Предлагаемый способ относится к области машиностроения и может быть использован при эксплуатации токарных, фрезерных и им подобных металлорежущих станков.
В настоящее время широко известны различные способы обработки металлов резанием, когда специальным инструментом создают изделие требуемой формы путем снятия стружки. Простейший вариант такой обработки − это обработка вручную (www. telenir.net Слесарные работы/Работы по металлу). В этом случае инструмент удерживается руками рабочего и с помощью этих рук совершает движение относительно заготовки. Главным показателем качества обработки при этом является точность формообразования изделия, и настройка на обработку выражается в выборе инструмента и закреплении заготовки изделия в установочном приспособлении.
Ручная обработка крайне непроизводительна и имеет весьма ограниченные технологические возможности. Более широкими технологическими возможностями обладает обработка на металлорежущих станках – машинах, обеспечивающих механизированное движение инструмента и заготовки относительно друг друга с помощью электро- или гидроприводов.
Всякий станок типа токарного или фрезерного имеет механизм подачи с приводом и исполнительным органом, совершающим поступательное движение, и шпиндель, также имеющий привод, но совершающий вращательное движение. При обработке на токарных станках исполнительный орган механизма подачи – суппорт с резцом; на фрезерных станках – стол с приспособлением. Шпиндель имеется у того и другого, только на токарных станках в нем закрепляют заготовку, а на фрезерных – фрезу.
Обработка на станке, как правило, включает в себя придание исполнительному органу механизма подачи станка поступательного движения со скоростью S и шпинделю станка – вращательного движения с частотой вращения n, обусловленных требуемой производительностью и приемлемой стойкостью режущего инструмента («Г.И. Грановский, В.Г. Грановский. Резание металлов. М.: Высшая школа, 1985, стр.10−11»). Однако, исходя из требуемой производительности обработки и приемлемой стойкости инструмента, в процессе работы станка можно столкнуться с явлением резонанса. Резонанс обычно возникает, если частота собственных колебаний  технологической системы станка ТСС (о ТСС см., например, книгу: М.П. Журавлев. Исследование и испытание технологических систем. Екатеринбург: УрФУ, 2017) совпадает с частотой вынужденных колебаний
технологической системы станка ТСС (о ТСС см., например, книгу: М.П. Журавлев. Исследование и испытание технологических систем. Екатеринбург: УрФУ, 2017) совпадает с частотой вынужденных колебаний  , действующих на ТСС при резании. Но частота , как показывает опыт эксплуатации станков, существенно зависит от n и S, поэтому, придавая последним при настройке станка значения, не учитывающие возможность резонанса, его и можно вызвать. В результате ухудшается качество обработки изделия, снижаются стойкость инструмента и долговечность станка.
, действующих на ТСС при резании. Но частота , как показывает опыт эксплуатации станков, существенно зависит от n и S, поэтому, придавая последним при настройке станка значения, не учитывающие возможность резонанса, его и можно вызвать. В результате ухудшается качество обработки изделия, снижаются стойкость инструмента и долговечность станка.
Проблемой, решаемой предлагаемым способом, является недостаточная виброзащищенность прототипа и предотвращение (или, по крайней мере, снижение вероятности) резонанса при работе станка, что будет способствовать повышению качества обработки изделий, увеличению периода стойкости инструмента и продлению времени безотказной эксплуатации станка.
Технически решение указанной проблемы обеспечивается за счет того, что способ обработки заготовки на металлорежущем станке, включающий придание исполнительному органу механизма подачи станка поступательного движения с заданной скоростью  и шпинделю станка вращательного движения с заданной частотой вращения
и шпинделю станка вращательного движения с заданной частотой вращения  , отличающийся тем, что предварительно устанавливают численное значение частоты собственных колебаний технологической системы станка и численные значения частот вынужденных колебаний, действующих на технологическую систему при всех значениях и в диапазонах соответственно от
, отличающийся тем, что предварительно устанавливают численное значение частоты собственных колебаний технологической системы станка и численные значения частот вынужденных колебаний, действующих на технологическую систему при всех значениях и в диапазонах соответственно от  до
до  и от
и от  до
до  согласно паспортным характеристикам станка, при этом в декартовых координатах
согласно паспортным характеристикам станка, при этом в декартовых координатах  , принимая ось
, принимая ось  в качестве абсциссы, ось
в качестве абсциссы, ось  в качестве ординаты и ось
в качестве ординаты и ось  в качестве аппликаты, строят графическое изображение функции в зависимости от переменных
в качестве аппликаты, строят графическое изображение функции в зависимости от переменных  и плоскость, параллельную плоскости
и плоскость, параллельную плоскости  , с аппликатой, равной значению , и находят проекцию на плоскость линии пересечения упомянутых графического изображения функции и плоскости с аппликатой , причем скорость подачи и частоту вращения шпинделя задают из области упомянутых диапазонов значений за исключением значений, совпадающих с координатами линии упомянутой проекции.
, с аппликатой, равной значению , и находят проекцию на плоскость линии пересечения упомянутых графического изображения функции и плоскости с аппликатой , причем скорость подачи и частоту вращения шпинделя задают из области упомянутых диапазонов значений за исключением значений, совпадающих с координатами линии упомянутой проекции.
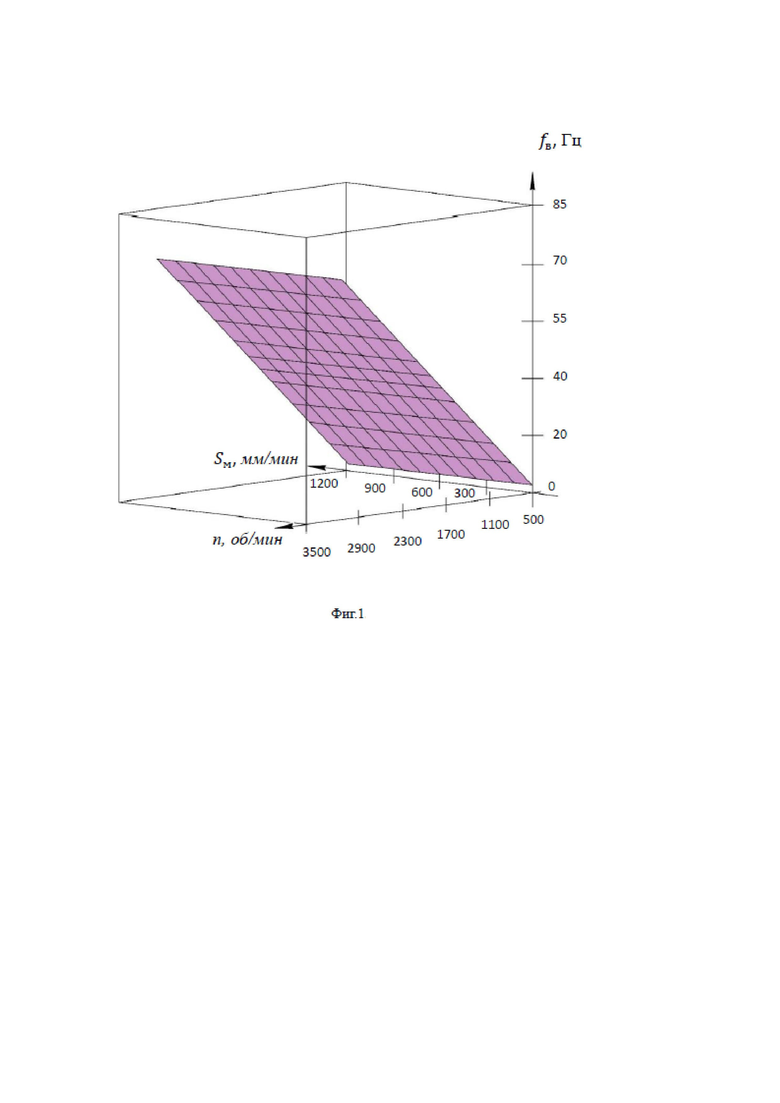
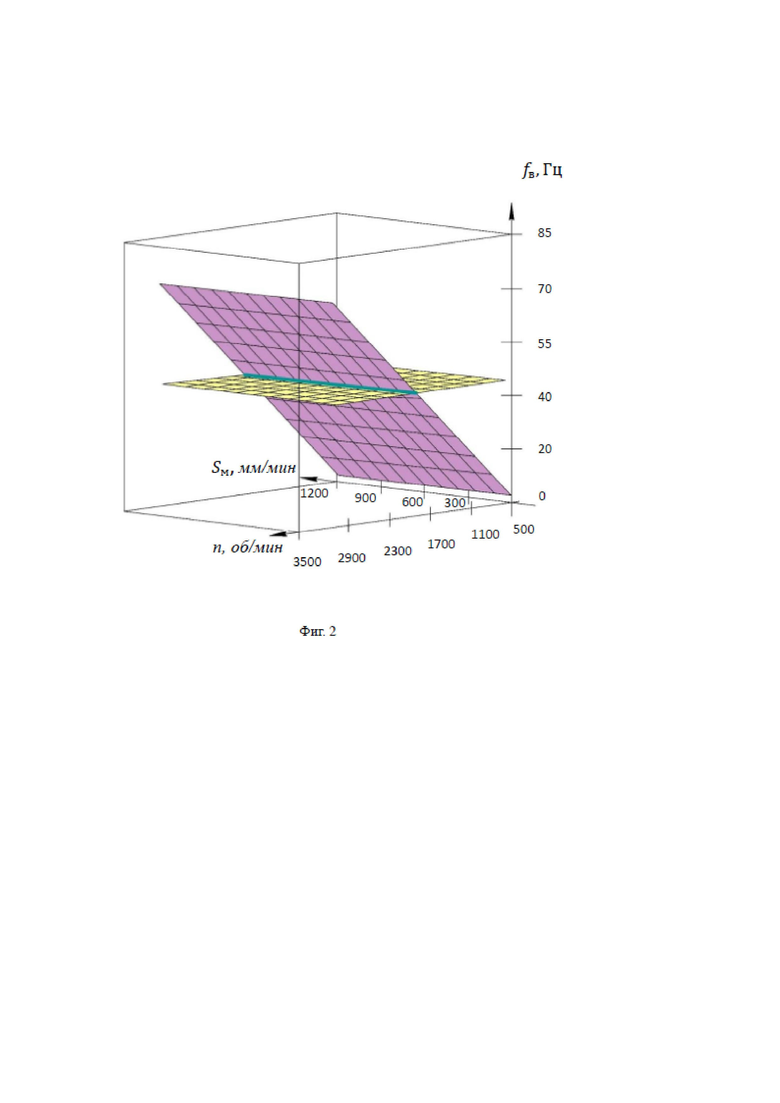
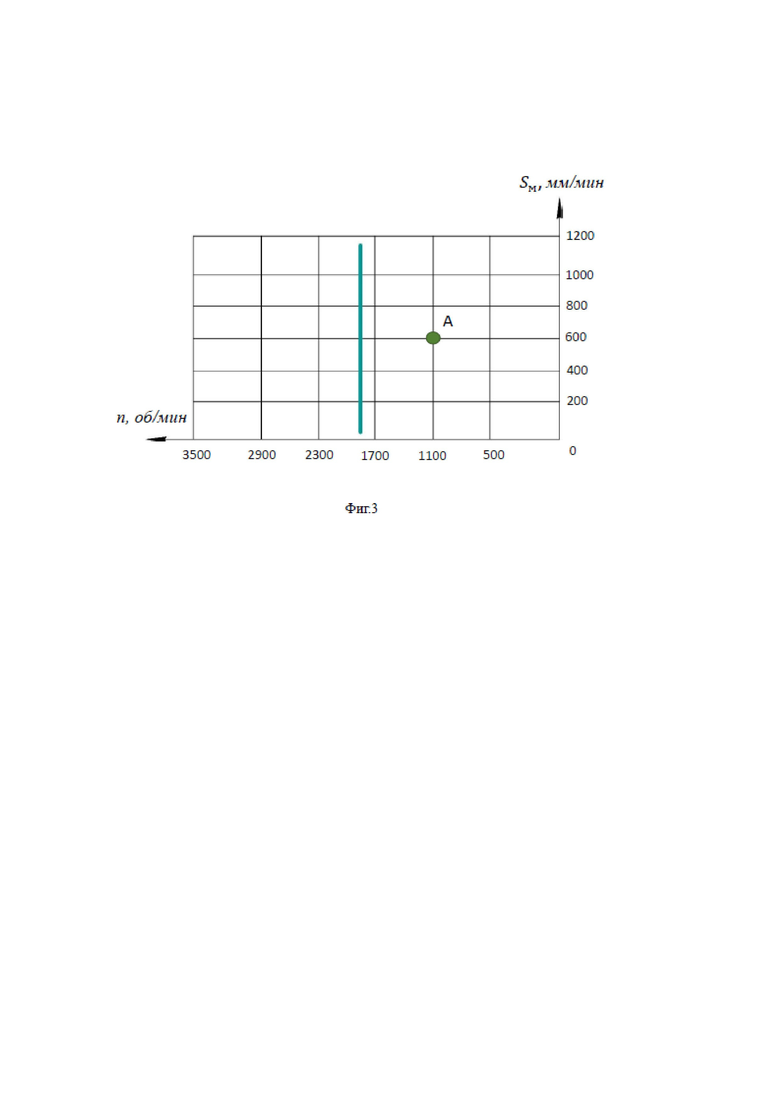
На фиг. 1 – 3 показаны иллюстрации приемов, составляющих предлагаемый способ. На фиг. 1 – пример построения графика функции = F(n,s) , на фиг. 2 – изображение на нем плоскости с аппликатой , на фиг. 3 – проекция линии пересечения графика с плоскостью .
Способ осуществляют следующим образом. На станке, используемом для изготовления требуемой детали, закрепляют режущий инструмент и заготовку. Затем известными методами (например, описанными в книге «Проектирование металлорежущих станков и станочных систем. В 3-х томах. Т.1: Проектирование станков/ А.С. Проников и др. М.: Машиностроение, 1994» или в книге Я.Г. Пановко Введение в теорию механических колебаний. М.: Наука, 1980) устанавливают частоту собственных колебаний полученной технологической системы. После этого по паспорту станка определяют диапазон частот вращения шпинделя станка от до и возможные промежуточные значения n в этом диапазоне:  ,
,  и т.д. Аналогично, также по паспорту станка, определяют диапазон подач от до и возможные промежуточные значения S. Далее, используя экспериментальные методы (например, по числу заострений на поверхности стружки [см. «Г.И. Грановский, В.Г. Грановский. Резание металлов»]) или путем теоретического расчета (см., например, Я.Г. Пановко, Введение в теорию механических колебаний») устанавливают зависимость частот вынужденных колебаний , действующих на технологическую систему в функции от n и S. (Полученные данные могут быть систематизированы в форме таблицы). После этого, используя классические методы построения графиков (см., например, «И.М. Гельфанд и др. Функции и графики. М.: Наука, 1971»), строят график = F(n,s), где F(n,s) – функция от переменных n и S, в декартовых координатах
и т.д. Аналогично, также по паспорту станка, определяют диапазон подач от до и возможные промежуточные значения S. Далее, используя экспериментальные методы (например, по числу заострений на поверхности стружки [см. «Г.И. Грановский, В.Г. Грановский. Резание металлов»]) или путем теоретического расчета (см., например, Я.Г. Пановко, Введение в теорию механических колебаний») устанавливают зависимость частот вынужденных колебаний , действующих на технологическую систему в функции от n и S. (Полученные данные могут быть систематизированы в форме таблицы). После этого, используя классические методы построения графиков (см., например, «И.М. Гельфанд и др. Функции и графики. М.: Наука, 1971»), строят график = F(n,s), где F(n,s) – функция от переменных n и S, в декартовых координатах  ,
,  ,
,  ,
,  , принимая ось в качестве абсциссы,
, принимая ось в качестве абсциссы,  в качестве ординаты и ось в качестве аппликаты. Затем в этой же системе координат изображают плоскость с аппликатой, равной значению , параллельную плоскости , и находят линию пересечения этой плоскости с графиком = F(n,s). Далее строят проекцию полученной линии на плоскость .
в качестве ординаты и ось в качестве аппликаты. Затем в этой же системе координат изображают плоскость с аппликатой, равной значению , параллельную плоскости , и находят линию пересечения этой плоскости с графиком = F(n,s). Далее строят проекцию полученной линии на плоскость .
Выполнив перечисленные действия, на плоскости  выбирают точку, смещенную от проекции линии пересечения, и ее координаты по осям и
выбирают точку, смещенную от проекции линии пересечения, и ее координаты по осям и  принимают за настроечные значения n и S. Поскольку таких точек может быть множество, из них можно выбрать такую, которой соответствуют n и S, удовлетворяющие каким-либо дополнительным требованиям. Например, требованиям к производительности обработки и стойкости режущего инструмента. Указанные требования могут быть учтены так, как это делается обычно, в частности в соответствии со «Справочником технолога-машиностроителя. В 2-х томах. Т.2, М.: Машиностроение, 1986. Стр. 261-303». Выбрав точку, смещенную от проекции линии пересечения графика = F(n,s) и плоскости с аппликатой , и определив ее координаты по осям и
принимают за настроечные значения n и S. Поскольку таких точек может быть множество, из них можно выбрать такую, которой соответствуют n и S, удовлетворяющие каким-либо дополнительным требованиям. Например, требованиям к производительности обработки и стойкости режущего инструмента. Указанные требования могут быть учтены так, как это делается обычно, в частности в соответствии со «Справочником технолога-машиностроителя. В 2-х томах. Т.2, М.: Машиностроение, 1986. Стр. 261-303». Выбрав точку, смещенную от проекции линии пересечения графика = F(n,s) и плоскости с аппликатой , и определив ее координаты по осям и  далее частоту вращения шпинделя станка настраивают на численное значение n, соответствующее координате по оси , а подаче придают численное значение S, соответствующее координате по оси .
далее частоту вращения шпинделя станка настраивают на численное значение n, соответствующее координате по оси , а подаче придают численное значение S, соответствующее координате по оси .
Покажем применение способа на примере. Пусть имеется бесконсольный вертикально-фрезерный станок, у которого = 50 об/мин, = 3500 об/мин, = 20 мм/мин ,
= 3500 об/мин, = 20 мм/мин , = 2000 мм/мин, причем n может изменяться с шагом 230, а S – с шагом 132 . В шпинделе закреплена концевая фреза с параметрами z = 10 ,
= 2000 мм/мин, причем n может изменяться с шагом 230, а S – с шагом 132 . В шпинделе закреплена концевая фреза с параметрами z = 10 , = 120 мм ,
= 120 мм , 38°, где z – число зубьев фрезы, D – диаметр фрезы,
38°, где z – число зубьев фрезы, D – диаметр фрезы,  – угол наклона зубьев фрезы. Масса шпиндельного узла станка
– угол наклона зубьев фрезы. Масса шпиндельного узла станка  = 1000 кг, жесткость этого узла
= 1000 кг, жесткость этого узла  , масса инструмента
, масса инструмента  = 5 кг , жесткость инструмента
= 5 кг , жесткость инструмента 
 .
.
Пользуясь известными соотношениями, имеющими в данном случае вид
и
с достаточной для инженерных расчетов точностью получим частоту собственных колебаний технологической системы =65 Гц. Установим частоты вынужденных колебаний , действующих на технологическую систему, используя также известное соотношение

где B – ширина фрезерования,  – коэффициент жесткости системы «заготовка – приспособление». Приняв =1 на основании данных, приведенных в упоминаемом выше «Справочнике технолога-машиностроителя…», и полагая B = 80 мм, получим
– коэффициент жесткости системы «заготовка – приспособление». Приняв =1 на основании данных, приведенных в упоминаемом выше «Справочнике технолога-машиностроителя…», и полагая B = 80 мм, получим

Построим график в координатах , и (фиг. 1). Изобразим в этих же координатах плоскость с аппликатой, равной =65 Гц и найдем линию пересечения графика F(n,s) и плоскости, соответствующей (фиг. 2). Построим проекции линии пересечения на плоскость (фиг. 3). Выберем на этой плоскости точку А, смещенную от этой проекции и определим её координаты: по оси – 1100, по оси – 600. Придадим далее полученные числовые значения n и S, соответственно, частоте вращения шпинделя станка (настроим частоту вращения шпинделя на найденную величину n) и скорости поступательного перемещения исполнительного органа (в данном случае стола) механизма подачи станка (настроим эту скорость на найденную величину S). При эксплуатации станка в рабочем режиме после такой настройки явление резонанса либо вообще будет предотвращено, либо будет маловероятно. Для обеспечения наиболее надежного предотвращения резонанса смещение точки А от проекции линии пересечения плоскости с аппликатой и графика F(n,S) целесообразно смещать примерно на 25% от расстояния этой проекции от начала координат, в которых построен график F( n,S).
Техническим результатом предложенного способа будет повышение стойкости режущего инструмента, долговечности механизмов станка и точности производимой на нем обработки, что непосредственно следует из невозникновения резонанса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фреза цилиндрическая | 2022 |
|
RU2800441C1 |
| Способ токарной обработки | 2018 |
|
RU2690771C1 |
| Цилиндрическая фреза | 2022 |
|
RU2802939C1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ ЦИКЛИЧЕСКИХ МАШИН - МЕТАЛЛОРЕЖУЩИХ СТАНКОВ ФАЗОХРОНОМЕТРИЧЕСКИМ МЕТОДОМ | 2013 |
|
RU2561236C2 |
| Отрезной резец | 2022 |
|
RU2797230C1 |
| Фреза (варианты) | 2018 |
|
RU2710816C1 |
| СПОСОБ ИДЕНТИФИКАЦИИ ОПЕРАЦИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2014 |
|
RU2583557C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЭРОДИНАМИЧЕСКИХ ПОВЕРХНОСТЕЙ ЛОПАТОК РОТОРОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ НА СТАНКАХ С ЧПУ | 2014 |
|
RU2588757C2 |
| Проходной резец | 2022 |
|
RU2799578C1 |
| ИЗГОТОВЛЕНИЕ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2507040C2 |
Изобретение относится к области металлообработки и может быть использовано при настройке токарных, фрезерных и им подобных металлорежущих станков. Способ обработки включает придание исполнительному органу механизма подачи станка поступательного движения с заданной скоростью и шпинделю станка вращательного движения с заданной частотой вращения, при этом предварительно устанавливают численное значение частоты собственных колебаний технологической системы станка и численные значения частот вынужденных колебаний, действующих на технологическую систему при всех значениях скорости подачи и частоты вращения согласно паспортным характеристикам станка. Скорость подачи и частоту вращения задают из области допустимых значений за исключением значений, совпадающих с координатами линии проекции, которую определяют на основании соответствующих графических построений в декартовых координатах функции частоты вынужденных колебаний и плоскости, с аппликатой, равной значению частоты собственных колебаний. Использование изобретения позволяет повысить точность и качество обработки, а также увеличить продолжительность безотказной работы станка. 3 ил. 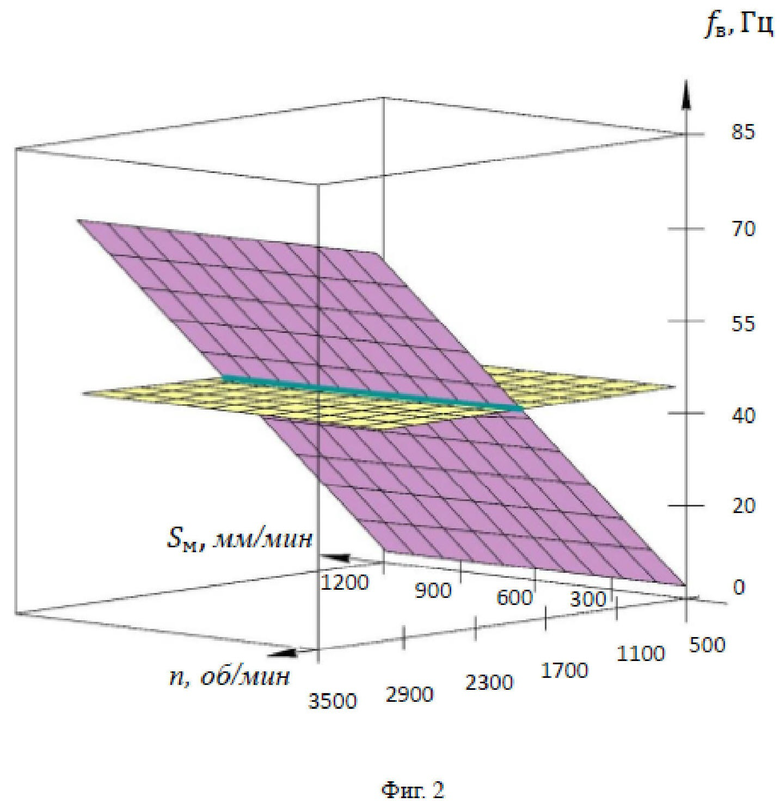
Способ обработки заготовки на металлорежущем станке, включающий придание исполнительному органу механизма подачи станка поступательного движения с заданной скоростью S и шпинделю станка вращательного движения с заданной частотой вращения n, отличающийся тем, что предварительно устанавливают численное значение fc частоты собственных колебаний технологической системы станка и численные значения fв частот вынужденных колебаний, действующих на технологическую систему при всех значениях n и S в диапазонах соответственно от nmin до nmax и от Smin до Smax согласно паспортным характеристикам станка, при этом в декартовых координатах ОnSf, принимая ось Оn в качестве абсциссы, ось ОS в качестве ординаты и ось Оf в качестве аппликаты, строят графическое изображение функции fв в зависимости от переменных n, S и плоскость, параллельную плоскости ОnS, с аппликатой, равной значению fc, и находят проекцию на плоскость ОnS линии пересечения упомянутых графического изображения функции fв и плоскости с аппликатой fc, причем скорость подачи S и частоту вращения шпинделя n задают из области упомянутых диапазонов значений за исключением значений, совпадающих с координатами линии упомянутой проекции.
| ГРАНОВСКИЙ Г.И | |||
| и др., Резание металлов, М., "Высшая школа", 1985, с | |||
| Способ приготовления кирпичей для футеровки печей, служащих для получения сернистого натрия из серно-натриевой соли | 1921 |
|
SU154A1 |
| СПОСОБ ИМИТАЦИОННОГО УПРАВЛЕНИЯ УРОВНЕМ КОЛЕБАНИЙ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ ПРЕЦИЗИОННОГО ТОКАРНОГО СТАНКА | 2007 |
|
RU2361701C2 |
| СПОСОБ ПОДДЕРЖАНИЯ ПРЕДЕЛЬНО ДОПУСТИМЫХ ТЕХНОЛОГИЧЕСКИХ РЕЖИМОВ | 2003 |
|
RU2246124C1 |
| Способ настройки технологического процесса | 1984 |
|
SU1238893A1 |
| Способ управления точностью перемещения | 1986 |
|
SU1425043A1 |
| US 2016161936 A1, 09.06.2016 | |||
| US 2012093603 A1, 19.04.2012. | |||

