Настоящее изобретение относится к области изготовления стеклянных сосудов, например, таких как бутылки, банки или флаконы, с применением формовочной установки, содержащей несколько формовочных секций.
Как известно, формовочная установка содержит несколько формовочных секций, каждая из которых включает в себя по меньшей мере одну черновую форму и по меньшей мере одну чистовую форму. Эта установка содержит также распределитель капель расплавленного стекла или капель тягучего стекла, падающих под действием силы тяжести в каждую черновую форму. В первую очередь каплю расплавленного стекла формуют в виде заготовки в черновой форме, затем ее перемещают для конечного формования в чистовой форме. Каждый сосуд, извлеченный из чистовой формы еще при температуре порядка 600°С, доставляют затем на различные посты обработки и контроля.
Контроль качества стеклянных сосудов необходим, чтобы исключить изделия, имеющие дефекты, которые могут повлиять на их внешний вид или, что еще более серьезно, представляют впоследствии реальную опасность для пользователя.
Первый критерий качества сосудов относится к распределению стекла, то есть к распределению толщины стеклянной стенки.
Распределение стекла в изготавливаемых сосудах зависит от нескольких задаваемых параметров процесса формования, таких как качество загрузки стекла в черновую форму. Действительно, центровка стеклянной капли относительно черновой формы, время поступления капли, ее ориентация/наклон при ее входе в форму напрямую влияют на распределение стекла в изготовленных сосудах. На это распределение влияют также другие характеристики, например, смазка и вентиляция форм, распределение температуры в капле, деформации капли во время распределения.
Кроме того, формы и, в частности, чистовая форма, определяют геометрическую форму сосудов, в частности, ее наружную поверхность. Формирование стеклянной капли определяет количество стекла, образующего сосуд. Однако внутреннюю поверхность сосуда получают посредством чернового выдувания или выдувания стеклянной капли, загруженной в черновую форму, затем полученную заготовку выдувают в чистовой форме. Внутренняя поверхность зависит от многих задаваемых параметров процесса, и толщина может меняться в разных местах конечного сосуда в зависимости от этих параметров. Например, вертикальная стенка корпуса может иметь более толстые или более тонкие области, часть дна может быть более толстой, например, внутренняя поверхность дна может быть наклонной или трапециевидной, а не плоской. Часть плеча, соответствующая правой полуформе, может быть более толстой, чем противоположная часть. В другой ситуации толщина низа корпуса может увеличиваться за счет верха корпуса. Случается также, что на уровне пятки или плеча сосуда появляются тонкие зоны толщиной ниже определенного порога.
Ненормальное распределение стекла является производственным дефектом, который необходимо исправлять. Следует учитывать, что желательно идентифицировать производственный дефект как можно раньше на выходе формовочной установки, чтобы устранить его как можно раньше на этой установке. Были предложены различные решения для контроля распределения стекла сосудов при высокой температуре, выходящих из формовочной машины.
Простым, но недостаточно точным методом является ручное исследование операторами, которые рассекают сосуд и измеряют толщину стенки в сечении. Значение измерения можно получить при помощи штангенциркуля, щупа или калибра. Этот деструктивный метод, применяемый с осторожностью, дает измерение, которое является неточным и ограничено местом расположения разреза.
Существуют ручные датчики толщины стекла. Например, ручные датчики Холла измеряют расстояние между внутренним шариком и датчиком, входящим в контакт с наружной стороной. Будучи точными, они являются только ручными, и необходимо много времени, чтобы получить распределение стекла на всем сосуде. Кроме того, это измерение не помогает операторам в управлении процессом формования.
Другим способом является наблюдение горячих сосудов, движущихся на выходном конвейере, при помощи инфракрасной камеры с учетом того, что толстые области сосудов излучают в большей степени. Следовательно, анализ инфракрасных изображений сосудов в разных частях может отображать разнородные распределения стекла. Однако, поскольку дефекты распределения температур тоже являются причиной неоднородности излучения, то ни оператор, ни машина контроля не располагают реальной информацией о распределении стекла. Кроме того, некоторые области оказываются скрытыми для камеры, даже если используют две камеры.
Другим критерием качества сосудов из стекла является номинальная или полная емкость сосудов.
Емкость сосуда является минимальным объемом жидкости, которую он содержит, будучи заполненным до краев или до определенной высоты под поверхностью ободка сосуда. Регламентные или административные документы предписывают точное знание емкости сосудов. Реальная емкость сосудов должна соответствовать емкости, указанной на сосуде, например, выгравированной на сосуде или напечатанной на наклеенной на сосуд этикетке.
Некоторые отклонения от процесса изготовления сосудов могут привести к разбросам их емкости. При постоянном объеме стекла, если объем чистовой формы увеличивается в ходе износа, внутренний объем сосуда увеличивается. При постоянном объеме формы, если объем стекла увеличивается, емкость сосуда уменьшается. Точно так же, разбросы геометрической формы (высота, овальность корпуса и т.д.) могут оказывать влияние на емкость сосудов. Для измерения объемных характеристик форм в патенте FR 2 717 574 предложены способ и устройство измерения внутреннего объема стеклодувной формы.
Для измерения емкости сосудов известна, например, машина, выпускаемая компанией AGR international, Inc. (http://www.agrintl.com/products/view/10/Fili-Height-Tester), основанная на принципе взвешивания. Эта машина содержит плиту для взвешивания, на которую своим дном опирается пустой сосуд в статическом равновесии за счет силы тяжести, действующей на горизонтальную плоскость опоры. Затем этот сосуд заполняют жидкостью известной плотности до номинального уровня, определяемого относительно плоскости опоры, ограниченной плитой взвешивания. Заполнение сосуда до номинального уровня производят, заполняя емкость сверх номинального уровня и удаляя избыточный объем при помощи пипетки, опирающейся на поверхность ободка сосуда таким образом, чтобы отверстие пипетки находилось на номинальном уровне относительно плоскости опоры. Путем взвешивания при известной температуре эта машина осуществляет измерение количества жидкости, реально содержащегося внутри сосуда и соответствующего действительной емкости сосуда.
Недостаток этой машины связан с временем, необходимым для осуществления этого измерения. Кроме того, недостатком этой машины является невозможность осуществления других размерных измерений, если не считать веса пустого сосуда. Таким образом, эта машина лишь дополняет автоматические приборы контроля геометрических размеров оптического или механического контактного типа, которые не позволяют измерять емкость сосудов.
Из документа US 2014/211980 известны также способ и рентгеновский прибор для измерения объема жидкости, частично заполняющей бутылку, в частности, посредством отслеживания поверхности жидкости внутри бутылки. Хотя этот способ позволяет измерять объем жидкости внутри бутылки, эта технология не позволяет измерить реальную емкость бутылки, с одной стороны, и в стандартных условиях измерения, с другой стороны.
В патентной заявке US 2010/303287 описан рентгеновский прибор, выполненный с возможностью определять, содержит ли объект жидкость. Такое решение позволяет измерять объем жидкости, содержащийся внутри бутылки, но технология, раскрытая в этом документе, имеет те же недостатки, что и решение, представленное в документе US 2014/211980. В этом же контексте в патентной заявке WO 2013/185819 описаны способ и рентгеновская система для обнаружения дефектов в сосудах или в их содержимом. Этот способ не позволяет измерять реальную емкость бутылки в стандартных условиях измерения. Кроме того, эти технологии не помогают операторам в управлении процессом формования, применяемом в формовочной установке.
Другой критерий качества стеклянных сосудов относится к отображению рельефных элементов, выполненных на сосудах для обеспечения либо эстетических функций, таких как эмблемы или декоративные гравировки, либо для технических функций (текст, код или другая надпись о емкости, о номере формы, номере партии, о товарном знаке, о модели), либо для механических функций, таких как венчик или резьба для колпачка, установочный выступ или вырез, бороздки донного контакта, держатель этикетки.
Отображение рельефных элементов выражает то, что рельефный элемент относительно средней гладкой поверхности или поверхности заднего плана является достаточным:
- либо для считывания человеком (эстетический аспект или считывание важной информации);
- либо для автоматического считывания (номера форм на уторе, закодированные в виде точек или шариков);
- либо для механического использования, например, установочный зубец для ориентации сосуда.
Отображение рельефных элементов зависит от многих параметров:
- износ формы, то есть снижение положительного или отрицательного уровня полости формы;
- загрязнение полости формы грязью, закупоривающей полость формы и мешающей поступлению стекла в полость;
- термическое состояние стекла, которое, если является слишком холодным в месте полости, оказывается слишком вязким, чтобы проходить в полость;
- закупоривание вентиляционных отверстий, позволяющих выпускать воздух, заключенный между полостью и стеклом, или недостаточность вакуума, когда вентиляционные отверстия требуют подсоединения к вакууму.
Оценка отображения рельефных элементов, которая всегда является очень поверхностной, часто производится визуально и субъективно. Кроме того, редкие измерения производятся при контроле качества вручную или при помощи оптического микроскопа, или при помощи щупов. Эти измерения являются слишком запоздалыми, чтобы служить для управления процессом формования. В целом, не существует стандартного принципа измерения отображения рельефных элементов.
Еще один критерий качества стеклянных сосудов относится к внутренней геометрии горловины. Действительно, если говорить о процессе выдувания-выдувания, внутренняя поверхность горловины формируется не формой, а сжатым воздухом.
Технические требования к горловине являются строгими с учетом будущего использования сосудов. Так, возможность введения заливной трубки будет гарантирована, если по высоте горловины соблюден минимальный диаметр. В реальности, необходимо, чтобы горловина могла вмещать твердый прямой цилиндр достаточного диаметра. Эта проверка называется «протяжкой».
Диаметр на уровне поверхности ободка или сразу под ним называется «диаметром на отверстии». Обычно внутренний диаметр цилиндра измеряют на заданной глубине под поверхностью ободка, например, 5 мм, при этом диаметр должен входить в интервал допуска на указанной глубине. Это необходимо, когда сосуд предусмотрен для закрывания пробкой, обеспечивающей герметичность за счет своего контакта с внутренней поверхностью верхней части горловины.
Когда сосуд предназначен для закрывания эластичной пробкой, например, из пробкового дерева, то на всей высоте, где устанавливается пробка, например, на 50 мм, диаметры должны иметь заданный профиль, называемый «внутренним профилем» или «профилем откупоривания», который является функцией, связывающей внутренний диаметр с глубиной.
Ранее были предложены различные решения для осуществления такого контроля. Например, в патенте GB 1 432 120 описано устройство для контроля сосудов, содержащее несколько постов контроля, один из которых предназначен для контроля размерного соответствия ободков и горлышек сосудов. Этот пост контроля содержит подвижный узел, приводимый механизированной приводной системой в возвратно-поступательное движение относительно станины устройства в направлении перемещения, параллельном оси симметрии сосудов. Этот подвижный узел оснащен наружным калибром контроля наружной поверхности ободка сосудов и внутренним калибром контроля внутренней поверхности ободка и горлышка сосудов.
Недостатком такого известного устройства является риск сильного соударения между проверочной головкой и сосудом, что может привести к повреждению сосуда или калибра. Другим недостатком контроля этого типа является то, что в его рамках не измеряют диаметры, а только производят проверку входа цилиндра. Следовательно, он не позволяет измерить внутренний профиль.
В современных устройствах измерения внутреннего профиля на анализируемого сосудах сосудов необходимо вводить в горлышко шарнирные щупы в количестве двух в противоположном положении, реже в количестве трех на 120°. Оба щупа образуют две шарнирные ветви в виде пинцета. Нижние концы пинцета входят в контакт с внутренней поверхностью под действием пружины. Промежуток между ними дает внутренний диаметр. При этом пинцет и сосуд поворачивают относительно друг друга, чтобы получить несколько диаметров на 360°, после чего измерение возобновляют на других глубинах. Недостатком этих щупов является замедленность их действия, хрупкость, износ, недостаточная точность, так как нет гарантии, что они измеряют диаметры, а не хорды дуг. Кроме того, следует избегать любого контакта с горячими сосудами.
Существуют также другие критерии качества сосудов из стекла, например, относящиеся к функциональным размерам ободка сосудов, к плоскостности поверхности ободка сосудов, к вертикальности сосудов, полной или определяемой на уровне горлышка или корпуса сосудов, и т.д.
Наружные диаметры и овальность стенки, высоту сосуда, вертикальность корпуса, горлышка или общую вертикальность сосуда, плоскостность ободков, внутренние диаметры горловин измеряют при помощи «многофункциональных» приборов контроля. Следует отметить, что эти приборы измерения сосудов путем их отбора в основном используют либо механические щупы, либо оптические детекторы. В отличие от того, что мог бы ожидать специалист в данной области, выполнение сосудов из прозрачного стекла не позволяет легко измерить внутреннюю поверхность при помощи оптических способов. По этой причине измерения внутренних диаметров горловин производят при помощи механических щупов, даже когда все другие измерения являются оптическими.
Анализ предшествующего уровня техники позволяет констатировать, что контроль качества стеклянных сосудов требует применения множества устройств контроля или измерения. Кроме того, эти устройства контроля или измерения не позволяют получить точные, повторяющиеся и быстрые измерения. Наконец, эти устройства контроля или измерения не могут выдавать достаточно полную информацию для определения необходимых поправок к задаваемым параметрам установки формования стеклянных сосудов.
Настоящее изобретение призвано устранить недостатки известных решений и предложить способ контроля качества стеклянных сосудов, позволяющий при помощи одной машины производить точные, повторяющиеся и быстрые измерения и обеспечивающий получение более полной информации для коррекции задаваемых параметров процесса формования стеклянных сосудов на формовочной установке.
Изобретение призвано также предложить новый способ, позволяющий контролировать критерий качества стеклянных сосудов, такой как распределение стекла этих сосудов, а также емкость этих сосудов или отображение рельефных элементов, присутствующих на таких стеклянных сосудах.
Изобретение призвано также предложить новый способ, дающий возможность во всех случаях контролировать на одной машине многие другие критерии качества стеклянных сосудов.
Изобретение призвано также предложить способ контроля качества сосудов, который можно применять в любой момент процесса формования сосудов, но предпочтительно сразу после их формования, поскольку сосуды имеют еще высокую температуру.
Для решения этих задач предложен способ, предназначенный для контроля процесса формования стеклянных сосудов с применением установки, имеющей несколько отдельных формовочных секций, в каждой из которых сначала по меньшей мере одной капли расплавленного стекла придают форму заготовки по меньшей мере в одной черновой форме, затем ей придают окончательную форму по меньшей мере в одной чистовой форме.
Согласно изобретению, способ содержит следующие этапы:
- отбирают сосуд, называемый анализируемым сосудом, выходящий из идентифицированной черновой формы и из идентифицированной чистовой формы;
- анализируемый сосуд помещают на держатель анализируемого сосуда прибора рентгеновской компьютерной томографии;
- при помощи прибора томографии делают несколько рентгеновских изображений анализируемого сосуда под разными углами проекции;
- рентгеновские изображения передают в вычислительное устройство;
- в вычислительное устройство передают положение анализируемого сосуда в чистовой форме в системе координат, связанной с формой;
- при помощи вычислительного устройства анализируют рентгеновские изображения с целью:
- построить в виртуальной системе координат трехмерную цифровую модель анализируемого сосуда на основании рентгеновских изображений;
- определить положение трехмерной цифровой модели по отношению к положению анализируемого сосуда в системе координат, связанной с формой;
- и трехмерную цифровую модель анализируют, чтобы определить по меньшей мере один показатель качества анализируемого сосуда, связанный по меньшей мере с одной областью анализируемого сосуда, позволяющий вывести корректирующую информацию по меньшей мере для одного задаваемого параметра процесса формования, связанного с формой для формования анализируемого сосуда.
Заявленный способ может дополнительно содержать в комбинации по меньшей мере один и/или другой из следующих дополнительных признаков:
- для определения положения трехмерной цифровой модели по отношению к положению анализируемого сосуда в системе координат, связанной с формой, применяют метод, состоящий в обнаружении установочного рельефного элемента на анализируемом сосуде и в размещении анализируемого сосуда на держателе анализируемого сосуда таким образом, чтобы позиционировать его установочный рельефный элемент относительно визуального или механического установочного устройства держателя анализируемого сосуда;
- для определения положения трехмерной цифровой модели по отношению к положению анализируемого сосуда в системе координат, связанной с формой (далее – система координат формы) применяют другой метод, в ходе которого:
- на анализируемом сосуде выбирают установочный рельефный элемент, положение которого известно в системе координат формы;
- на трехмерной цифровой модели определяют виртуальный установочный рельефный элемент, соответствующий выбранному установочному рельефному элементу;
- и определяют положение виртуального установочного рельефного элемента в виртуальной системе координат, чтобы вывести из него положение трехмерной цифровой модели в системе координат формы;
- согласно другому предпочтительному варианту, чтобы построить трехмерную цифровую модель, учитывают держатель анализируемого сосуда таким образом, чтобы иметь виртуальную вертикальную ось, проходящую по существу перпендикулярно относительно виртуальной плоскости опоры анализируемого сосуда на держателе анализируемого сосуда, и обеспечить относительное вращение трехмерной цифровой модели вокруг виртуальной вертикальной оси, чтобы привести виртуальный установочный рельефный элемент в положение, соответствующее положению установочного рельефного элемента в системе координат формы;
- предпочтительно черновую форму и/или чистовую форму, из которой извлекают анализируемый сосуд, идентифицируют по номеру формы или номеру места расположения и этот номер формы или места расположения связывают с показателем качества анализируемого сосуда;
- чтобы идентифицировать черновую форму и/или чистовую форму, из которой извлекают анализируемый сосуд с рельефным элементом, показывающим номер формы или места расположения в виде кода или в буквенно-цифровом виде, в рамках способа:
- обеспечивают считывание рельефного элемента, выполненного на анализируемом сосуде, и считанный номер передают в вычислительное устройство;
- или анализируют трехмерную цифровую модель анализируемого сосуда, определяя место виртуального рельефного элемента, соответствующего рельефному элементу анализируемого сосуда, и считывают этот виртуальный рельефный элемент, чтобы передать его в вычислительное устройство;
- согласно предпочтительному варианту, анализируемый сосуд отбирают самое позднее перед входом в печь отжига установки;
- предпочтительно в рамках способа определяют показатель качества анализируемого сосуда, позволяющий вывести корректирующую информацию по меньшей мере для одного задаваемого параметра процесса формования сосудов для идентифицированных форм, в том числе:
- веса или формы капли стекломассы, загружаемой в идентифицированную черновую форму;
- положения или скорости капли стекломассы при ее загрузке в идентифицированную черновую форму;
- синхронизации или скорости или силы при движении механизмов прессующих пуансонов, идентифицированных форм, механизмов переноса заготовки, извлекающих зажимов;
- охлаждения идентифицированных форм или соответствующего пуансона;
- давления выдувания или прессования для идентифицированных форм;
- замены идентифицированной формы;
- согласно примеру применения способа, определяют показатель качества, такой как распределение стекла анализируемого сосуда;
- согласно еще одному примеру применения способа, определяют показатель качества, такой как по меньшей мере одно измерение объема анализируемого сосуда, в том числе, емкости анализируемого сосуда, объема по огибающей анализируемого сосуда и объема стекла анализируемого сосуда;
- согласно еще одному примеру применения способа, определяют показатель качества, такой как отображение рельефных элементов, выполненных на анализируемом сосуде;
- согласно еще одному примеру применения способа, определяют показатель качества, такой как внутренняя геометрия горловины анализируемого сосуда;
- согласно еще одному примеру применения способа, определяют показатель качества, такой как плоскостность поверхности ободка анализируемого сосуда;
- согласно еще одному примеру применения способа, определяют показатель качества, такой как наружные диаметры корпуса анализируемого сосуда;
- для определения распределения стекла как показателя качества анализируемого сосуда определяют положение центра массы трехмерной цифровой модели или участка указанной модели и это положение сравнивают с контрольным положением;
- для определения распределения стекла как показателя качества анализируемого сосуда определяют толщину стеклянной стенки по меньшей мере на одной области анализируемого сосуда, выявляя в этой области положение зоны с толщиной, превышающей заранее определенное значение, и/или с толщиной, меньшей заранее определенного значения, в случае необходимости, определяя протяженность указанной зоны, и/или выявляя присутствие и положение места в стенке, имеющего минимум и максимум толщины в этой области;
- для определения распределения стекла как показателя качества анализируемого сосуда:
- определяют объем стекла, содержащийся по меньшей мере в двух областях трехмерной цифровой модели, разделенной либо вертикальной плоскостью сечения, содержащей виртуальную вертикальную ось трехмерной цифровой модели, либо горизонтальной плоскостью сечения, перпендикулярной к указанной виртуальной вертикальной оси;
- и указанные объемы сравнивают с контрольными значениями объема и/или между несколькими областями одного и того же анализируемого сосуда, и/или между несколькими анализируемыми сосудами;
- для определения отображения рельефных элементов, выполненных на анализируемом сосуде, как показателя качества анализируемого сосуда:
- на трехмерной цифровой модели анализируемого сосуда позиционируют по меньшей мере одну плоскость разреза таким образом, чтобы она рассекала по меньшей мере часть виртуального рельефного элемента наружной поверхности указанной модели;
- на плоскости сечения определяют характерную кривую сечения виртуального рельефного элемента;
- на характерную кривую по меньшей мере частично накладывают кривую нулевой абсолютной высоты, представляющую собой кривую наружной поверхности анализируемого сосуда, не имеющего указанного виртуального рельефного элемента;
- характерную кривую сравнивают с кривой нулевой абсолютной высоты, вычисляя в качестве критерия отображения виртуального рельефного элемента по меньшей мере одну из следующих величин:
- расстояние между характерной кривой и кривой нулевой абсолютной высоты;
- разность между наклоном характерной кривой и наклоном кривой нулевой абсолютной высоты, в заданном положении;
- изменение наклона характерной кривой;
- площадь, ограниченную характерную кривой и кривой нулевой абсолютной высоты;
- для определения отображения рельефных элементов, выполненных на анализируемом сосуде, как показателя качества анализируемого сосуда, согласно варианту:
- определяют характерную поверхность, отображающую рельефный элемент, как участок наружной поверхности трехмерной цифровой модели в интересующей зоне, содержащий по меньшей мере часть виртуального рельефного элемента;
- на наружную поверхность интересующей зоны по меньшей мере частично накладывают поверхность нулевой абсолютной высоты, отображающую поверхность интересующей зоны, не имеющей указанного виртуального рельефного элемента;
- характерную поверхность сравнивают с поверхностью нулевой абсолютной высоты, вычисляя в качестве критерия отображения рельефного элемента по меньшей мере одну из следующих величин:
- расстояние между поверхностью нулевой абсолютной высоты и характерной поверхностью;
- разность между наклоном поверхности нулевой абсолютной высоты и наклоном характерной поверхности, в заданном положении;
- изменение наклонов характерной поверхности;
- ряд объемов, ограниченных поверхностью нулевой абсолютной высоты и характерной поверхностью;
- для определения отображения рельефных элементов, выполненных на анализируемом сосуде, как показателя качества анализируемого сосуда, согласно другому варианту:
- определяют характерную поверхность виртуального рельефного элемента, как участок наружной поверхности трехмерной цифровой модели в интересующей зоне, содержащий по меньшей мере часть виртуального рельефного элемента, соответствующего рельефному элементу анализируемого сосуда;
- на наружную поверхность интересующей зоны по меньшей мере частично накладывают теоретическую поверхность рельефного элемента, представляющую собой поверхность интересующей зоны, если виртуальный рельефный элемент отображен правильно;
- характерную поверхность сравнивают с теоретической поверхностью, вычисляя в качестве критерия отображения рельефного элемента по меньшей мере одну из следующих величин:
- расстояние между характерной поверхностью и теоретической поверхностью;
- разность между наклонами поверхностей в заданном положении;
- ряд объемов, ограниченных поверхностями;
- для определения отображения рельефных элементов, выполненных на анализируемом сосуде, как показателя качества анализируемого сосуда, согласно варианту:
- на трехмерной цифровой модели выбирают виртуальный рельефный элемент, соответствующий рельефному элементу с технической функцией, положение которого известно;
- плоскость сечения позиционируют таким образом, чтобы она рассекала указанный рельефный элемент по плоскости сечения, соответствующей плоскости проектирования;
- получают характерную кривую сечения виртуального рельефного элемента;
- на этой характерной кривой измеряют радиус кривизны и/или угол, длину, расстояние до кривой нулевой абсолютной высоты;
- измерение сравнивают с заранее определенными значениями допуска.
- для определения емкости анализируемого сосуда как показателя качества анализируемого сосуда, согласно способу:
- определяют внутреннюю поверхность трехмерной цифровой модели анализируемого сосуда;
- определяют плоскость уровня заполнения на трехмерной цифровой модели анализируемого сосуда, при этом уровень заполнения является либо виртуальной плоскостью поверхности ободка, либо номинальной плоскостью уровня заполнения;
- и посредством вычисления определяют внутренний объем трехмерной цифровой модели анализируемого сосуда, ограниченный внутренней поверхностью и плоскостью уровня заполнения, и это значение является емкостью анализируемого сосуда;
- для определения объема по огибающей анализируемого сосуда как показателя качества анализируемого сосуда, согласно способу:
- определяют наружную поверхность трехмерной цифровой модели анализируемого сосуда;
- определяют ограничивающую плоскость объема как плоскость поверхности ободка или нижнюю плоскость формовочного стыка ободка;
- и вычисляют внутренний объем, ограниченный наружной поверхностью и ограничивающей плоскостью, как объем по огибающей анализируемого сосуда;
- для определения объема стекла анализируемого сосуда как показателя качества анализируемого сосуда, в рамках способа определяют объем стенки трехмерной цифровой модели анализируемого сосуда;
- в предпочтительном варианте анализируют трехмерную цифровую модель, выявляя пузырьки, соответствующие пропускам материала между внутренней поверхностью и наружной поверхностью, и измеряют объемы указанных пузырьков, которые вычитают затем из объема стенки трехмерной цифровой модели, определенного между внутренней поверхностью и наружной поверхностью, чтобы получить объем, соответствующий объему капли стекломассы, загружаемой в идентифицированную черновую форму, из которой заготовку переносят в чистовую форму, из которой получают анализируемый сосуд;
- согласно предпочтительному варианту применения:
- в качестве измерения объема капли, загружаемой в черновую форму, рассматривают объем стекла трехмерной цифровой модели с учетом или без учета пропусков материала;
- в качестве измерения внутреннего объема чистовой формы рассматривают внутренний объем, ограниченный наружной поверхностью трехмерной цифровой модели и ограничивающей плоскостью;
- в качестве измерения емкости анализируемого сосуда рассматривают объем, ограниченный внутренней поверхностью трехмерной цифровой модели и плоскостью уровня заполнения;
- из измерений емкости анализируемого сосуда и внутреннего объема чистовой формы выводят объем капли, загружаемой в черновую форму, из которой получают анализируемый сосуд;
- и, если емкость анализируемого сосуда не является соответствующей, принимают решение об изменении веса капли по меньшей мере для черновой формы, из которой получают анализируемый сосуд, или о замене чистовой формы;
- для определения геометрии горловины анализируемого сосуда как показателя качества анализируемого сосуда:
- на трехмерной цифровой модели определяют внутреннюю поверхность, соответствующую по меньшей мере внутренней поверхности горловины;
- по меньшей мере одну плоскость разреза позиционируют параллельно виртуальной плоскости опоры;
- в этой плоскости измеряют несколько диаметров внутренней поверхности и определяют минимум и/или максимум в плоскости разреза;
- предпочтительно в качестве показателя геометрии горловины в рамках способа определяют:
- диаметр на отверстии;
- и/или диаметр протяжки;
- и/или внутренний профиль анализируемого сосуда;
- для определения плоскостности поверхности ободка анализируемого сосуда как показателя качества анализируемого сосуда:
- на основании трехмерной цифровой модели определяют замкнутую трехмерную кривую или характерную кольцевую поверхность для поверхности ободка;
- позиционируют контрольную плоскость поверхности ободка относительно замкнутой трехмерной кривой или кольцевой поверхности;
- и измеряют отклонения между контрольной поверхностью и замкнутой трехмерной кривой или кольцевой поверхностью;
- для определения наружных диаметров корпуса анализируемого сосуда как показателя качества анализируемого сосуда:
- на основании трехмерной цифровой модели определяют наружную поверхность, соответствующую по меньшей мере части анализируемого сосуда, для которой необходимо измерить наружный диаметр;
- плоскость разреза позиционируют параллельно виртуальной плоскости модели по меньшей мере на одной высоте сосуда;
- в этой плоскости разреза измеряют несколько диаметров относительно наружной поверхности и сравнивают эти измерения с контрольными значениями.
Таким образом, кроме бывших ранее невозможными измерений, таких как распределение стекла, или измерений с отдельными приборами (контроль емкости и исследование форм), заявленный способ позволяет осуществлять все измерения, производимые известными метрологическими машинами при стеклоформовании при помощи щупов и/или оптических датчиков.
Объектом изобретения является также машина для контроля процесса формования стеклянных сосудов, где применяют установку с несколькими отдельными формовочными секциями, в каждой из которых сначала придают форму капли расплавленного стекла по меньшей мере в одной черновой форме, затем ей придают окончательную форму по меньшей мере в одной чистовой форме.
Согласно изобретению, машина содержит:
- прибор рентгеновской компьютерной томографии, выполненный с возможностью производить несколько рентгеновских изображений под разными углами проекции анализируемого сосуда, помещенного на держатель анализируемого сосуда указанного прибора;
- устройство определения положения анализируемого сосуда в чистовой форме в системе координат формы;
- вычислительное устройство, соединенное с указанным устройством и с прибором томографии и выполненное с возможностью анализировать рентгеновские изображения, чтобы:
- построить в виртуальной системе координат трехмерную цифровую модель анализируемого сосуда на основании рентгеновских изображений;
- определить положение трехмерной цифровой модели по отношению к положению анализируемого сосуда в системе координат машины;
- анализировать трехмерную цифровую модель, чтобы определить по меньшей мере один показатель качества анализируемого сосуда, связанный по меньшей мере с одной областью анализируемого сосуда, позволяющий вывести корректирующую информацию по меньшей мере для одного задаваемого параметра процесса формования, связанного с формой анализируемого сосуда;
- и систему для получения по меньшей мере одного показателя качества анализируемого сосуда, связанного по меньшей мере с одной областью анализируемого сосуда.
Кроме того, заявленная машина может дополнительно содержать в комбинации по меньшей мере один и/или другой из следующих дополнительных признаков:
- система для получения по меньшей мере одного показателя качества анализируемого сосуда, связанного по меньшей мере с одной областью анализируемого сосуда, содержит систему отображения для показателя качества в отношении идентифицированной чистовой формы;
- система для получения по меньшей мере одного показателя качества анализируемого сосуда, связанного по меньшей мере с одной областью анализируемого сосуда, содержит линию соединения для передачи в систему управления формовочной установкой показателя качества в отношении идентифицированной чистовой формы;
- система выдает в вычислительное устройство номер формы или места расположения анализируемого сосуда.
Объектом изобретения является также установка формования стеклянных сосудов, имеющая несколько отдельных формовочных секций, в каждой из которых сначала придают форму заготовки по меньшей мере одной капли расплавленного стекла по меньшей мере в одной черновой форме, затем ей придают окончательную форму по меньшей мере в одной чистовой форме.
Согласно изобретению установка содержит заявленную машину, расположенную на выходе чистовых форм.
Другие признаки будут более очевидны из нижеследующего описания со ссылками на прилагаемые чертежи, на которых в качестве не ограничительных примеров представлены варианты выполнения изобретения.
Фиг. 1 - схематичный вид сверху машины контроля в соответствии с изобретением, расположенной, например, на выходе установки формования сосудов.
Фиг. 2 - схематичный вид сбоку вдоль поперечной оси Х известной установки формования.
Фиг. 3 - схематичный вид сверху чистовых форм во время открывания после формования стеклянных сосудов.
Фиг. 4 - схематичный вид в перспективе примера трехмерной цифровой модели сосуда, полученной при помощи прибора компьютерной томографии.
Фиг. 4А - вид в плоскости примера изображения кода, полученного при моделировании сосуда.
Фиг. 5 - схематичный фронтальный вид в разрезе примера трехмерной цифровой модели сосуда.
Фиг. 6 и 7 - виды сверху трехмерной цифровой модели в двух характеристических положениях относительно виртуальной системы координат.
Фиг. 8 и 9 - схематичные фронтальные виды в разрезе трехмерной цифровой модели с показом положения центра массы относительно центра массы.
Фиг. 10 - схематичный фронтальный вид в разрезе по виртуальной вертикальной оси Zv трехмерной цифровой модели с показом распределения объемов стекла Vr вдоль виртуальной вертикальной оси Zv.
Фиг. 11 - схематичный вид в плоскости, проходящей через виртуальную вертикальную ось Zv, с показом распределения объемов стекла в восьми зонах А-Н.
Фиг. 12 - схематичный вид сосуда, иллюстрирующий определение емкости сосуда.
Фиг. 13А - вид трехмерной цифровой модели сосуда.
Фиг. 13В-13D - виды в разрезе по линиям С-С фиг. 13А, иллюстрирующие методы контроля отображения рельефных элементов.
Фиг. 14 - вид в разрезе трехмерной цифровой модели с показом горловины сосуда, иллюстрирующий метод контроля внутренней геометрии горловины сосуда.
Фиг. 14А - кривая, показывающая значения внутреннего диаметра Di горловины по вертикальной оси Zv виртуальной системы координат.
Фиг. 15 - вид в разрезе трехмерной цифровой модели с показом горловины сосуда, иллюстрирующий метод контроля плоскостности поверхности ободка сосуда.
Фиг. 16 - вид в перспективе трехмерной цифровой модели с показом горловины сосуда, иллюстрирующий метод контроля наружных диаметров корпуса сосуда.
На фиг. 1 в качестве объекта изобретения показана машина 1, позволяющая контролировать процесс формования прозрачных или светопроницаемых стеклянных сосудов 2, изготавливаемых на любого известного типа установке 3 для изготовления или формования. На выходе формовочной установки 3 сосуды 2, такие как стеклянные бутылки или флаконы, имеют высокую температуру, как правило, составляющую от 300°С до 600°С.
Как известно, сосуды 2, сформованные на установке 3, последовательно поступают на выходной конвейер 5, образуя ряд сосудов. Конвейер 5 транспортирует ряд сосудов 2 в направлении перемещения F, доставляя их последовательно на различные посты обработки и, в частности, в печь 6 отжига, на входе которой находится вытяжной шкаф 7 обработки поверхности, обычно являющийся первым постом обработки после формования.
На фиг. 1-3 представлен пример выполнения известной формовочной установки 3, описание которой приводится в кратком виде только для понимания работы заявленной машины 1, связанной с формовочной установкой 3.
Установка 3 содержит несколько отдельных формовочных секций 12, каждая из которых содержит по меньшей мере одну черновую форму 13 и по меньшей мере одну чистовую форму 14. Установка 3 содержит источник 16 вязкого стекла, то есть горячего стекла, и распределитель 17 капель стекломассы, который распределяет за счет силы тяжести капли 18 вязкого стекла в каждую черновую форму 13. Как известно, источник 16 вязкого стекла представляет собой резервуар, питаемый расплавленным стеклом, на дне которого находится ванна, содержащая от одного до четырех круглых отверстий. Вращающаяся трубка с регулируемой высотой контролирует расход стекла над ванной, и система, содержащая от одного до четырех плунжеров, приводимых в возвратно-поступательное движение, выдавливает стекло через одно-четыре отверстия ванны, чтобы получать за счет силы тяжести вязкое стекло в виде одной-четырех параллельных цепочек. В конечном итоге цепочки вязкого стекла разделяются на отдельные капли системой 19 ножниц, расположенной на выходе источника 16 горячего стекла и приводимой в действие через равномерные промежутки для разрезания на отрезки вязкого стекла, выходящего из источника 16.
Для установок, содержащих несколько (до четырех) формовочных полостей на секцию, выдаются одновременно и параллельно несколько отрезков. В настоящем описании каплей 18 называется капля или выдавленный отрезок вязкого стекла, выдаваемый системой 19 ножниц. На английском языке на этой стадии процесса формования капля называется “gob”. На уровне разрезания системой 19 ножниц вязкое стекло обычно имеет температуру свыше 900°С, например, составляющую от 1100 до 1300°С. В целом эта капля представляет собой цельный цилиндр вязкого стекла, имеющий объем и длину, определяемые регулировкой источника 16 в сочетании с разрезанием системой 19 ножниц. Действительно, диаметр капель определяется диаметром отверстий ванны. Расход контролируют одновременно по высоте трубки, которая влияет на общий расход, и по движению указанных одного-четырех плунжеров, что позволяет изменять расход отдельно для каждого отверстия ванны. Промежуток времени между двумя включениями системы 19 ножниц определяет длину капли. Таким образом, длина, вес и объем каждой капли определяются параметрами источника 16 (трубка и плунжеры) и системой 19 ножниц. Источник 16 вязкого стекла расположен над черновыми формами 13 для обеспечения распределения за счет силы тяжести капель, которые загружаются через отверстия, выполненные в верхних сторонах черновых форм 13.
Распределитель 17 расположен с несколькими разветвлениями между источником 16 горячего стекла и черновыми формами 13 каждой из формовочных секций. Как правило, источник 16 горячего стекла выдает через систему 19 ножниц одновременно столько капель, сколько имеется черновых форм (соответственно чистовых форм) в формовочной секции. Таким образом, понятно, что формовочные секции питаются каплями последовательно одна за другой.
Распределитель 17 собирает капли, отрезаемые системой 19 ножниц, и направляет их в каждую из черновых форм каждой из формовочных секций по соответствующей траектории загрузки. Траектории загрузки для различных черновых форм 13 содержат общие участки и специфические участки. Специфическим участком является участок траектории загрузки, соответствующий черновой форме 13, по которому следуют только капли, направляемые распределителем к этой черновой форме.
Следовательно, распределитель содержит средства перевода, которые представляют собой поворотный желоб или группу поворотных желобов, затем средства ориентации капель, содержащие желоба или отражатели в конце хода. В частности, положение отражателей относительно соответствующих черновых форм частично определяет положение и ориентацию загрузки каждой капли в указанные черновые формы. Содержащиеся в распределителе желоба, отражатели и средства перевода определяют траекторию загрузки капель.
В установках формования стеклянных сосудов применяют различные процессы, объединяющие последовательные этапы заполнения, затем прессования и/или выдувания. Для понимания описания рассмотрен пример формования сосудов в соответствии с известными процессами прессования-выдувания или выдувания-выдувания.
В установках формования сосудов каждая формовочная секция 12 может содержать несколько форм, например, две формы, одной из которых является черновая форма 13, а другой - чистовая форма 14. Каждая секция 12 может содержать набор черновых форм и набор соответствующих чистовых форм. В этом случае понятно, что данная капля направляется распределителем 17 в черновую форму, например, в черновую форму 13 формовочной секции, где капля проходит через первую операцию формования, называемую операцией первичного выдувания, осуществляемую посредством выдувания сжатым воздухом или посредством прессования пуансоном. Затем система перемещения (не показана) может извлечь каплю, прошедшую через первую операцию формования, то есть заготовку, в черновой форме 13, чтобы доставить ее в чистовую форму 14, где заготовка может быть подвергнута по меньшей мере одной второй операции формования, или последней операции, называемой операцией чистовой обработки. Как правило, каждая черновая или чистовая форма формовочной секции содержит две полуформы, соответственно 13а, 13b и 14a, 14b, которые являются подвижными относительно друг друга в направлении, перпендикулярном к плоскости Р стыка, через которую обе полуформы 13а, 13b и 14a, 14b входят в контакт в закрытом положении. В представленном примере плоскость Р стыка проходит в вертикальном направлении Z и в поперечном направлении Х.
Секция 12 может содержать единственную чистовую форму, в которую поступает заготовка из единственной черновой формы 13. Однако, как было указано выше, каждая из различных формовочных секций 12 может содержать по меньшей мере две отдельные чистовые формы 14 и столько же черновых форм 13. На фигурах представлен вариант выполнения с четырьмя формовочными секциями 12, смещенными в продольном направлении Y, перпендикулярном к поперечному направлению Х. Согласно этому примеру, каждая формовочная секция 12 содержит три черновые формы 13, соответственно переднюю, центральную и заднюю (или наружную, центральную и внутреннюю), каждая из которых связана с одной чистовой формой 14, соответственно передней, центральной и задней, то есть с формами, в каждую из которых поступает заготовка из черновой формы 13. В представленном примере чистовые формы 14 одной секции имеют идентичную геометрическую форму, то есть предназначены для формования идентичных сосудов, однако можно предусмотреть разные геометрические формы и вес.
Следует отметить, что каждая чистовая форма 14 идентифицирована в формовочной установке относительно других чистовых форм 14. Точно так же, каждая черновая форма 13 идентифицирована в формовочной установке. Таким образом, можно идентифицировать формовочную секцию 12, черновую форму 13 и чистовую форму 14, откуда выходит каждый сосуд.
В установке формования стеклянных сосудов каждое место расположения черновой формы 13 каждой формовочной секции в соответствии с различными возможными правилами имеет идентификатор, например, номер или букву. Например, три места для второй секции установки, показанной на фиг. 1, могут быть идентифицированы буквами а, b и с, образуя, следовательно, места 2а, 2b, 2с для обозначения соответственно передней, центральной и задней формы секции номер 2, и в дальнейшем тексте описания эти идентификаторы будут называться «номерами места расположения».
Кроме того, чистовые формы дна или корпуса могут иметь полость для рельефного отображения на сосудах 2 номера формы, например, от 1 до 99 или от 1 до 128 и т.д. В распоряжении операторов или информационной системы установки постоянно присутствует таблица соответствия между номерами места расположения и номерами формы. В некоторых установках применяют лазерный маркер, как описано в патенте ЕР 2 114 840 В1, для нанесения на каждый еще горячий после формования сосуд кода, показывающего номер формы или номер места расположения.
Таким образом, обычно сосуды содержат указание номера формы или номера места расположения либо в закодированном виде (штрих-код, точечный код, двухмерный матричный код), либо в буквенно-цифровом виде. Для считывания этих номеров формы или места расположения, нанесенных на сосуды, на производственных линиях существуют различные системы оптического считывания, например, описанные в документах ЕР 1 010 126Ю или ЕР 2 297 672, или ЕР 2 992 315.
Таким образом, в настоящем описании понятно, что идентификация чистовой формы, из которой получают анализируемый сосуд сосуда, равнозначна определению либо номера места расположения, либо номера формы. Понятно, что идентификация чистовой формы позволяет напрямую идентифицировать соответствующую черновую форму, выдающую заготовку.
Из описания, представленного выше, вытекает, что каждая черновая форма 13 и каждая чистовая форма 14 имеет систему координат формы, X, Y, Z, позволяющую точно локализовать каждый сосуд в этой системе координат формы (фиг. 1 и 3). Иначе говоря, каждый изготовленный сосуд 2 можно локализовать в этой системе координат X, Y, Z черновой формы 13 и чистовой формы 14, откуда выходит каждый сосуд 2. Вертикальная ось Z является осью симметрии сосуда, проходящей через ось его горловины, тогда как поперечная ось Х находится в плоскости стыка формы, поэтому плоскость XZ называют плоскостью Р стыка формы. Положительная продольная ось Y расположена со стороны правой половины формы для наблюдателя О, находящегося перед формовочной установкой со стороны чистовых форм 14 и выходного конвейера 5.
В формовочных установках управление и синхронизацию операций формирования капель, разрезания ножницами, перемещения форм, перемещения пуансонов, выдувания, переноса и т.д. осуществляют при помощи системы 23 управления в общем смысле, позволяющей управлять различными механизмами, необходимыми для работы установки с целью осуществления процесса формования сосудов.
Согласно признаку заявленного способа контроля, сосуд, называемый анализируемым сосудом 2, выходящий из чистовой формы 14, отбирают на выходе этой чистовой формы 14. Анализируемый сосуд 2 отбирают в любых местах постов обработки после формования. Согласно предпочтительному признаку, анализируемый сосуд 2 отбирают самое позднее перед входом в печь отжига установки. В этом случае анализируемый сосуд 2 имеет высокую температуру, как правило, составляющую от 300 до 600°С. Следует отметить, что чистовую форму 14, откуда выходит этот анализируемый сосуд, идентифицируют, как было указано выше, то есть формовочная секция 12, к которой принадлежит эта чистовая форма 14, известна, а также идентифицируют черновую форму 13, в которой сформована заготовка, загружаемая затем в эту чистовую форму.
Этот анализируемый сосуд 2 предназначен для исследования при помощи заявленной машины 1 контроля и, в частности, прибора 30 рентгеновской компьютерной томографии, входящего в состав этой машины. Как правило, этот прибор 30 рентгеновской компьютерной томографии содержит держатель 31 анализируемого сосуда, на который помещают анализируемый сосуд 2.
Как показано, в частности, на фиг. 1, прибор 30 компьютерной томографии классически содержит в камере, не проницаемой для рентгеновских лучей, по меньшей мере один источник 32 для генерации рентгеновских лучей, выходящих из центра излучения, и по меньшей мере один линейный или матричный датчик 33, чувствительный к рентгеновским лучам. Держатель 31 для анализируемого сосуда прибора 30 служит плоскостью Рр механической опоры для анализируемого сосуда 2 и подходит для позиционирования анализируемого сосуда 2 между источником 32 и датчиком 33, так что анализируемый сосуд 2 оказывается, таким образом, под действием облучения рентгеновскими лучами. За счет поглощения и рассеяния рентгеновских лучей материал анализируемого сосуда 2 ослабляет проходящие через него рентгеновские лучи в зависимости от атомной массы и от толщины проходимого материала. Анализируемый сосуд 2 является пустым, поэтому только материал анализируемого сосуда ослабляет рентгеновские лучи. Датчик 33, чувствительный к рентгеновским лучам и расположенный противоположно трубке относительно анализируемого сосуда 2, принимает ослабленные рентгеновские лучи и выдает отображение этого ослабления, вызываемого только материалом сосуда, то есть рентгеновское изображение I стенки анализируемого сосуда 2.
Прибор 30 содержит также систему 35 для создания относительного движения между образцом 2 и парой источник 32 - датчик 33. Классически, эта система 35 обеспечивает перемещение анализируемого сосуда 2 на известную величину относительно пары источник 32 - датчик 33, которая остается неподвижной. Предпочтительно, эта система 35 перемещения обеспечивает вращение анализируемого сосуда вокруг оси вращения, которая предпочтительно, но не обязательно совпадает с вертикальной осью симметрии анализируемого сосуда.
Прибор 30 содержит также блок 36 управления источником 32, датчиком 33 и системой 35 перемещения, обеспечивающий работу прибора и получение рентгеновских изображений. Так, этот блок 36 управления обеспечивает известное относительное перемещение анализируемого сосуда 2 по отношению к источнику 32 и к датчику 33 таким образом, чтобы получать проекции анализируемого сосуда под разными углами. Блок 36 управления обеспечивает во время этого перемещения получение данных нескольких рентгеновских изображений. Таким образом, анализируемый сосуд 2 перемещается между получением данных каждого рентгеновского изображения таким образом, чтобы каждое рентгеновское изображение представляло собой проекцию анализируемого сосуда по различным направлениям. Полученные рентгеновские изображения пустого анализируемого сосуда 2 поступают в вычислительное устройство 38 для анализа и обработки.
Необходимо отметить, что датчик 33 может иметь высоту поля зрения, превышающую размер анализируемого сосуда 2. Управление системой 35 перемещения обеспечивает вращение анализируемого сосуда вокруг его оси, как правило, на один оборот, и блок 36 обеспечивает получение различных проекций сосуда при повороте на 360°.
Согласно другому варианту выполнения, датчик 12 может иметь высоту поля зрения меньше размера анализируемого сосуда 2. Согласно этому примеру, система 35 перемещения выполнена с возможностью обеспечивать также относительное перемещение в вертикальном направлении между анализируемым сосудом 2 и источником 32 и/или датчиком 33, чтобы посредством сканирования исследовать весь анализируемый сосуд.
Например, система 35 перемещения обеспечивает вращение анализируемого сосуда 2 и вертикальное поступательное перемещение анализируемого сосуда 2 относительно пары источник 32-датчик 33, которая остается неподвижной. В случае, когда датчик 33 является линейным датчиком с горизонтальным полем зрения, блок 36 управляет системой перемещения, позиционируя анализируемый сосуд 2 таким образом, чтобы верхний конец анализируемого сосуда располагался в поле зрения датчика 33. После этого блок 36 подает команду на поворот анализируемого сосуда 2 на один оборот и обеспечивает получение проекций анализируемого сосуда на датчике во время этого оборота. Система 35 перемещения перемещает анализируемый сосуд поступательно вниз с инкрементальным шагом перед тем, как происходит поворот анализируемого сосуда и получение проекций анализируемого сосуда. Эти перемещения и получение проекций повторяют вплоть до позиционирования нижнего конца анализируемого сосуда 2 в поле зрения датчика 33.
Альтернативно, в случае, когда датчик 33 является линейным датчиком с горизонтальным полем зрения, блок 36 может управлять системой перемещения, чтобы сообщить сосуду спиралевидное движение, непрерывно комбинируя вращение вокруг оси и поступательное движение вдоль этой оси, что позволяет получать множество рентгеновских изображений или проекций анализируемого сосуда 2.
Описанный выше известный прибор 30 компьютерной томографии выпускается компанией RX SOLUTIONS под коммерческим названием EasyTom.
Такой прибор 30 компьютерной томографии соединен с вычислительным устройством 38, получающим рентгеновские изображения анализируемого сосуда 2 под разными углами проекции. Вычислительное устройство 38 запрограммировано для анализа рентгеновских изображений с целью осуществления заявленного способа контроля.
Следует отметить, что вычислительное устройство 38 соединено с устройством 39, чтобы знать положение анализируемого сосуда 2 в идентифицированной чистовой форме 14 в системе координат формы X, Y, Z. Говоря другими словами, вычислительное устройство 38 получает информацию о положении анализируемого сосуда 2 в идентифицированной чистовой форме 14 в системе координат формы X, Y, Z.
Вычислительное устройство 38 выполнено или запрограммировано с возможностью анализа рентгеновских изображений, чтобы построить в виртуальной системе координат Xv, Yv, Zv трехмерную цифровую модель М анализируемого сосуда 2 на основании рентгеновских изображений (фиг. 4 и 5). Поскольку съемка рентгеновских изображений происходит, когда анализируемый сосуд 2 является пустым, то на рентгеновских изображениях I виден только материал анализируемого сосуда, контрастирующий относительно воздуха, ослабляющее действие которого является ничтожным по сравнению со стеклом, образующим анализируемый сосуд. Таким образом, трехмерная цифровая модель М имеет наружную поверхность Se, соответствующую наружной поверхности анализируемого сосуда 2, и внутреннюю поверхность Sf, соответствующую внутренней поверхности анализируемого сосуда 2.
Построение трехмерной цифровой модели М осуществляют любым способом, известным специалисту в данной области. Как правило, анализ рентгеновских изображений пустого анализируемого сосуда 2 позволяет построить трехмерную цифровую модель анализируемого сосуда в виде совокупности «вокселей», то есть единичных объемов, значением вокселя является величина поглощения рентгеновских лучей в этом вокселе, что в конечном итоге дает функцию объемного распределения, очень похожую на распределение плотности.
С точки зрения математики, графики и структуры данных реализация трехмерной цифровой модели - это способ отображения и манипулирования трехмерными объектами в памяти компьютера. Эту трехмерную цифровую модель анализируют, чтобы определить размеры (длины, площади, толщины, объемы). Трехмерная цифровая модель может оставаться объемной или может быть преобразована в поверхностную модель, в которой смоделированы поверхности, разделяющие однородные объемы.
При поверхностном моделировании объект определен его огибающей, его граничными поверхностями, что позволяет определить понятия наружный/внутренний, и замкнутые поверхности определяют объемы, с которыми можно связать массу, когда речь идет о массе на единицу объема материала. Поверхности можно моделировать разными способами, такими как полигональное моделирование, моделирование посредством кривых линий или параметрических поверхностей (цилиндры, конусы, сферы, сплины, …) или разделением поверхностей. При помощи сетки из многогранников, например, треугольников, поверхности объектов представляются группами плоских граней, соединенных своими вершинами.
При объемном моделировании отображение основано на совокупностях идентичных элементарных объемов, называемых вокселями.
Чтобы производить измерения длин, существует несколько подходов.
В рамках первого объемного метода можно просматривать объемную модель вдоль прямой или пучка прямых и определять воксели с границей материал/воздух.
В рамках второго поверхностного метода можно вычислять сегмент, концами которого являются пересечения прямой с поверхностью поверхностной модели. Топологические задачи достаточно хорошо решаются при помощи алгоритмов. Точка является единственной. Наконец, в рамках смешанного метода объемную модель преобразуют в поверхностную модель, затем применяют второй метод.
В настоящем описании следует иметь в виду, что соответствие между элементом трехмерной цифровой модели М и элементом анализируемого сосуда 2 означает, что элемент трехмерной цифровой модели М является виртуальным отображением элемента анализируемого сосуда 2.
Вычислительное устройство 38 выполнено или запрограммировано с возможностью определять положение трехмерной цифровой модели М относительно положения анализируемого сосуда в системе координат формы X, Y, Z. Иначе говоря, трехмерную цифровую модель М, соответствующую анализируемому сосуду 2, анализируют таким образом, чтобы ее можно было определить в известном положении относительно положения анализируемого сосуда 2 в чистовой форме. Таким образом, для любой области трехмерной цифровой модели М можно узнать положение в чистовой форме области анализируемого сосуда 2, соответствующей этой области трехмерной цифровой модели М.
Разумеется, можно применять разные методы определения трехмерной цифровой модели М в отношении положения анализируемого сосуда 2 в его идентифицированной чистовой форме.
Первое, так называемое, ручное решение состоит в рассмотрении установочного рельефного элемента R на анализируемом сосуде 2. Под установочным рельефным элементом следует понимать, в частности, рельефные элементы на сосудах, такие как формовочно-стыковые рельефные элементы или рельефные элементы, выполненные на сосудах либо для эстетических функций, такие как эмблемы или декоративные гравировки, либо для технических функций (текст, код или другое указание о емкости, номере формы, номере партии, товарном знаке, модели), либо для механических функций, такие как венчик или резьба для колпачка, установочный выступ или вырез, бороздки донного контакта, держатель этикетки. В примере, представленном на фиг. 3, установочный рельефный элемент R на анализируемом сосуде 2 соответствует установочному вырезу, выполненному на уровне дна анализируемого сосуда.
Положение установочного рельефного элемента R известно в системе координат формы X, Y, Z.
Этот анализируемый сосуд 2 располагают на держателе 31 анализируемого сосуда таким образом, чтобы позиционировать его установочный рельефный элемент R по отношению к визуальному или механическому устройству для установки в исходное положение держателя 31 анализируемого сосуда. Таким образом, поскольку прибор 30 компьютерной томографии знает положение визуального или механического устройства для установки в исходное положение держателя 31 анализируемого сосуда, прибор строит трехмерную цифровую модель М в виртуальной системе координат Xv, Yv, Zv, известной относительно системы координат X, Y, Z формы. Иначе говоря, в отношении реального положения анализируемого сосуда на держателе анализируемого сосуда построенная трехмерная цифровая модель М этого анализируемого сосуда позволяет, в частности, локализовать правую часть и левую часть этой модели, соответствующие правой и левой частям анализируемого сосуда, разделенным плоскостью формовочного стыка.
Для обеспечения привязки трехмерной цифровой модели М можно предложить другое, так называемое программное решение, которое состоит в выборе установочного рельефного элемента R на анализируемом сосуде 2, положение которого известно в системе координат X, Y, Z чистовой формы, из которой получен указанный анализируемый сосуд 2. Затем метод состоит в том, чтобы локализовать на трехмерной цифровой модели М рельефный элемент, соответствующий установочному рельефному элементу R, выбранному на анализируемом сосуде 2, и называемый виртуальным установочным рельефным элементом Rv (фиг. 4). Таким образом, можно определить положение виртуального установочного рельефного элемента Rv в виртуальной системе координат Xv, Yv, Zv, чтобы вывести на его основании положение трехмерной цифровой модели М в системе координат X, Y, Z идентифицированной чистовой формы. Таким образом, для любой области трехмерной цифровой модели М можно узнать положение в чистовой форме области анализируемого сосуда 2, соответствующей этой области трехмерной цифровой модели М. Плоскость, образованная осями Xv, Zv виртуальной системы координат Xv, Yv, Zv, является виртуальной плоскостью Pv стыка, соответствующей плоскости Р формовочного стыка.
Согласно предпочтительному варианту выполнения, этот метод привязки состоит в построении трехмерной цифровой модели М с учетом держателя 31 анализируемого сосуда, который служит плоскостью Рр механической опоры для анализируемого сосуда 2. Этот метод состоит в позиционировании трехмерной цифровой модели М сосуда, стоящего на своем дне, на контрольной плоскости Pr виртуальной системы координат, которая считается соответствующей плоскости Рр механической опоры, и в дальнейшем тексте описания эта контрольная плоскость Рr будет также называться виртуальной плоскостью опоры.
Согласно предпочтительному признаку, способ состоит в позиционировании трехмерной цифровой модели М анализируемого сосуда на контрольной плоскости или виртуальной плоскости Pr опоры таким образом, чтобы трехмерная цифровая модель М анализируемого сосуда оказалась стоящей в статическом равновесии на трех точках своего дна, входящего в контакт с контрольной плоскостью или виртуальной плоскостью Pr опоры. Этот метод учитывает значение плотности для материала, из которого выполнен сосуд.
Для этого позиционирования можно смоделировать силу тяжести, чтобы трехмерная цифровая модель М оказалась стоящей в статическом равновесии на трех точках своего дна, входящего в контакт с контрольной плоскостью или виртуальной плоскостью Pr опоры.
Согласно другому предпочтительному варианту выполнения, если задачей способа является определение емкости сосуда, трехмерную цифровую модель М анализируемого сосуда позиционируют на контрольной плоскости или виртуальной плоскости Pr опоры таким образом, чтобы при моделировании силы тяжести трехмерная цифровая модель сосуда, виртуально заполненного до плоскости уровня заполнения жидкостью определенной плотности, оказалась стоящей в статическом равновесии на трех точках своего дна, входящего в контакт с контрольной плоскостью или виртуальной плоскостью Pr опоры. Этот метод моделирования позволяет максимально приблизиться к реальной ситуации анализируемого сосуда, заполненного жидкостью и опирающегося на плоскость опоры.
Как вытекает из фиг. 5, это позволяет иметь виртуальную вертикальную ось Zv, проходящую перпендикулярно относительно виртуальной плоскости Pr опоры анализируемого сосуда на держателе анализируемого сосуда. Как показано на фиг. 6 и 7, после этого в рамках способа обеспечивают относительное вращение трехмерной цифровой модели М вокруг виртуальной вертикальной оси Zv, чтобы привести виртуальный установочный рельефный элемент R в положение, соответствующее положению установочного рельефного элемента R в системе координат чистовой формы.
При анализе трехмерной цифровой модели М, как было указано выше, предпочтительно определяют плоскость опоры анализируемого сосуда и эту плоскость используют в качестве базы Xv, Yv виртуальной системы координат.
Возможны другие предпочтительные способы привязки. Например, можно определить вершину трехмерной цифровой модели М. Она будет точкой, наиболее удаленной от плоскости опоры. Можно также определить плоскость Pb поверхности ободка, как:
- плоскость, проходящую через три точки поверхности ободка;
- или среднюю плоскость поверхности ободка;
- или плоскость, позиционированную в статическом равновесии на поверхности ободка.
После этого заявленный способ предусматривает анализ трехмерной цифровой модели М для определения по меньшей мере одного показателя А качества анализируемого сосуда 2, связанного по меньшей мере с одной областью анализируемого сосуда. Иначе говоря, вычислительное устройство 38 запрограммировано с возможностью анализировать трехмерную цифровую модель М таким образом, чтобы определить по меньшей мере один показатель А качества анализируемого сосуда 2 в отношении по меньшей мере одной области анализируемого сосуда, полученного из идентифицированной чистовой формы. Согласно изобретению, анализ приводит к получению по меньшей мере одного показателя А качества анализируемого сосуда 2, позволяющего вывести на его основании информацию по коррекции по меньшей мере для одного задаваемого параметра процесса формования в отношении идентифицированной формы анализируемого сосуда 2. Иначе говоря, этот показатель А качества дает информацию для введения поправок в задаваемые параметры процесса формования на формовочной установке 3.
Эти задаваемые параметры представляют собой задаваемые параметры процесса формования, в частности, относящиеся к идентифицированной форме анализируемого сосуда 2. Можно напомнить, что черновую форму 13 и/или чистовую форму 14, из которых отбирают анализируемый сосуд, идентифицируют по номеру формы или номеру места расположения.
Согласно предпочтительному варианту, в рамках заявленного способа идентифицируют черновую форму 13 и/или чистовую форму 14, из которых получают анализируемый сосуд 2, по номеру формы или по номеру места расположения и этот номер формы или номер места расположения связывают с показателем А качества анализируемого сосуда. Идентификацию формы и приведение в соответствие номера формы или номера места можно осуществлять разными способами.
При полностью ручном использовании оператор отбирает анализируемый сосуд 2, зная его номер формы или места расположения. Как только вычислительное устройство 38 выдает значение или значения показателя или показателей качества, оператор может воздействовать на процесс в зависимости от номера формы или места расположения анализируемого сосуда.
В других вариантах использования заявленная машина 2 содержит систему 40, передающую в вычислительное устройство 38 номер формы или места расположения анализируемого сосуда 2. Эта система 40 выдает номер формы или места расположения в соответствии со следующими различными решениями.
а) При ручной установке анализируемого сосуда на держатель 31 анализируемого сосуда система 40 представляет собой интерфейс ввода, позволяющий оператору ввести номер формы или места расположения анализируемого сосуда.
b) В случае автоматической загрузки серии анализируемых сосудов заранее устанавливают порядок с известной последовательностью номеров формы или места расположения последовательных анализируемых сосудов. Система 40 передает эту последовательность номеров формы или места расположения анализируемых сосудов в вычислительное устройство 38. В альтернативном варианте орган отбора или загрузки анализируемых сосудов или компьютерная система мониторинга получает от системы 40 номера формы или места расположения каждого последовательного анализируемого сосуда.
с) Машина 1 может быть оснащена автоматическим, например, оптическим считывателем 40а рельефного элемента, выполненного на анализируемом сосуде и указывающего номер формы, и эта система передает в вычислительное устройство 38 считанные номера и, в случае необходимости, таблицу соответствия с номерами мест расположения.
d) Можно также предусмотреть, чтобы система 40, выдающая номер формы или места расположения, содержала средства анализа, применяемые вычислительным устройством 38 для анализа трехмерной цифровой модели М анализируемого сосуда 2. Этот анализ позволяет найти на трехмерной цифровой модели М место виртуального рельефного элемента Rn, показывающего номер формы или места расположения и соответствующий номеру формы или месту расположения, нанесенному на анализируемый сосуд 2. В примере, представленном на фиг. 4, в качестве виртуального рельефного элемента Rn, показывающего номер формы или места расположения, трехмерная цифровая модель М содержит последовательный ряд оттисков, распределенных в пространстве и образующих код.
После локализации этого виртуального рельефного элемента Rn средства анализа обеспечивают считывание этого виртуального рельефного элемента Rn. Согласно первому методу, вычислительное устройство изолирует указанный виртуальный рельефный элемент от заднего плана посредством вычитания поверхности заднего плана, согласованного при помощи алгоритма наилучшего приближения. Можно получить показанное на фиг. 4А двухмерное изображение Ie, на котором код проявляется контрастно черным цветом по белому или белым цветом по черному. Для считывания этого виртуального рельефного элемента в соответствии с вторым методом вычислительное устройство проецирует толщину стенки зоны, содержащей виртуальный рельефный элемент Rn, для получения изображения проецированной толщины. На этом изображении Ie толщины, которое является двухмерным изображением, где уровень серого отображает проецируемую толщину стекла, код проявляется контрастно черным цветом по белому или белым цветом по черному. После этого на основании полученных двухмерных изображений можно анализировать код, затем считать его при помощи известного алгоритма обработки изображений, содержащего, например, этапы сегментирования и декодирования или OCR (Optical Character Recognition). Код, соответствующий этой виртуальному рельефному элементу, поступает в вычислительное устройство 38.
Машина 1, соответствующая изобретению, может выдавать показатель или показатели А качества анализируемого сосуда 2 в любом пригодном для использования виде. Для этого машина 1 содержит систему 41, чтобы выдавать по меньшей мере один показатель А качества анализируемого сосуда в отношении по меньшей мере одной области анализируемого сосуда. Например, система 41 выдачи по меньшей мере одного показателя А качества анализируемого сосуда в отношении по меньшей мере одной области анализируемого сосуда содержит систему 42 отображения для показателя качества, связанного по меньшей мере с одной областью анализируемого сосуда, при этом отображение сопровождается идентификационной информацией или идентификатором идентифицированной чистовой формы и/или черновой формы. На основании этого показателя А качества оператор может предпринять соответствующие меры коррекции в отношении идентифицированной чистовой формы и/или идентифицированной черновой формы.
Согласно другому примеру выполнения в комбинации с описанным выше примером или отдельно от него, система 41 выдачи по меньшей мере одного показателя качества анализируемого сосуда в отношении по меньшей мере одной области анализируемого сосуда содержит соединение 43 для передачи в систему 23 управления формовочной установкой 3 показателя А качества в отношении идентичности чистовой формы. Эта система 23 управления может автоматически или после подтверждения принимать соответствующие меры по коррекции. Можно, например, использовать таблицу соответствия между показателями А качества и влиянием на задаваемые параметры процесса формования на формовочной установке 3.
Не ограничительно, показатель А качества анализируемого сосуда позволяет определить информацию по коррекции для по меньшей мере одного задаваемого параметра процесса формования сосудов для разных форм, такого как:
- вес или геометрическая форма капли стекломассы, загружаемой в идентифицированную черновую форму;
- положение или скорость капли стекломассы при ее загрузке в идентифицированную черновую форму;
- синхронизация или скорость или сила при движении механизмов прессующих пуансонов идентифицированных форм, механизмов переноса заготовки, извлекающих зажимов;
- охлаждение идентифицированных форм или соответствующего пуансона;
- давление выдувания или прессования для идентифицированных форм;
- замена идентифицированной формы.
Согласно предпочтительному признаку изобретения, в качестве показателя А качества анализируемого сосуда в рамах способа определяют по меньшей мере один показатель качества из следующего списка:
- распределение стекла анализируемого сосуда;
- измерение по меньшей мере одного объема анализируемого сосуда среди емкости анализируемого сосуда, объема по огибающей анализируемого сосуда, объема стекла анализируемого сосуда и объема стекла капли, загружаемой в идентифицированную черновую форму, из которой заготовку перемещают в чистовую форму, из которой получают анализируемый сосуд 2;
- отображение рельефных элементов, выполненных на анализируемом сосуде;
- внутренняя геометрия горловины анализируемого сосуда;
- плоскостность поверхности ободка анализируемого сосуда;
- наружные диаметры корпуса анализируемого сосуда.
Представленное ниже описание относится к определению распределения стекла как показателя А качества анализируемого сосуда. Разумеется, распределение стекла анализируемого сосуда 2 можно представить по различным параметрам или характеристикам, определенным на основании трехмерной цифровой модели М.
Так, положение центра массы является характеристикой распределения стекла анализируемого сосуда 2.
В рамках способа, соответствующего изобретению, определяют положение центра Gv массы трехмерной цифровой модели М или участка указанной модели и сравнивают это положение с положением контрольного центра Gr массы.
Для сосуда в виде тела вращения (например, в основном с конусным или цилиндрическим корпусом без гравировки) центр массы теоретически центрован горизонтально по оси симметрии сосуда. Методом проверки этого свойства является вычисление проекции параллельно вертикальной оси, на плоскости разреза, всего материала сосуда. Центр массы этой проекции должен находиться на пересечении вертикальной оси и плоскости разреза.
Если сосуд не имеет форму простого тела вращения (в общем асимметричная форма, присутствие гравировок), можно сохранить в памяти контрольное положение центра массы, определенное, например, путем анализа трехмерной цифровой модели контрольного сосуда с правильным распределением стекла.
На фиг. 8 представлен пример выполнения, в котором центр Gv массы всей трехмерной цифровой модели М проецирован на плоскость Xv, Yv виртуальной системы координат Xv, Yv, Zv. Положение контрольного центра масс Gr контрольного сосуда с корректным распределением стекла вычисляют и проецируют на плоскость Xv, Yv виртуальной системы координат Xv, Yv, Zv. Если центры массы Gv и Gr совмещаются, можно сделать вывод, что распределение стекла анализируемого сосуда 2 является правильным. В представленном примере центр Gv массы трехмерной цифровой модели М смещен между положительными направлениями Х и Y, то есть в переднюю сторону правой полуформы.
На фиг. 9 представлен пример выполнения, в котором положение контрольного центра Gr массы контрольного сосуда с правильным распределением стекла вычисляют и располагают по вертикальной оси Zv виртуальной системы координат Xv, Yv, Zv (например, для сосуда в виде тела вращения). Центр Gv массы всей трехмерной цифровой модели М вычисляют и, возможно, проецируют на вертикальную ось Zv виртуальной системы координат Xv, Yv, Zv. Если центры массы Gv и Gr совмещаются, можно сделать вывод, что распределение стекла анализируемого сосуда 2 является правильным. В представленном примере центр Gv массы трехмерной цифровой модели М смещен вниз.
Эта информация о смещении центра массы дает информацию для коррекции задаваемых параметров процесса формования, например, таких как скорость капли, момент поступления капли, смазка форм и т.д.
Согласно другому примеру, толщина стенки стекла тоже является характеристикой распределения стекла анализируемого сосуда 2.
Согласно этому примеру, в рамках заявленного способа определяют толщину стенки стекла по меньшей мере в одной области анализируемого сосуда, выявляя положение зоны с толщиной, превышающей заранее определенное значение, или с толщиной, меньшей заранее определенного значения, и/или выявляя в различных зонах положение и значение минимальных или максимальных толщин. Способ предусматривает анализ трехмерной цифровой модели М для измерения толщины между наружной поверхностью Se и внутренней поверхностью Sf в одной области или на всей этой трехмерной цифровой модели М. Эти измерения сравнивают с минимальным и максимальным пороговыми значениями, позволяющими выявить слишком тонкие или слишком толстые зоны и измерить их протяженность. Разумеется, этот метод позволяет получить картографию толщины анализируемого сосуда 2.
Кроме того, можно:
- определить объем стекла, содержащийся по меньшей мере в двух областях трехмерной цифровой модели М, разделенной либо вертикальной плоскостью сечения, содержащей виртуальную вертикальную ось Zv трехмерной цифровой модели М, либо по меньшей мере одной горизонтальной плоскостью сечения, перпендикулярной к указанной виртуальной вертикальной оси Zv;
- и сравнить указанные объемы с контрольными значениями объема и/или между несколькими областями одного анализируемого сосуда, и/или между несколькими анализируемого сосудами.
На фиг. 10 представлен пример анализа трехмерной цифровой модели М, позволяющего отобразить распределение вдоль виртуальной вертикальной оси Zv объема Vr стекла, разделенного на параллельные пласты, перпендикулярные к виртуальной вертикальной оси Zv. Разумеется, это распределение сравнивают с распределением объемов, полученных на основании трехмерной цифровой модели контрольного сосуда.
На фиг. 11 представлен другой пример анализа трехмерной цифровой модели М, позволяющего отобразить распределение объемов в плоскости, содержащей виртуальную вертикальную ось Zv. Согласно этому примеру, с двух сторон от виртуальной вертикальной оси Zv показаны объемы стекла, находящиеся в четырех расположенных друг над другом секциях, а именно А-В, C-D, E-F и G-H. Каждую из этих зон можно сравнить с контрольными значениями объема или некоторые из этих зон можно сравнить между собой. Так, объемы зон C-D можно сравнить с объемами зон G-H, чтобы оценить вертикальное распределение стекла, тогда как общее или попарное сравнение зон А, С, Е и G с зонами В, D, F и Н позволяет оценить боковое распределение стекла.
Эта информация о распределении толщины стенки стекла дает информацию для коррекции задаваемых параметров процесса формования, например, таких как условия загрузки чистовой формы (посредством воздействуя, например, на положение отражателя), вентиляция черновой формы, смазка и т.д.
Далее следует описание определения в качестве показателя А качества анализируемого сосуда по меньшей мере одного измерения объема анализируемого сосуда 2 из следующих: емкость анализируемого сосуда, объем по огибающей анализируемого сосуда, объем стекла анализируемого сосуда и объем капли стекломассы, загружаемой в идентифицированную черновую форму, при этом можно напомнить, что именно из черновой формы заготовку переносят в чистовую форму, из которой получают анализируемый сосуд 2.
Фиг. 12 иллюстрирует определение емкости стеклянных сосудов 2. Сосуд 2 является полым предметом, классически содержащим дно 2а, от которого поднимается корпус 2b, продолженный горлышком 2с, заканчивающимся ободком 2d, ограничивающим отверстие или устье, позволяющее заполнять или опорожнять сосуд. Емкость сосуда 2 является объемом жидкости, который он содержит, ограниченным внутренней поверхностью его стенки, когда сосуд опирается своим дном, находясь в статическом равновесии, как правило, за счет силы тяжести, на горизонтальную плоскость, называемую плоскостью Рр механической опоры.
Емкость заполнения до краев сосуда 1 соответствует объему жидкости, заполняющему сосуд до так называемой плоскости Pb ободка, проходящей через ободок 2d сосуда, и, в частности, на уровне поверхности ободка сосуда. Номинальная емкость Cn сосуда 1 соответствует объему жидкости, заполняющему сосуд до плоскости Pn уровня заполнения жидкости, расположенной параллельно плоскости Рр механической опоры и находящейся на определенной высоте Hn от плоскости Pb ободка.
Определение емкости анализируемого сосуда 2 включает в себя этап анализа трехмерной цифровой модели М анализируемого сосуда, на котором:
- определяют внутреннюю поверхность Sf трехмерной цифровой модели М анализируемого сосуда 2;
- на трехмерной цифровой модели М анализируемого сосуда 2 позиционируют плоскость Pn уровня заполнения, параллельную плоскости опоры и находящуюся на расстоянии Hn от вершины цифровой модели сосуда;
- посредством вычисления измеряют внутренний объем трехмерной цифровой модели М, ограниченный внутренней поверхностью Sf и плоскостью Pn уровня заполнения, зная, что это измерение соответствует емкости Cn заполнения сосуда.
На основании трехмерной цифровой модели М в рамках способа определяют внутреннюю поверхность Sf трехмерной цифровой модели как поверхность, соответствующую внутренней поверхности анализируемого сосуда 2.
Затем плоскость Pn уровня заполнения позиционируют таким образом, чтобы замкнуть внутреннюю поверхность трехмерной цифровой модели М анализируемого сосуда 2. Таким образом, получают замкнутую поверхность, полностью окружающую или охватывающую объем заполнения сосуда.
После этого в рамках способа посредством вычисления измеряют внутренний объем, ограниченный этой замкнутой поверхностью, а именно внутренней поверхностью Sf трехмерной цифровой модели М и плоскостью Pn уровня заполнения. Действительно, внутренний объем, ограниченный этой замкнутой поверхностью, соответствует внутреннему объему заполнения анализируемого сосуда до уровня заполнения.
Согласно предпочтительному признаку, в рамках способа позиционируют трехмерную цифровую модель М анализируемого сосуда, установленную своим дном на контрольную плоскость Pr виртуального пространства, условно рассматриваемую как горизонтальную. Поскольку эта контрольная плоскость моделирует установку анализируемого сосуда на плоскость механической опоры, эту контрольную плоскость Pr называют также виртуальной плоскостью опоры.
Как было указано выше, виртуальная плоскость опоры может быть отображением плоскости механической опоры в виртуальном пространстве.
Затем плоскость Pn уровня заполнения располагают параллельно контрольной плоскости Pr или виртуальной плоскости опоры на расстоянии Hn от вершины трехмерной цифровой модели сосуда.
Согласно предпочтительному варианту выполнения, в рамках способа трехмерную цифровую модель М анализируемого сосуда располагают на контрольной плоскости Pr или виртуальной плоскости опоры таким образом, чтобы при моделировании силы тяжести трехмерная цифровая модель сосуда оказалась стоящей в статическом равновесии на трех точках своего дна, входящего в контакт с контрольной плоскостью Pr или виртуальной плоскостью опоры. Этот метод учитывает значение плотности материала сосуда.
Согласно другому предпочтительному варианту выполнения, в рамках способа трехмерную цифровую модель М анализируемого сосуда располагают на контрольной плоскости Pr или виртуальной плоскости опоры таким образом, чтобы при моделировании силы тяжести трехмерная цифровая модель сосуда, виртуально заполненного до плоскости уровня заполнения жидкостью определенной плотности, оказалась стоящей в статическом равновесии на трех точках своего дна, входящего в контакт с контрольной плоскостью Pr или виртуальной плоскостью опоры. Этот метод моделирования позволяет максимально приблизиться к реальным условиям сосуда, заполненного жидкостью и опирающегося на плоскость опоры, определяющей плоскость уровня заполнения.
В случае, когда плоскость Pn уровня заполнения расположена на расстоянии Hn от вершины трехмерной цифровой модели М анализируемого сосуда, вершину трехмерной цифровой модели М сосуда определяют как точку, принадлежащую к трехмерной цифровой модели, наиболее удаленную от контрольной плоскости Pr или виртуальной плоскости опоры, или как точку пересечения плоскости Pb поверхности ободка трехмерной цифровой модели с осью симметрии указанной модели. В этом последнем случае, ось симметрии является по существу ортогональной к контрольной плоскости Pr или виртуальной плоскости опоры, и плоскость Pb поверхности ободка определяют как плоскость, проходящую через три точки поверхности ободка, или как среднюю плоскость поверхности ободка, или как плоскость, расположенную в статическом равновесии на поверхности ободка. Разумеется, заявленный способ можно применять для анализируемого сосуда, не имеющего оси симметрии.
Из представленного выше описания вытекает, что для измерения емкости при заполнении сосуда до краев в рамках способа плоскость Pn уровня заполнения располагают на нулевом расстоянии Hn от вершины трехмерной цифровой модели.
Согласно варианту способа, для измерения емкости при заполнении сосуда до краев считают, что плоскость Pn уровня заполнения совпадает с плоскостью Pb поверхности ободка.
Аналогично, чтобы измерить номинальную емкость Cn сосуда, плоскость Pn уровня заполнения располагают на номинальном расстоянии Hn от вершины трехмерной цифровой модели.
Другим измерением объема анализируемого сосуда 2 является объем по огибающей анализируемого сосуда. Это измерение позволяет подойти к объему идентифицированной чистовой формы, из которой получают анализируемый сосуд 2. Для определения объема по огибающей анализируемого сосуда в рамках способа:
- определяют наружную поверхность Se трехмерной цифровой модели М анализируемого сосуда 2;
- определяют ограничивающую плоскость объема как плоскость Pb поверхности ободка или нижнюю плоскость формовочного стыка ободка;
- и определяют посредством вычисления внутренний объем, ограниченный наружной поверхностью Se и ограничивающей плоскостью, в качестве объема по огибающей анализируемого сосуда.
Согласно предпочтительному варианту, объем идентифицированной чистовой формы, из которой получают анализируемый сосуд 2, определяют с учетом сужения анализируемого сосуда в результате его охлаждения между моментом его формования и моментом получения рентгеновских изображений.
Согласно другому варианту этого измерения, можно определить, какая часть идентифицированной чистовой формы должна быть предметом исследования, разделив измеренный объем плоскостью виртуального формовочного стыка Pv на два объема полуформ. Для большей точности можно также исключить влияние объема, содержащегося в форме для ободка, и объема, содержащегося в форме для дна. Действительно, поскольку положения всех линий стыков формы и плоскостей стыков определены в системе координат формы X, Y, Z, то они известны и в виртуальной системе координат Xv, Yv, Zv в соответствии с изобретением. Следовательно, можно вычесть из общего объема по наружной поверхности объемы, содержащиеся в формах для ободка и дна.
Другим объемным измерением анализируемого сосуда 2 является объем стекла анализируемого сосуда. Для этого в рамках способа определяют объем стенки трехмерной цифровой модели М анализируемого сосуда, соответствующий объему стеклянной стенки анализируемого сосуда 2. Способ предусматривает определение поверхности, которая полностью охватывает стенку трехмерной цифровой модели М и которая, следовательно, включает в себя внутреннюю поверхность Sf соединенную с наружной поверхностью Se на уровне ободка поверхностью ободка. Этот объем является первым используемым измерением объема стекла анализируемого сосуда 2.
Другим объемным измерением анализируемого сосуда 2 является реальный объем стекла анализируемого сосуда. Это измерение учитывает отсутствие материала в стенке анализируемого сосуда, который представляет собой пузырьки. Для этого в рамках способа анализируют трехмерную цифровую модель М, выявляя пузырьки, соответствующие отсутствию материала между внутренней поверхностью Sf и наружной поверхностью Se. При этом измеряют объемы указанных пузырьков, которые затем вычитают из объема стенки трехмерной цифровой модели М, определенного между внутренней поверхностью Sf и наружной поверхностью Se. Это объемное измерение соответствует объему капли стекломассы, загружаемой в идентифицированную черновую форму, откуда заготовку перемещают в чистовую форму, из которой получают анализируемый сосуд 2. Учитываемыми пузырьками являются пузырьки с размером, превышающим порог. Действительно, исключительно мелкие пузырьки, равномерно распределенные в материале, связаны с осветлением стекла в печи. Чтобы их рассмотреть, необходимо очень высокое разрешение томографа, что повышает стоимость оборудования (нанофокус и датчик с разрешением) и стоимость использования по причине времени съемки, которое было бы необходимо с существующим в настоящее время оборудованием. Эти пузырьки осветления, присутствующие в капле, не принимаются в расчет при вычислении объема капли на основании объема сосуда. С другой стороны, пузырьки, размер которых превышает данный порог и которые можно рассмотреть при помощи томографа с простым микрофокусом, образуются в каналах подачи или во время загрузки и даже во время выдувания заготовки, в случае наиболее крупных пузырей. Следовательно, необходимо вычесть их объем из объема сосуда, чтобы вычислить объем капли на основании реального объема сосуда.
Присутствие, размеры и положение пузырей или пузырьков загрузки или выдувания представляют собой критерий качества анализируемого сосуда относительно параметров процесса, таких как формование капель (слишком низкая температура вблизи поршня), условия загрузки капли в черновую форму, вентиляция черновой формы и пуансона (слишком горячие) и другие условия выдувания заготовки.
Согласно предпочтительному признаку использования объемных измерений анализируемого сосуда, в рамках способа:
- в качестве измерения объема капли, загруженного в черновую форму, рассматривают объем стекла трехмерной цифровой модели М с учетом или без учета отсутствия материала;
- внутренний объем, ограниченный наружной поверхностью Se трехмерной цифровой модели М и ограничивающей плоскостью, рассматривают в качестве измерения внутреннего объема идентифицированной чистовой формы;
- объем, ограниченный внутренней поверхностью Sg трехмерной цифровой модели и плоскостью Pn уровня заполнения, рассматривают в качестве измерения емкости анализируемого сосуда;
- из измерений емкости анализируемого сосуда и внутреннего объема чистовой формы выводят объем капли, загружаемой в черновую форму, из которой получают анализируемый сосуд 2;
- и, если емкость анализируемого сосуда является несоответствующей, принимают решение об изменении веса капли по меньшей мере для черновой формы, из которой получен анализируемый сосуд, или о замене чистовой формы.
Разумеется, одно и/или другое из объемных измерений анализируемого сосуда позволяют вывести информацию по коррекции для различных других задаваемых параметров процесса формования, связанных с формой анализируемого сосуда. Измерение емкости может привести, например, к необходимости изменения устройства извлечения из чистовой формы. Измерение объема капли может служить для регулирования источника капли и системы ножниц. Измерение внутреннего объема идентифицированной чистовой формы позволяет определить отклоняющийся от средней величины износ, связанный с параметрами смазки (частота, дозировка).
Далее описание относится к показателю А качества анализируемого сосуда, такому как отображение рельефных элементов В, выполненных на анализируемом сосуде 2.
В частности, под рельефным элементом В следует понимать рельефные элементы, находящиеся на наружной поверхности сосудов, такие как формовочно-стыковые рельефные элементы или рельефные элементы, выполненные на сосудах либо для эстетических функций, такие как эмблемы или декоративные гравировки, либо для технических функций (текст, код или другое указание о емкости, о номере формы, номере партии, товарном знаке, модели), либо для механических функций, такие как венчик или резьба для колпачка, установочный выступ или вырез, бороздки донного контакта, держатель этикетки.
Способ предусматривает исследование рельефного элемента или рельефных элементов В, для которых необходимо контролировать отображение или внешний вид, в частности, их геометрические характеристики. В примере, представленном на фиг. 12, рельефный элемент В на анализируемом сосуде 2 соответствует эмблеме, выполненной на уровне плеча на наружной поверхности анализируемого сосуда. Разумеется, один или несколько из рельефных элементов, присутствующих на анализируемом сосуде 2, можно исследовать частично или полностью
Согласно способу, на трехмерной цифровой модели М, показанной на фиг. 13А, находят виртуальный рельефный элемент Bv, соответствующий рельефному элементу В анализируемого сосуда 2. Можно применять любые методы локализации, учитывая, что эта локализация облегчена за счет того, что, как было указано выше, положение трехмерной цифровой модели М известно в виртуальной системе координат, связь которой с системой координат формы тоже известна.
Для определения отображения рельефного элемента В можно применять несколько методов, принимая во внимание, что отображение виртуального рельефного элемента соответствует отображению рельефного элемента, находящегося на анализируемом сосуде. В частности, согласно примеру, представленному на фиг. 13В, согласно заявленному способу:
- определяют по меньшей мере одну плоскость С-С разреза на трехмерной цифровой модели М анализируемого сосуда таким образом, чтобы она рассекала по меньшей мере часть указанного виртуального рельефного элемента Bv;
- на плоскости С-С разреза определяют характерную кривую Cr сечения виртуального рельефного элемента;
- на характерную кривую Cr по меньшей мере частично накладывают кривую Са нулевой абсолютной высоты, соответствующую кривой наружной поверхности Se анализируемого сосуда без указанного рельефного элемента;
- и характерную кривую Cr сравнивают с кривой Са нулевой абсолютной высоты, вычисляя критерий отображения рельефного элемента В, который может быть выражен несколькими величинами.
Например, в качестве критерия отображения рельефного элемента В можно взять расстояние между кривой Са нулевой абсолютной высоты и характерной кривой Cr. Можно также взять разность наклона в заданном положении между кривой Са нулевой абсолютной высоты и характерной кривой Cr или изменение наклона характерной кривой Cr. На фиг. 13В в виде угла альфа показана разность наклона в заданном положении между кривой Са нулевой абсолютной высоты и характерной кривой Cr, а углом бета - изменение наклона характерной кривой Cr. В качестве критерия отображения рельефного элемента М можно также учитывать площадь N, ограниченную кривой Са нулевой абсолютной высоты и характерной кривой Cr.
Следует отметить, что этот вариант выполнения является предпочтительным в случае, когда рельефный элемент выполняет техническую функцию, и его положение, разумеется, известно. Согласно этому способу:
- на трехмерной цифровой модели М выбирают виртуальный рельефный элемент, соответствующий рельефному элементу с технической функцией, положение которого известно;
- на трехмерной цифровой модели М позиционируют плоскость сечения таким образом, чтобы она рассекала указанный виртуальный рельефный элемент по плоскости сечения, соответствующей плоскости проектирования или нормативного определения с указаниями допуска рельефного элемента с технической функцией;
- получают характерную кривую Cr сечения рельефного элемента;
- на этой характерной кривой измеряют радиус кривизны и/или угол, длину, расстояние до кривой Са нулевой абсолютной высоты;
- эти значения сравнивают с указаниями допуска рельефного элемента.
Для определения отображения рельефных элементов можно предусмотреть другой метод, представленный на фиг. 13С, согласно которому:
- определяют характерную поверхность Sr рельефного элемента как участок наружной поверхности трехмерной цифровой модели М в интересующей зоне по меньшей мере части виртуального рельефного элемента, соответствующего рельефному элементу;
- на наружную поверхность Se интересующей зоны виртуального рельефного элемента по меньшей мере частично накладывают поверхность Sа нулевой абсолютной высоты, отображающую поверхность интересующей зоны без указанного рельефного элемента;
- и характерную поверхность Sr сравнивают с поверхностью Sа нулевой абсолютной высоты, вычисляя критерий отображения рельефного элемента В, который можно выразить в виде различных величин, как было указано выше. Так, в качестве критерия отображения рельефного элемента можно выбрать по меньшей мере одну из следующих величин:
- расстояние d между поверхностью Sа нулевой абсолютной высоты и характерной поверхностью Sr;
- разность α наклона в заданном положении между поверхностью Sа нулевой абсолютной высоты и характерной поверхностью Sr;
- изменение β наклонов характерной поверхности Sr;
- количество объемов V, ограниченных поверхностью Sа нулевой абсолютной высоты и характерной поверхностью Sr.
Для определения отображения рельефных элементов можно предусмотреть еще один метод, представленный на фиг. 13D, согласно которому:
- определяют характерную поверхность Sr рельефного элемента как участок наружной поверхности Se трехмерной цифровой модели в интересующей зоне, содержащей по меньшей мере часть виртуального рельефного элемента, соответствующего рельефному элементу;
- на наружную поверхность Se интересующей зоны по меньшей мере частично накладывают теоретическую поверхность Sri рельефного элемента, отображающую поверхность интересующей зоны, если рельефный элемент отображен правильно;
- сравнивают характерную поверхность Sr с теоретической поверхностью Sri, вычисляя при этом в качестве критерия отображения рельефного элемента по меньшей мере одну из следующих величин:
- расстояние между характерной поверхностью Sr и теоретической поверхностью Sri;
- разность наклона в заданном положении между характерной поверхностью Sr и теоретической поверхностью Sri;
- количество объемов, ограниченных характерной поверхностью Sr и теоретической поверхностью Sri.
Одну и/или другую из этих величин сравнивают, например, с контрольными значениями для определения качества отображения этих рельефных элементов В, чтобы на их основании вывести информацию по коррекции по меньшей мере одного задаваемого параметра процесса формования в отношении идентифицированной чистовой формы анализируемого сосуда. Как правило, для улучшения отображения рельефного элемента можно воздействовать на этап конечного формования в чистовой форме, изменяя вентиляцию формы или момент выдувания (продолжительность вытягивания), продолжительность выдувания, обслуживание чистовой формы, создание вакуума в вентиляционных отверстиях.
Далее следует описание, относящееся к показателю А качества анализируемого сосуда, такому как внутренняя геометрия горловины. Как было указано выше, эта геометрия определяется значениями внутренних диаметров горловины на разных высотах и даже по всей высоте.
Согласно способу, соответствующему изобретению, как показано на фиг. 14, в трехмерной цифровой модели М определяют внутреннюю поверхность Sf, соответствующую по меньшей мере горловине анализируемого сосуда. В рамках способа, выбирают плоскость Pg разреза, например, параллельную плоскости Pr опоры модели (фиг. 16) и секущую на заданной высоте горловину трехмерной цифровой модели. При этом в заданной плоскости разреза можно измерить несколько диаметров в угловом диапазоне от 0 до 360°. Согласно способу, в этой плоскости измеряют несколько диаметров внутренней поверхности и определяют по меньшей мере минимум и/или максимум в этой плоскости разреза.
Можно также определить поверхность ободка трехмерной цифровой модели, чтобы определить плоскость Pbv поверхности ободка модели, как было указано выше. Так, можно определить диаметр на отверстии Do (или устье), например, на расстоянии р=5 мм под устьем, позиционируя плоскость разреза на 5 мм под поверхностью ободка.
Можно также определять диаметры по всей высоте горловины, проходя горловину от поверхности ободка (или плоскости Pbv поверхности ободка) до низа горловины при помощи плоскости разреза, параллельной плоскости Рr опоры или плоскости Pbv поверхности ободка, и измеряя несколько диаметров при углах от 0 до 360° в каждой из этих плоскостей разреза. Например, можно определить минимальный диаметр на 360° для каждой плоскости разреза и рассматривать это значение диаметра в зависимости от глубины плоскости разреза таким образом, чтобы получить внутренний профиль или профиль откупоривания. В качестве примера на фиг. 14А представлен измеренный внутренний профиль, то есть изменение измерений минимального внутреннего диаметра Di вдоль вертикальной оси Zv по всей высоте горловины.
В альтернативном варианте, чтобы измерить «диаметр на отверстии», который уточнен допуском минимального и максимального диаметра, например, диапазон допуска 18 мм +/- 0.5, по заданной глубине, начиная от поверхности ободка, например, 5 мм, можно виртуально позиционировать первую цилиндрическую поверхность высотой 5 мм с максимальным диаметром, вписанную в смоделированную внутреннюю поверхность горловины, а также вторую цилиндрическую поверхность высотой 5 мм с минимальным диаметром, содержащую смоделированную внутреннюю поверхность, и рассматривать в качестве измерений диаметра на отверстии анализируемого сосуда диаметры этих цилиндрических поверхностей - вписанной поверхности и описанной поверхности, которые соответственно сравнивают с допусками.
Можно также определить минимальный диаметр по всей высоте внутренней поверхности горловины, чтобы проверить диаметр протягивания.
Диаметр на отверстии, диаметр протяжки, внутренний профиль горловины связаны с параметрами процесса формования, такими как температура капель, температура пуансонов и черновых форм, геометрия форм для ободка в черновой форме, «время» прессования и выдувания.
Далее описание относится к показателю А качества анализируемого сосуда, такому как измерение плоскостности поверхности ободка. Измерение плоскостности поверхности ободка на трехмерной цифровой модели М можно осуществлять разными способами.
Как показано на фиг. 15, согласно одному методу, определяют характерную кольцевую поверхность Csb, отображающую поверхность ободка. Теоретически указанная поверхность является плоским кольцом или идеальным тором, но существуют также и другие профили. При этом можно позиционировать контрольную плоскость Pcsb поверхности ободка и анализировать отклонения между характерной поверхностью ободка и указанной плоскостью. Измеряют и анализируют искривления поверхности в поперечном и/или касательном направлении. Эти искривления могут представлять собой углы или кривизну поверхности. Альтернативно, можно определять и измерять отклонения между указанной замкнутой трехмерной кривой и позиционированной контрольной плоскостью разными способами, что будет пояснено ниже. Ранее уже были указаны методы для измерения отклонений между поверхностями. Так, сравнение характерной поверхности с плоскостью состоит в измерении расстояний между точками поверхностей и/или объемов, ограниченных поверхностями. В этом случае, например, если поверхность ободка является правильной, объем между этой поверхностью и контрольной плоскостью поверхности ободка должен быть нулевым.
Согласно другому варианту, определяют характерную трехмерную кривую, отображающую поверхность ободка. Эта кривая представляет собой, например, совокупность самых верхних точек по отношению к виртуальной плоскости Pr опоры, отслеживаемых по всей периферии ободка. Речь может также идти о точках соединений между внутренней поверхностью Sf и наружной поверхностью Se модели. Можно определить и измерить отклонения между указанной характерной замкнутой трехмерной кривой поверхности ободка и контрольной плоскостью, позиционируемой по-разному, как будет пояснено ниже. Измерение отклонений между характерную кривой и контрольной плоскостью состоит, например, в измерении расстояний между точками кривой и точками, соответствующими контрольной плоскости поверхности ободка. Эти расстояния измеряют, например, вдоль оси Zv.
Контрольная плоскость может быть плоскостью поверхности ободка, как было указано выше, то есть:
I. плоскостью, проходящей через три точки поверхности ободка; можно найти итеративный алгоритм, моделирующий опору плоскости в положении статического равновесия на кривой, отображающей поверхность ободка;
II. или средней плоскостью поверхности ободка, которая является, например, плоскостью, проходящей через точку замкнутой поверхности с наилучшим приближением в соответствии с математической функцией расстояния.
Критерий плоскостности может также определяться характерной кривой, которая в нормальной ситуации является нулевой (с бесконечным радиусом кривизны).
Другой метод состоит в использовании цилиндрических координат (r, Z, θ: радиус r, высота Z, угол θ) с вертикальной осью z, соответствующей оси горловины или ободка. Часто различают по меньшей мере два типа дефектов плоскостности поверхности ободка. Дефекты типа «отсутствие стекла» связаны с проблемами заполнения формы ободка расплавленным стеклом во время загрузки капли в чистовую форму. Они характеризуются отклонениями по высоте (Δz), которые простираются на небольшой угловой амплитуде (Δθ) вокруг направления вертикальной оси. Дефекты типа «волнистости ободка» являются обычно менее выраженными отклонениями по высоте, которые простираются на большей угловой амплитуде вокруг теоретической оси, но тем не менее являются нежелательными дефектами, часто связанными с оседанием, с механическими проблемами во время перемещения и извлечения изделий из формы или с термическими проблемами температуры стекла и охлаждения. Измерение плоскостности позволяет определить отклонения между поверхностью ободка и плоскостью.
Таким образом, измерение плоскостности поверхности ободка является показателем качества, который может быть связан с параметрами процесса формования. Например, дефект типа недостаточного выхода соответствует либо недостаточному объему (или весу) капли для заполнения черновой формы, либо недостаточному давлению пуансона при прессовании-выдувании, либо недостаточному давлению выдувания, либо плохому сжатию.
Описание ниже относится к показателю А качества анализируемого сосуда, такому как наружные диаметры корпуса анализируемого сосуда.
Согласно изобретению, как показано на фиг. 16, в трехмерной цифровой модели М определяют наружную поверхность Se, соответствующую по меньшей мере части анализируемого сосуда, для которой необходимо измерить наружный диаметр. В рамках способа на заданной высоте выбирают плоскость Pd разреза, например, параллельную виртуальной плоскости Pr опоры модели, и измеряют несколько диаметров Dv в диапазоне от 0 до 360° в этой плоскости разреза относительно наружной поверхности Se. Разумеется, плоскость разреза можно позиционировать на разных высотах корпуса анализируемого сосуда, на уровне которых необходимо измерить наружный диаметр. В рамках способа эти измерения сравнивают с контрольными значениями.
Измерение наружных диаметров корпуса анализируемого сосуда является показателем качества, который может быть связан с параметрами процесса формования, такими как охлаждение форм, обслуживание форм, время между открыванием формы и извлечением и т.д.
Следует отметить, что машина 1 позволяет также определять различные другие показатели качества анализируемого сосуда. На основании анализа трехмерной цифровой модели М можно измерять:
- вертикальность корпуса, горлышка или общую вертикальность анализируемого сосуда;
- на любых высотах - наружные диаметры корпуса, их минимум и максимум и овальность анализируемого сосуда;
- высоту анализируемых сосудов;
- наклон ободка по отношению к дну анализируемого сосуда;
- ориентацию ободка по отношению к корпусу анализируемого сосуда;
- качество стыка формы (на основании заусенцев, оставляемых на стыках формы);
- отклоняющуюся от средней величины кривизну стенки в виде вогнутости или выпуклости (вздутия) анализируемого сосуда;
- оседание плеча анализируемого сосуда.
Из предыдущего описания вытекает, что машина 1 может иметь разные конфигурации в зависимости от потребности пользователей в определении показателя или показателей качества анализируемого сосуда.
Согласно предпочтительному признаку, машина выполнена с возможностью определять по меньшей мере один показатель качества анализируемого сосуда, выбранный из следующего списка:
- распределение стекла анализируемого сосуда;
- измерение по меньшей мере одного объема анализируемого сосуда, в том числе емкости анализируемого сосуда, объема по огибающей анализируемого сосуда, объема стекла анализируемого сосуда и, в случае необходимости, объема капли стекломассы, загружаемой в идентифицированную черновую форму, откуда заготовку переносят в чистовую форму, из которой получают анализируемый сосуд 2;
- и отображение рельефных элементов, выполненных на анализируемом сосуде.
Согласно другой предпочтительной конфигурации, машина выполнена с возможностью определять показатель качества анализируемого сосуда, такой как измерение емкости анализируемого сосуда, объем по огибающей анализируемого сосуда, объем стекла анализируемого сосуда и, возможно, объем капли стекломассы, загружаемой в идентифицированную черновую форму, откуда заготовку переносят в чистовую форму, из которой получают анализируемый сосуд 2.
Согласно еще одной предпочтительной конфигурации, машина выполнена с возможностью определять показатель качества анализируемого сосуда, такой как распределение стекла анализируемого сосуда, измерение емкости анализируемого сосуда, объем по огибающей анализируемого сосуда, объем стекла анализируемого сосуда и, возможно, объем капли стекломассы, загружаемой в идентифицированную черновую форму, откуда заготовку переносят в чистовую форму, из которой получают анализируемый сосуд 2.
Согласно еще одной предпочтительной конфигурации, машина выполнена с возможностью определять показатель качества анализируемого сосуда, такой как отображение рельефных элементов, выполненных на анализируемом сосуде, распределение стекла анализируемого сосуда, измерение емкости анализируемого сосуда, объем по огибающей анализируемого сосуда, объем стекла анализируемого сосуда и, возможно, объем капли стекломассы, загружаемой в идентифицированную черновую форму, откуда заготовку переносят в чистовую форму, из которой получают анализируемый сосуд 2.
Согласно еще одной предпочтительной конфигурации, машина выполнена с возможностью определять показатель качества анализируемого сосуда, такой как отображение рельефных элементов, выполненных на анализируемом сосуде, распределение стекла анализируемого сосуда, измерение емкости анализируемого сосуда, объем по огибающей анализируемого сосуда, объем стекла анализируемого сосуда и, возможно, объем капли стекломассы, загружаемой в идентифицированную черновую форму, откуда заготовку переносят в чистовую форму, из которой получают анализируемый сосуд 2, и по меньшей мере один другой критерий, выбранный из следующего списка:
- внутренняя геометрия горловины анализируемого сосуда;
- плоскостность поверхности ободка анализируемого сосуда;
- наружные диаметры корпуса анализируемого сосуда.
Согласно еще одной предпочтительной конфигурации, машина выполнена с возможностью определять показатель качества анализируемого сосуда, такой как распределение стекла анализируемого сосуда, измерение емкости анализируемого сосуда и по меньшей мере один другой критерий, выбранный из следующего списка:
- внутренняя геометрия горловины анализируемого сосуда;
- плоскостность поверхности ободка анализируемого сосуда;
- наружные диаметры корпуса анализируемого сосуда.
Согласно предпочтительному признаку выполнения, можно осуществить операцию приведения в соответствие трехмерной цифровой модели анализируемого сосуда с контрольной трехмерной цифровой моделью, отображающей идеальный сосуд, затем определить отклонения размера, измеряя расстояния между элементами поверхности, принадлежащими к контрольной цифровой модели, и элементами поверхности, принадлежащими к трехмерной цифровой модели.
Следует отметить, что машина 1 может содержать различные средства загрузки и выгрузки. Эти средства могут включать в себя конвейер, линейный домкрат с зажимом, роботизированный манипулятор, тележку с ячейками для размещения серий предназначенных для измерения образцов, и т.д.
Вычислительное устройство 38 может быть связано с различными органами, такими как система мониторинга, система контроля и статистического анализа, система управления формовочной установкой.
Предпочтительно машина 12 установлена вблизи формовочной установки, как показано на фиг. 1, и анализируемые сосуды отбирают самое позднее перед входом в печь отжига установки, когда они обычно еще являются горячими. Если отбор анализируемых сосудов производят после их прохождения через печь отжига, то время реагирования для учета показателей и изменения параметров процесса удлиняется на период от 30 мин до 1 часа, что не способствует нормальному использованию показателей качества.
Следовательно, можно предусмотреть, хотя это и нежелательно, размещение машины 1 на удалении от производственной машины, например, в холодном секторе после печи отжига или вблизи отдела проверки качества.
Изобретение не ограничивается описанными и показанными на фигурах примерами, и в него можно вносить различные изменения, не выходя за пределы объема притязаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ЕМКОСТИ СТЕКЛЯННЫХ СОСУДОВ | 2017 |
|
RU2730437C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ РАЗМЕРОВ С ПОМОЩЬЮ РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ ПУСТЫХ СТЕКЛЯННЫХ СОСУДОВ, ПЕРЕМЕЩАЕМЫХ ПО КОНВЕЙЕРУ | 2018 |
|
RU2768222C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО ПЛАНИРОВАНИЯ ВНУТРИЧЕЛЮСТНОГО ЗУБНОГО ИМПЛАНТАТА | 2006 |
|
RU2416364C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ЛИНЕЙНОГО РАЗМЕРНОГО КОНТРОЛЯ ИЗГОТОВЛЕННЫХ ОБЪЕКТОВ | 2020 |
|
RU2802404C2 |
| УСТАНОВКА И СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ СТЕНОК СТЕКЛЯННЫХ СОСУДОВ | 2020 |
|
RU2818997C2 |
| СПОСОБ ПРОЕКТИРОВАНИЯ ИНДИВИДУАЛЬНЫХ ИМПЛАНТАТОВ ДЛЯ ОСТЕОСИНТЕЗА ПЕРЕЛОМОВ ДЛИННЫХ ТРУБЧАТЫХ КОСТЕЙ | 2013 |
|
RU2551304C2 |
| СПОСОБ ЗАПИСИ ИНФОРМАЦИИ ВНУТРИ КРИСТАЛЛА АЛМАЗА | 2020 |
|
RU2750068C1 |
| СПОСОБ И СИСТЕМА РАСПОЛОЖЕНИЯ ДВУХМЕРНЫХ ИЗОБРАЖЕНИЙ | 2011 |
|
RU2593741C2 |
| ЛИНИЯ КОНТРОЛЯ ПУСТЫХ СТЕКЛЯННЫХ ЕМКОСТЕЙ | 2020 |
|
RU2800540C2 |
| СПОСОБ СОЗДАНИЯ ЦИФРОВОЙ МОДЕЛИ ОБУВНОЙ КОЛОДКИ, ОБЕСПЕЧИВАЮЩЕЙ ПОВЫШЕННУЮ ВПОРНОСТЬ В ОБЛАСТИ БОКОВЫХ СТОРОН | 2021 |
|
RU2765771C1 |
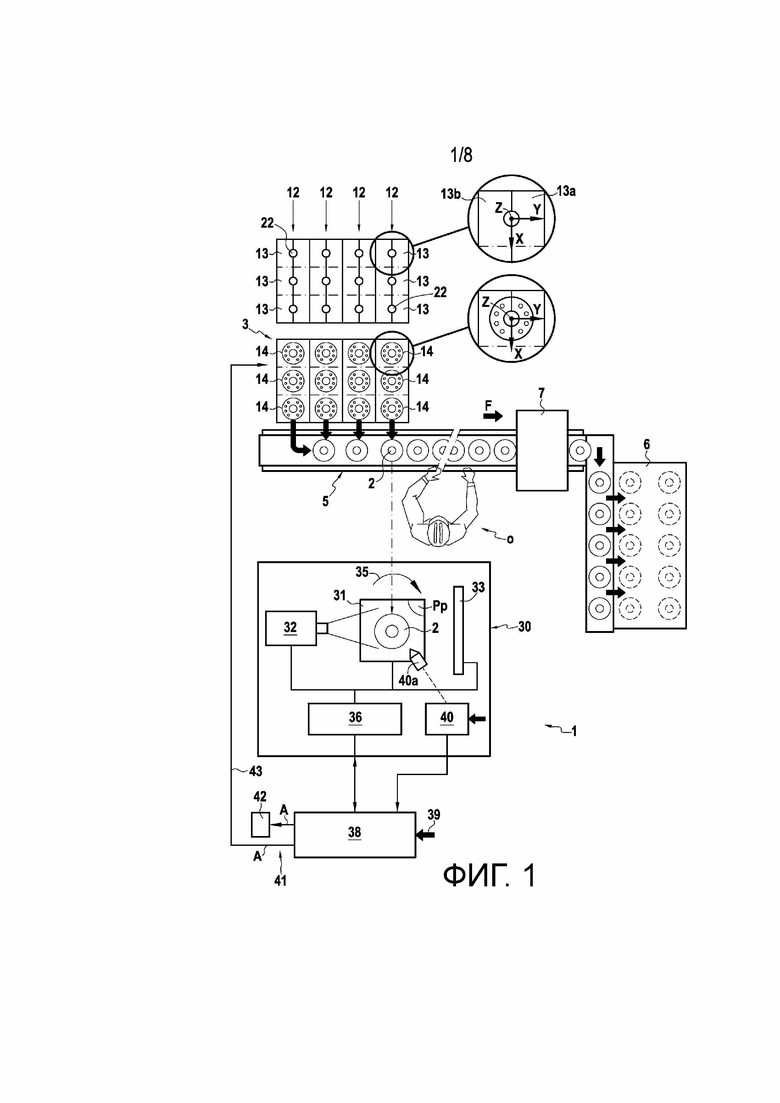
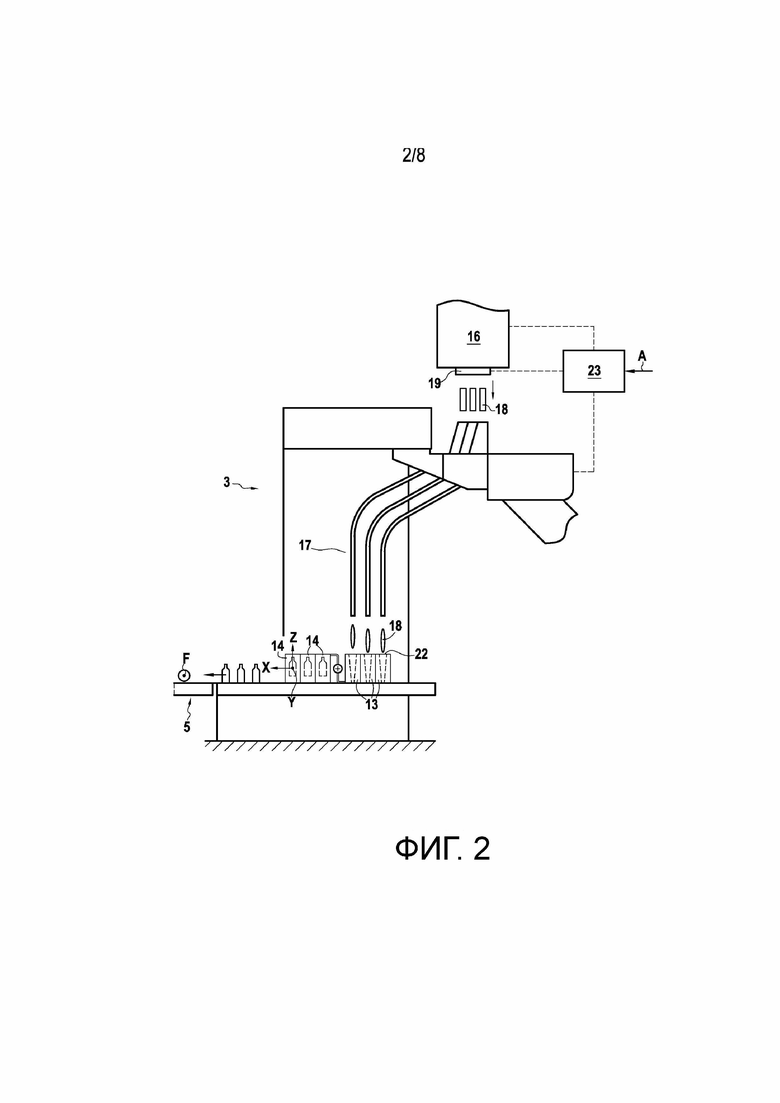
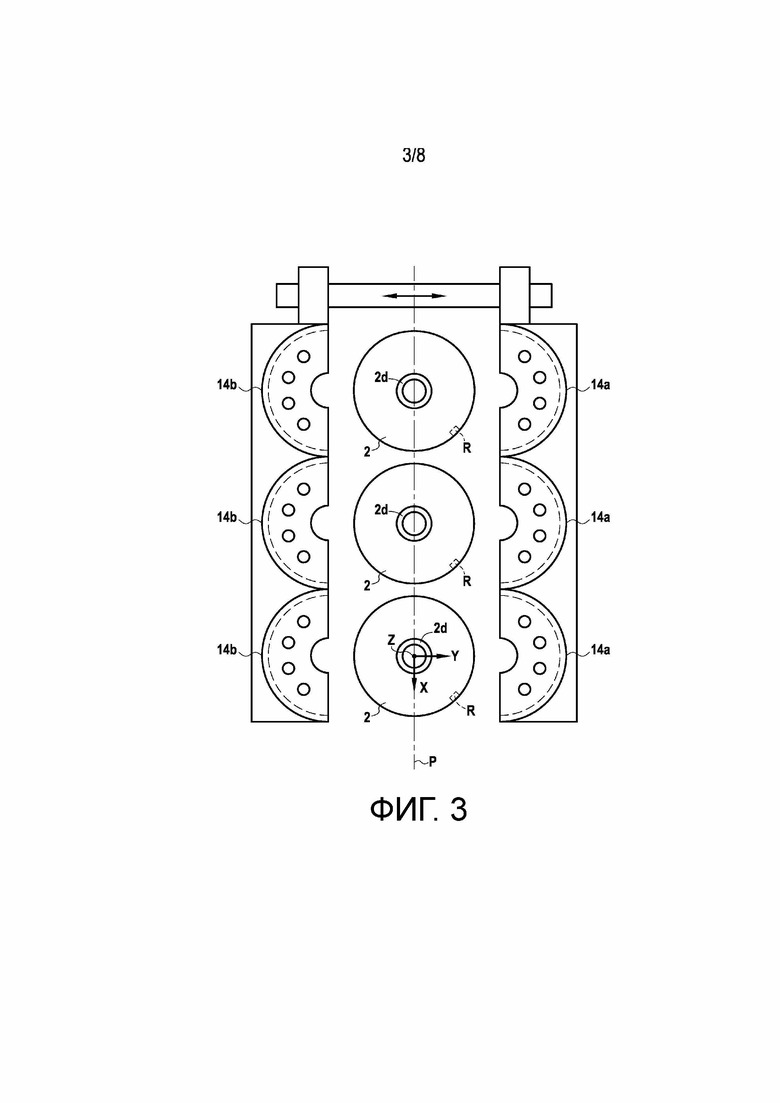
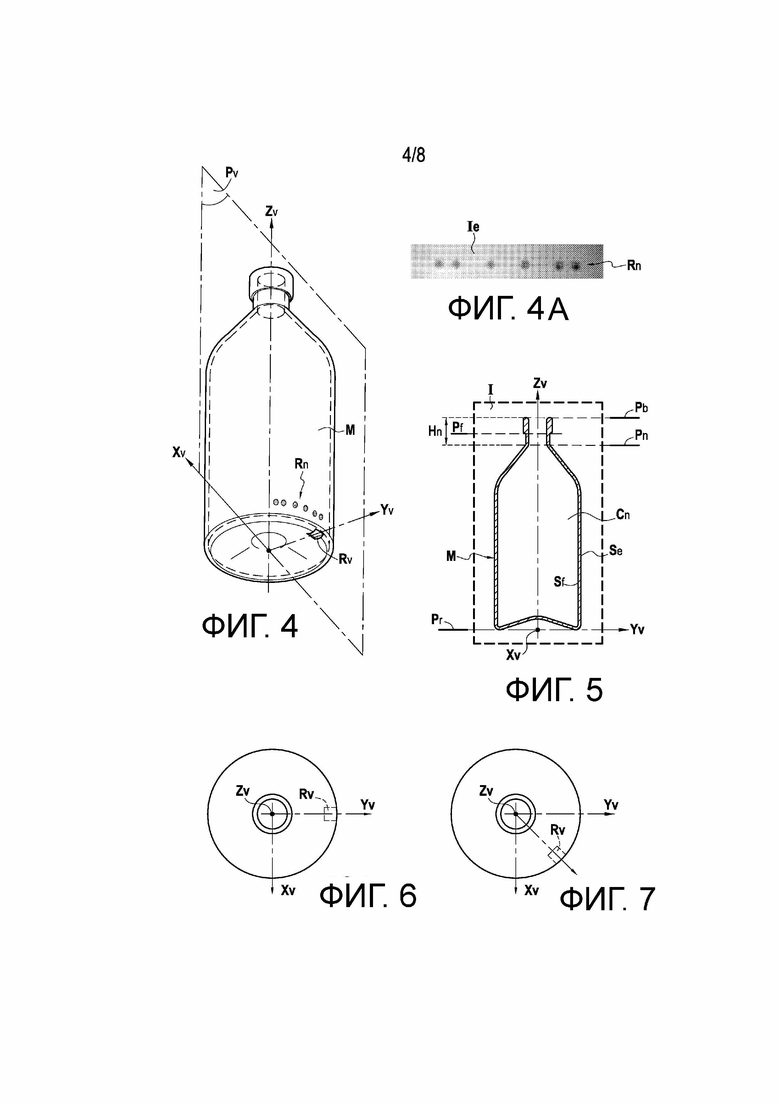
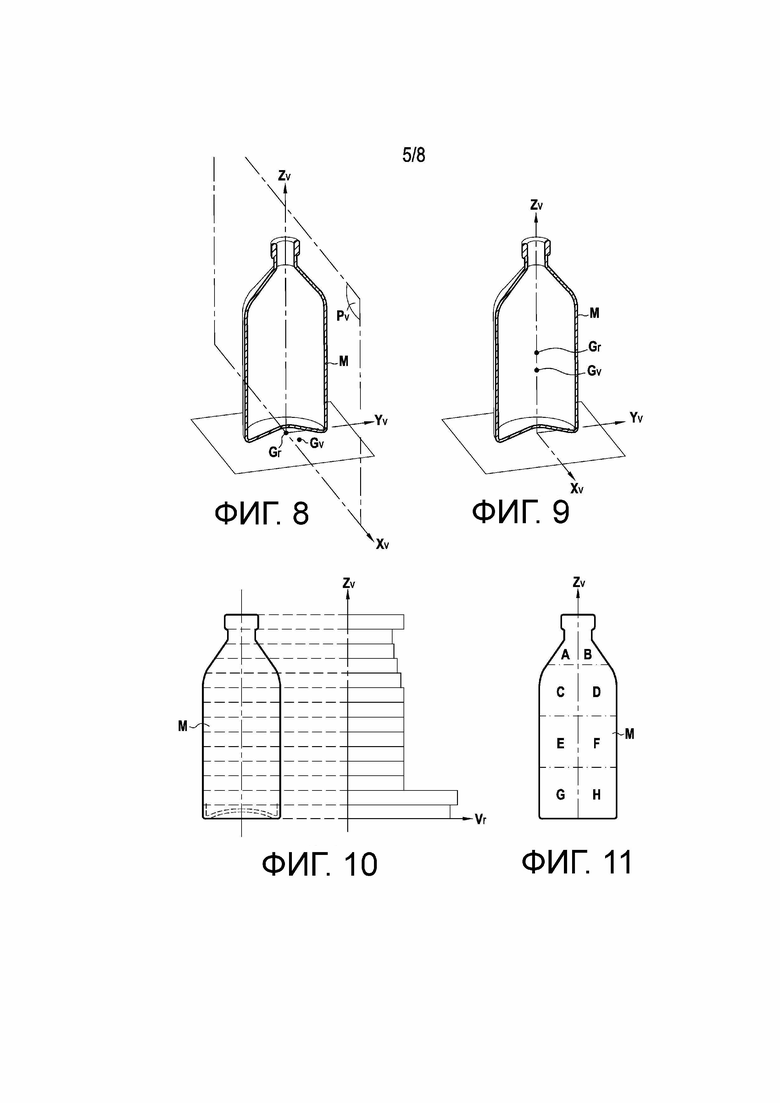
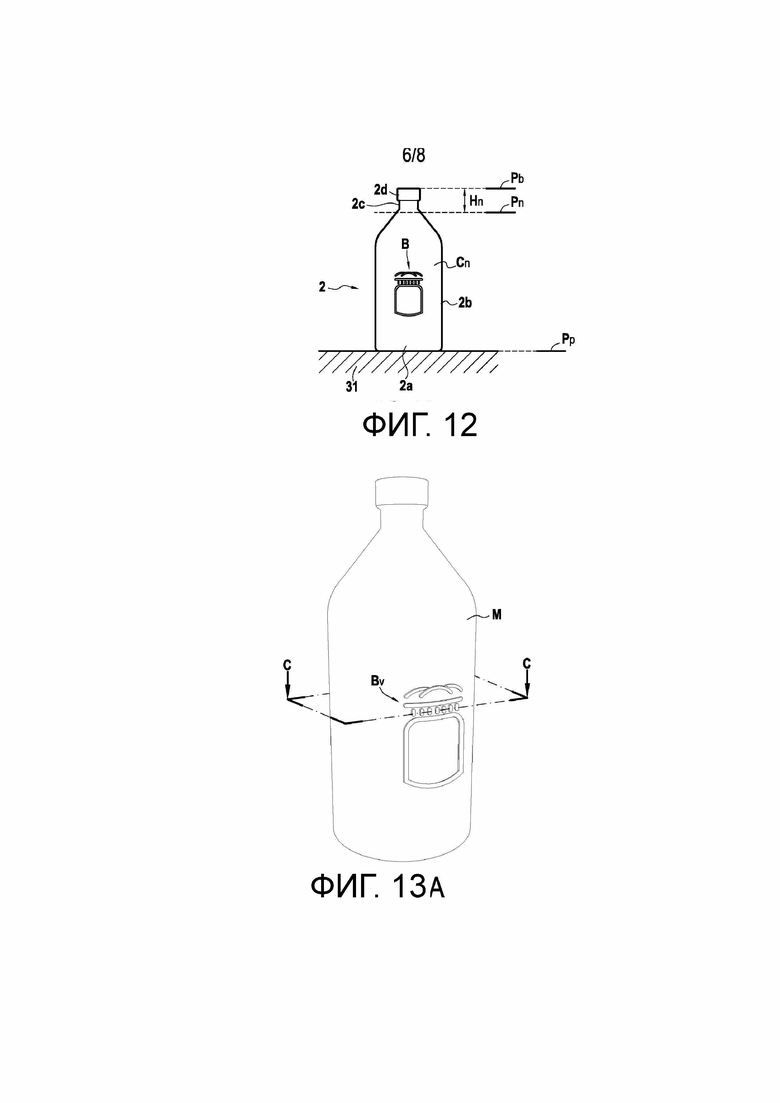
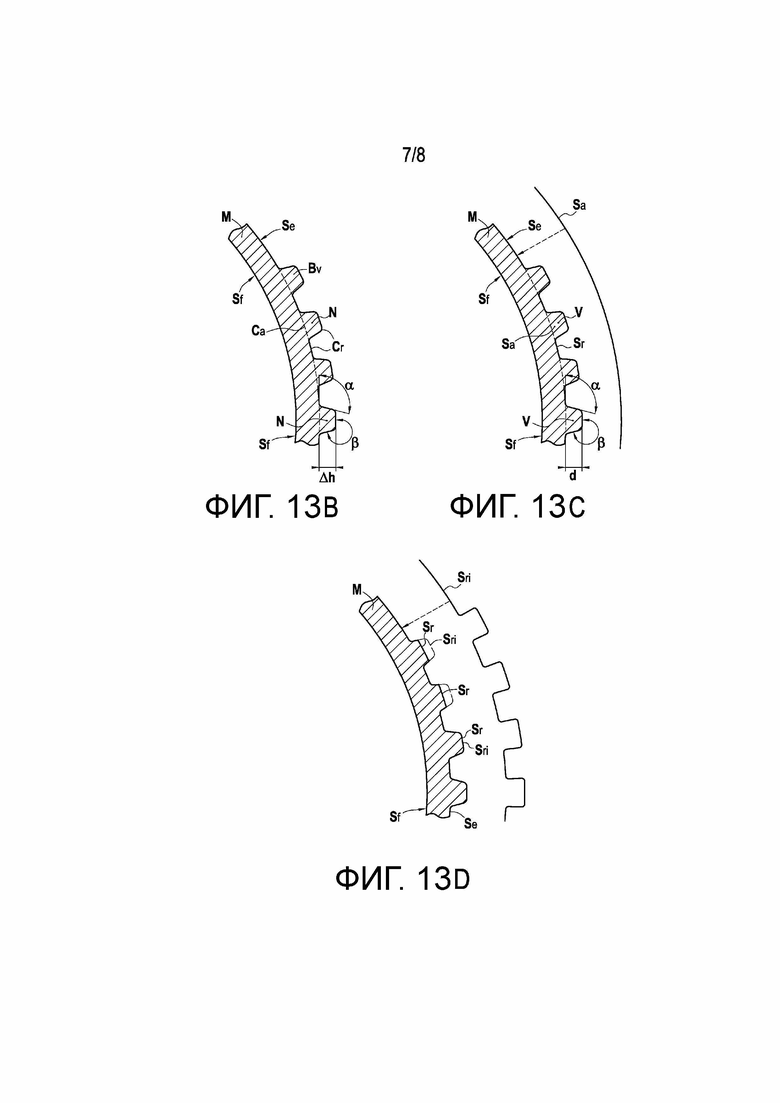
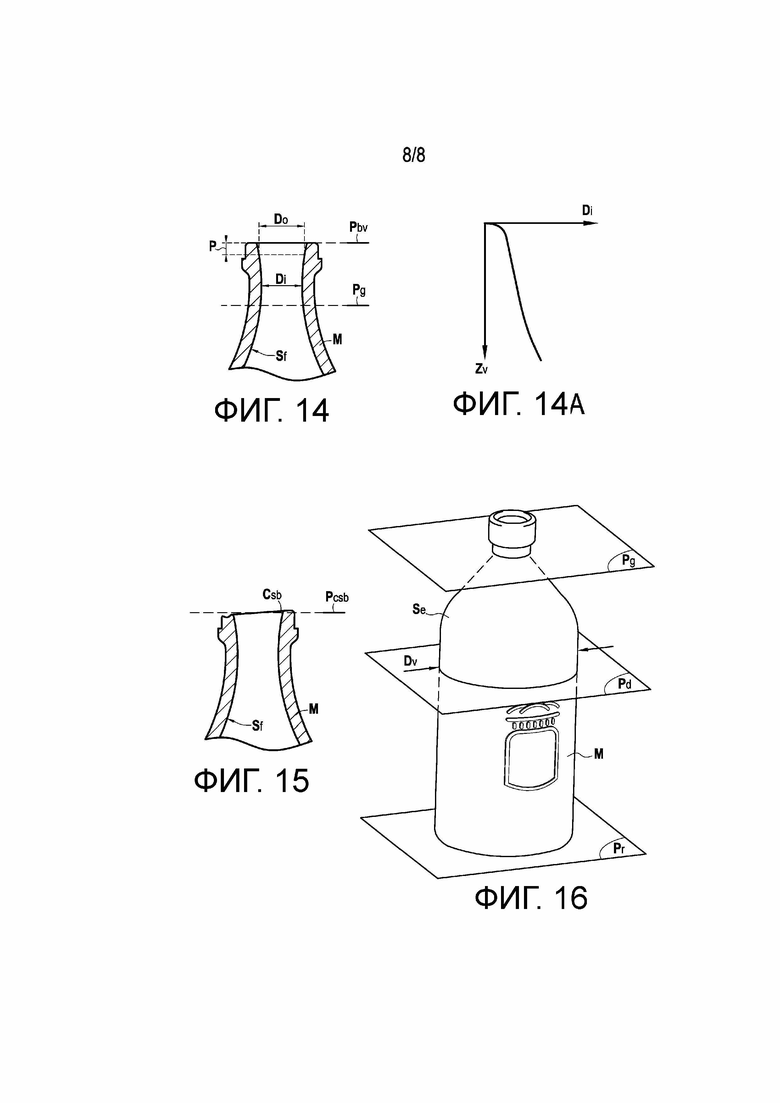
Использование: для контроля процесса формования стеклянных сосудов. Сущность изобретения заключается в том, что контроль процесса формования стеклянных сосудов осуществляют с применением установки с несколькими отдельными формовочными секциями, в каждой из которых сначала по меньшей мере одной капли расплавленного стекла придают форму заготовки по меньшей мере в одной черновой форме, затем ей придают окончательную форму по меньшей мере в одной чистовой форме, при этом контроль процесса формования стеклянных сосудов содержит этапы, на которых: отбирают сосуд, называемый анализируемым сосудом, связанный с идентифицированной черновой формой и идентифицированной чистовой формой; анализируемый сосуд помещают на держатель анализируемого сосуда прибора рентгеновской компьютерной томографии; с помощью прибора томографии получают несколько рентгеновских изображений анализируемого сосуда при разных углах проекции; рентгеновские изображения передают в вычислительное устройство; в вычислительное устройство передают данные положения анализируемого сосуда в чистовой форме в системе координат, связанной с формой; с помощью вычислительного устройства анализируют рентгеновские изображения, с тем чтобы: построить в виртуальной системе координат трехмерную цифровую модель (М) анализируемого сосуда на основании рентгеновских изображений; определить положение трехмерной цифровой модели по отношению к положению анализируемого сосуда в системе координат, связанной с формой; и анализируют трехмерную цифровую модель (М), чтобы определить по меньшей мере один показатель (А) качества анализируемого сосуда, связанный по меньшей мере с одной областью анализируемого сосуда, позволяющий вывести корректирующую информацию по меньшей мере для одного задаваемого параметра процесса формования в отношении формы анализируемого сосуда. Технический результат: обеспечение возможности контроля качества стеклянных сосудов при помощи одной машины, позволяющий производить точные, повторяющиеся и быстрые измерения, обеспечивающие получение в значительной степени полной информации для коррекции задаваемых параметров процесса формования стеклянных сосудов на формовочной установке. 3 н. и 32 з.п. ф-лы, 21 ил.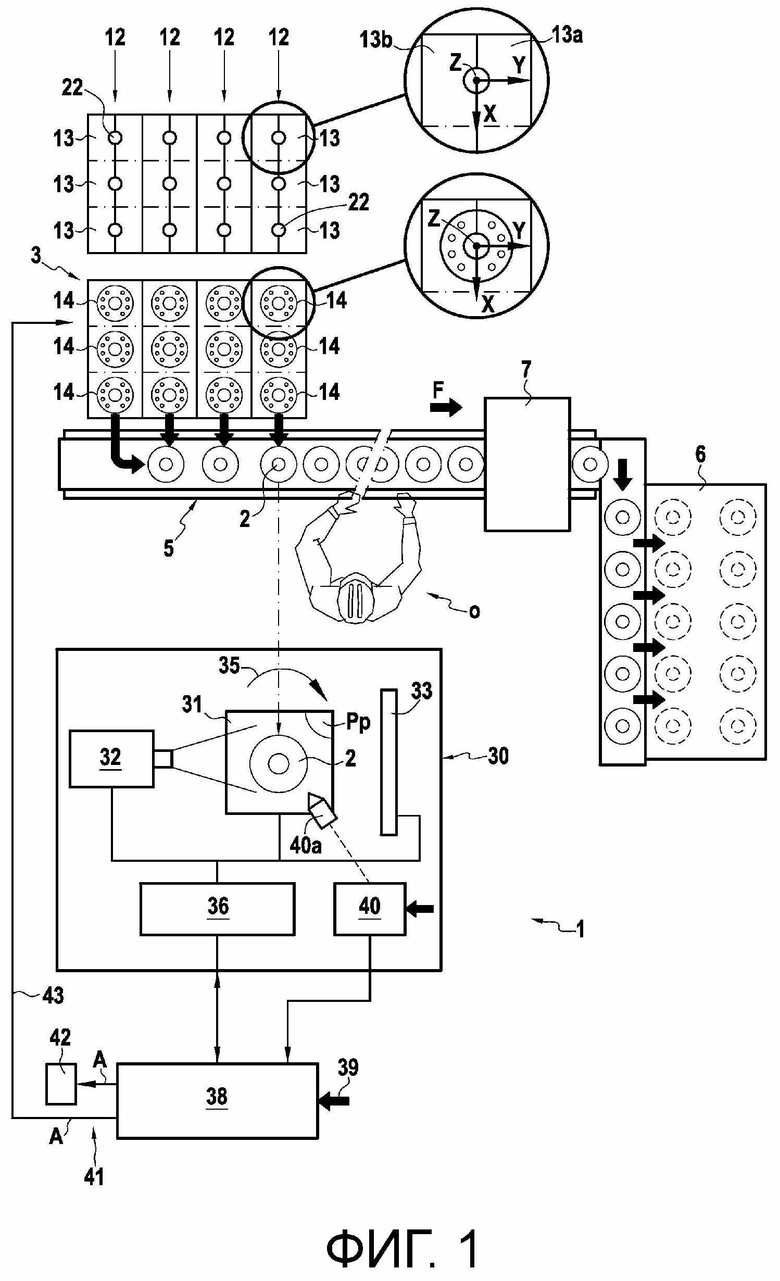
1. Способ контроля процесса формования стеклянных сосудов (2), осуществляемого с применением установки с несколькими отдельными формовочными секциями (12), в каждой из которых сначала по меньшей мере одной капли (18) расплавленного стекла придают форму заготовки по меньшей мере в одной черновой форме (13), затем ей придают окончательную форму по меньшей мере в одной чистовой форме (14), характеризующийся тем, что содержит этапы, на которых
- отбирают сосуд, называемый анализируемым сосудом, связанный с идентифицированной черновой формой (13) и идентифицированной чистовой формой (14);
- анализируемый сосуд (2) помещают на держатель (31) анализируемого сосуда прибора (30) рентгеновской компьютерной томографии;
- с помощью прибора (30) томографии получают несколько рентгеновских изображений анализируемого сосуда при разных углах проекции;
- рентгеновские изображения передают в вычислительное устройство (38);
- в вычислительное устройство передают данные положения анализируемого сосуда в чистовой форме в системе координат, связанной с формой;
- с помощью вычислительного устройства анализируют рентгеновские изображения, с тем чтобы:
построить в виртуальной системе координат трехмерную цифровую модель (М) анализируемого сосуда на основании рентгеновских изображений;
определить положение трехмерной цифровой модели по отношению к положению анализируемого сосуда в системе координат, связанной с формой;
- и анализируют трехмерную цифровую модель (М), чтобы определить по меньшей мере один показатель (А) качества анализируемого сосуда, связанный по меньшей мере с одной областью анализируемого сосуда, позволяющий вывести корректирующую информацию по меньшей мере для одного задаваемого параметра процесса формования в отношении формы анализируемого сосуда.
2. Способ по п. 1, отличающийся тем, что для определения положения трехмерной цифровой модели (М) по отношению к положению анализируемого сосуда (2) в системе координат, связанной с формой, обнаруживают установочный рельефный элемент (R) на анализируемом сосуде и размещают анализируемый сосуд на держателе (31) анализируемого сосуда таким образом, чтобы позиционировать его установочный рельефный элемент (R) относительно визуального или механического установочного устройства держателя анализируемого сосуда.
3. Способ по п. 1, отличающийся тем, что для определения положения трехмерной цифровой модели (М) по отношению к положению анализируемого сосуда в системе координат, связанной с формой:
- на анализируемом сосуде выбирают установочный рельефный элемент (R), положение которого известно в системе координат, связанной с формой;
- на трехмерной цифровой модели (М) локализуют виртуальный установочный рельефный элемент (Rv), соответствующий выбранному установочному рельефному элементу (R);
- и определяют положение виртуального установочного рельефного элемента (Rv) в виртуальной системе координат, чтобы вывести из него положение трехмерной цифровой модели (М) в системе координат, связанной с формой.
4. Способ по п. 3, отличающийся тем, что при построении трехмерной цифровой модели (М) учитывают держатель (31) анализируемого сосуда таким образом, чтобы иметь виртуальную вертикальную ось, проходящую перпендикулярно относительно виртуальной плоскости (Pr) опоры анализируемого сосуда на держателе анализируемого сосуда, и обеспечить относительное вращение трехмерной цифровой модели (M) вокруг виртуальной вертикальной оси, чтобы привести виртуальный установочный рельефный элемент (Rv) в положение, соответствующее положению установочного рельефного элемента в системе координат, связанной с формой.
5. Способ по любому из пп. 1-4, отличающийся тем, что черновую форму (13) и/или чистовую форму (14), из которой извлекают анализируемый сосуд, идентифицируют по номеру формы или номеру места расположения, и показатель качества анализируемого сосуда связывают с этим номером формы или номером места расположения.
6. Способ по любому из пп. 1-5, отличающийся тем, что для идентификации черновой формы (13) и/или чистовой формы (14), из которой извлекают анализируемый сосуд с рельефным элементом, указывающим номер формы или номер места расположения в виде кода или в буквенно-цифровом виде,
считывают рельефный элемент, выполненный на анализируемом сосуде, и считанный номер передают в вычислительное устройство (38);
или анализируют трехмерную цифровую модель (М) анализируемого сосуда (2), определяя место виртуального рельефного элемента, соответствующего рельефному элементу анализируемого сосуда, и считывают этот виртуальный рельефный элемент, чтобы передать его в вычислительное устройство (38).
7. Способ по любому из пп. 1-6, отличающийся тем, что анализируемый сосуд (2) отбирают самое позднее перед входом в печь отжига установки.
8. Способ по любому из пп. 1-7, отличающийся тем, что определяют показатель (А) качества анализируемого сосуда, позволяющий вывести корректирующую информацию по меньшей мере для одного задаваемого параметра процесса формования сосудов для идентифицированных форм, выбранного из следующих параметров:
- вес или форма капли стекломассы, загружаемой в идентифицированную черновую форму;
- положение или скорость капли (18) стекломассы при ее загрузке в идентифицированную черновую форму;
- синхронизация, или скорость, или сила при движении механизмов прессующих пуансонов, идентифицированных форм, механизмов переноса заготовки, извлекающих захватов;
- охлаждение идентифицированных форм или соответствующего пуансона;
- давление выдувания или прессования для идентифицированных форм;
- замена идентифицированной формы.
9. Способ по любому из пп. 1-8, отличающийся тем, что в качестве показателя (А) качества анализируемого сосуда (2) определяют распределение стекла в анализируемом сосуде.
10. Способ по любому из пп. 1-9, отличающийся тем, что в качестве показателя (А) качества анализируемого сосуда определяют по меньшей мере один объемный параметр анализируемого сосуда из следующих параметров: емкость (Cn) анализируемого сосуда, объем по огибающей анализируемого сосуда и объем стекла анализируемого сосуда.
11. Способ по любому из пп. 1-10, отличающийся тем, что в качестве показателя (А) качества анализируемого сосуда определяют отображение рельефных элементов (В), выполненных на анализируемом сосуде.
12. Способ по любому из пп. 1-11, отличающийся тем, что в качестве показателя (А) качества анализируемого сосуда определяют внутреннюю геометрию горловины анализируемого сосуда.
13. Способ по любому из пп. 1-12, отличающийся тем, что в качестве показателя (А) качества анализируемого сосуда определяют плоскостность поверхности ободка анализируемого сосуда.
14. Способ по любому из пп. 1-13, отличающийся тем, что в качестве показателя (А) качества анализируемого сосуда определяют наружные диаметры корпуса анализируемого сосуда.
15. Способ по п. 9, отличающийся тем, что для определения распределения стекла в качестве показателя (А) качества анализируемого сосуда определяют положение центра (Gv) массы трехмерной цифровой модели (M) или участка указанной модели и это положение сравнивают с контрольным положением (Gr).
16. Способ по п. 9 или 15, отличающийся тем, что для определения распределения стекла в качестве показателя (А) качества анализируемого сосуда определяют толщину стеклянной стенки по меньшей мере по одной области анализируемого сосуда (2), при этом выявляют в указанной области положение зоны с толщиной, превышающей заранее определенное значение, и/или с толщиной, меньшей заранее определенного значения, при целесообразности, определяя протяженность указанной зоны, и/или выявляя присутствие и положение в стенке места, имеющего минимальную и максимальную толщину в указанной области.
17. Способ по любому из пп. 9, 15, 16, отличающийся тем, что для определения распределения стекла в качестве показателя качества анализируемого сосуда:
- определяют объем стекла, содержащийся по меньшей мере в двух областях трехмерной цифровой модели, разделенной либо вертикальной плоскостью сечения, содержащей виртуальную вертикальную ось трехмерной цифровой модели, либо горизонтальной плоскостью сечения, перпендикулярной указанной виртуальной вертикальной оси;
- и указанные объемы сравнивают с значениями контрольного объема и/или между несколькими областями одного и того же анализируемого сосуда, и/или между несколькими анализируемыми сосудами.
18. Способ по п. 11, отличающийся тем, что для определения отображения рельефных элементов (В), выполненных на анализируемом сосуде, в качестве показателя качества анализируемого сосуда:
- на трехмерной цифровой модели (М) анализируемого сосуда позиционируют по меньшей мере одну плоскость (С-С) сечения таким образом, чтобы она рассекала по меньшей мере часть виртуального рельефного элемента (Br) наружной поверхности (Se) указанной модели, соответствующего рельефному элементу (В);
- в плоскости сечения определяют характерную кривую (Cr) сечения виртуального рельефного элемента (Br);
- на характерную кривую (Cr) по меньшей мере частично накладывают кривую (Ca) нулевой абсолютной высоты, представляющую собой кривую наружной поверхности (Se) анализируемого сосуда, не имеющего указанного виртуального рельефного элемента (Br);
- сравнивают характерную кривую (Cr) с кривой (Ca) нулевой абсолютной высоты, вычисляя в качестве критерия отображения виртуального рельефного элемента (Br) по меньшей мере одну из следующих величин:
- расстояние между характерной кривой (Cr) и кривой (Ca) нулевой абсолютной высоты;
- разность между наклонами характерной кривой (Cr) и кривой (Ca) нулевой абсолютной высоты в заданном положении;
- изменение наклона характерной кривой (Cr);
- площадь, ограниченную характерной кривой (Cr) и кривой (Ca) нулевой абсолютной высоты.
19. Способ по п. 11 или 18, отличающийся тем, что для определения отображения рельефных элементов (В), выполненных на анализируемом сосуде (2), в качестве показателя (А) качества анализируемого сосуда:
- определяют характерную поверхность (Sr) рельефного элемента как участок наружной поверхности трехмерной цифровой модели в интересующей зоне, содержащий по меньшей мере часть виртуального рельефного элемента, соответствующего указанному рельефному элементу (В);
- накладывают по меньшей мере частично на наружную поверхность интересующей зоны поверхность (Sa) нулевой абсолютной высоты, представляющую собой поверхность интересующей зоны, не имеющую указанного виртуального рельефного элемента;
- сравнивают характерную поверхность (Sr) с поверхностью (Sa) нулевой абсолютной высоты, вычисляя в качестве критерия отображения рельефного элемента по меньшей мере одну из следующих величин:
- расстояние между поверхностью (Sa) нулевой абсолютной высоты и характерной поверхностью (Sr);
- разность между наклоном поверхности (Sa) нулевой абсолютной высоты и наклоном указанной характерной поверхности (Sr), в заданном положении;
- изменение наклонов характерной поверхности (Sr);
- ряд объемов, ограниченных поверхностью (Sa) нулевой абсолютной высоты и характерной поверхностью (Sr).
20. Способ по любому из пп. 11, 18, 19, отличающийся тем, что для определения отображения рельефных элементов, выполненных на анализируемом сосуде, в качестве показателя качества анализируемого сосуда:
- определяют характерную поверхность (Sr) виртуального рельефного элемента как участок наружной поверхности трехмерной цифровой модели в интересующей зоне, содержащий по меньшей мере часть виртуального рельефного элемента, соответствующего рельефному элементу анализируемого сосуда;
- накладывают по меньшей мере частично на наружную поверхность интересующей зоны теоретическую поверхность (Sri) рельефного элемента, представляющую собой поверхность интересующей зоны, если виртуальный рельефный элемент отображен правильно;
- сравнивают характерную поверхность (Sr) с теоретической поверхностью (Sri), вычисляя в качестве критерия отображения рельефного элемента по меньшей мере одну из следующих величин:
- расстояние между характерной поверхностью (Sr) и теоретической поверхностью (Sri);
- разность между наклонами поверхностей (Sr) и (Sri) в заданном положении;
- ряд объемов, ограниченных поверхностями (Sr) и (Sri).
21. Способ по любому из пп. 11, 18-20, отличающийся тем, что при определении в качестве показателя качества анализируемого сосуда отображения рельефных элементов, выполненных на анализируемом сосуде,
- выбирают на трехмерной цифровой модели (М) виртуальный рельефный элемент, соответствующий рельефному элементу с технической функцией, положение которого известно;
- позиционируют плоскость сечения таким образом, чтобы она рассекала указанный рельефный элемент по плоскости сечения, соответствующей проектной плоскости;
- получают характерную кривую (Cr) указанного сечения виртуального рельефного элемента;
- измеряют на указанной характерной кривой радиус кривизны и/или угол, длину, расстояние до кривой (Ca) нулевой абсолютной высоты;
- сравнивают измерение с заранее определенными значениями допуска.
22. Способ по п. 10, отличающийся тем, что для определения емкости (Cn) анализируемого сосуда в качестве показателя качества анализируемого сосуда:
- определяют внутреннюю поверхность (Sf) трехмерной цифровой модели (M) анализируемого сосуда;
- определяют плоскость (Pn) уровня заполнения на трехмерной цифровой модели анализируемого сосуда, при этом уровень (Pn) заполнения является либо виртуальной плоскостью (Pr) поверхности ободка, либо номинальной плоскостью уровня заполнения;
- и посредством вычисления определяют внутренний объем трехмерной цифровой модели анализируемого сосуда, ограниченный внутренней поверхностью (Sf) и плоскостью уровня заполнения, и это значение является емкостью (Cn) анализируемого сосуда.
23. Способ по п. 10, отличающийся тем, что для определения объема по огибающей анализируемого сосуда в качестве показателя качества анализируемого сосуда:
- определяют наружную поверхность (Se) трехмерной цифровой модели анализируемого сосуда;
- определяют ограничивающую плоскость (Pf) объема как плоскость поверхности ободка или нижнюю плоскость формовочного стыка ободка;
- и определяют посредством вычисления внутренний объем, ограниченный наружной поверхностью и ограничивающей плоскостью, в качестве объема по огибающей анализируемого сосуда.
24. Способ по п. 10, отличающийся тем, что для определения объема стекла анализируемого сосуда в качестве показателя качества (А) анализируемого сосуда определяют объем стенки трехмерной цифровой модели анализируемого сосуда.
25. Способ по п. 24, отличающийся тем, что анализируют трехмерную цифровую модель (М), выявляя пузырьки, соответствующие отсутствию материала между внутренней поверхностью (Sf) и наружной поверхностью (Se), и измеряют объемы указанных пузырьков, которые затем вычитают из объема стенки трехмерной цифровой модели (M), определенного между внутренней поверхностью (Sf) и наружной поверхностью (Se), чтобы получить объем, соответствующий объему стекломассы капли, загружаемой в идентифицированную черновую форму, из которой заготовку переносят в чистовую форму, из которой получают анализируемый сосуд (2).
26. Способ по п. 25, отличающийся тем, что
- в качестве значения объема капли, загружаемой в черновую форму, рассматривают объем стекла трехмерной цифровой модели (M) с учетом или без учета отсутствия материала;
- в качестве значения внутреннего объема чистовой формы рассматривают внутренний объем, ограниченный наружной поверхностью трехмерной цифровой модели (M) и ограничивающей плоскостью;
- в качестве значения емкости (Cn) анализируемого сосуда рассматривают объем, ограниченный внутренней поверхностью трехмерной цифровой модели (M) и плоскостью уровня заполнения;
- из значений емкости (Cn) анализируемого сосуда и внутреннего объема чистовой формы выводят объем капли, загружаемой в черновую форму, из которой получают анализируемый сосуд;
- и, если емкость анализируемого сосуда не является соответствующей, принимают решение об изменении веса капли по меньшей мере для черновой формы, из которой получен анализируемый сосуд, или о замене чистовой формы.
27. Способ по п. 12, отличающийся тем, что для определения геометрии горловины анализируемого сосуда в качестве показателя качества анализируемого сосуда:
- на трехмерной цифровой модели (M) определяют внутреннюю поверхность, соответствующую по меньшей мере внутренней поверхности горловины;
- позиционируют по меньшей мере одну плоскость (Pg) сечения параллельно виртуальной плоскости (Pr) опоры;
- в этой плоскости измеряют несколько диаметров внутренней поверхности и определяют минимум и/или максимум в указанной плоскости сечения.
28. Способ по п. 27, отличающийся тем, что в качестве показателя геометрии горловины определяют:
- диаметр на отверстии;
- и/или диаметр протяжки;
- и/или внутренний профиль анализируемого сосуда.
29. Способ по п. 13, отличающийся тем, что для определения плоскостности поверхности ободка анализируемого сосуда в качестве показателя качества анализируемого сосуда:
- на основании трехмерной цифровой модели (М) определяют замкнутую трехмерную кривую или характерную кольцевую поверхность поверхности ободка;
- позиционируют контрольную плоскость поверхности ободка относительно указанной замкнутой трехмерной кривой или кольцевой поверхности;
- и измеряют отклонения между контрольной поверхностью и замкнутой трехмерной кривой или кольцевой поверхностью.
30. Способ по п. 14, отличающийся тем, что для определения наружных диаметров корпуса анализируемого сосуда в качестве показателя качества анализируемого сосуда:
- на основании трехмерной цифровой модели (М) определяют наружную поверхность (Se), соответствующую по меньшей мере части анализируемого сосуда, для которой необходимо измерить наружный диаметр;
- позиционируют плоскость (Pd) разреза параллельно виртуальной плоскости (Pr) опоры модели по меньшей мере на одной высоте сосуда;
- в этой плоскости разреза измеряют несколько диаметров в отношении наружной поверхности и сравнивают эти измерения с контрольными значениями.
31. Машина для контроля процесса формования стеклянных сосудов, осуществляемого с применением установки с несколькими отдельными формовочными секциями (12), в каждой из которых сначала по меньшей мере одна капля (18) расплавленного стекла формуется в заготовку по меньшей мере в одной черновой форме (13), затем ей придается окончательная форма по меньшей мере в одной чистовой форме (14), содержащая:
- прибор (30) рентгеновской компьютерной томографии, выполненный с возможностью производить несколько рентгеновских изображений под разными углами проекции анализируемого сосуда, установленного на держателе анализируемого сосуда указанного прибора;
- устройство (39) определения положения анализируемого сосуда в чистовой форме в системе координат, связанной с формой;
- вычислительное устройство (38), соединенное с указанным устройством (39) и с прибором (30) томографии и выполненное с возможностью анализировать рентгеновские изображения, с тем чтобы:
построить в виртуальной системе координат трехмерную цифровую модель (М) анализируемого сосуда на основании рентгеновских изображений;
определить положение трехмерной цифровой модели (М) по отношению к положению анализируемого сосуда в системе координат машины;
анализировать трехмерную цифровую модель (М) для определения по меньшей мере одного показателя качества анализируемого сосуда, связанного по меньшей мере с одной областью анализируемого сосуда, позволяющего вывести корректирующую информацию по меньшей мере для одного задаваемого параметра процесса формования, связанного с указанной формой для формования анализируемого сосуда;
- и систему (41) для выдачи по меньшей мере одного показателя (А) качества анализируемого сосуда, связанного по меньшей мере с одной областью анализируемого сосуда.
32. Машина по п. 31, отличающаяся тем, что система (41) для выдачи по меньшей мере одного показателя качества анализируемого сосуда, связанного по меньшей мере с одной областью анализируемого сосуда, содержит систему (42) отображения для показателя качества в отношении идентифицированной чистовой формы.
33. Машина по п. 32, отличающаяся тем, что система (41) для выдачи по меньшей мере одного показателя качества анализируемого сосуда, связанного по меньшей мере с одной областью анализируемого сосуда, содержит линию (43) соединения для передачи в систему (23) управления формовочной установкой показателя (А) качества в отношении идентифицированной чистовой формы.
34. Машина по любому из пп. 31-33, отличающаяся тем, что содержит систему (40) для подачи в вычислительное устройство (38) номера формы или места расположения анализируемого сосуда (2).
35. Установка для формования стеклянных сосудов, содержащая несколько отдельных формовочных секций (12), в каждой из которых по меньшей мере одна капля (18) расплавленного стекла сначала формуется в заготовку по меньшей мере в одной черновой форме (13), затем ей придается окончательная форма по меньшей мере в одной чистовой форме (14), отличающаяся тем, что содержит машину (21) по любому из пп. 31-34, расположенную на выходе чистовых форм.
| Способ управления температурным режимом в варочном котле в процессе сульфатной варки | 1985 |
|
SU1432120A1 |
| US 2015144538 A1, 28.05.2015 | |||
| US 2014211980 A1, 31.07.2014 | |||
| US 2013170723 A1, 04.07.2013 | |||
| СПОСОБ ПОЛУЧЕНИЯ КОНСЕРВНЫХ БАНОК ПОСРЕДСТВОМ УТОНЕНИЯ СТЕНОК | 1999 |
|
RU2211107C2 |
| СПОСОБ ИЗМЕРЕНИЯ ВНУТРЕННЕГО ОБЪЕМА ОБЪЕКТА | 2016 |
|
RU2690709C1 |

