установки заготовки производят охлаждение содержимого корпуса до нормальной температуры, резина твердеет, фиксируя шары и опоры в достигнутых ими положениях (Патент JP 2010188469 (А), МПК B23Q 3/02; B23Q 3/06, дата публикации 02.09.2010. Flexible Fixture). Недостатком данного способа фиксации заготовки является то, что для установки крупногабаритной детали требуется устройство большого размера, кроме того, опоры лишь подпирают точки заготовки, но не удерживают их в фиксированном положении.
Известен способ зажима обрабатываемых заготовок сложных форм жидкими средами с последующим охлаждением (Заявка Японии №62-40131, МПК B23Q 3/06, 1987 г. Способ зажима охлаждением обрабатываемой детали). Недостатками данного способа является сложность устройства для его осуществления, необходимость рефрижераторной установки и длительный цикл зажима-разжима.
Известен способ фиксирования заготовки магнитными силами на магнитной плите, при этом для фиксирования заготовки сложной формы могут быть использованы передвижные полюсные надставки (Ансеров М.А. Приспособления для металлорежущих станков. - Изд-е 4-е. - Л.: Машиностроение, 1975 г. Стр.349; см. также электронный каталог фирмы Braillon Magnetics: магнитные станочные приспособления для фрезерования, электро-постоянные магнитные плиты Turbomill). Этот способ позволяет быстро осуществлять фиксацию заготовки с обеспечением большого числа дополнительных опор. Однако для установки крупноразмерной детали необходимо иметь дорогостоящую магнитную плиту большого размера. Другим недостатком использования магнитных сил для фиксации заготовки является затрудненное удаление стружки из зоны обработки вследствие того, что стружка прилипает к намагниченной заготовке и самим магнитам.
Остаточная намагниченность изготовленной детали может препятствовать ее успешной эксплуатации. Кроме того, фиксацию магнитными силами можно производить только для заготовок из ферромагнитного материала.
Известен способ вакуумного закрепления заготовки (Ансеров М.А. Приспособления для металлорежущих станков. - Изд-е 4-е. - Л.: Машиностроение, 1975 г. Стр.352-354). Прижим заготовки к опорной поверхности, повторяющей форму поверхности заготовки, осуществляется силой атмосферного давления за счет создания полости с разреженным воздухом между заготовкой и опорной поверхностью, в результате заготовку фиксируют по всей ее поверхности, и вибраций заготовки при обработке не происходит. Недостатком данного способа является необходимость изготовления опорной поверхности, повторяющей форму заготовки, а также необходимость в наличии установки для создания вакуума.
Известен способ оказания нежесткой длинномерной заготовке дополнительной поддержки в процессе обработки, с помощью пары подвижных опор, перемещаемых вдоль заготовки приводами с числовым программным управлением (Патент US 2008/0178719 А1, МПК В23В 23/00; В23В 25/00, дата публикации 31.07.2008. Workpiece Machining Apparatus). В процессе обработки опоры перемещают согласованно с перемещениями режущего инструмента. Недостатком данного способа является сложность и высокая стоимость устройства для его реализации, а также необходимость составления управляющих программ не только для режущего инструмента, но и для управляемых опор.
Во всех вышеперечисленных способах оказания нежесткой заготовке дополнительной поддержки в процессе обработки и снижения ее вибраций точки поверхности заготовки жестко фиксируют в определенных положениях, препятствуя их перемещениям и тем самым повышая жесткость заготовки и снижая амплитуду ее вибраций. В результате все вышеописанные способы помимо недостатков, указанных для каждого способа по отдельности, имеют также следующие общие недостатки. Во-первых, погрешности при изготовлении и установке дополнительных фиксирующих приспособлений приводит к соответствующему ухудшению точности изготовления детали (этого недостатка не имеют способ с использованием блока самоустанавливающихся опор и способ зажима жидкими средами с последующим охлаждением). Во-вторых, жесткая фиксация точек заготовки в определенных положениях во время обработки приводит к ухудшению точности изготовления вследствие коробления детали. В процессе резания в поверхностном слое заготовки накапливаются остаточные напряжения. При этом из-за жесткой фиксации во многих точках заготовка не может деформироваться в процессе обработки. В результате чистовой проход инструмента, формирующий окончательную поверхность детали, производится при наличии в заготовке значительных внутренних напряжений. После освобождение детали из фиксирующих приспособлений происходит перераспределение напряжений, и деталь деформируется (изгибается и скручивается), отклоняясь от заданной формы, что приводит к ухудшению точности изготовления.
Известен способ снижения амплитуды колебаний обрабатываемой фрезерованием нежесткой заготовки, заключающийся в том, что расчетным методом определяют значения собственных частот колебаний заготовки, и подбирают частоту вращения фрезы так, чтобы ни одна из собственных частот заготовки не совпала ни с одной из частот нескольких первых гармоник силового воздействия фрезы на обрабатываемую заготовку, таким образом исключая возникновение резонанса (Болсуновский С.А., Вермель В.Д., Гришин В.И., Губанов Г.А., Качарава И.Н. Расчетное и графическое обеспечение для уточнения высокоскоростного фрезерования аэродинамической модели для предотвращения резонансных вибраций // САПР и графика. - 2011. - №10. Стр.94-96). Недостатком данного способа является то, что для каждой новой детали расчет ее собственных частот колебаний и подбор частоты вращения фрезы необходимо проводить отдельно, кроме того, возможности данного способа ограничены тем, что значения собственных частот колебаний заготовки могут значительно изменяться в процессе обработки по мере удаления припуска.
Известен способ снижения амплитуды вибраций конструкции с помощью динамического виброгасителя (инерционного демпфера). Принципиальная схема динамического виброгасителя показана на фигуре 2. Исходная нежесткая конструкция изображена в виде груза 1, закрепленного через пружину 2 на неподвижном основании. Предполагается, что исходная конструкция подвергается внешнему переменному силовому воздействию, вызывающему ее нежелательные вибрации, которые требуется устранить. Вибрации будут особенно интенсивными, если частота внешнего силового воздействия будет близка к собственной частоте колебаний конструкции, т.е. будет наблюдаться резонанс. Динамический виброгаситель представляет собой небольшой механический резонатор, изображенный в виде груза 3 на пружине 4, который прикрепляется к исходной конструкции. Вибраций исходной конструкции возбуждают вибрации закрепленного на ней виброгасителя, который начинает оказывать на конструкцию обратное воздействие. Если собственная частота колебаний виброгасителя совпадет с частотой внешнего силового воздействия, действующего на исходную конструкцию, виброгаситель начнет колебаться в противофазе с внешним воздействием и противодействовать ему. В результате внешнее воздействие и воздействие со стороны виброгасителя компенсируют друг друга, равнодействующая сила, действующая на исходную конструкцию, близка к нулю, и ее вибрации практически полностью исчезают. Таким образом, для эффективной работы динамического виброгасителя необходимо настроить его, т.е. обеспечить совпадение собственной частоты колебаний виброгасителя и частоты вибраций исходной конструкции. Существенно, что при совпадении собственной частоты колебаний виброгасителя и частоты внешнего воздействия виброгаситель снижает вибрации конструкции независимо от частотных характеристик самой конструкции. На фигуре 3 изображена частотная характеристика исходной конструкции без виброгасителя и с использованием виброгасителя, собственная частота которого совпадает с собственной частотой исходной конструкции. Динамический виброгаситель практически полностью подавляет вибрации конструкции лишь в узком диапазоне частот, близких к его собственной частоте колебаний, вне этого диапазона снижения вибрации не происходит. Динамические гасители колебаний широко применяются в технике для подавления колебаний сооружений (небоскребов, мостов, заводских труб, проводов ЛЭП и т.п.) и конструкций. При этом в большинстве случаев динамический виброгаситель проектируется так, чтобы он имел значительное внутреннее трение, а его собственная частота колебаний была близка к собственной частоте колебаний рассматриваемой конструкции (Патент US 989958, дата публикации 30.10.1909. Device for damping vibrations of bodies., см. также Ден-Гартог Дж.П. Механические колебания. - М.: Государственное Издательство Физико-Математической Литературы, 1960 г.).
Известен способ снижения вибраций режущего инструмента с помощью динамического виброгасителя. Виброгаситель состоит из цилиндрического груза (инерционного тела), установленного на паре резиновых колец в полости внутри корпуса оправки или фрезы. Между грузом и стенками корпуса имеется зазор, заполненный жидкостью, позволяющий грузу совершать колебания и подавлять вибрации инструмента. Виброгаситель предназначен для использования с инструментом определенного диаметра и вылета. Параметры груза и резиновых колец выбирают таким образом, чтобы собственная частота колебаний груза была близка к собственной частоте колебаний инструмента с определенным диаметром и вылетом (Патент US 5413318, МПК F16F 7/00, дата публикации 09.05.1995). Использовать данный способ для снижения вибраций обрабатываемой заготовки затруднительно. Для этого необходимо выбирать параметры виброгасителя в соответствии с собственной частотой колебаний заготовки, соответственно, требуется получить, расчетными или экспериментальными методами, частотную характеристику заготовки.
Проведение анализа частотных характеристик для каждой изготавливаемой детали приведет к увеличению времени изготовления детали, особенно в условиях мелкосерийного и опытного производства. Кроме того, возможности использования виброгасителя, настроенного на конкретную собственную частоту колебаний заготовки, ограничены тем, что частотная характеристика заготовки меняется в процессе обработки по мере удаления материала.
Известен способ снижения вибраций панели фюзеляжа самолета с целью улучшения ее звукоизолирующих характеристик, заключающийся в том, что к панели прикрепляют динамический виброгаситель, состоящий из гибкой пластины, которая в центре прикрепляется к панели фюзеляжа, и на обоих концах которой закреплены симметричные грузы, способные совершать колебания при изгибе пластины. Размеры пластины и вес грузов подбирают так, чтобы собственная частота колебаний грузов на пластине достигала нужного значения, обеспечивающего наилучшее снижение вибраций колебаний панели фюзеляжа, подвергающейся воздействию звуковых волн определенной частоты (Waterman E.H., Kaptein D., Sarm. S.L. Fokker′s activities in cabin noise control for propeller aircraft. SAE TR Ser. №830736, 1983). Данный способ не может быть применен для снижения вибраций фрезеруемой заготовки, т.к. частота силового воздействия фрезы на заготовку может быть различной, в то время как описанный способ позволяет снижать вибраций конструкции от воздействия определенной известной частоты. Кроме того, данный способ позволяет снижать вибрации конструкции только одной определенной частоты, в то время как вибрации обрабатываемой заготовки возбуждаются одновременно на нескольких частотах.
Известен способ снижения вибраций панели звукоизолирующего барьера, заключающийся в том, что к вибрирующей конструкции прикрепляют динамический виброгаситель, содержащий набор механических резонаторов с различными значениями собственной частоты колебаний, при этом собственные частоты колебаний резонаторов предварительно регулируют так, чтобы их значения были равны частотам нескольких первых гармоник периодического внешнего силового воздействия известной частоты, действующего на вибрирующую конструкцию и возбуждающего ее вибрации. (Патент US 4373608, МПК Н02К 5/24; F16F 7/00; G10K 11/16; H01F 15/02, дата публикации 15.02.1983. Tuned Sound Barriers). Звуковой барьер предназначен для подавления шума от механизмов, которые генерируют звуковые волны на небольшом числе отдельных постоянных по значению частот колебаний, в частности, от электрических трансформаторов. Основным источником шума трансформатора являются колебания его сердечника, которые возбуждаются воздействием переменного электрического тока, и передаются другим элементам трансформатора и его основанию. Вследствие этого частота периодического силового воздействия, возбуждающего вибрации конструкции, равна удвоенной частоте сети, т.е. 120 Гц (в Северной Америке сетевая частота составляет 60 Гц). Трансформатор излучает звук только на этой частоте и на ее гармониках: 120 Гц, 240 Гц, 360 Гц, 480 Гц. Для снижения вибраций панели звукового барьера на ней закрепляют динамический виброгаситель, содержащий набор механических резонаторов со значениями собственных частот колебаний, равными частотам нескольких первых гармоник периодического внешнего силового воздействия, т.е. 120 Гц, 240 Гц, 360 Гц, 480 Гц. Каждый резонатор представляет собой поперечную балку в виде металлической пластины, закрепленной в центре на общем центральном стержне. Пластины изготовлены так, чтобы их концы поднимались над панелью и могли свободно совершать колебания, не касаясь панели и друг друга. Каждый резонатор эффективно подавляет вибрации панели только одной конкретной частоты, равной его собственной частоте колебаний. Требуемая собственная частота колебаний резонатора обеспечивается подбором размеров пластины, из которой он состоит. Совместное функционирование набора из резонаторов с указанными выше значениями собственных частот колебаний обеспечивает снижение вибрации панели на всех частотах, на которых происходит возбуждение ее вибраций. Таким образом обеспечивают значительное улучшение звукоизолирующих свойств панели звукового барьера. Использование данного способа снижения вибраций конструкции возможно именно благодаря тому, что возбуждение вибраций конструкции (панели) происходит на конкретной известной постоянной частоте (120 Гц) и кратной ей частотах. В случае меняющейся частоты внешнего силового воздействия описанный способ не будет обеспечивать снижения вибраций конструкции из-за узкого рабочего частотного диапазона динамического виброгасителя. Данное изобретение принято за прототип. Однако данный способ снижения вибраций не может быть применен для снижения вибраций фрезеруемой заготовки, т.к. частота воздействия на заготовку со стороны фрезы может быть различной, и поэтому согласование между собственной частотой виброгасителя и частотой внешнего силового воздействия не будет обеспечено, соответственно, снижения вибраций происходить не будет.
Резание металла требует значительного силового воздействия со стороны режущего инструмента на срезаемый материал. Фрезерование характеризуется прерывистостью процесса резания. В процессе фрезерования фреза оказывает на обрабатываемую заготовку переменное периодическое силовое воздействие. Если заготовка не обладает достаточной жесткостью, то воздействие со стороны фрезы может вызывать ее интенсивные вибрации. Низкой жесткостью обладают длинномерные заготовки, или заготовки, имеющие тонкостенные элементы. На фигуре 4 в качестве примера нежесткой, склонной к вибрациям заготовки приведена заготовка лопатки компрессора газотурбинного двигателя. В качестве другого примера на фигуре 5 приведена длинномерная заготовка консоли крыла аэродинамической модели, обладающая низкой жесткостью, склонная к вибрациям и требующая дополнительной поддержки при обработке. Низкая жесткость является характерной особенностью большинства деталей авиационной промышленности.
Частота периодического силового воздействия фрезы на заготовку равняется частоте удара режущего зуба фрезы, т.е. произведению частоты вращения фрезы на число зубьев фрезы. Форма импульсов воздействия зависит от технологических параметров обработки, при этом, как правило, импульсы имеют пилообразную форму (фигура 6). Это означает, что в спектре силового воздействия фрезы помимо первой гармоники с частотой, равной частоте удара зуба фрезы, присутствуют также гармоники более высокого порядка с частотами, кратными частоте удара зуба (фигура 7). В результате возбуждение вибраций заготовки происходит на нескольких частотах - частоте удара зуба и кратных ей частотах. При этом обрабатываемая заготовка имеет не одну, а несколько собственных частот колебаний. Особенно интенсивные вибрации наблюдаются в случае резонанса, когда частота одной из гармоник силового воздействия фрезы близка к одной из собственных частот колебаний заготовки.
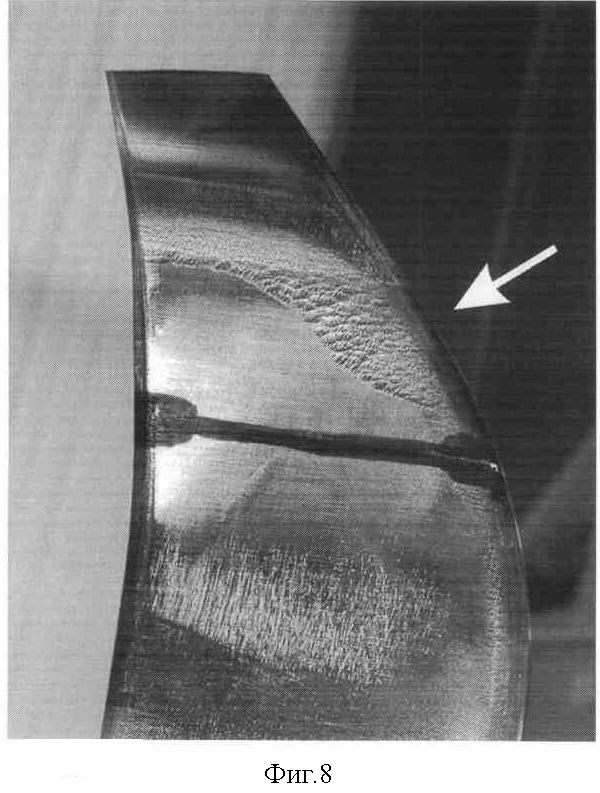
В результате вибраций нежесткой заготовки в процессе обработки на обработанной поверхности могут образовываться волнистость и выбоины, кроме того, происходит смещение получаемой обработанной поверхности от заданной поверхности детали, т.е. вибрации приводят к ухудшению чистоты обработанной поверхности и точности обработки. На фигуре 8 показаны дефекты на поверхности изготовленной лопатки компрессора газотурбинного двигателя, образовавшиеся в результате вибраций лопатки при обработке, приводящие к негодности детали. Борьба с вибрациями нежестких заготовок является актуальной задачей аэрокосмической и энергетической промышленности.
Техническим результатом заявляемого изобретения является снижение вибраций нежесткой заготовки, обрабатываемой фрезерованием, обеспечивающее улучшение чистоты поверхности, повышение точности обработки детали и сокращение времени обработки за счет использования более интенсивных режимов резания.
Технический результат достигается тем, что в способе снижения вибраций нежесткой заготовки, обрабатываемой фрезерованием, к вибрирующей нежесткой заготовке прикрепляют динамический виброгаситель, содержащий набор механических резонаторов с различными значениями собственной частоты колебаний, при этом собственные частоты колебаний резонаторов предварительно регулируют так, чтобы их значения были равны частотам нескольких первых гармоник периодического внешнего силового воздействия известной частоты, действующего на вибрирующую конструкцию, причем сначала выбирают определенную частоту вращения фрезы, которую будут использовать при обработке, затем проводят регулировку собственных частот резонаторов виброгасителя в соответствии с частотой внешнего воздействия, определяемой выбранным значением частоты вращения фрезы, после чего виброгаситель прикрепляют к заготовке и во время обработки придерживаются выбранного значения частоты вращения фрезы.
При совпадении собственной частоты колебаний динамического виброгасителя с частотой внешнего переменного силового воздействия на конструкцию, виброгаситель начинает вибрировать в противофазе с внешним воздействием, противодействуя ему. Воздействие на заготовку со стороны фрезы становится скомпенсированным воздействием со стороны виброгасителя. В результате, равнодействующая сила, действующая на заготовку, становится близка к нулю, и, соответственно, существенно снижается амплитуда вынужденных вибраций (Ден-Гартог Дж.П. Механические колебания. - М.: Государственное Издательство Физико-Математической Литературы, 1960 г.). При фрезеровании нежесткой заготовки происходит возбуждение колебаний заготовки на нескольких кратных частотах, но при использовании заявляемого способа для каждой из частот, на которой происходит возбуждение колебаний заготовки, имеется соответствующая равная ей собственная частота колебаний одного из механических резонаторов виброгасителя. Таким образом, виброгаситель осуществляет противодействие на всех опасных частотах возбуждения колебаний и практически полностью компенсирует импульсное внешнее силовое воздействие на заготовку со стороны фрезы, тем самым снижая вынужденные вибрации заготовки.
Для прототипа согласование частот виброгасителя и частоты внешнего силового воздействия на конструкцию осуществляется за счет того, что частота воздействия фиксирована и известна заранее, т.к. равна удвоенной частоте переменного тока бытовой сети. Прототип не может быть применен для снижения вибраций фрезеруемой заготовки, т.к. частота воздействия на заготовку со стороны фрезы может быть различной, и поэтому согласование между собственной частотой виброгасителя и частотой внешнего силового воздействия не будет обеспечено, соответственно, снижения вибраций происходить не будет. Заявляемый способ позволяет провести согласование собственных частот колебаний резонаторов виброгасителя и частоты внешнего силового воздействия со стороны фрезы на вибрирующую конструкцию (обрабатываемую заготовку).
Традиционно при использовании динамического виброгасителя для снижения вибраций конструкции осуществляют его настройку «на конструкцию», т.е. собственная частота виброгасителя выбирается близкой к собственной частоте колебаний конструкции. В заявляемом способе предлагается проводить настройку «на воздействие», т.е. выбирать собственную частоту колебаний динамического виброгасителя исходя из частоты силового воздействия фрезы на заготовку. Применение заявляемого способа возможно и целесообразно благодаря специфике рассматриваемой задачи, а именно, наличию конкретной постоянной частоты внешнего воздействия, которая может быть известна заранее, т.к. частота внешнего воздействия определяется частотой вращения фрезы, задаваемой при составлении программы обработки, в то время как определение собственной частоты конструкции затруднительно, т.к. каждая изготавливаемая деталь имеет индивидуальную частотную характеристику, кроме того, частотная характеристика заготовки меняется в процессе обработки по мере удаления материала. Заявляемый способ имеет ряд существенных преимуществ по сравнению со стандартным использованием динамического виброгасителя, настроенного на собственную частоту колебаний конструкции (в данном случае заготовки). Во-первых, он обеспечивает снижение вибраций любой заготовки независимо от ее собственных частотных характеристик. Таким образом, можно обойтись без проведения частотного анализа рассматриваемой заготовки. Виброгаситель, настроенный на определенную частоту вращения фрезы, может быть без изменений использован для снижения вибраций различных заготовок, при условии, что используется та частота вращения фрезы, на которую он настроен. Во-вторых, становится возможным использовать динамический виброгаситель с малым внутренним трением, что упрощает конструкцию виброгасителя и позволяет обеспечивать эффективное снижение вибраций даже при малой массе виброгасителя.
На фигуре 1 схематично изображена винтовая подпорка, используемая для оказания дополнительной поддержки нежесткой заготовке в процессе обработки.
На фигуре 2 показана принципиальная схема динамического виброгасителя.
На фигуре 3 приведен график, иллюстрирующий влияние динамического виброгасителя на частотную характеристику конструкции.
На фигуре 4 в качестве примера нежесткой заготовки, склонной к вибрациям при обработке, приведена заготовка лопатки компрессора газотурбинного двигателя.
На фигуре 5 в качестве примера длинномерной нежесткой заготовки, склонной к вибрациям и требующей дополнительной поддержки при обработке, приведена заготовка консоли крыла аэродинамической модели.
На фигуре 6 показана зависимость от времени t усилия F, действующего на обрабатываемую заготовку со стороны фрезы. Под F подразумевается компонента усилия, направленная по нормали к поверхности заготовки.
На фигуре 7 показан спектр периодического силового воздействия фрезы на обрабатываемую заготовку. f - частота, 
На фигуре 8 приведена фотография изготовленной лопатки газотурбинного двигателя, на поверхности которой вследствие вибраций лопатки при обработке образовались дефекты, приводящие к непригодности детали.
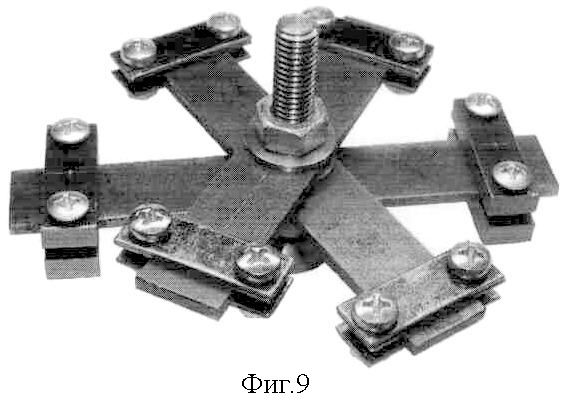
На фигуре 9 изображено устройство, разработанное для осуществления заявляемого способа.
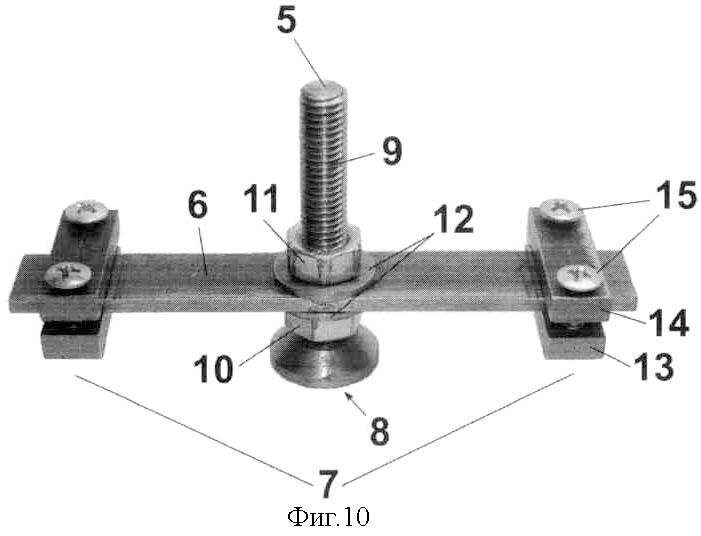
На фигуре 10 изображен вариант конструкции устройства, разработанного для осуществления заявляемого способа, содержащий только одну поперечную балку с грузами, и обозначены конструктивные элементы устройства.
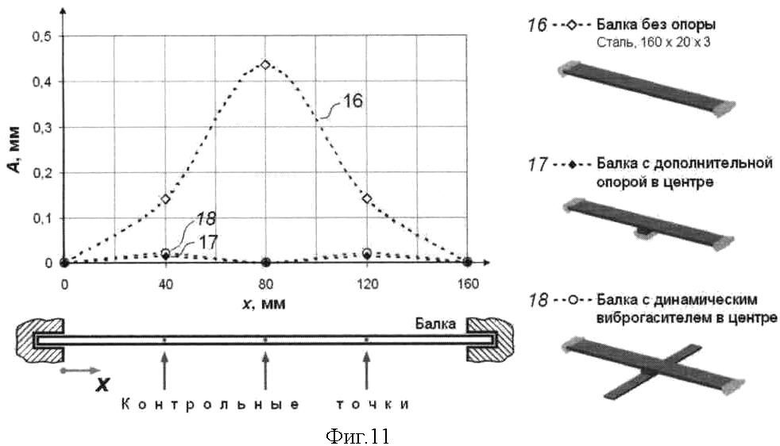
На фигуре 11 приведены результаты теоретического расчета, подтверждающие получение заявленного технического результата при осуществлении заявляемого способа.
На фигуре 12 приведены результаты испытаний на экспериментальном стенде, подтверждающие получение заявленного технического результата при осуществлении заявляемого способа.
На фигуре 13 приведены результаты обработки лопатки газотурбинного двигателя без дополнительной поддержки, а также с прикрепленным динамическим виброгасителем, подтверждающие получение заявленного технического результата при осуществлении заявляемого способа.
Заявляемый способ может быть осуществлен с помощью следующего устройства. Конструкция устройства изображена на фигуре 9. На фигуре 10, в целях упрощения восприятия, изображен вариант конструкции, содержащий только одну поперечную балку с грузами на концах, и обозначены конструктивные элементы устройства. Устройство состоит из центрального стержня 5, набора поперечных балок 6, закрепленных на основном стержне, и грузов 7, зафиксированных на концах каждой из поперечных балок. В основании стержня имеется площадка 8, за которую вся сборка приклеивается клеем к обрабатываемой заготовке. Поперечные балки имеют отверстия в центре и надеты на центральный стержень. Центральный стержень имеет резьбу 9, и пакет поперечных балок жестко фиксируется на стрежне гайками 10 и 11, при этом поперечные балки отделены от гаек и друг от друга промежуточными шайбами 12. Каждый из грузов состоит из пары брусков 13 и 14, которые закрепляются на пластине с помощью стягивающих бруски винтов 15.
Каждая из балок с грузами на концах является механическим резонатором с определенной собственной частотой колебаний. Совокупность собственных частот колебаний всех резонаторов, входящих в состав виброгасителя, образует набор собственных частот колебаний виброгасителя. Количество резонаторов, которое должен содержать виброгаситель, определяется количеством гармоник силового воздействия фрезы, которые необходимо скомпенсировать для обеспечения эффективного снижения вибраций заготовки.
Различным положениям грузов по длине балки, т.е. различным значениям расстояния от точки фиксации грузов до оси центрального стержня, соответствуют разные значения собственной частоты колебаний механического резонатора, образованного балкой с грузами. Для изменения собственной частоты колебаний одного из резонаторов необходимо для соответствующей балки с грузами ослабить затяжку винтов, стягивающих бруски грузов, так, чтобы грузы можно было передвигать вдоль балки, затем переместить грузы в новые положения и вновь затянуть винты, зафиксировав грузы в новых положениях. Предпочтительно устанавливать грузы на обоих концах балки симметрично, однако возможно также фиксировать грузы на разных концах балки в разное положение.
Заявляемый способ может быть осуществлен следующим образом. Для примера рассмотрим чистовую обработку пера турбинной лопатки. Из-за малой толщины лопатки при чистовой обработке возникают вибрации лопатки, вследствие чего на обработанной поверхности формируется волнистость, приводящая к непригодности детали. Сначала необходимо выбрать частоту вращения фрезы для рассматриваемой операции обработки. Выбор частоты вращения фрезы осуществляет технолог при составлении программы обработки исходя из диаметра используемой фрезы и рекомендуемой скорости резания для имеющихся материала заготовки и материала режущих зубьев фрезы. 
Далее необходимо отрегулировать собственные частоты колебаний механических резонаторов в виде балок с грузами, входящими в состав динамического виброгасителя. Собственные частоты колебаний резонаторов должны быть равны частотам нескольких первых гармоник внешнего силового воздействия на заготовку со сторону фрезы. Т.е. собственные частоты колебаний резонаторов должны быть равны fn=nfe, n=1, 2, 3 … k, где fn - собственная частота колебаний резонатора номер n, fe - частота удара зуба фрезы, k - число резонаторов, входящих в состав виброгасителя, fe=zfi, z - число зубьев фрезы, fi - частота вращения фрезы. Поскольку частота силового воздействия фрезы равна 400 Гц, то значения собственных частот колебаний резонаторов в виде балок с грузами должны равняться 400 Гц, 800 Гц, 1200 Гц, 1600 Гц и т.д.
Отрегулировать собственные частоты колебаний резонаторов виброгасителя можно эмпирически. Постепенно меняя положения грузов вдоль балки и измеряя получаемые значения собственной частоты колебаний рассматриваемого резонатора, можно подобрать положение грузов, обеспечивающее требуемое значение собственной частоты колебаний этого резонатора. Собственные частоты колебаний всех резонаторов виброгасителя можно отрегулировать по очереди.
При эксплуатации заявляемого устройства можно каждый раз проводить его регулировку для нужного значения частоты вращения фрезы, а можно иметь набор из различающихся экземпляров устройства, заранее отрегулированных для наиболее часто используемых частот вращения фрезы.
Перед началом обработки виброгаситель с отрегулированными собственными частотами резонаторов приклеивают клеем за входящую в ее конструкцию и специально предназначенную для этого площадку к поверхности заготовки в точке наименьшей жесткости заготовки. Для заготовки, напоминающей пластину, закрепленную с обоих концов, точкой наименьшей жесткости можно считать центр пластины. При необходимости можно прикрепить к заготовке несколько виброгасителей в разных местах. Как правило, определенная производственная операция включает обработку заготовки только с одной стороны, в этом случае виброгаситель следует прикреплять к заготовке с обратной стороны, тогда он не будет препятствовать обработке заготовки и движению фрезы.
При последующей обработке заготовки необходимо строго придерживаться ранее выбранной частоты вращения фрезы, в рассматриваемом примере, 6000 об/мин. Современный обрабатывающий центр автоматически поддерживает заданное в программе обработки значение частоты вращения фрезы с точностью более 0.1%. При выбранном значении частоты вращения фрезы частоты гармоник спектра внешнего силового воздействия, действующего на обрабатываемую заготовку со стороны фрезы, совпадают с собственными частотами колебаний механических резонаторов виброгасителя, и вибрации резонаторов противодействуют соответствующим им гармоникам воздействия, компенсируя их, в результате суммарное воздействие на заготовку со стороны фрезы и со стороны виброгасителя близко к нулю, и вибрации заготовки почти отсутствуют. Если же изменить частоту вращения фрезы, согласование между собственными частотами резонаторов виброгасителя и частотами гармоник внешнего воздействия нарушится, и виброгаситель перестанет снижать вибрации заготовки. Для того, чтобы использовать иное значение частоты вращения фрезы, необходимо соответствующим образом заново отрегулировать виброгаситель. Виброгаситель, отрегулированный для определенной частоты вращения фрезы, например 6000 об/мин, может быть использован для оказания дополнительной поддержки и снижении вибраций любой заготовки в любой ее точке при условии, что обработка проводится с данной частотой вращения фрезы.
По окончании обработки виброгаситель отделяют от заготовки, разрушая клеевое соединение.
Получение заявленного технического результата при осуществлении заявляемого способа подтверждено теоретическими расчетами, испытаниями на экспериментальном стенде и опытной обработкой с применением заявляемого способа снижения вибраций заготовки.
Проведен теоретический расчет путем численного моделирования поведения заготовки в виде балки, закрепленной за оба конца, при наличии переменного периодического внешнего силового воздействия (использовался метод конечных элементов в программном пакете NASTRAN), результаты приведены на фигуре 11. Рассматривались случаи обработки балки без дополнительной поддержки (кривая 16), с дополнительной жесткой опорой (кривая 17) и с динамическим виброгасителем в виде поперечной балки меньшего размера со свободными концами (кривая 18). Воздействие прикладывалось по очереди в различных контрольных точках основной балки, и рассчитывалась амплитуда вынужденных вибраций балки в точке приложения воздействия для каждого из трех рассматриваемых случаев. На графике приведены полученные значения амплитуды вибраций балки А, в зависимости от x - расстояния от края балки до контрольной точки. Из графика видно, что настроенный динамический виброгаситель, прикрепленный к балке в центре, снижает вибрации по всей ее длине, и эффект от его использования практически эквивалентен эффекту от установки в той же точке дополнительной жесткой опоры, что позволяет называть такой виброгаситель «динамическая опора».
Проведены испытания на экспериментальном стенде. В качестве нежесткой заготовки использовалась реальная заготовка лопатки турбокомпрессора. Вибрации заготовки возбуждались с помощью вибровозбудителя, закрепленного на заготовке. Амплитуда вибраций заготовки измерялась акселерометром. Результаты приведены на фигуре 12. Частота силового воздействия вибровозбудителя на заготовку варьировалась, и результирующая амплитуда вибраций заготовки измерялась для различных значений частоты внешнего силового воздействия, таким образом, была получена частотная характеристика заготовки без дополнительной поддержки, а также с прикрепленным виброгасителем, f - частота воздействия, А - соответствующая амплитуда колебаний лопатки. Из графика видно, что при прикреплении виброгасителя в частотной характеристике заготовки появляется ярко выраженный провал на частоте, равной собственной частоте колебаний резонатора виброгасителя (615 Гц), что соответствует практически полному отсутствию вибрации заготовки при такой частоте внешнего воздействия. Если установить частоту воздействия, равной собственной частоте колебаний резонатора виброгасителя, то, при прикреплении к заготовке виброгасителя, амплитуда ее вибраций снижается в 80 раз по всей поверхности заготовки. Приведенные частотные характеристики, полученные экспериментально, хорошо согласуются с теоретическими зависимостями (фигура 3).
Для подтверждения получения заявленного технического результата проведена обработка тонкой нежесткой лопатки газотурбинного двигателя, как без дополнительной поддержки, так и с прикрепленным к ней виброгасителем. Сначала обработку вели без виброгасителя. При обработке центральной зоны лопатки, в которой жесткость заготовки минимальна, возникли интенсивные вибрации заготовки. Амплитуда вибраций измерялась закрепленным на заготовке акселерометром. Вибрирующая лопатка генерировала звон высокой частоты, отчетливо слышимый на фоне низкочастотных шумов цеха. Обработка приостановили и к заготовке приклеили виброгаситель, должным образом отрегулированный в соответствии с частотой вращения фрезы. Затем обработка была продолжена, и наблюдалось, что звон исчез, а акселерометр показал снижение амплитуды вибраций заготовки в 15 раз. Измеренные спектры вибраций заготовки при обработке без дополнительной поддержки, а также при обработке с прикрепленным виброгасителем, показаны на фигуре 13, f - частота, А - амплитуда вибраций заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИБРОГАСИТЕЛЬ ДЛЯ ФРЕЗЕРОВАНИЯ ТОНКОСТЕННЫХ ДЕТАЛЕЙ | 2014 |
|
RU2578868C2 |
| ВИБРОГАСИТЕЛЬ ДЛЯ ФРЕЗЕРОВАНИЯ ТОНКОСТЕННЫХ ДЕТАЛЕЙ | 2014 |
|
RU2572904C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЭРОДИНАМИЧЕСКИХ ПОВЕРХНОСТЕЙ ЛОПАТОК РОТОРОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ НА СТАНКАХ С ЧПУ | 2012 |
|
RU2500506C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЭРОДИНАМИЧЕСКИХ ПОВЕРХНОСТЕЙ ЛОПАТОК РОТОРОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ НА СТАНКАХ С ЧПУ | 2014 |
|
RU2588757C2 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| СПОСОБ ВИБРОДИАГНОСТИКИ СОСТОЯНИЯ КОНИЧЕСКОЙ ПЕРЕДАЧИ И ОЦЕНКИ ЕЕ ВЛИЯНИЯ НА ПРОЦЕСС ФРЕЗЕРОВАНИЯ | 2024 |
|
RU2824523C1 |
| СПОСОБ ВИБРАЦИОННОЙ ПРАВКИ НЕЖЕСТКИХ ДЕТАЛЕЙ | 2010 |
|
RU2484910C2 |
| СПОСОБ СНИЖЕНИЯ ШУМА КАРДАННОГО ВАЛА ТРАНСПОРТНОГО СРЕДСТВА | 2007 |
|
RU2347689C1 |
| МАЛОГАБАРИТНЫЙ ШПИНДЕЛЬ СЕКЦИОННОГО ВИНТОВОГО ЗАБОЙНОГО ДВИГАТЕЛЯ | 2017 |
|
RU2674485C1 |
| СПОСОБ ОЦЕНКИ ЖЕСТКОСТИ И ПРОЧНОСТИ АВТОДОРОЖНЫХ И ЖЕЛЕЗНОДОРОЖНЫХ МОСТОВ | 2011 |
|
RU2498255C2 |








Изобретение относится к машиностроению и может быть использовано при обработке нежестких заготовок при фрезеровании. Способ включает прикрепление к вибрирующей нежесткой заготовке динамического виброгасителя, который состоит из набора механических резонаторов с различными значениями собственной частоты колебаний, которые предварительно регулируют так, чтобы их значения были равны частотам нескольких первых гармоник периодического внешнего силового воздействия заданной частоты, действующего на вибрирующую заготовку. Сначала выбирают частоту вращения фрезы, соответствующую частоте вращения фрезы при обработке заготовки. Затем проводят регулировку собственных частот резонаторов динамического виброгасителя в соответствии с частотой внешнего воздействия, определяемой упомянутым выбранным значением частоты вращения фрезы. После этого прикрепляют динамический виброгаситель к заготовке и поддерживают выбранное значение частоты вращения фрезы в процессе обработки заготовки. Повышается качество обработанной поверхности и точность изготовления детали. 13 ил.
Способ снижения вибраций обрабатываемой фрезерованием нежесткой заготовки, включающий прикрепление к вибрирующей нежесткой заготовке виброгасителя, отличающийся тем, что используют динамический виброгаситель, состоящий из набора механических резонаторов с различными значениями собственной частоты колебаний, которые предварительно регулируют так, чтобы их значения были равны частотам нескольких первых гармоник периодического внешнего силового воздействия заданной частоты, действующего на вибрирующую заготовку, при этом сначала выбирают частоту вращения фрезы, соответствующую частоте вращения фрезы при обработке заготовки, затем проводят регулировку собственных частот резонаторов динамического виброгасителя в соответствии с частотой внешнего воздействия, определяемой упомянутым выбранным значением частоты вращения фрезы, после чего прикрепляют динамический виброгаситель к заготовке и поддерживают выбранное значение частоты вращения фрезы в процессе обработки заготовки.
| Торцевая фреза | 1978 |
|
SU944816A1 |
| Способ обработки нежестких деталей | 1986 |
|
SU1373492A1 |
| Плавучий задвижной затвор | 1939 |
|
SU59471A1 |
| СПОСОБ ОБРАБОТКИ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2009 |
|
RU2419520C1 |
| US 2011041334 A, 24.02.2011. | |||

