Изобретение относится к области металлообработки, в частности изготовлению отверстий с заданной эффективной площадью μF.
Известна установка для струйной обработки внутренней поверхности трубных заготовок (см. патент РФ №2274540, В24С 3/16 от 24.02.2004) работа которой заключается в том, что из накопительно-расходных узлов абразив под давлением попадает в струйные аппараты с оппозитно направленными форсунками, после чего по системе трубопроводов рабочего тела подается на обрабатываемые заготовки.
Недостатком установки является невозможность получения точной эффективной площади трубы за один этап обработки, что существенно повышает трудоемкость.
Наиболее близким техническим решением является способ обработки внутренних цилиндрических поверхностей свободным абразивом (см. патент РФ №2558782, В24С 1/00 от 23.12.2013) включающий размещение абразивного материала внутри обрабатываемого изделия, подачу сжатого воздуха под давлением с образованием абразивно-воздушной смеси в герметичной рабочей зоне, которую создают на части обрабатываемой цилиндрической поверхности посредством двух заслонок, и подачу упомянутой смеси на обрабатываемую поверхность изделия, путем подачи сжатого воздуха через сопла, расположенные симметрично по центру герметичной рабочей зоны, под давлением 3-10 атм с обеспечением постоянной циркуляции абразивно-воздушной смеси.
Недостатком данного способа является сложность получения точных эффективных площадей за один этап обработки, длительность и сложность технологического процесса закрепления и герметизации обрабатываемого участка.
Техническим результатом, на достижение которого направлено изобретение, является получение отверстий с высокоточной эффективной площадью, при обеспечении текущего контроля ее величины в процессе изготовления, упрощение технологии изготовления отверстий.
Для достижения указанного технического результата в заявленном способе изготовления отверстий с заданной эффективной площадью, заключающемся в том, что обработку отверстия ведут путем подачи воздуха с абразивом через вихревую камеру в обрабатываемое отверстие изделия, причем воздух подается при постоянном давлении через задающий жиклер, до получения заданной эффективной площади μ2F2 обрабатываемого отверстия, что контролируется по величине отношения абсолютных давлений на входе в задающий жиклер и обрабатываемое отверстие:
где μ1, μ2 – коэффициенты расхода;
F1 – площадь отверстия задающего жиклера;
F2 – площадь обрабатываемого отверстия;
Р1– абсолютное давление воздуха на входе в задающий жиклер;
Р2 – абсолютное давление воздуха на входе в обрабатываемое отверстие.
Отличительные признаки, а именно, соединение обрабатываемого отверстия с одной стороны с областью низкого давления, с другой стороны подсоединение выхода вихревой камеры и подача на вход вихревой камеры воздуха с заданным давлением, в который подают заданный расход абразива, позволяют проводить быструю и точную обработку отверстий, с активным контролем эффективной площади μ2F2 отверстия. Это достигается путем подачи воздуха с абразивом через вихревую камеру в обрабатываемое отверстие изделия, причем воздух подается при постоянном давлении через задающий жиклер, до получения заданной эффективной площади μ2F2 отверстия. При выходе из обрабатываемого отверстия в область с абсолютным давлением РН, при абсолютных давлениях на входе в задающий жиклер Р1 и на входе в обрабатываемое отверстие Р2, при  и
и  имеем в отверстиях сверхкритические режимы истечения и массовые расходы воздуха через задающий жиклер G1 и через обрабатываемое отверстие G2 равны, (см. Дмитриев, Градецкий, Основы пневмоавтоматики, ст. 32):
имеем в отверстиях сверхкритические режимы истечения и массовые расходы воздуха через задающий жиклер G1 и через обрабатываемое отверстие G2 равны, (см. Дмитриев, Градецкий, Основы пневмоавтоматики, ст. 32):

где G1 – массовый расход воздуха через задающий жиклер;
G2 – массовый расход воздуха через обрабатываемое отверстие;
μ1, μ2 – коэффициенты расхода;
F1 – площадь отверстия задающего жиклера;
F2 – площадь обрабатываемого отверстия;
Р1– абсолютное давление воздуха на входе в задающей жиклер;
Р2 – абсолютное давление воздуха на входе в обрабатываемое отверстие;
R – газовая постоянная;
Т1 – температура воздуха на входе в задающий жиклер;
Т2 – температура воздуха на входе в обрабатываемое отверстие.
Поскольку температура воздуха, стабильно протекающего через отверстия, неизменна Т1=Т2, то имеем:

Используя в качестве задающего жиклера микросопло с аттестованной расходной характеристикой (с известной эффективной площадью μ1F1), заданную эффективную площадь обрабатываемого отверстия μ2F2 при активном контроле давление воздуха на входе в обрабатываемое отверстие, получим по формуле:
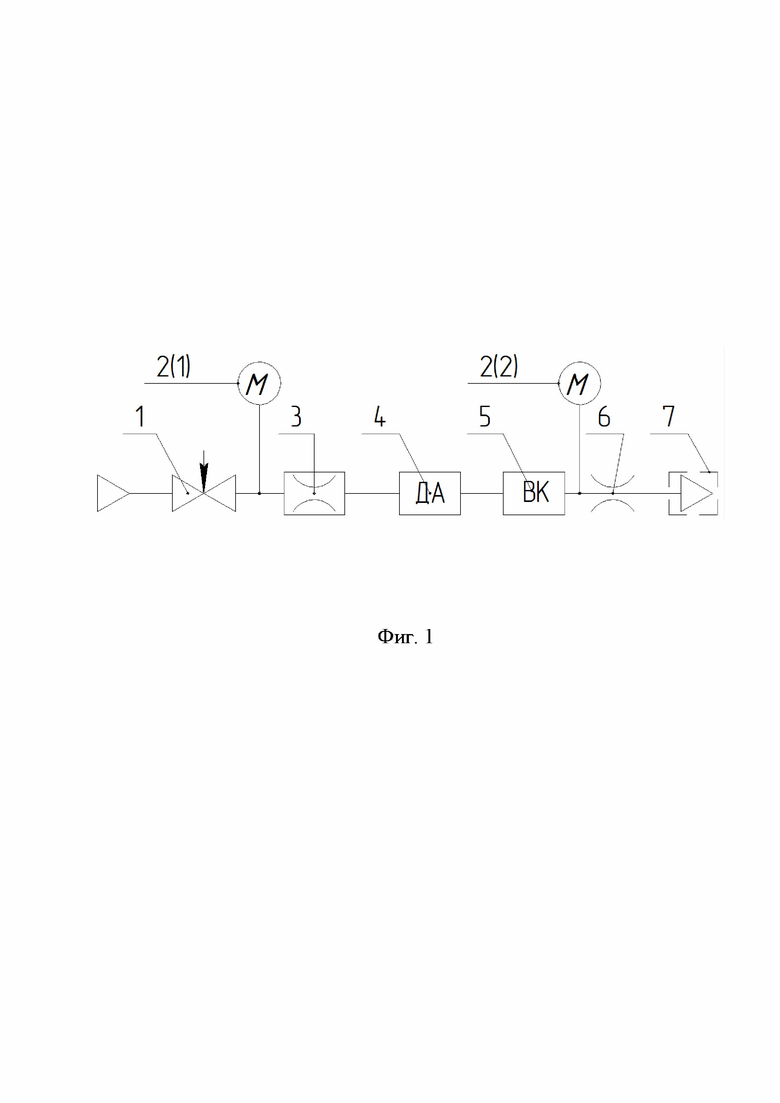
На фиг. 1 представлена схема устройства, реализующего заявленный способ изготовления отверстий с заданной эффективной площадью и описана ниже.
Устройство содержит: кран подвода сжатого газа 1, средства измерения давления 2(1), 2(2), задающий жиклер 3, дозатор абразива 4, вихревую камеру 5, обрабатываемое отверстие 6, область низкого давления 7.
Способ изготовления отверстий с заданной эффективной площадью реализуется следующим образом. Воздух через кран 1 поступает в задающий жиклер 3 с известной эффективной площадью μ1F1 (например, с погрешностью не более ±0,25%), в вихревую камеру 5 с присоединенным обрабатываемым отверстием изделия 6, через которое дросселируется в область низкого давления 7. По величине отношения абсолютных давлений воздуха перед задающим жиклером 3 и перед обрабатываемым отверстием 6 с помощью средств измерения давлений 2(1) и 2(2) (с погрешностями не более ±0,25%), находится отношение давлений  по которому с погрешностью не более
по которому с погрешностью не более  % определяется уровень эффективной площади μ2F2. Затем в воздух, после задающего жиклера 3, подается абразив (пыль) через дозатор абразива 4. Воздух с абразивом попадает в вихревую камеру 5, где под воздействием инерционных составляющих закручивается и в результате закрученный поток воздуха с абразивом проходит через обрабатываемое отверстие 6, что приводит к увеличению обрабатываемого отверстия 6 от его первоначального диаметра до необходимой эффективной площади μ2F2 обрабатываемого отверстия.
% определяется уровень эффективной площади μ2F2. Затем в воздух, после задающего жиклера 3, подается абразив (пыль) через дозатор абразива 4. Воздух с абразивом попадает в вихревую камеру 5, где под воздействием инерционных составляющих закручивается и в результате закрученный поток воздуха с абразивом проходит через обрабатываемое отверстие 6, что приводит к увеличению обрабатываемого отверстия 6 от его первоначального диаметра до необходимой эффективной площади μ2F2 обрабатываемого отверстия.
Технический результат - получение отверстий с высокоточной эффективной площадью, при обеспечении текущего контроля ее величины в процессе изготовления, упрощение технологии изготовления отверстий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОАБРАЗИВНОЙ ОБРАБОТКИ И МАШИНА "БОБР" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2338638C2 |
| ОПОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1998 |
|
RU2144995C1 |
| СИСТЕМА ПИТАНИЯ КАРБЮРАТОРНОГО ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1991 |
|
RU2006647C1 |
| УСТРОЙСТВО ДЛЯ СТРУЙНО-АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2004 |
|
RU2376127C2 |
| СИСТЕМА ЭЛЕКТРОГИДРАВЛИЧЕСКОГО ПРИВОДА КЛАПАНОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2017 |
|
RU2686140C2 |
| ДАТЧИК АБСОЛЮТНОГО ДАВЛЕНИЯ, СПОСОБ СОЗДАНИЯ ОПОРНОГО ОБЪЕМА | 2021 |
|
RU2789600C1 |
| СПОСОБ ОДНОВРЕМЕННОГО ОПРЕДЕЛЕНИЯ РАСХОДОВ ЖИДКОЙ И ГАЗОВОЙ ФАЗ ПОТОКА ГАЗОЖИДКОСТНОЙ СМЕСИ | 2016 |
|
RU2620776C1 |
| Фильтрующий элемент и курительное изделие, содержащее курительное изделие | 2014 |
|
RU2677956C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ СВОБОДНЫМ АБРАЗИВОМ | 2006 |
|
RU2332288C2 |
| АВТОМАТИЧЕСКИЙ ПНЕВМАТИЧЕСКИЙ МАРКЕР ДЛЯ ИГРЫ "ПЕЙНТБОЛ" С КЛАПАНОМ БЕСКОНТАКТНОГО ЗАПИРАНИЯ ПОДАЧИ ГАЗА | 2010 |
|
RU2463541C2 |
Изобретение относится к изготовлению отверстий с заданной эффективной площадью. Используют магистраль подачи воздуха перед обрабатываемым отверстием, в которой последовательно установлены задающий жиклер, дозатор абразива и вихревая камера. Производят замер отношения давлений перед задающим жиклером и перед обрабатываемым отверстием. Обработку отверстия ведут путем подачи воздуха с абразивом через вихревую камеру в обрабатываемое отверстие изделия. Воздух подается при постоянном давлении через задающий жиклер с активным контролем заданной эффективной площади обрабатываемого отверстия μ2F2, определяемого по формуле:
где μ1, μ2 – коэффициенты расхода; F1 – площадь отверстия задающего жиклера; F2 – площадь обрабатываемого отверстия; Р1 – абсолютное давление воздуха на входе в задающий жиклер; Р2 – абсолютное давление воздуха на входе в обрабатываемое отверстие. В результате получают отверстия с эффективной площадью при обеспечении контроля ее величины в процессе изготовления. 1 ил.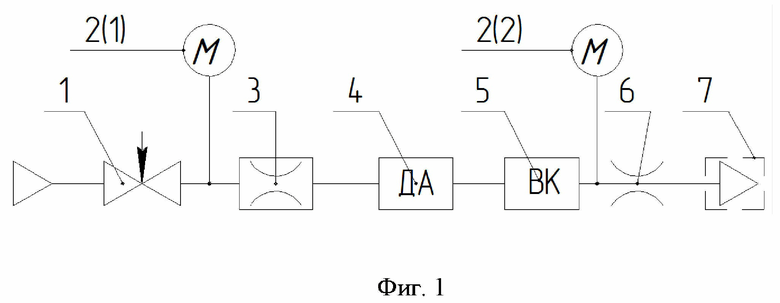
Способ изготовления отверстий с заданной эффективной площадью, включающий подачу сжатого воздуха под давлением с образованием абразивно-воздушной смеси для обработки отверстия изделия, отличающийся тем, что используют магистраль подачи воздуха перед обрабатываемым отверстием, в которой последовательно установлены задающий жиклер, дозатор абразива и вихревая камера, производят замер отношения давлений перед задающим жиклером и перед обрабатываемым отверстием, при этом обработку отверстия ведут путем подачи воздуха с абразивом через вихревую камеру в обрабатываемое отверстие изделия, причем воздух подается при постоянном давлении через задающий жиклер, с активным контролем заданной эффективной площади обрабатываемого отверстия μ2F2, определяемого по формуле:
где
μ1, μ2 – коэффициенты расхода;
F1 – площадь отверстия задающего жиклера;
F2 – площадь обрабатываемого отверстия;
Р1 – абсолютное давление воздуха на входе в задающий жиклер;
Р2 – абсолютное давление воздуха на входе в обрабатываемое отверстие.
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ СВОБОДНЫМ АБРАЗИВОМ | 2013 |
|
RU2558782C2 |
| АЭРОАБРАЗИВНЫЙ СМЕСИТЕЛЬ УСТРОЙСТВА ДЛЯ АБРАЗИВНО-СТРУЙНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2002 |
|
RU2222421C1 |
| Способ гидроабразивной очистки поверхностей от загрязнений | 2018 |
|
RU2690454C1 |
| Способ поисков месторождений бокситов | 1987 |
|
SU1460711A1 |

