Предлагаемый способ относится к пескоструйной обработке и может быть использован для обработки внутренних цилиндрических поверхностей изделий различных диаметров и длины.
Пескоструйная обработка находит применение в технике при очистке поверхностей металлов от различных покрытий, окалины, ржавчины и может применяться в качестве подготовительной операции перед нанесением защитных покрытий. При обработке внутренних цилиндрических поверхностей, например, у трубных заготовок, возникают сложности, связанные с ограниченным доступом в зону обработки, а также с обеспечением высокой производительности и экономичности.
Известен способ и реализующее его устройство для обработки деталей в псевдоожиженном слое абразива (патент RU 2210484 МПК В24В 31/10, В24С 3/12, опубл. 20.08.2003). Известный способ предназначен для обработки деталей типа колец подшипников в закрытой рабочей камере с абразивной средой, в которую подается сжатый воздух через сопла в роликах с отверстиями. Данный способ предназначен для обработки наружных поверхностей изделий, поэтому не может быть напрямую использован для обработки внутренних поверхностей.
Известен способ очистки и упрочнения труб магистральных нефтегазовых трубопроводов (патент RU 2353506 МПК В24С 1/00, В24С 3/06, опубл. 20.10.2008). Известный способ предназначен для обработки поверхности трубопровода с помощью сопел струей дроби посредством самодвижущихся трассовых машин. Трудности при реализации данного способа для обработки внутренних поверхностей заключаются в невозможности одновременного создания поступательного и качательного движений и сложности размещения трассовой машины с соплами внутри обрабатываемых изделий.
Известен способ и реализующая его установка для струйной обработки внутренней поверхности трубных заготовок (патент RU 2274540 МПК В24С 3/16, опубл. 20.04.2006). В известном способе создают накопительно-расходный узел, содержащий два отдельно расположенных бункера с встроенными внутри струйными аппаратами и систему трубопроводов рабочего тела, к которым последовательно прикрепляют обрабатываемые заготовки. В бункерах формируется абразивно-воздушная смесь, которая затем циркулирует внутри обрабатываемых изделий и отводится через систему трубопроводов. Недостатками данного способа является невозможность его использования для обработки крупногабаритных изделий или магистральных трубопроводов, а также сложность конструктивной реализации.
Известен способ абразивно-струйной очистки поверхностей металлов (патент RU 2463152 МПК В24С 1/00, опубл. 27.06.2012). Данный способ включает подачу сжатого воздуха под давлением, образование абразивно-воздушной смеси, подачу ее в сопло для ускорения и выброса на обрабатываемую поверхность. Отличительная особенность способа заключается в добавлении азота в воздушную смесь перед образованием абразивно-воздушной смеси. Недостаток известного способа при обработке внутренних поверхностей связан с невысокой производительностью за счет использования одного сопла для подачи сжатого воздуха и его ручного перемещения вдоль обрабатываемой поверхности. Другим недостатком является высокая стоимость реализации способа, так как требуется камера закрытого типа с рециркуляцией воздуха и баллоны с газообразным азотом.
Наиболее близким техническим решением по совокупности существенных признаков к предложенному является изобретение по авт. свид. СССР 887144 А, В24С 3/16, 07.12.1981. Данный способ и реализующее его устройство включают размещение внутри обрабатываемой трубы абразивного материала, подачу сжатого воздуха под давлением и образование абразивно-воздушной смеси в рабочей зоне, которую создают посредством головки с двумя торцевыми крышками. Отличительная особенность способа заключается в том, что подачу сжатого воздуха производят через наклонные отверстия одной из торцевых крышек, а отвод воздуха - через центральный канал другой торцевой крышки.
Недостаток известного способа связан с недостаточно высокой производительностью за счет использования небольшого числа отверстий в крышке для подачи сжатого воздуха. Другим недостатком является конструктивная сложность реализации способа, так как в двух торцевых крышках предусмотрены отдельные каналы или отверстия для подвода и отвода воздуха и засыпки абразива. Кроме того, отвод сжатого воздуха с абразивными частицами через центральный канал торцевой крышки не в полной мере удовлетворяет требованиям экологической безопасности.
Задачей настоящего изобретения является повышение производительности и экономичности обработки внутренних цилиндрических поверхностей изделий, а также обеспечение экологических норм безопасности.
Поставленная задача решается тем, что предложен способ обработки внутренних цилиндрических поверхностей свободным абразивом, в котором внутрь обрабатываемого изделия помещают абразивный материал, подают сжатый воздух под давлением, образуют абразивно-воздушную смесь в герметичной рабочей зоне, которую создают на части обрабатываемой цилиндрической поверхности посредством двух заслонок, и подают ее на обрабатываемую поверхность изделия.
Новым в предложенном изобретении является то, что подачу сжатого воздуха осуществляют через сопла, расположенные симметрично по центру рабочей зоны, под давлением 3-10 атм, обеспечивая постоянную циркуляцию абразивно-воздушной смеси.
На фиг. 1 показана схема обработки и относительное положение элементов установки и изделия при реализации способа: 1 - обрабатываемое изделие, 2 - заслонки, 3 - сопла, 4 - абразивно-воздушная смесь, 5 - стержень, 6 - штуцер, 7 - шланг, 8 - уплотнения.
Способ реализуется следующим образом.
Внутри обрабатываемой цилиндрической поверхности на части изделия 1 создают герметичную рабочую зону посредством двух заслонок 2, внутрь которой помещают абразивный материал, а подачу сжатого воздуха осуществляют через сопла 3. Образующаяся абразивно-воздушная смесь 4 постоянно циркулирует внутри рабочей зоны и производит обработку поверхности изделия 1. Таким образом обеспечиваются нормы экологической безопасности, так как оператор не находится непосредственно в зоне обработки.
Для обеспечения постоянной циркуляции абразивно-воздушной смеси 4 сопла 3 располагают симметрично по центру рабочей зоны. Сжатый воздух в рабочую зону подают через одну из заслонок 2 под давлением через стержень 5, штуцер 6 и шланг 7. Величину давления сжатого воздуха выбирают в зависимости от диаметра обрабатываемой поверхности и требуемой производительности обработки из диапазона 3-10 атм. Циркуляция абразивно-воздушной смеси 4 внутри герметичной рабочей зоны, возможность изменения давления и применение нескольких сопел 3 для подачи сжатого воздуха под давлением способствуют повышению производительности обработки.
Особенность способа также заключается в том, что образование абразивно-воздушной смеси 4 осуществляют непосредственно в рабочей зоне обработки путем смешивания абразивного материала и сжатого воздуха, тем самым предохраняя от изнашивания элементы пескоструйной установки и обеспечивая экономичность обработки.
Обработку протяженных цилиндрических поверхностей по всей длине, например, магистральных трубопроводов, выполняют перемещением герметичной рабочей зоны вдоль обрабатываемой поверхности изделия 1.
Герметичная рабочая зона образуется конструктивно двумя заслонками 2 круглой формы, например, жестко насаженными на полый стержень 5. Сжатый воздух подают под давлением от источника энергии через стержень 5 и одну из заслонок 2. Для обеспечения герметичности рабочей зоны заслонки круглой формы могут быть снабжены уплотнениями 8 по периферии.
Технический результат заявленного изобретения заключается в повышении производительности и экономичности обработки внутренних цилиндрических поверхностей изделий, а также обеспечении экологических норм безопасности за счет создания герметичной рабочей зоны, в которой постоянно циркулирует абразивно-воздушная смесь.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ финишной обработки поверхности трения | 2020 |
|
RU2729242C1 |
| Способ изготовления отверстий с заданной эффективной площадью | 2023 |
|
RU2803705C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПЛОСКИХ ДЕТАЛЕЙ ИЗ СПЛАВОВ ТИТАНА | 2020 |
|
RU2754622C1 |
| УСТРОЙСТВО ДЛЯ СТРУЙНО-АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2004 |
|
RU2376127C2 |
| СПОСОБ ТЕРМОАБРАЗИВНОЙ ОБРАБОТКИ И МАШИНА "БОБР" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2338638C2 |
| АБРАЗИВОСТРУЙНАЯ УСТАНОВКА | 2007 |
|
RU2356722C1 |
| СПОСОБ УДАЛЕНИЯ ЗАУСЕНЦЕВ С МАЛОГАБАРИТНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2516326C2 |
| СПОСОБ АБРАЗИВНО-СТРУЙНОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ МЕТАЛЛОВ | 2010 |
|
RU2463152C2 |
| СПОСОБ ФОРМИРОВАНИЯ НАНОСТРУКТУРИРОВАННОГО БИОИНЕРТНОГО ПОКРЫТИЯ НА ТИТАНОВЫХ ИМПЛАНТАТАХ | 2015 |
|
RU2604085C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНО-СТРУЙНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2005 |
|
RU2310554C2 |
Изобретение относится к абразивной обработке и может быть использовано при пескоструйной обработке внутренних поверхностей изделий различных диаметров и длин. На части внутренней цилиндрической поверхности создают герметичную рабочую зону посредством двух заслонок, внутрь которой помещают абразивный материал. Осуществляют подачу сжатого воздуха через сопла, расположенные симметрично по центру герметичной рабочей зоны, с обеспечением постоянной циркуляции абразивно-воздушной смеси. Сжатый воздух в рабочую зону подают под давлением 3-10 атм. Обработку производят путем перемещения герметичной рабочей зоны вдоль обрабатываемой поверхности изделия. В результате повышается производительность и экономичность обработки поверхностей изделий, а также обеспечиваются экологические нормы безопасности. 1 ил.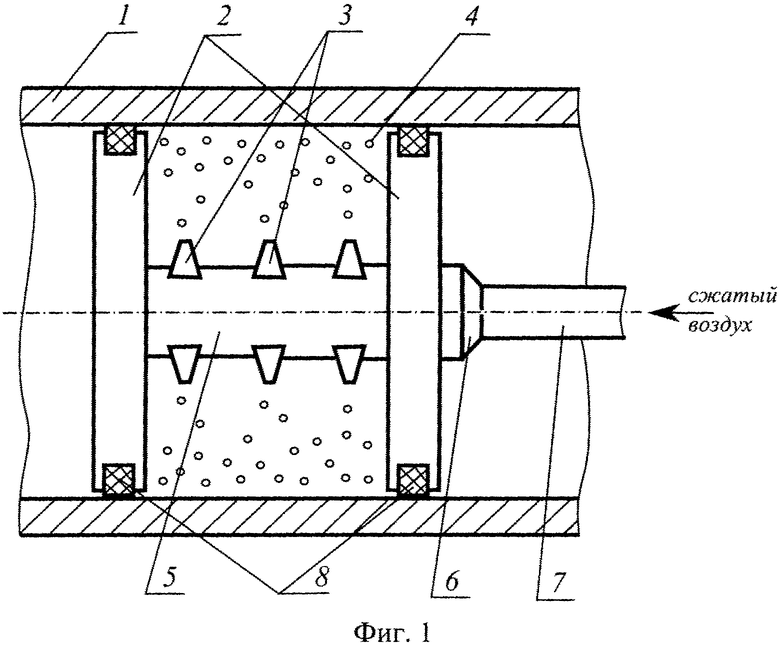
Способ обработки внутренних цилиндрических поверхностей изделий свободным абразивом, включающий размещение абразивного материала внутри обрабатываемого изделия, подачу сжатого воздуха под давлением с образованием абразивно-воздушной смеси в герметичной рабочей зоне, которую создают на части обрабатываемой цилиндрической поверхности посредством двух заслонок, и подачу упомянутой смеси на обрабатываемую поверхность изделия, отличающийся тем, что подачу сжатого воздуха осуществляют через сопла, расположенные симметрично по центру герметичной рабочей зоны, под давлением 3-10 атм с обеспечением постоянной циркуляции абразивно-воздушной смеси.
| Устройство для очистки внутренней поверхности труб | 1980 |
|
SU887144A1 |
| Устройство для обработки издеелий, использующее процесс псевдоожижения | 1973 |
|
SU455838A1 |
| Способ вибрационной обработки внутренней поверхности длинномерных деталей | 1985 |
|
SU1315254A1 |
| УСТРОЙСТВО для очистки, шлифовки, | 0 |
|
SU184166A1 |
| FR 2905290 А1, 07.03.2008. | |||

