Особенностью предлагаемого станка для шлифования торцов поршневых колец является применение роликов, установленных попарно с каждой стороны шлифовального круга и служащих для вращения и продвижения колец относительно шлифовального круга.
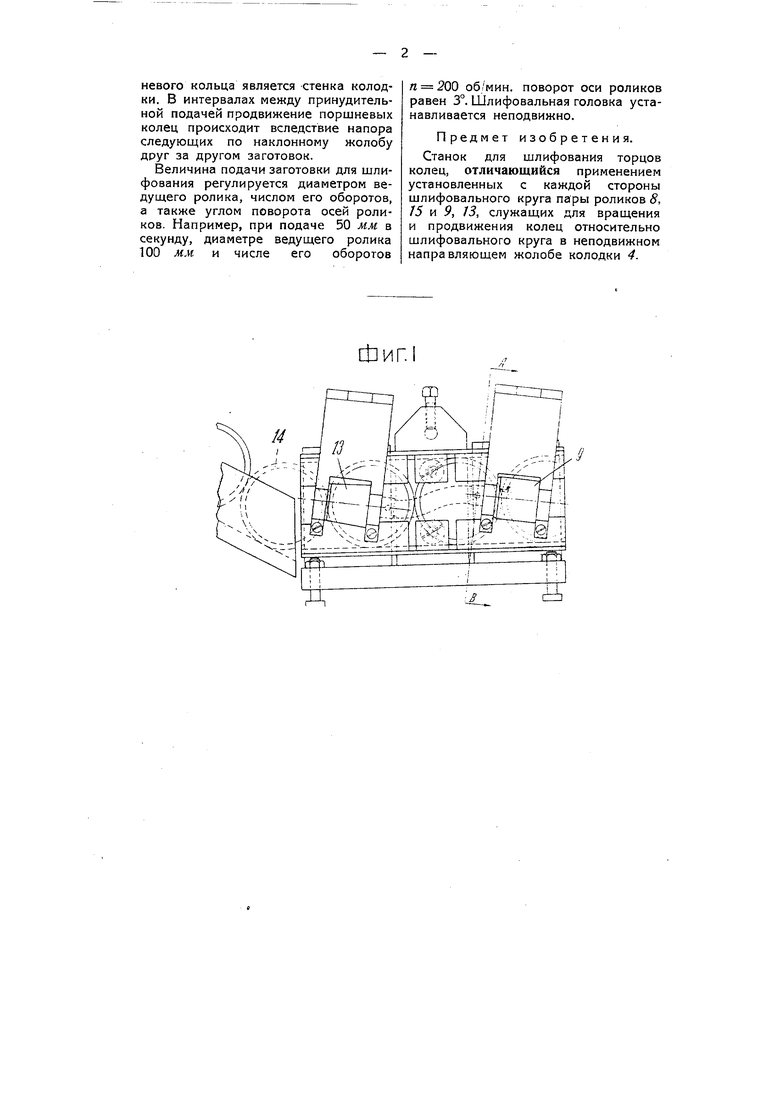
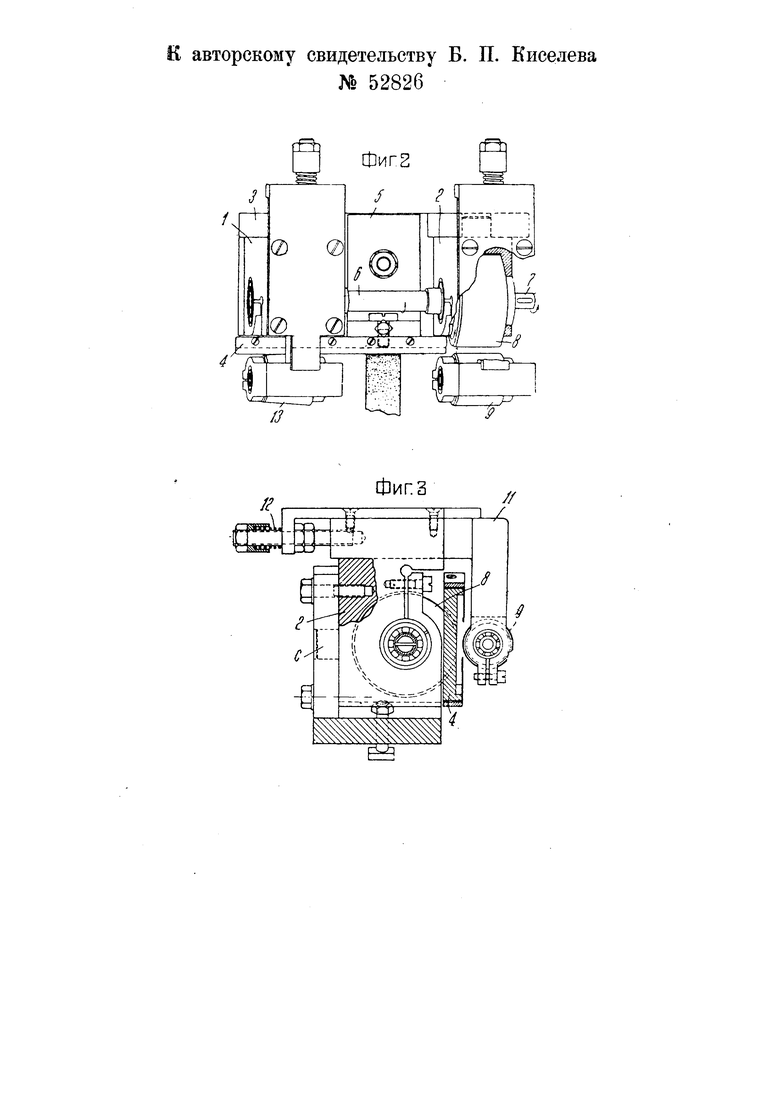
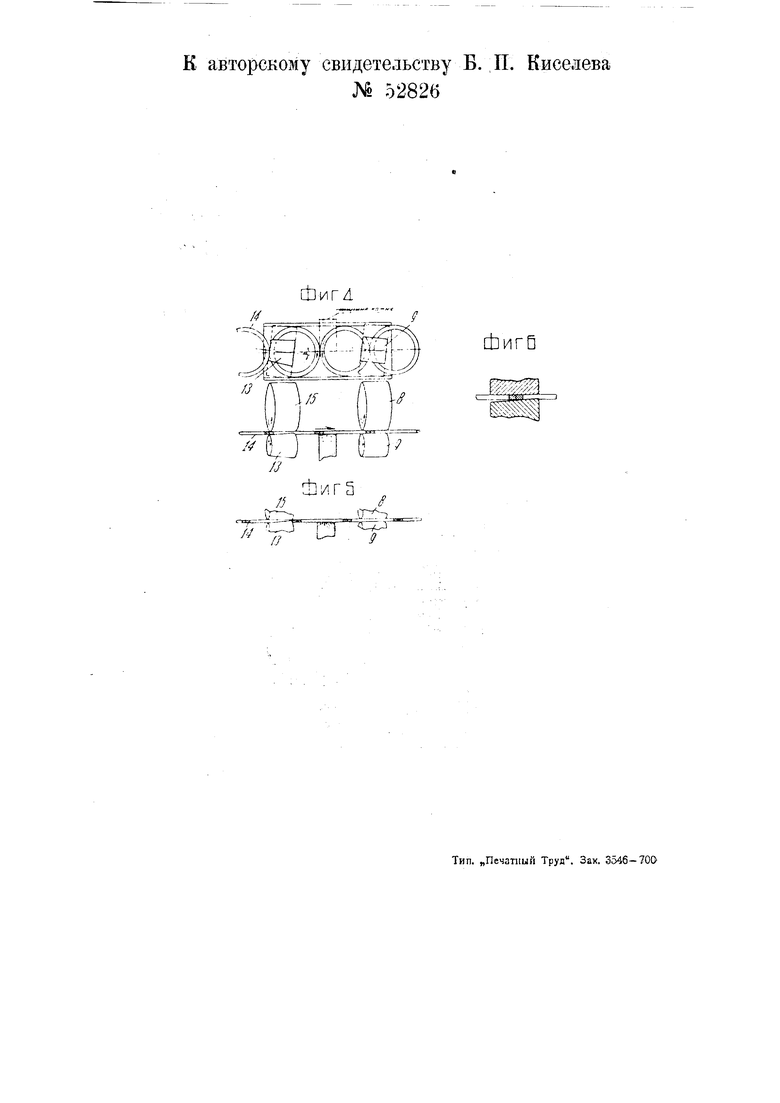
На чертеже фиг. 1 изображает вид станка сверху; фиг. 2-его боковой вид; фиг. 3-разрез станка по АВ (фиг. 1); фиг. 4 и 5 - схемы подведения колец под шлифовальный круг; фиг. б-схему захвата поршневых колец конусным роликом.
На основание 3 крепятся две бабки / и 2, которые могут поворачиваться на цапфе С на некоторый угол. Каждая из бабок несет по паре роликов, из которых один ведущий 75 и 5 и другой ведомый 3 и 9. Ведомый ролик 75 бабки 7 выполнен конусным для захвата и продвижения заготовок. Гибкий вал 6 соединяет оси ведущих роликов. Последние получают вращение от шпинделя передней бабки станка, с которым через шарнирную муфту соединяется ось 7 ведушего ролика 8. Ведомые ролики вмонтированы в держатель 77, который оттягивается пружиной 72. Между
роликами первой и второй бабок укреплена через угольник 5 к основанию 3 колодка 4. По ее жолобу продвигаются, вращаясь, заготовки J4 поршневого кольца. В колодке сделаны вырезы для ведущих роликов, которые выступают на О,} ,25 мм от плоскости колодки, образуя щель между ведомым и ведущим роликами, несколько меньшую, чем толщина заготовки.
Заготовка подается с левой стороны станка, скатываясь по наклонному неподвижному жолобу в колодку, где она захватывается первой парой роликов, оси которых (как и второй пары роликов) для удобства захвата заготовки устанавливаются под некоторым углом относительно горизонтальной плоскости направляющих колодки. Зажатая роликами, силою пружины 72, заготовка вращается и продвигается к шлифовальному камню по направляющим в колодке. Принудительная подача совершается только во время шлифования. При этом к шлифовальному камню подводятся две заготовки (фиг. 4), одну из которых вращает пара роликов первой бабки, другую-пара роликов второй бабки. При шлифовании опорой для поршневого кольца является стенка колодки. В интервалах между принудительной подачей продвижение поршневых колец происходит вследствие напора следующих по наклонному жолобу друг за другом заготовок.
Величина подачи заготовки для шлифования регулируется диаметром ведущего ролика, числом его оборотов, а также углом поворота осей роликов. Например, при подаче 50 мм в секунду, диаметре ведущего ролика 100 мм и числе его оборотов
п 200 об/мин. поворот оси роликов равен 3°. Шлифовальная головка устанавливается неподвижно.
Предмет изобретения.
Станок для шлифования торцов колец, отличающийся применением установленных с каждой стороны шлифовального круга пары роликов 8, /5 и 9, 13, служащих для вращения и продвижения колец относительно шлифовального круга в неподвижном направляющем жолобе колодки 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| Шлифовальный станок | 1980 |
|
SU865615A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ТОРЦОВ ЦИЛИНДРИЧЕСКИХПРУЖИН | 1970 |
|
SU282959A1 |
| Патрон для укрепления поршневых колец при шлифовании одновременно обеих их торцевых поверхностей | 1930 |
|
SU28123A1 |
| Станок для обработки ушков у отштампованных парами швейных иголок | 1932 |
|
SU33124A1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| Устройство для непрерывной правки шлифовального круга | 1985 |
|
SU1266717A1 |
| СПОСОБ ШЛИФОВАНИЯ СТЕРЖНЕВИДНЫХ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ, ШЛИФОВАЛЬНЫЙ СТАНОК (ВАРИАНТЫ) И ШЛИФОВАЛЬНАЯ СЕКЦИЯ СПАРЕННОГО РАСПОЛОЖЕНИЯ | 2007 |
|
RU2417148C2 |
Фиг.
авторскому свидетельству Б. П. Киселева
№ 52826
0.®и.«1
ФигЗ
к авторскому свидетельству Б. П. Киселева
№ 52826
Йигб
