Область техники
[00001] Настоящее изобретение относится к области потребительской промышленности и касается полимерного лотка для упаковки товаров, в частности усовершенствованного термоформованного твердого полимерного лотка для упаковки пищевых продуктов.
Уровень техники
[00002] Термоформованные полимерные лотки широко используются для упаковки товаров, в частности, пищевых продуктов. Одной из основных функций полимерного лотка, применяемого для упаковки товаров, в частности, пищевых продуктов, является защита товара от внешней среды при погрузке и транспортировке лотков, соответственно, изделия должны иметь улучшенные физико-механические свойства. Улучшение физико-механических свойств достигают путем изменения геометрии формующего инструмента, используемого для производства лотков, а также путем модернизации геометрии полимерного лотка, например, геометрической формы ребер жесткости изделия, боковых и/или торцевых стенок и т.д.
[00003] В патенте US 8794440 B2 (опубл. 17.01.2013; МПК: B65D 1/34, B65D 1/42) описано изобретение, относящееся к контейнерам, в частности, к лоткам, имеющим ребра жесткости. Технический результат аналога заключается в увеличении прочности при штабелировании или сжатии лотка благодаря перенаправлению вертикальных сжимающих сил на относительно более прочные его части. В аналоге заявлен тонкостенный лоток, содержащий одно или несколько ребер жесткости, где указанные ребра жесткости могут иметь, по меньшей мере, частично криволинейную форму и быть размещенными между промежуточной частью боковой стенки и прилегающими к ней углами, например, иметь промежуточную, как правило, колоколообразную форму так, что вершина вогнутой области находится на боковой стенке выше, чем ее ножки.
[00004] Недостатком аналога является геометрическая форма лотка, которая приводит к существенному уменьшению его внутреннего объема, то есть для использования лотка аналога по назначению необходимо увеличивать его размеры, что приводит к увеличению массы изготавливаемого изделия, а значит и к повышению затрат на упаковку, а также приводит к увеличению затрат на логистику при транспортировке указанных лотков. Следующим недостатком аналога, обусловливающим уменьшение устойчивости лотка к деформациям, возникающим в результате вертикальных и горизонтальных нагрузок, является то, что боковые и торцевые стенки соединяют с основанием лотка в углах изделия.
[00005] Полезная модель RU 194168 U1 (опубл. 29.11.2019; МПК: B65D 1/34) относится к области химической и легкой промышленностям и касается полимерного изделия для упаковки товаров, в частности, усовершенствованного термоформованного пластикового твердого лотка для упаковки пищевых продуктов. Технический результат аналога заключается в обеспечении стабильного зазора между полимерными лотками в стопе по всему периметру боковых и торцевых стенок для извлечения без затруднений их из стопы с одновременным увеличением вертикальной нагрузки. В аналоге описан полимерный лоток, содержащий корпус с основанием, боковыми и торцевыми стенками, на которых выполнены длинные и короткие ребра жесткости, расположенные вдоль вертикальных осей боковых и торцевых стенок, а также запаечная поверхность для соединения с крышкой или пленкой, имеющая отогнутый наружу бурт, при этом длинные и короткие ребра жесткости увеличиваются по ширине от запаечной поверхности к основанию, переходят от боковых и торцевых стенок на основание и соединяются с ребрами жесткости основания, образующими в его центральной части плоскую площадку, утопленную внутрь полимерного лотка, в скругленных углах между боковыми и торцевыми стенками корпуса выполнены ребра жесткости и плоские наклонные участки в нижней части корпуса.
[00006] Недостатками аналога, обусловливающими его низкую устойчивость к деформациям, возникающим в результате вертикальных и горизонтальных нагрузок, являются наличие прямых ребер жесткости, расположенных на основании, и отсутствие изогнутости боковых и/или торцевых стенок по направлению к внутренней части лотка. Другим недостатком аналога, обусловливающим уменьшение устойчивости лотка к деформациям, возникающим из-за вертикальных и горизонтальных нагрузок, является то, что боковые и/или торцевые стенки соединяют с основанием лотка на стенках изделия. Следующим недостатком аналога является утопленная внутрь лотка центральная площадка, расположенная на его основании, это приводит к уменьшению фрикционного взаимодействия лотка и поверхности транспортерной ленты, на которую устанавливается лоток, в результате увеличивается вероятность его поворота вокруг вертикальной оси, что, соответственно, приводит к остановке упаковочной линии из-за его неправильного положения.
[00007] Полезная модель RU 184819 U1 (опубл. 12.11.2018; МПК: B65D 1/34) относится к области потребительской промышленности и касается пластикового лотка для упаковки товаров, в частности, усовершенствованного термоформованного твердого пластикового лотка для упаковки пищевых продуктов. Технический результат аналога заключается в повышении устойчивости лотка к деформации по всей его площади при сохранении экономичности производства и дополнительно обеспечивает удобство его использования и информационную функциональность. В аналоге описан лоток для пищевых продуктов, содержащий формованный корпус, состоящий из основания и боковых стенок, продолжающихся вверх и слегка наружу от указанного основания, имеющих отбортовку по краю корпуса, причем корпус выполнен из термоформуемого полимерного материала с ребрами жесткости. В аналоге ребра жесткости выполнены по основанию корпуса продолжающимися, как на боковые смежные перпендикулярно расположенные стенки, так и на боковые параллельно расположенные стенки, не доходя до края корпуса на центральной их поверхности, с образованием свободных от ребер жесткости участков, на которых выполнены рельефные элементы.
[00008] Недостатками аналога, обусловливающими его низкую устойчивость к деформациям при вертикальных и горизонтальных нагрузках по сравнению с заявляемым изобретением, являются геометрия ребер жесткости основания и отсутствие изогнутости боковых и/или торцевых стенок по направлению к внутренней части лотка. Следующим недостатком аналога, обусловливающим уменьшение устойчивости лотка к деформациям, возникающим в результате вертикальных и горизонтальных нагрузок, является то, что боковые и/или торцевые стенки соединяют с основанием лотка на его стенках вблизи основания. Другим недостатком аналога является наличие коротких ребер жесткости, расположенных на боковых и торцевых стенках лотка, обеспечивающих свободные участки, на которых выполнены рельефные элементы, которые не имеют конструкционных преимуществ.
[00009] В патенте US 7857160 B2 (опубл. 01.12.2005; МПК: B65D 1/34, B65D 1/46) описано изобретение, относящееся к лотку для использования при упаковке готовых продуктов, в частности, мясных продуктов. Технический результат аналога заключается в повышении жесткости боковых стенок, в частности, в обеспечении высокой сопротивляемости горизонтальным и вертикальным нагрузкам без увеличения габаритных внешних размеров или существенного уменьшения общего внутреннего объема. В аналоге описан оптимизированный лоток, который содержит основание, множество боковых стенок, соединенных во множестве углов, фланец, отходящий от верхнего края каждой боковой стенки, и множество вертикальных ребер жесткости, расположенных на указанных боковых стенках и разнесенных вдоль них. По меньшей мере, одна из боковых стенок изогнута внутрь, а ребра жесткости имеют различную ширину на части длины одной из боковых стенок. Ребра жесткости также могут различаться по толщине на части длины одной из боковых стенок.
[00010] Недостатком аналога является то, что основание и боковые и/или торцевые стенки соединяют на стенках лотка вблизи основания. Другим недостатком аналога является то, что расположенные на боковых и/или торцевых стенках ребра жесткости прерываются на основании лотка. Указанные недостатки приводят к низкой устойчивости лотка к деформациям, возникающим в результате вертикальных и горизонтальных нагрузок.
[00011] В патенте RU 2493065 C2 (опубл. 20.09.2013; МПК: B65D 1/34) описано изобретение, относящееся к усовершенствованному термопластиковому лотку, в частности, усовершенствованному термоформованному пластиковому твердому лотку, пригодному для упаковки помимо прочего пищевых продуктов. Технический результат аналога заключается в улучшении жесткости, сопротивляемости деформации и сгибанию лотка, при этом улучшения получены без увеличения количества пластикового материала, используемого при производстве лотка, а за счет его геометрического выполнения. В аналоге заявлен твердый термоформованный пластиковый лоток, который снабжен основой, боковыми стенками, продолжающимися вверх и слегка наружу от указанной основы, первичным фланцем, интегрально соединенным с верхними краями боковых стенок и продолжающимся наружу по всей верхней периферии боковых стенок ободком, т.е. фланцем, продолжающимся вниз и слегка сужающимся наружу от наружной периферии первичного фланца, и вторичным фланцем, т.е. свешивающимся участком, продолжающимся наружу от нижнего края ободка, при этом лоток содержит множество ребер жесткости, продолжающихся, по существу, вертикально вдоль ободка и наружу относительно корпуса лотка.
[00012] Недостатками аналога, обусловливающими низкую устойчивость лотка к деформациям при вертикальных и горизонтальных нагрузках по сравнению с заявляемым изобретением, являются отсутствие изогнутости боковых и/или торцевых стенок по направлению к внутренней части лотка и наличие прямых продольных и поперечных ребер жесткости, расположенных на основании изделия. Следующим недостатком аналога, обусловливающим уменьшение устойчивости лотка к деформациям, возникающим в результате вертикальных и горизонтальных нагрузок, является то, что боковые и/или торцевые стенки соединяют с основанием изделия на его стенках вблизи основания.
Сущность изобретения
[00013] Задачей настоящего изобретения является разработка способа изготовления полимерного лотка, обеспечивающего улучшенные физико-механические свойства изделия.
[00014] Указанная задача достигается благодаря такому техническому результату, как обеспечение повышения устойчивости полимерного лотка к деформациям, возникающим в результате вертикальных и горизонтальных нагрузок. Указанная задача достигается в том числе, но не ограничиваясь, благодаря:
[00015] соединению основания и боковых и/или торцевых стенок на основании полимерного лотка;
[00016] криволинейным продольным и поперечным ребрам жесткости, расположенным на основании лотка;
[00017] вертикальным ребрам жесткости, ширина которых увеличивается от запаечной поверхности к основанию;
[00018] изогнутости боковых и/или торцевых стенок по направлению к внутренней части лотка.
[[00019] Более полно, технический результат достигается способом изготовления полимерного лотка для упаковки товаров, включающего: основание; запаечную поверхность; боковые и торцевые стенки, по которому: изготавливают полимерную пленку; производят термоформование полимерного лотка таким образом, что на боковых и/или торцевых стенках образуют вертикальные ребра жесткости, боковые и торцевые стенки соединяют с основанием лотка на основании изделия, на основании образуют продольные и/или поперечные криволинейные ребра жесткости и выступающую наружу центральную площадку. Для термоформованного полимерного лотка, у которого основными конструкционными элементами являются основание, запаечная поверхность, боковые и торцевые стенки, соединение основания, содержащего продольные и/или поперечные криволинейные ребра жесткости, с боковыми и торцевыми стенками, содержащими вертикальные ребра жесткости, на основании изделия обеспечивает повышение устойчивости лотка к деформациям, возникающим в результате вертикальных и горизонтальных нагрузок.
[00020] Для изготовления лотка могут использовать полимерную пленку, которая содержит полиэтилен и/или полипропилен, и/или полистирол, и/или поливинилхлорид, и/или полиэтилентерефталат, это дополнительно обеспечивает повышение устойчивости изделия к деформациям при вертикальных и горизонтальных нагрузках, например, к ударным нагрузкам, возникающим при транспортировке товара.
[00021] Термоформование полимерного лотка могут производить при температуре 105 - 200 °C, это обеспечивает плавление указанных выше полимеров, что, соответственно, приводит к высокоэластичному состоянию полимерной пленки, позволяющему формировать полимерный лоток, геометрическое выполнение которого приводит к улучшенной устойчивости изделия к деформациям, возникающим в результате вертикальных и горизонтальных нагрузок.
[00022] Термоформование полимерного лотка могут осуществлять таким образом, что продольные и/или поперечные криволинейные ребра жесткости на основании формируют синусоидальной формы, это дополнительно обеспечивает увеличение устойчивости основания лотка, на котором расположены указанные ребра жесткости, к деформациям, возникающим в результате вертикальных и горизонтальных нагрузок, благодаря увеличению длины материала, на которую действует деформирующая сила.
[00023] Термоформование полимерного лотка могут осуществлять таким образом, что формируют вертикальные ребра жесткости, увеличивающимися по ширине от запаечной поверхности к основанию. Это дополнительно обеспечивает повышение устойчивости боковых и/или торцевых стенок к деформациям благодаря увеличению длины материала стенок изделия, на которую оказывает влияние деформирующая сила.
[00024] Термоформование полимерного лотка могут осуществлять таким образом, что формируют угол наклона боковых и/или торцевых стенок, равный 6° - 9°, по отношению к оси, перпендикулярной основанию. Это дополнительно обеспечивает повышение устойчивости лотка к деформациям, возникающим в результате вертикальных нагрузок, благодаря перераспределению вектора деформирующей силы, действующего на боковые и/или торцевые стенки, расположенные под углом по отношению к оси, перпендикулярной основанию.
[00025] Термоформование полимерного лотка могут осуществлять таким образом, что формируют соединение боковых и торцевых стенок в виде сегмента перевернутого усеченного конуса, при этом срезают сегмент перевернутого усеченного конуса от запаечной поверхности к основанию так, что формируют расстояние от основания до указанного среза, равное 20-30 мм. Это обеспечивает дополнительное увеличение устойчивости лотка к деформациям, возникающим в результате вертикальных и горизонтальных нагрузок, за счет увеличения длины материала, на которую оказывает влияние деформирующая сила.
[00026] Термоформование полимерного лотка могут осуществлять таким образом, что формируют изогнутые по направлению к внутренней части лотка боковые и/или торцевые стенки. Это дополнительно обеспечивает повышение устойчивости боковых и/или торцевых стенок к деформациям, возникающим из-за вертикальных и горизонтальных нагрузок, благодаря увеличению длины линии воздействия деформирующей силы на материал лотка и перераспределению вектора силы по его проекциям на изогнутые стенки по направлению к внутренней части изделия.
[00027] Термоформование полимерного лотка могут осуществлять таким образом, что формируют соединение криволинейных ребер жесткости с вертикальными ребрами жесткости. Это обеспечивает дополнительное повышение устойчивости лотка к деформациям благодаря равномерному распределению вектора деформирующей силы при вертикальных и горизонтальных нагрузках на стенки и основание лотка.
[00028] Лоток для упаковки продуктов, изготовленный заявляемым способом, могут извлекать из стопы лотков, заполнять продуктами, закрывать его пленкой или крышкой, далее, закрытый пленкой или крышкой полимерный лоток могут хранить и/или транспортировать в течение длительного периода времени. После, при необходимости, могут открывать крышку или пленку и извлекать продукт для дальнейшего его использования или употребления.
Описание чертежей
[00029] Объект притязаний по настоящей заявке описан по пунктам и четко заявлен в формуле изобретения. Упомянутые выше задачи, признаки и преимущества изобретения очевидны из нижеследующего подробного описания, в сочетании с прилагаемыми чертежами, на которых показано:
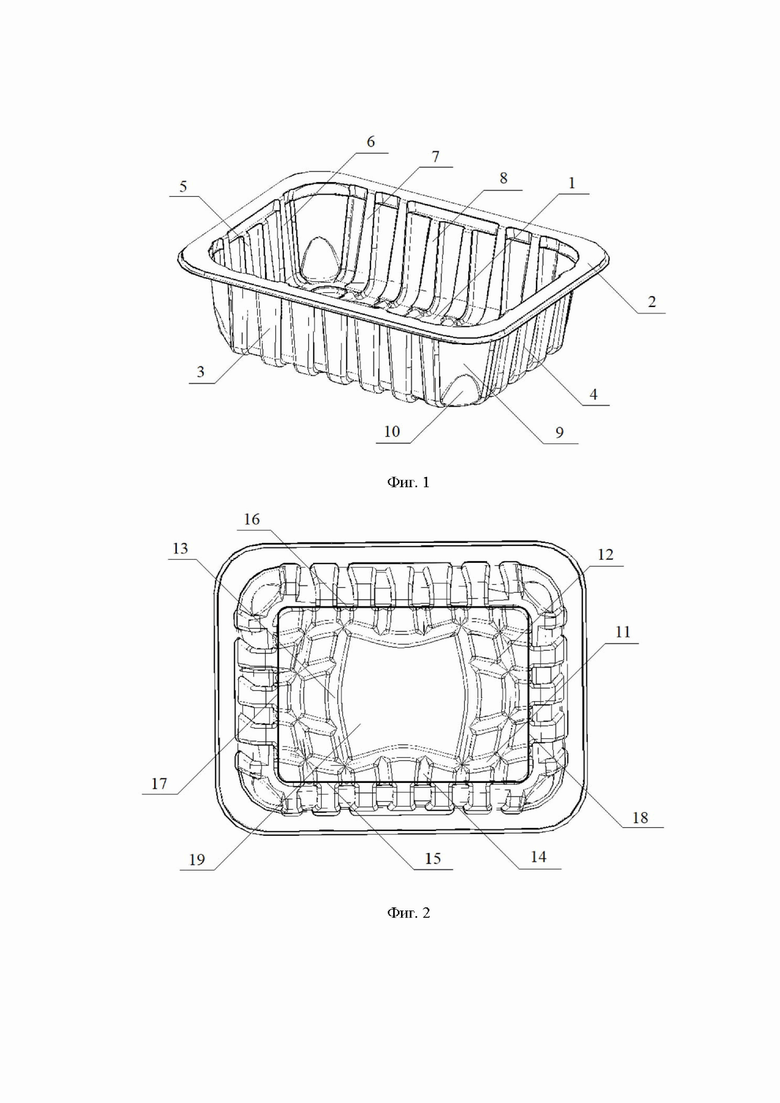
[00030] на Фиг. 1 изображен общий вид полимерного лотка;
[00031] на Фиг. 2 изображен вид снизу полимерного лотка;
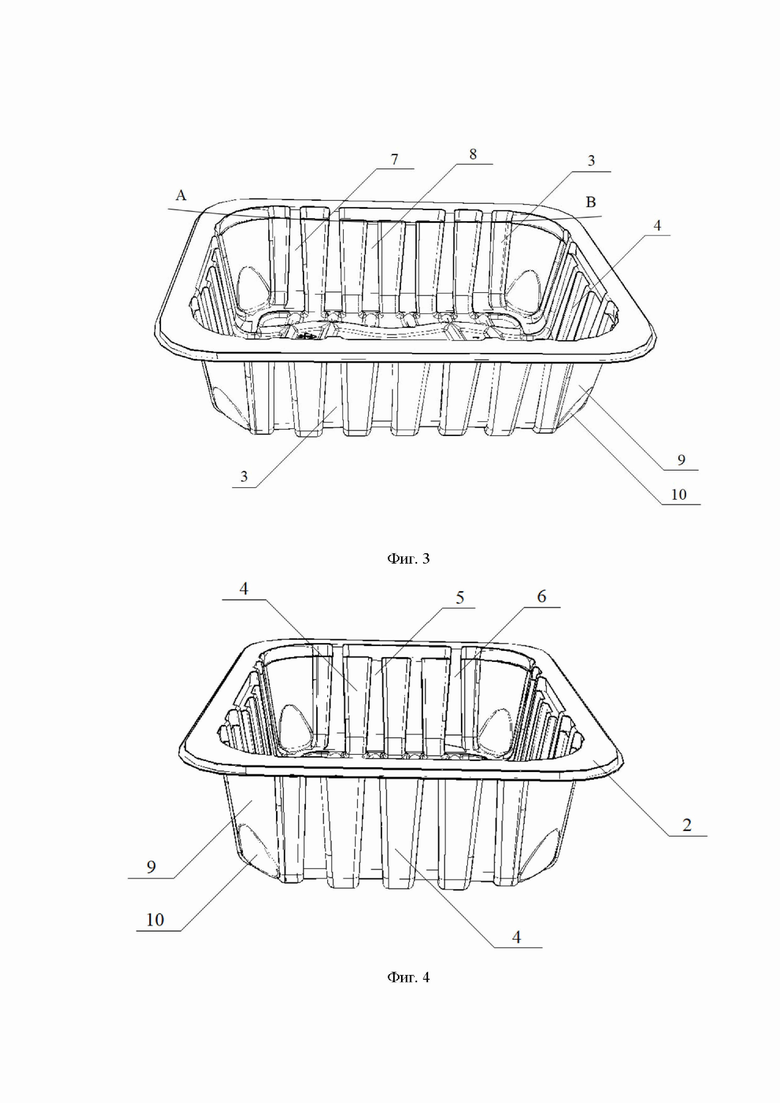
[00032] на Фиг. 3 изображен вид боковой стенки полимерного лотка;
[00033] на Фиг. 4 изображен вид торцевой стенки полимерного лотка.
Подробное описание
[00034] В приведенном ниже подробном описании реализации изобретения приведены многочисленные детали реализации, призванные обеспечить отчетливое понимание настоящего изобретения. Однако, квалифицированному в предметной области специалисту очевидно, каким образом можно использовать настоящее изобретение, как с данными деталями реализации, так и без них. В других случаях, хорошо известные методы, процедуры и компоненты не описаны подробно, чтобы не затруднять излишнее понимание особенностей настоящего изобретения.
[00035] Кроме того, из приведенного изложения ясно, что изобретение не ограничивается приведенной реализацией. Многочисленные возможные модификации, изменения, вариации и замены, сохраняющие суть и форму настоящего изобретения, очевидны для квалифицированных в предметной области специалистов.
[00036] Одним из главных назначений полимерного лотка, применяемого для упаковки товаров, в частности, пищевых продуктов, является защита товара от внешней среды при погрузке и транспортировке лотков, соответственно, изделия должны характеризоваться улучшенными физико-механическими показателями, например, высокой устойчивостью изделия к деформациям, возникающим в результате вертикальных и горизонтальных нагрузок. Улучшение физико-механических свойств достигают в результате изменения геометрии формующего инструмента, используемого для производства лотков, а также путем модернизации геометрии полимерного лотка, например, геометрической формы ребер жесткости лотка, боковых и/или торцевых стенок и т.д.
[00037] Понятие «устойчивость лотка к деформациям» подразумевает способность полимерного лотка сопротивляться деформирующим силам, возникающим в результате различных нагрузок, например, вертикальных, горизонтальных нагрузок.
[00038] Заявляемый способ изготовления полимерного лотка для упаковки товаров, в частности, пищевых продуктов, содержит следующие этапы: изготовление полимерной пленки, термоформование полимерного лотка. Изготовление полимерной пленки заключается в плавлении и гомогенизации полимеров, имеющих вид гранул или порошка, в дозировании изготавливаемого расплава полимеров через плоскощелевую головку для получения пленки, которую охлаждают и наматывают затем в рулоны. Далее, используя намотанную в рулоны полимерную пленку, производят термоформование полимерного лотка путем разогрева полимерной пленки до температуры высокоэластичного состояния полимеров, равной 105-200 °C; придают изделию необходимую форму при помощи формующего инструмента, который представляет собой стакан и донную вставку, состыкованные для работы таким образом, что при термоформовании соединяют стенки с основанием изделия на основании лотка вблизи стенок; охлаждают изделие в форме до температуры 20-30°C, при которой конфигурация отформованного изделия приобретает стабильные размеры; затем извлекают отформованное изделие со стабильными размерами из формы.
[00039] Геометрическое выполнение полимерного лотка, изготавливаемого согласно заявляемому способу, описано ниже более подробно со ссылками на сопровождающие чертежи, где числа относятся к частям лотка, на которых проиллюстрированы некоторые варианты выполнения полимерного лотка.
[00040] На Фиг. 1 изображен общий вид изготавливаемого полимерного лотка согласно заявляемому способу, включающего: основание 1; запаечную поверхность 2 для соединения с крышкой или пленкой; боковые 3 и торцевые 4 стенки, продолжающиеся вверх от основания 1 к запаечной поверхности 2. Причем производят термоформование полимерного лотка таким образом, что на боковых 3 и/или торцевых 4 стенках образуют вертикальные ребра жесткости 5, 6, 7, 8, боковые 3 и торцевые 4 стенки соединяют с основанием 1 лотка на основании 1 изделия, на основании 1 образуют продольные 11, 12 и/или поперечные 13, 14 криволинейные ребра жесткости. На Фиг. 2 изображен один из вариантов соединения 15, 16 боковых стенок 3 с основанием 1 лотка и соединения 17, 18 торцевых стенок 4 с основанием 1 изделия. Продольные ребра жесткости 11, 12 основания 1 размещают вдоль боковых стенок 3 в ходе термоформования, а поперечные ребра жесткости 13, 14 располагают вдоль торцевых стенок 4. Вид на боковую стенку 3 полимерного лотка изображен на Фиг. 3, а вид на торцевую стенку 4 полимерного лотка изображен на Фиг. 4. В варианте выполнения полимерного лотка, изображенном на Фиг. 2, на основании 1, наряду с продольными 11, 12 и поперечными 13, 14 ребрами жесткости, формируют выступающую наружу центральную площадку 19, которую используют для расположения в ней впитывающей и удерживающей ненужную влагу салфетки, а также указанную площадку 19 применяют для размещения на ней различной информации, например, логотипа компании. Для термоформованного полимерного лотка, у которого основными конструкционными элементами являются основание 1, запаечная поверхность 2, боковые 3 и торцевые 4 стенки, соединения 15, 16, 17, 18 основания 1, содержащего продольные 11, 12 и поперечные 13, 14 криволинейные ребра жесткости, с боковыми 3 и торцевыми 4 стенками, содержащими вертикальные ребра жесткости 5, 6, 7, 8, на основании 1 изделия обеспечивают повышение устойчивости изделия к деформациям, возникающим в результате вертикальных и горизонтальных нагрузок. Перенос соединений 15, 16, 17, 18 основания и стенок 3, 4 лотка на основание 1 повышает устойчивость стенок 3, 4 изделия к деформациям, возникающим из-за нагрузок, в результате отсутствия указанных соединений 15, 16, 17, 18 на них. К тому же на основании 1 располагают в результате термоформования лотка криволинейные ребра жесткости 11, 12, 13, 14, которые приводят к увеличению устойчивости основания 1 к деформациям благодаря увеличению длины материала основания 1, на которую действует деформирующая сила.
[00041] Для изготовления лотка могут использовать полимерную пленку, которая содержит полиэтилен и/или полипропилен, и/или полистирол, и/или поливинилхлорид, и/или полиэтилентерефталат, это дополнительно обеспечивает повышение устойчивости изделия к деформациям при вертикальных и горизонтальных нагрузках, например, к ударным нагрузкам, возникающим при транспортировке товара. Указанные полимеры могут смешивать с добавками, в том числе полимерными. Необходимо, чтобы добавки, в том числе полимерные, были термодинамически совместимыми или частично термодинамически совместимыми с указанными выше полимерами, а именно: полиэтиленом, полипропиленом, полистиролом, поливинилхлоридом, полиэтилентерефталатом. Термодинамическая совместимость материалов - это способность материалов образовывать при смешивании гомогенные фазы, в данном случае указанная гомогенность должна достигаться в расплаве (жидкой фазе) и не исчезать при затвердевании смесей. Например, полипропилен могут смешивать с сополимером этилена или иными гомо- или сополимерами, термодинамически совместимыми с полипропиленом.
[00042] В предпочтительном варианте термоформование полимерного лотка производят при температуре 105-200°C. При температуре меньше 105°C не удается получить высокоэластичное состояние полимерной пленки, которое позволяет произвести термоформование лотка. При температуре термоформования выше 200°C происходит плавление полимера, однако указанная температура является причиной падения расплавленного полимера на нагревательные элементы термоформовочной линии с последующим возгоранием указанной полимерной массы. Термоформование полимерного лотка, производимое при температуре 105-200°C, обеспечивает переход к высокоэластичному состоянию полимерной пленки, позволяющему формировать полимерный лоток, геометрическое выполнение которого приводит к улучшенной устойчивости изделия к деформациям, возникающим в результате вертикальных и горизонтальных нагрузок.
[00043] Термоформование полимерного лотка могут осуществлять таким образом, что продольные 11, 12 и/или поперечные 13, 14 криволинейные ребра жесткости на основании формируют синусоидальной формы, это обеспечивает дополнительное увеличение устойчивости основания лотка к деформациям, возникающим в результате вертикальных и горизонтальных нагрузок, благодаря увеличению длины материала, на которую действует деформирующая сила. В варианте выполнения, изображенном на Фиг. 2, синусоидальные ребра жесткости 11, 12, 13, 14 формируют таким образом, что они имеют форму фрагмента синусоиды длиной π/2 и/или π, и/или 2π, где синусоидальные ребра жесткости 12, 11, имеющие форму фрагмента синусоиды длиной π/2, 2π, соответственно, продольные, а синусоидальные ребра жесткости 14, 13, имеющие форму фрагмента синусоиды длиной π/2, π, соответственно, поперечные. Синусоидальные ребра жесткости 11, 12, 13, 14 могут быть расположены на основании лотка следующим образом: 2 продольных ребра жесткости 11 длиной 2π, ограничивающих центральную площадку основания 19, и 2 продольных ребра жесткости 12 длиной π/2, продолжающихся от торцевой стенки 4 до центральной площадки 19; 4 поперечных ребра жесткости 13 длиной π и 4 поперечных ребра жесткости 14 длиной π/2, продолжающихся от боковой стенки 3 к центральной площадке 19.
[00044] Термоформование полимерного лотка могут осуществлять таким образом, что формируют вертикальные ребра жесткости 5, 6, 7, 8, у которых ширина постоянная, уменьшается или увеличивается от запаечной поверхности 2 к основанию 1. В предпочтительном варианте термоформование полимерного лотка, общий вид которого изображен на Фиг. 1, осуществляют таким образом, что формируют вертикальные ребра жесткости 5, 6, 7, 8, увеличивающимися по ширине от запаечной поверхности 2 к основанию 1. Это позволяет дополнительно повысить устойчивость боковых 3 и/или торцевых 4 стенок лотка к деформациям в результате увеличения длины материала стенок 3, 4 изделия, на которую оказывает влияние деформирующая сила. Вид на боковую стенку 3 полимерного лотка изображен на Фиг. 3, вид на торцевую стенку 4 полимерного лотка изображен на Фиг. 4.
[00045] Термоформование полимерного лотка могут осуществлять таким образом, что формируют угол наклона боковых 3 и/или торцевых 4 стенок, больше 5°, но меньше 10° по отношению к оси, перпендикулярной основанию 1. Однако угол, равный 5°, затрудняет процесс термоформования полимерного лотка, а угол больше 10° приводит к снижению его устойчивости к деформациям при вертикальных нагрузках и существенно сокращает внутренний объем лотка. В предпочтительном варианте термоформование полимерного лотка, общий вид которого изображен на Фиг. 1, осуществляют таким образом, что формируют угол наклона боковых 3 и/или торцевых 4 стенок, равный 6°-9°, по отношению к оси, перпендикулярной основанию 1. Это позволяет повысить устойчивость лотка к деформациям при вертикальных нагрузках благодаря перераспределению вектора деформирующей силы на расположенные под углом боковые 3 и/или торцевые 4 стенки по отношению к оси, перпендикулярной основанию 1. Вид на боковую стенку 3 полимерного лотка изображен на Фиг. 3, вид на торцевую стенку 4 полимерного лотка изображен на Фиг. 4.
[00046] Термоформование полимерного лотка, общий вид которого изображен на Фиг. 1, могут осуществлять таким образом, что формируют соединение 9 боковых 3 и торцевых 4 стенок в виде сегмента перевернутого усеченного конуса, при этом срезают сегмент 10 перевернутого усеченного конуса от запаечной поверхности 2 к основанию 1 так, что формируют расстояние от основания 1 до указанного среза 10, равное 20 - 30 мм. Наличие среза сегмента перевернутого усеченного конуса приводит к увеличению устойчивости соединения боковых и торцевых стенок между собой, поскольку указанный срез формирует дополнительные ребра жесткости. Срез сегмента 10 перевернутого усеченного конуса имеет форму плоского колокола, который перераспределяет вертикальную нагрузку с образующей конуса на себя. Формирование расстояния от основания 1 до указанного среза 10, равного более 30 мм, приводит к уменьшению внутреннего объема полимерного лотка и увеличению нагрузки на указанный срез. Формирование расстояния от основания 1 до указанного среза 10, равного менее 20 мм, приводит к уменьшению устойчивости к вертикальным нагрузкам указанного среза. Такой вариант термоформования полимерного лотка дополнительно обеспечивает увеличение его устойчивости к деформациям, возникающим в результате вертикальных и горизонтальных нагрузок, за счет увеличения длины материала, на которую оказывает влияние деформирующая сила.
[00047] Термоформование полимерного лотка могут осуществлять таким образом, что формируют прямые или изогнутые по направлению к внутренней или внешней части лотка боковые 3 и/или торцевые 4 стенки. В предпочтительном варианте термоформование полимерного лотка, общий вид которого изображен на Фиг. 1, осуществляют таким образом, что формируют изогнутые по направлению к внутренней части лотка боковые 3 и/или торцевые 4 стенки (например, изогнутость боковой стенки 3 изображена на Фиг. 3 криволинейной прямой AB), это обеспечивает дополнительное повышение устойчивости боковых 3 и/или торцевых 4 стенок к деформациям при нагрузках благодаря перераспределению вектора силы по его проекциям на изогнутые боковые 3 и/или торцевые 4 стенки по направлению к внутренней части лотка и увеличению длины линии воздействия деформирующей силы на материал изделия.
[00048] Термоформование полимерного лотка могут осуществлять таким образом, что могут соединять или не соединять криволинейные ребра жесткости 11, 12, 13, 14 с вертикальными ребрами жесткости 5, 6, 7, 8. В предпочтительном варианте термоформование полимерного лотка, общий вид которого изображен на Фиг. 1, осуществляют таким образом, что формируют соединение криволинейных ребер жесткости 11, 12, 13, 14 с вертикальными ребрами жесткости 5, 6, 7, 8. Это обеспечивает дополнительное повышение устойчивости лотка к деформациям благодаря равномерному распределению вектора деформирующей силы при сжимающих вертикальных и горизонтальных нагрузках на стенки 3, 4 и основание 1 лотка.
[00049] В качестве цифрового параметра, характеризующего устойчивость к деформациям полимерного лотка для упаковки товаров, в частности, для пищевых продуктов, изготавливаемого согласно описанному выше способу, используют параметр формоустойчивости лотка под нагрузкой (ФУПН), который определяется геометрическим выполнением изделия. В качестве примера рассматривают изменение показателей ФУПН для лотков размером 197 мм × 155 мм (длина × ширина) типа А и B при использовании различных полимеров при изготовлении полимерной пленки, применяемой для термоформования лотков, а именно: полиэтилен, полипропилен, полистирол, поливинилхлорид, полиэтилентерефталат. Тип A относится к лоткам, у которых соединения основания и боковых и/или торцевых стенок располагают в ходе термоформования изделия на его основании вблизи стенок; формируют синусоидальной формы продольные и поперечные ребра жесткости; формируют изогнутые боковые и/или торцевые стенки по направлению к внутренней части лотка; формируют вертикальные ребра жесткости, расположенные по периметру боковых и/или торцевых стенок, которые имеют ширину, увеличивающуюся от запаечной поверхности к основанию. Тип B относится к лоткам, у которых соединения основания и боковых и/или торцевых стенок располагают в ходе термоформования лотка на его стенках вблизи основания; формируют прямые продольные и поперечные ребра жесткости основания; формируют постоянной ширины вертикальные ребра жесткости, расположенные на боковых и/или торцевых стенках; а также формируют прямые боковые и/или торцевые стенки лотка. Таблица 1 иллюстрирует то, что показатели ФУПН для лотка A выше, чем для лотка B.
Сравнение параметра ФУПН для лотков типа A и B
[00050] Лоток для упаковки продуктов, изготовленный заявляемым способом, могут извлекать из стопы лотков, заполнять продуктами, закрывать его пленкой или крышкой, далее, закрытый пленкой или крышкой полимерный лоток могут хранить и/или транспортировать в течение длительного периода времени. После, при необходимости, могут открывать крышку или пленку и извлекать продукт для дальнейшего его использования или употребления.
[00051] Таким образом, заявляемый способ изготовления полимерного лотка для упаковки товаров, в частности, пищевых продуктов, обеспечивает повышение устойчивости изделия к деформациям, возникающим в результате вертикальных и горизонтальных нагрузок.
[00052] В настоящих материалах заявки представлено предпочтительное раскрытие осуществления заявленного технического решения, которое не должно использоваться как ограничивающее иные, частные воплощения его реализации, которые не выходят за рамки запрашиваемого объема правовой охраны и являются очевидными для специалистов в соответствующей области техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛИМЕРНЫЙ ЛОТОК ДЛЯ УПАКОВКИ ТОВАРОВ (ВАРИАНТЫ) | 2022 |
|
RU2803515C1 |
| ТЕРМОПЛАСТИКОВЫЙ ЛОТОК | 2009 |
|
RU2493065C2 |
| УПАКОВКА ДЛЯ ЯИЦ (варианты) | 2017 |
|
RU2653477C1 |
| Упаковка и листовая заготовка для упаковки | 2018 |
|
RU2704030C1 |
| ТЕРМОФОРМОВАННАЯ БЛИСТЕРНАЯ УПАКОВКА | 2010 |
|
RU2544814C2 |
| УПАКОВКА ДЛЯ ЯИЦ | 2017 |
|
RU2679478C2 |
| Упаковка для яиц и крышка для этой упаковки | 2022 |
|
RU2782615C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЗАПОЛНЕНИЯ УПАКОВКИ И СООТВЕТСТВУЮЩАЯ УПАКОВКА | 2015 |
|
RU2709755C2 |
| ХИРУРГИЧЕСКАЯ ПРОСТЫНЯ ДЛЯ ЛОТКА СИСТЕМЫ ТЕПЛОВОЙ ОБРАБОТКИ | 2018 |
|
RU2786991C2 |
| КРЫШКА ДЛЯ УПАКОВКИ ЯИЦ В БУГОРЧАТОЙ ПРОКЛАДКЕ И УПАКОВКА ДЛЯ ЯИЦ С ТАКОЙ КРЫШКОЙ | 2012 |
|
RU2507144C1 |
Настоящее изобретение относится к области потребительской промышленности и касается полимерного лотка для упаковки товаров, в частности усовершенствованного термоформованного твердого полимерного лотка для упаковки пищевых продуктов. Способ изготовления полимерного лотка для упаковки товаров, включающего основание; запаечную поверхность; боковые и торцевые стенки. При этом, согласно заявленному способу, изготавливают полимерную пленку; производят термоформование полимерного лотка таким образом, что на боковых и/или торцевых стенках образуют вертикальные ребра жесткости, боковые и торцевые стенки соединяют с основанием лотка на основании изделия, на основании образуют продольные и/или поперечные криволинейные ребра жесткости и выступающую наружу центральную площадку. Группа изобретений также относится к лотку для упаковки продуктов, изготовленному вышеуказанным способом. Заявленный способ изготовления полимерного лотка обеспечивает повышение устойчивости полимерного лотка к деформациям, возникающим в результате вертикальных и горизонтальных нагрузок. 2 н. и 10 з.п. ф-лы, 4 ил., 1 табл.
1. Способ изготовления полимерного лотка для упаковки товаров, включающего: основание; запаечную поверхность; боковые и торцевые стенки, по которому:
изготавливают полимерную пленку;
производят термоформование полимерного лотка таким образом, что на боковых и/или торцевых стенках образуют вертикальные ребра жесткости, боковые и торцевые стенки соединяют с основанием лотка на основании изделия, на основании образуют продольные и/или поперечные криволинейные ребра жесткости и выступающую наружу центральную площадку.
2. Способ по п.1, отличающийся тем, что для изготовления лотка используют полимерную пленку, которая содержит полиэтилен и/или полипропилен, и/или полистирол, и/или поливинилхлорид, и/или полиэтилентерефталат.
3. Способ по п.1, отличающийся тем, что термоформование полимерного лотка производят при температуре 105 – 200°Ϲ.
4. Способ по п.1, отличающийся тем, что термоформование полимерного лотка осуществляют таким образом, что продольные и/или поперечные криволинейные ребра жесткости на основании формируют синусоидальной формы.
5. Способ по п.1, отличающийся тем, что термоформование полимерного лотка осуществляют таким образом, что формируют вертикальные ребра жесткости увеличивающимися по ширине от запаечной поверхности к основанию.
6. Способ по п.1, отличающийся тем, что термоформование полимерного лотка осуществляют таким образом, что формируют угол наклона боковых и/или торцевых стенок, равный 6° – 9°, по отношению к оси, перпендикулярной основанию.
7. Способ по п.1, отличающийся тем, что термоформование полимерного лотка осуществляют таким образом, что формируют соединение боковых и торцевых стенок в виде сегмента перевернутого усеченного конуса.
8. Способ по п.7, отличающийся тем, что термоформование полимерного лотка осуществляют таким образом, что формируют срез сегмента перевернутого усеченного конуса от запаечной поверхности к основанию.
9. Способ по п.8, отличающийся тем, что термоформование полимерного лотка осуществляют таким образом, что формируют расстояние от основания до указанного среза, равное 20 – 30 мм.
10. Способ по п.1, отличающийся тем, что термоформование полимерного лотка осуществляют таким образом, что формируют изогнутые по направлению к внутренней части лотка боковые и/или торцевые стенки.
11. Способ по п.1, отличающийся тем, что термоформование полимерного лотка осуществляют таким образом, что формируют соединение криволинейных ребер жесткости с вертикальными ребрами жесткости.
12. Лоток для упаковки продуктов, изготовленный способом по пп. 1 – 11.
| ТЕРМОПЛАСТИКОВЫЙ ЛОТОК | 2009 |
|
RU2493065C2 |
| ТЕРМОПЛАСТИКОВЫЙ ЛОТОК | 2009 |
|
RU2493065C2 |
| ОПОРНО-ПОВОРОТНОЕ УСТРОЙСТВО | 0 |
|
SU205248A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖЕЛТОГО ФОСФОРА | 0 |
|
SU184819A1 |
| 0 |
|
SU194168A1 | |
| Носилки для переноски больных | 1955 |
|
SU102915A1 |
| Устройство для торцевания пакета бревен | 1985 |
|
SU1342843A1 |
| Станок для шлифования торцев колец | 1937 |
|
SU52826A1 |
| УСТРОЙСТВО С ОХЛАЖДАЕМОЙ НИЖНЕЙ ЧАСТЬЮ ДЛЯ ИЗГОТОВЛЕНИЯ УПАКОВОЧНЫХ ЛОТКОВ ГЛУБОКОЙ ВЫТЯЖКОЙ | 2006 |
|
RU2406664C2 |

