Изобретение относится к области обработки металлов давлением и может быть использовано для гибки труб.
При выполнении технологических операций гибки труб трубную заготовку (далее для простоты - трубу) необходимо фиксировать от осевого перемещения и проворота. По многолетнему опыту заявителя, наибольшие усилия при гибке труб возникают в осевом направлении, поэтому приоритетным заявитель считает фиксацию именно в этом направлении.
Известен способ фиксации трубы для гибки, примененный в конструкции трубогибочного станка, в соответствии с которым трубу, имеющую сформированные на концах соединительные головки и накидные гайки, устанавливают на штангу устройства для закрепления и подачи трубы, после чего накидную гайку трубы затягивают на резьбовой части конца упомянутой штанги.
К недостаткам известного решения относится возможность его осуществления только для труб, имеющих сформированные на концах соединительные головки.
Известен способ фиксации трубной заготовки, применяемый при осуществлении способа многоколенной пространственной гибки труб и предусматривающий фиксацию трубы по наружному диаметру с помощью цангового зажима (пат. RU 2422229, опубл. 27.06.2011. Бюл. №18).
Поскольку осевые усилия при гибке трубы весьма велики, при осуществлении известного решения необходимо создавать соответствующие большие усилия зажима трубы в цанговом патроне. К недостаткам известного решения относится возможность повреждения покрытия наружной поверхности трубы при фиксации в цанговом зажиме с усилиями, необходимыми для удержания трубы от осевого смещения при гибке.
Наиболее близким, по совокупности существенных признаков - прототипом заявляемого изобретения - является способ фиксации трубы, применяемый при осуществлении способа получения змеевикового элемента с U-образными коленами заданной кривизны и предусматривающий фиксацию изгибаемой трубы по выступающим элементам, расположенным, в том числе, на удалении от конца трубы (пат. RU 2381859, опубл. 20.02.2010. Бюл. №3). По известному решению, в качестве упомянутых выступающих элементов на трубе выполнены ребра. Фиксацию трубы осуществляют по наружному диаметру ребер в канавках технологических зажимов, имеющих зеркальный шаг оребрения трубы
К недостаткам известного решения относится возможность его применения только для труб, оребренных по наружному диаметру.
Технической задачей, на решение которой направлено предлагаемое изобретение, является обеспечение возможности надежной фиксации для последующей гибки трубы, не имеющей сформированных на концах соединительных головок или оребрения по наружному диаметру.
Техническим результатом осуществления способа фиксации трубы для гибки, предлагаемого в качестве настоящего изобретения, является предотвращение повреждений покрытия наружных поверхностей трубы при использовании цангового зажима.
Решение поставленной технической задачи достигается за счет использования для фиксации трубы цангового зажима с установленным внутри стальным разрезным кольцом, входящим при фиксации трубы в технологическую канавку на ее наружной поверхности.
Этот признак является новым, существенным, промышленно применимым и направленным на достижение заявленного технического результата.
Предлагаемый в качестве настоящего изобретения способ фиксации трубы для гибки осуществляется следующим образом.
1. На наружной поверхности трубы выполняют технологическую канавку.
2. Трубу устанавливают с зазором по наружному диаметру в цангу, являющуюся частью трубогибочного оборудования. При этом стальное разрезное кольцо располагается напротив технологической канавки на наружной поверхности трубы.
3. Механизмом фиксации сжимают цангу. Упомянутое выше стальное разрезное кольцо входит в технологическую канавку на наружной поверхности трубы. Контактные поверхности цанги касаются трубы с минимальным радиальным усилием или вовсе не касаются ее, то есть между цилиндрической поверхностью трубы и поверхностями цанги в ее сжатом положении может сохраняться зазор.
После этого выполняют гибку трубы, придавая ей заданную форму. Усилие, с которым сжата цанга, рассчитано таком образом, чтобы сопротивление осевому смещению трубы при гибке оказывало стальное разрезное кольцо, введенное в технологическую канавку на наружной поверхности трубы.
Размеры технологической канавки, расстояние до нее от торца трубы, конструктивные особенности цанги, кроме наличия в ней стального разрезного кольца, а также конструкция механизма фиксации цанги не являются предметом патентной охраны.
Пример осуществления предлагаемого способа
Гнули стальную бесшовную толстостенную трубу наружным диаметром 14 мм.
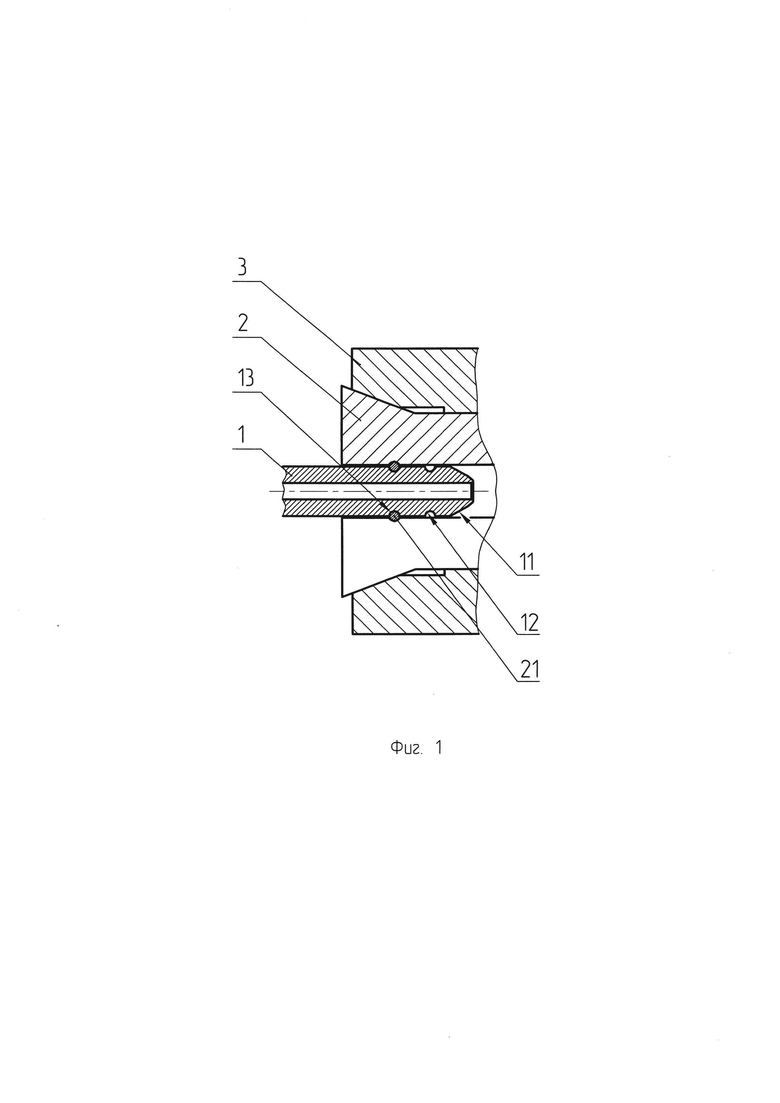
Труба была предназначена для использования в составе топливопровода высокого давления (далее - ТВД) дизельного двигателя. По условиям уплотнения соединения ТВД с ответной деталью, на заданном расстоянии от торца установлено стальное кольцо, не используемое при гибке, но необходимое в эксплуатации (см. фиг. 1). На фиг. 1 позициями обозначены:
1 - труба;
11 - уплотнительный конус на торце трубы 1;
12 - канавка для кольца, необходимого для эксплуатации ТВД;
13 - технологическая канавка на наружной поверхности трубы 1;
2 - цанга;
21 - стальное разрезное кольцо в цанге 2;
3 - механизм фиксации цанги 2.
Канавку 12 не стали использовать для осуществления предлагаемого способа по двум причинам: во-первых, для предохранения уплотнительного конуса 11 от возможных деформаций при передаче усилия от стального разрезного кольца 21 при гибке и, во-вторых, для создания более протяженной базы для цанги 2.
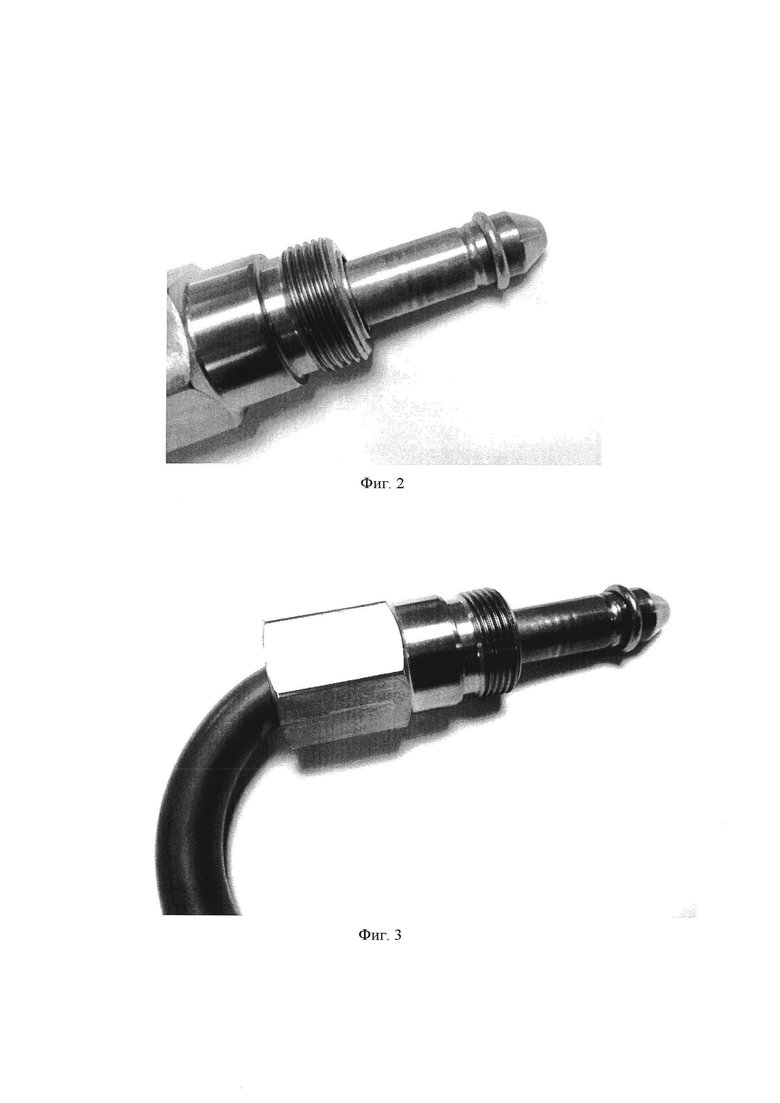
Изготовленный ТВД, укомплектованный изогнутой трубой, накидной гайкой и кольцом, необходимым для эксплуатации, показан на фиг. 2 и фиг. 3.
Осуществление предлагаемого способа фиксации трубы для гибки позволило избежать повреждения покрытия трубы при использовании цангового зажима.
Предлагаемый способ фиксации трубы для гибки готовится к серийному производству на Алтайском заводе прецизионных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки опорных поверхностей зажимного устройства пресса для высадки концов труб | 2023 |
|
RU2818708C1 |
| Цанговый соединитель | 2019 |
|
RU2702488C1 |
| ШПИНДЕЛЬ С ЗАЖИМНЫМ ЦЕНТРИРУЮЩИМ ПАТРОНОМ | 2009 |
|
RU2400331C1 |
| ТРУБНЫЙ МАНИПУЛЯТОР | 2011 |
|
RU2499647C2 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| ГИДРОПРИВОД ДЛЯ БЕСТРАНШЕЙНОЙ ЗАМЕНЫ И ПРОКЛАДКИ ПОДЗЕМНЫХ КОММУНИКАЦИЙ (ВАРИАНТЫ) | 2018 |
|
RU2731259C2 |
| ЗАЖИМНОЕ УСТРОЙСТВО | 2003 |
|
RU2265500C2 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| ТРУБОГИБОЧНЫЙ СТАНОК | 2019 |
|
RU2708488C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при гибке труб. На наружной поверхности трубы выполняют технологическую канавку. Изгибаемую трубу устанавливают в цангу цангового зажима. Внутри цангового зажима размещают стальное разрезное кольцо, которое при сжатии цанги вводят в технологическую канавку трубы. При фиксации трубы между ее цилиндрической поверхностью и поверхностью цанги в ее сжатом состоянии обеспечивают зазор. В результате предотвращается повреждение покрытия наружной поверхности трубы цанговым зажимом. 1 з.п. ф-лы, 3 ил., 1 пр.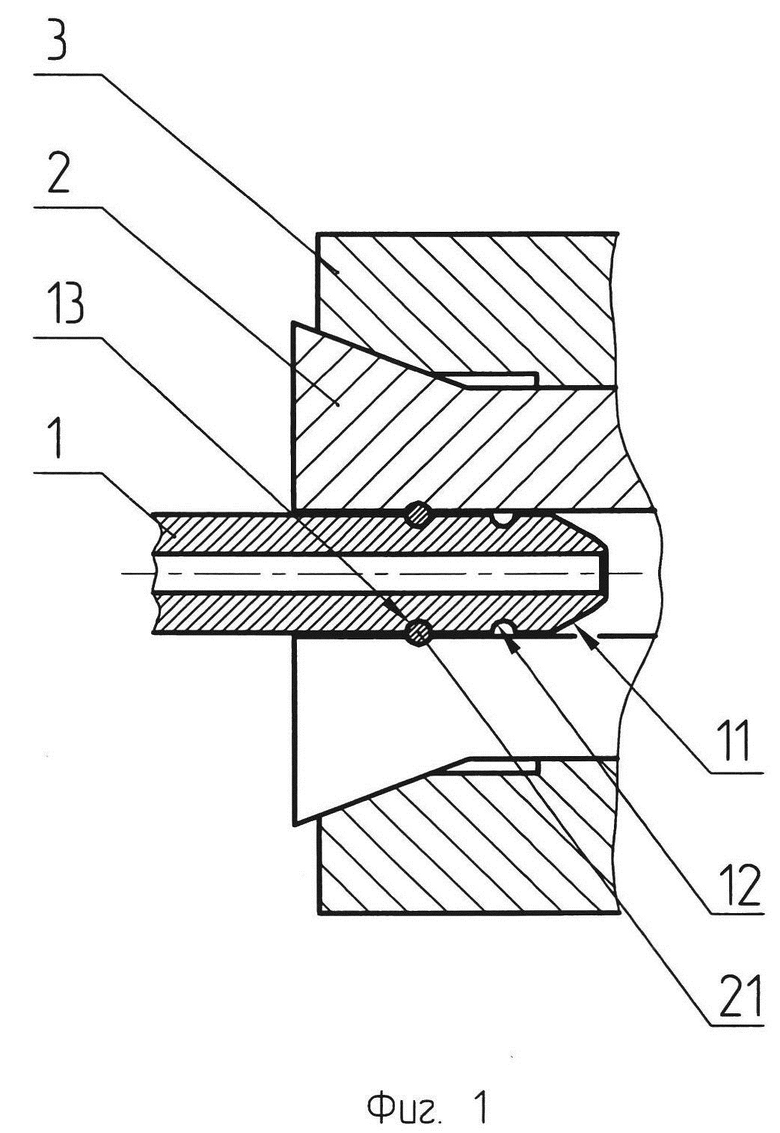
1. Способ фиксации трубы для гибки, включающий фиксацию изгибаемой трубы путем сжатия цанги цангового зажима, отличающийся тем, что на наружной поверхности трубы выполняют технологическую канавку, а внутри цангового зажима устанавливают стальное разрезное кольцо, которое при сжатии цанги цангового зажима вводят в упомянутую технологическую канавку.
2. Способ по п. 1, отличающийся тем, что при фиксации трубы между ее цилиндрической поверхностью и поверхностью цанги в ее сжатом состоянии обеспечивают зазор.
| RU 79260 U1, 27.12.2008 | |||
| Способ определения скорости течения шлакового расплава | 1961 |
|
SU152120A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2002 |
|
RU2242313C2 |
| US 2935328 A1, 03.05.1960 | |||
| US 5337590 A1, 16.08.1994. | |||

