Изобретение относится к области машиностроения, а именно, к режущим инструментам, предназначенным для обработки плоских поверхностей методом фрезерования.
В настоящее время фрезы, аналогичные предлагаемой, известны. Они описаны, в частности, в книгах «В.В. Кувшинский. Фрезерование.-М.: Машиностроение. 1958, стр.52-54», «Г.И. Грановский, В.Г. Грановский. Резание металлов.-М.: Высшая школа. 1985, стр. 219-220» и др. Значительное количество цилиндрических фрез выполняются прямозубыми, имеющими простую конструкцию. Они представляют собой металлический цилиндр с осевыми отверстиями, по образующей поверхности которого расположены зубья, параллельные оси цилиндра. Фрезы с такими зубьями технологичны, обладают невысокой стоимостью, но имеют существенный недостаток. При их эксплуатации процесс фрезерования происходит весьма прерывисто, с возникновением значительных вибраций. Снижение вибраций чаще всего обеспечивают за счет выполнения цилиндрических фрез с зубьями не параллельными оси, а винтовыми. При работе подобных фрез обработка ведется более спокойно, их уровень вибрации (вынужденных колебаний) оказывается меньше, что влечет за собой повышение качества обработанной поверхности и износостойкости зубьев.
Прототипом предлагаемой является именно цилиндрическая фреза с винтовыми зубьями, приведенная в первой из указанных книг на фиг. 28, а во второй - на рис. 14.2. Особенностью фрезы-прототипа является то, что торцовый шаг зубьев, представляющий собой угловое расстояние между смежными зубьями (термин разъяснен в книге Грановских на стр. 230) у нее постоянный. У фрезы-прототипа он одинаковый с одной и с другой стороны, и в угловых единицах измерения равен  , где z - число зубьев.
, где z - число зубьев.
Вместе с тем фреза-прототип при эксплуатации так же создает вибрации. Их интенсивность ниже, чем у фрез с зубьями, параллельными оси, но все же они возникают и могут достигать существенных уровней.
Более того, при совпадении частоты вынужденных колебаний, создаваемых фрезой, с частотой собственных колебаний технологической системы станка, в составе которой фреза работает, может возникать резонанс, радикально нарушающий технологический процесс (появляются недопустимые неровности на поверхности детали), и это при эксплуатации фрез с винтовыми зубьями не исключается.
В соответствие с изложенным, проблемой, подлежащей разрешению предполагаемым изобретением, является принципиальная возможность резонанса при работе цилиндрических фрез с винтовыми зубьями. Разрешение же проблемы может быть осуществлено, если при работе фрезы частота ее вынужденных колебаний не будет оставаться постоянной, а будет меняться. Поскольку частоты собственных колебаний технологической системы - величина неизменная, то с изменяющейся частотой вынужденных колебаний она будет совпадать с весьма малой вероятностью, и резонанс будет практически невозможен.
Технически решение сформулированной проблемы предполагаемым изобретением достигается за счет того, что цилиндрическая фреза с винтовыми зубьями, выполненными с одной ее стороны с постоянным торцовым шагом  , отличается от прототипа тем, что с другой ее стороны зубья выполнены с переменным неповторяющимся торцовым шагом
, отличается от прототипа тем, что с другой ее стороны зубья выполнены с переменным неповторяющимся торцовым шагом  , первый зуб расположен параллельно оси фрезы, а каждый последующий i-ый зуб расположен относительно предыдущего (i-1)-го зуба с угловыми наклоном
, первый зуб расположен параллельно оси фрезы, а каждый последующий i-ый зуб расположен относительно предыдущего (i-1)-го зуба с угловыми наклоном  , определенным из соотношения
, определенным из соотношения
где R - наружный радиус фрезы, мм;
L - длина фрезы, мм;
i - порядковый номер зуба фрезы, начиная со второго.
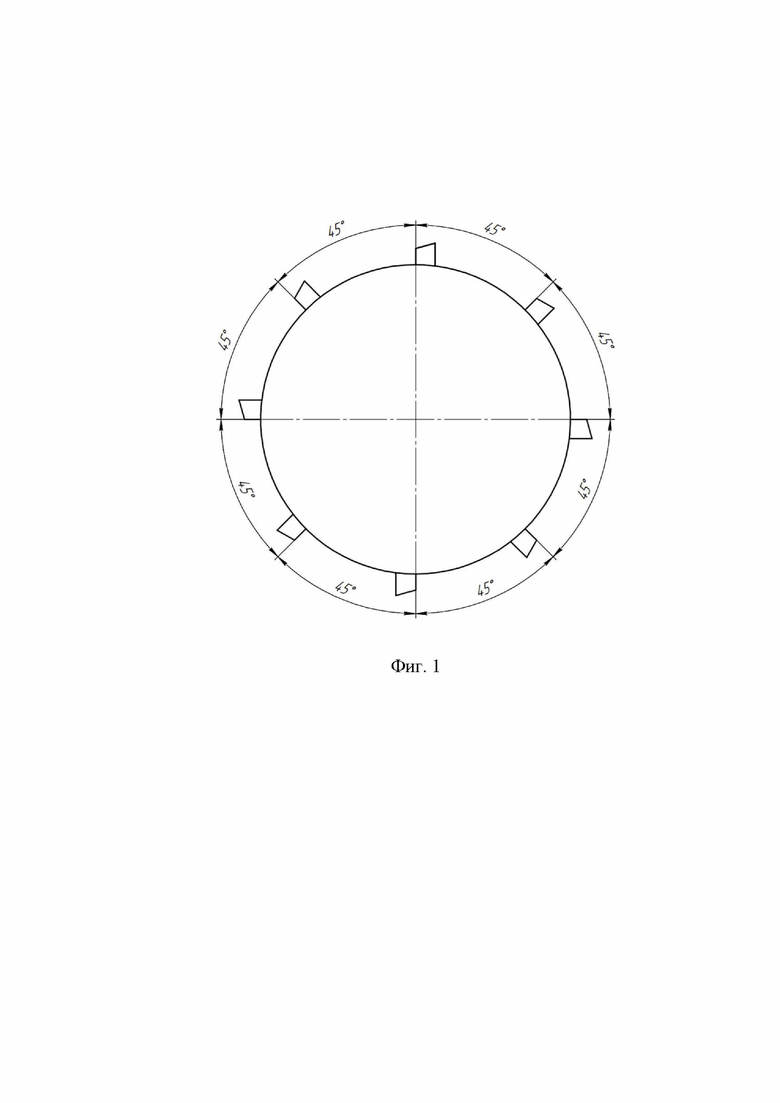
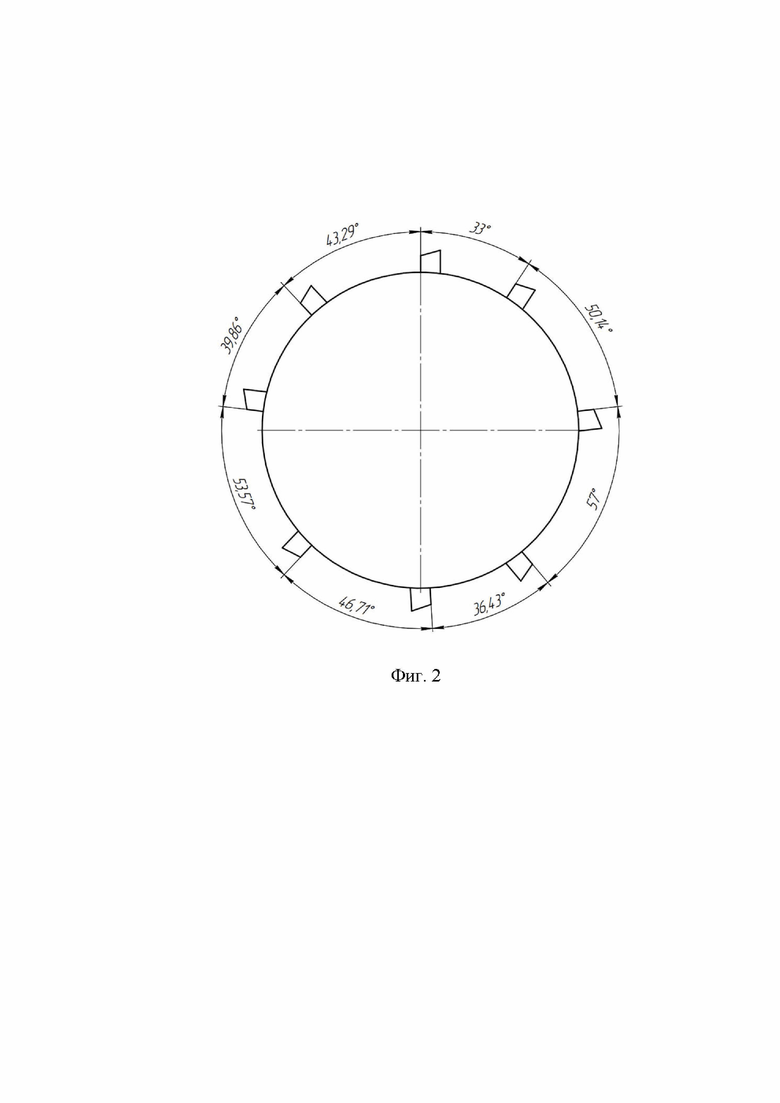
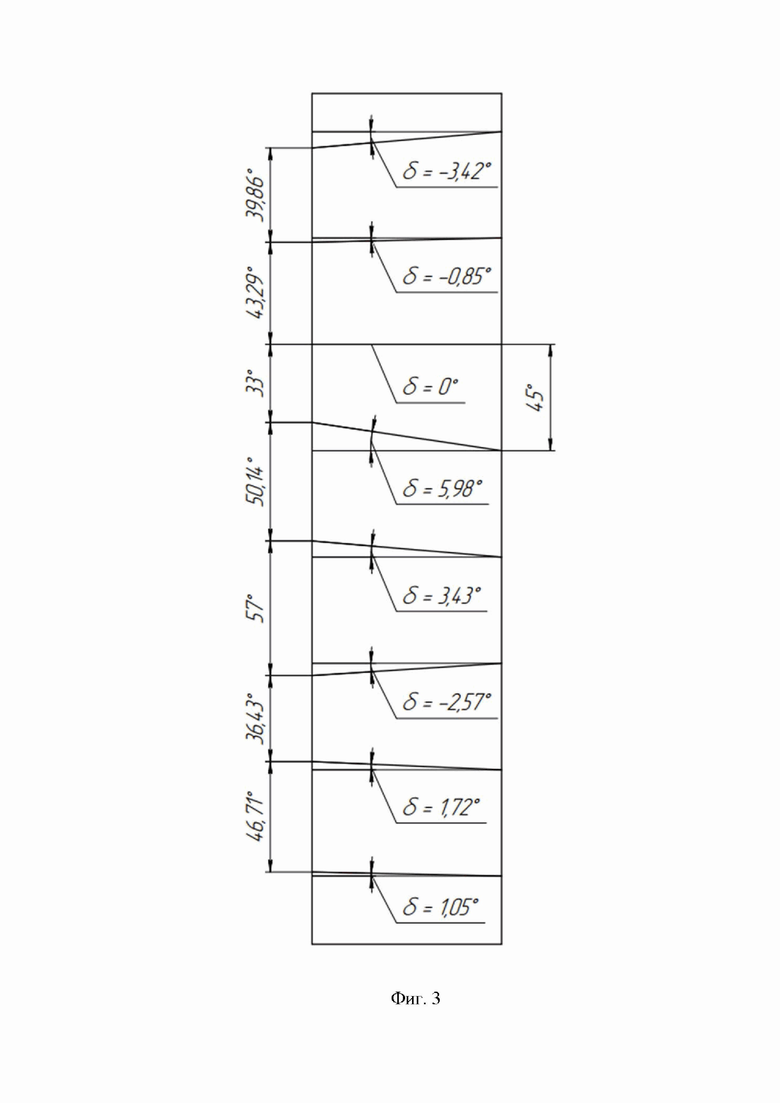
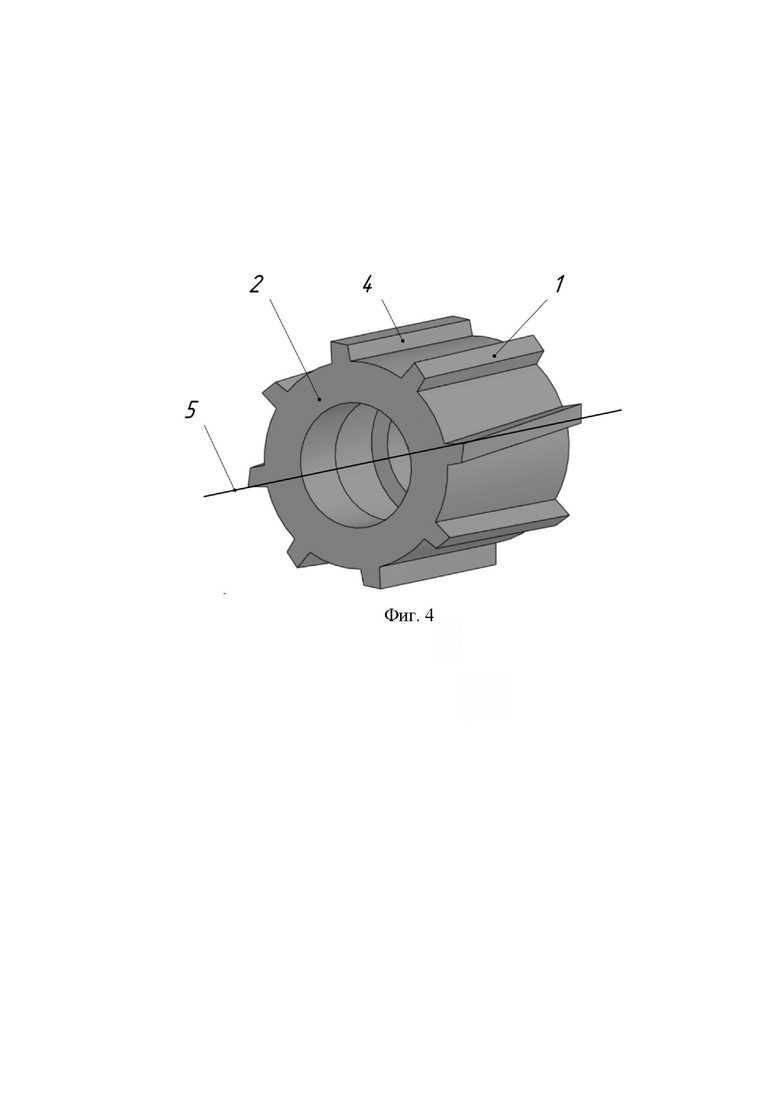
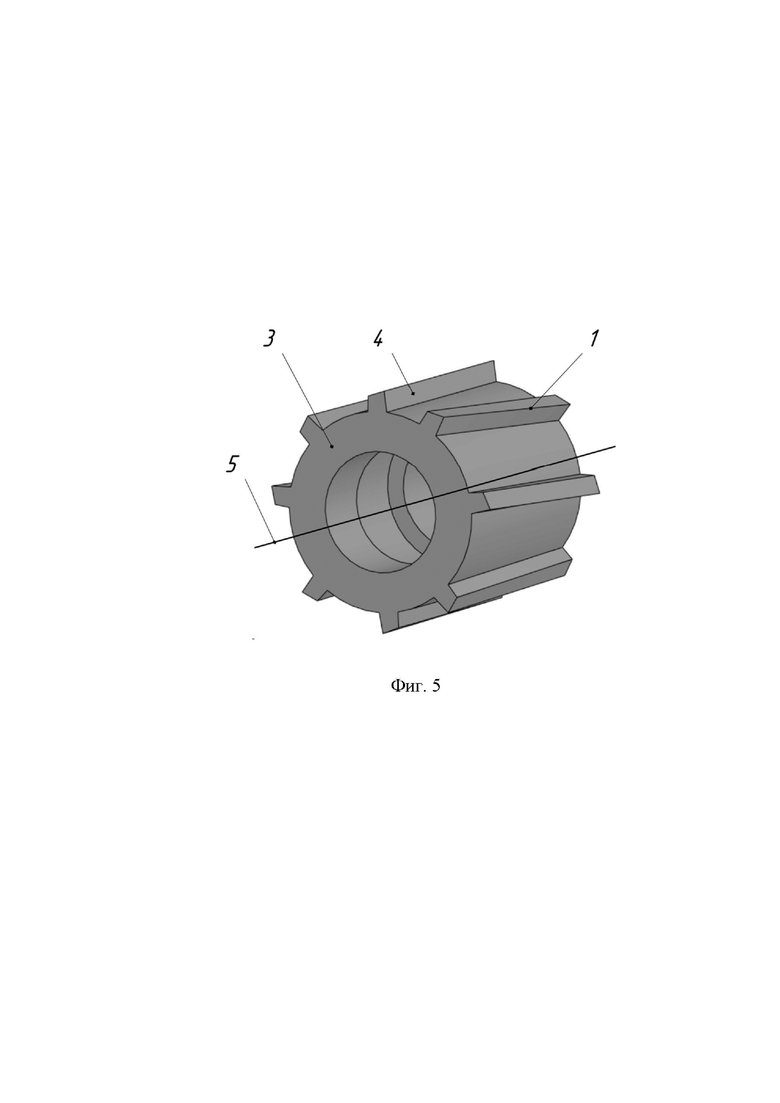
На примере восьмизубой фрезы на фигурах 1-4 показаны: сторона фрезы с постоянным торцовым шагом зубьев (фиг. 1), сторона фрезы с переменным неповторяющимся торцовым шагом зубьев (фиг. 2), соответствующая им развертка цилиндрической поверхности фрезы (фиг. 3), 3D-модель фрезы (фиг. 4) - вид со стороны торца с постоянным шагом, 3D-модель той же фрезы (фиг. 5) - вид со стороны торца с переменным неповторяющимся шагом.
Предлагаемая цилиндрическая фреза с винтовыми зубьями имеет зубья 1, с одной ее стороны 2 выполненные с постоянным торцовым шагом  градусов. В примере
градусов. В примере  градусов. С другой ее стороны 3 зубья выполняются с переменным неповторяющимся торцовым шагом
градусов. С другой ее стороны 3 зубья выполняются с переменным неповторяющимся торцовым шагом  . (В примере
. (В примере


градусов).
Первый зуб 4 фрезы (с i = 1) расположен параллельно оси 5 фрезы. Каждый последующий i-ый зуб расположен относительно предыдущего (i-1)-го зуба с угловыми наклоном  градусов, определенным из соотношения
градусов, определенным из соотношения
где R - наружный радиус фрезы, мм, в примере равный 35;
L - длина фрезы, мм, в примере равная 70;
i - порядковый номер зуба фрезы, начиная со второго, равный 2, 3, 4, ….
(В примере  градусов).
градусов).
При использовании фрезы ее устанавливают на оправку, соединенную со шпинделем фрезерного станка. Затем включают привод шпинделя и начинают обрабатывать заготовку, предварительно закрепленную на столе станка.
В процессе работы фрезы неизбежно возникают вибрации (ее вынужденные колебания), обусловленные самим процессом фрезерования (непрерывностью процесса резания). Частота этих вибраций  , как установлено путем экспериментального исследования, равна
, как установлено путем экспериментального исследования, равна

где K1 и К2 - коэффициенты, зависящие от режимов резания и конструктивных параметров фрезы;
 - угол наклона зубьев относительно оси.
- угол наклона зубьев относительно оси.
У цилиндрической фрезы для первого зуба ( ) равно нулю. А все остальные зубья имеют
) равно нулю. А все остальные зубья имеют  неповторяющиеся. В приведенном примере при указанных величинах
неповторяющиеся. В приведенном примере при указанных величинах  получаются
получаются  градусов.
градусов.
В результате значение в течение цикла работы фрезы оказываются тоже неповторяющимися. Но частота собственных колебаний  технологической системы станка, как отмечалось выше, величина постоянная (при данной заготовке и конструктивных элементах станка). Это влечет за собой несовпадение и в течение цикла работы фрезы и отсутствие резонанса. Если даже в каком-то положении фрезы совпадение и произойдет, то лишь мгновенное, чрезвычайно кратковременное. Но из-за того, что масса технологической системы, как правило весьма инерционна, резонанс не успевает реализоваться.
технологической системы станка, как отмечалось выше, величина постоянная (при данной заготовке и конструктивных элементах станка). Это влечет за собой несовпадение и в течение цикла работы фрезы и отсутствие резонанса. Если даже в каком-то положении фрезы совпадение и произойдет, то лишь мгновенное, чрезвычайно кратковременное. Но из-за того, что масса технологической системы, как правило весьма инерционна, резонанс не успевает реализоваться.
Таким образом при работе предлагаемой фрезы вероятность резонанса оказывается близка к нулю (практически отсутствует), что повышает качество обрабатываемой поверхности, повышает стойкость фрезы и является техническим результатом изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фреза цилиндрическая | 2022 |
|
RU2800441C1 |
| Фреза (варианты) | 2018 |
|
RU2710816C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВКИ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2019 |
|
RU2736129C1 |
| Торцовая фреза | 2020 |
|
RU2758747C1 |
| Способ токарной обработки | 2018 |
|
RU2690771C1 |
| СПОСОБ СНИЖЕНИЯ ВИБРАЦИЙ НЕЖЕСТКОЙ ЗАГОТОВКИ, ОБРАБАТЫВАЕМОЙ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2500516C1 |
| ЧЕРВЯЧНАЯ ОДНОЗАХОДНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2010 |
|
RU2444421C1 |
| Устройство для измерения глубины и ширины фрезерования | 1982 |
|
SU1060412A1 |
| Регулируемый виброгаситель | 2022 |
|
RU2785427C1 |
| ЧЕРВЯЧНАЯ МНОГОЗАХОДНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2010 |
|
RU2464133C2 |
Изобретение относится к области машиностроения и может быть использовано в режущих инструментах, предназначенных для обработки плоских поверхностей фрезерованием. Цилиндрическая фреза содержит зубья, выполненными с одной ее стороны с постоянным торцовым шагом. С другой ее стороны зубья выполнены с переменным неповторяющимся торцовым шагом, причем первый зуб расположен параллельно оси фрезы, а каждый последующий i-ый зуб расположен относительно предыдущего (i-1)-го зуба с угловыми наклоном, которое определено из приведенного соотношения. Повышается качество обрабатываемой поверхности и стойкость фрезы. 5 ил.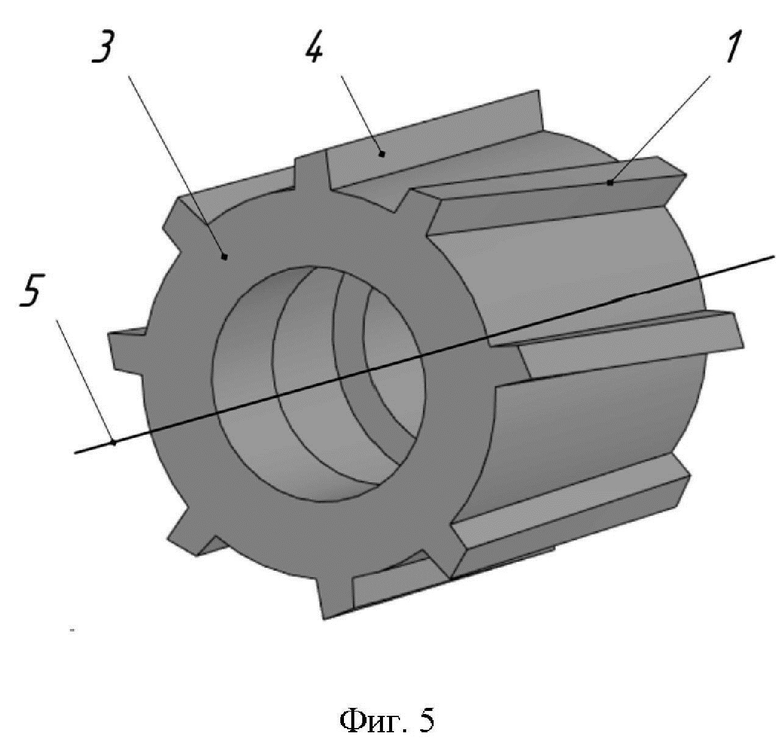
Цилиндрическая фреза, содержащая зубья, выполненные с одной ее стороны с постоянным торцовым шагом  , отличающаяся тем, что с другой стороны фрезы зубья выполнены с переменным неповторяющимся торцевым шагом
, отличающаяся тем, что с другой стороны фрезы зубья выполнены с переменным неповторяющимся торцевым шагом  , при этом первый зуб расположен параллельно оси фрезы, а каждый последующий i-ый зуб расположен относительно предыдущего (i-1)-го зуба с угловым наклоном
, при этом первый зуб расположен параллельно оси фрезы, а каждый последующий i-ый зуб расположен относительно предыдущего (i-1)-го зуба с угловым наклоном , который определен из соотношения:
, который определен из соотношения:

R - наружный радиус фрезы, мм;
L - длина фрезы, мм;
i - порядковый номер зуба фрезы, начиная со второго.
| Цилиндрическая фреза | 1990 |
|
SU1757790A1 |
| ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2004 |
|
RU2261157C1 |
| Цилиндрическая фреза со спиральным зубом | 1961 |
|
SU147424A1 |
| Способ обработки точных плоских поверхностей | 1955 |
|
SU107048A1 |
| US 9211594 B2, 15.12.2015. | |||
