Область техники, к которой относится изобретение
Настоящее изобретение относится к устройствам и способам струйно-абразивной обработки поверхности различных материалов, вида, степени и характера загрязнений.
Уровень техники
Известен способ обработки поверхности жидкостно-абразивно-воздушной смесью, имеющей вращательно-поступательное движение, образуя при этом вращающийся конус, который расширяется за счет расширения сжатого воздуха. Кроме того, частицы очищающего материала перемещаются по траектории, имеющей форму плоской спирали (пат. US №4716690, МПК В24С 1/08).
Недостатками способа являются низкая эффективность и большая энергоемкость. По мере расширения вращающегося конуса кинетическая энергия рабочего агента падает, кроме того, большой расход энергии идет на трение абразива в камере при его смешивании и закручивании, а также это ведет к быстрому износу внутренних стенок камеры.
Известен способ обработки поверхности абразивно-воздушной смесью, имеющей вращательно-поступательное движение расходящимся потоком с низкой скоростью по траектории спирали, образуя при этом струю смеси кольцевого сечения. Внутри потока проходит скоростная струя газа, разгоняющая абразивно-воздушную смесь до сверхвысокой скорости (Заявка JP №62-10781, МПК В24С 5/04, B26F 3/00).
Недостатками способа являются низкая экономичность и эффективность.
Вращающаяся абразивно-воздушная смесь, выходя из сопла в форме расширяющегося конуса кольцевого сечения, теряет свою скорость и, следовательно, кинетическую энергию, т.е. силу удара и воздействие на обрабатываемую поверхность, что ведет к неэкономичному расходу рабочих компонентов и к низкой производительности.
Скоростная струя газа, проходящая внутри потока, используется неэффективно, так как идет большой расход воздуха из-за того, что скоростная струя как иголка протыкает поток смеси, не вовлекая саму смесь, кроме краевых зон кольцевого сечения, кроме того, происходит несовместимость крутящегося потока смеси с прямолинейным движением струи газа, тем более с разными скоростями. Причем при смешивании абразива в веретенообразном цилиндре затрачивается значительная энергия на трение, что ведет к быстрому износу его стенок.
Известен способ пескоструйной обработки, который осуществляется в результате одновременного прохождения и подачи абразивно-воздушной смеси, поступающей через дуговые канавки завихрителя, и струи воздуха, поступающего через выходное сопло на обрабатываемую поверхность. Смесь, проходя по канавкам, приобретает вихревое вращательно-поступательное движение, образующее на выходе кольцевого сечения вихревую воронку, которая перемещается вдоль внутренних стенок выходной втулки. Струя воздуха, проходящая через сопло, приобретает сверхзвуковую скорость на выходе и заполняет сердцевину воронки, вызывая повышение давления и ускорение струи абразивно-воздушной смеси (Заявка PL №261584, МПК В24С).
Недостатками способа являются низкая эффективность, повышенный расход компонентов и высокая энергоемкость. Смешивание энергоносителя и абразива под низким давлением происходит в самом корпусе в один этап, закручивание струи абразивно-воздушной смеси производят одностадийно перед выходной втулкой.
Вращающаяся воронка кольцевого сечения абразивно-воздушной смеси и прямой поток скоростной струи воздуха, расходящийся по конусу из сопла, совмещаются между собой. Давление струи воздуха по всему кольцевому сечению смеси одинаковое. Кольцо, состоящее из абразива и воздуха, движущихся с малой скоростью, имеет плотность выше плотности сердцевины, поэтому для струи воздуха со сверхзвуковой скоростью кольцо является преградой. Скоростная струя, встретив на пути препятствие, идет по пути наименьшего сопротивления, т.е. в сердцевину, вовлекая за собой только краевые области, не вызывая никакого воздействия на само кольцо абразивно-воздушной смеси, тем более отсутствует совместимость вращательного движения смеси с прямолинейным течением струи воздуха. Энергоемкая струя воздуха со сверхзвуковой скоростью, не давая, кроме краевых к центру зон, дополнительной кинетической энергии рабочему агенту, не может создать положительного эффекта, экономии энергии и экономичного расхода компонентов.
Увеличенный расход энергии затрачивается на преодоление трения абразива о внутренние стенки по всей длине корпуса при одноэтапном смешивании и особенно при прохождении через канавки завихрителя при одностадийном закручивании, что ведет к быстрому износу рабочих поверхностей корпуса и завихрителя.
Известен пистолет для абразивно-воздушной обработки поверхности, содержащий корпус с каналами для подвода материалов и камерой, в которой установлен канал с соплом в виде форсунки для подачи абразива соосно выходному коническо-цилиндрическому соплу (пат. RU №2137593, МПК 6 В24С 1/00, 5/04).
Недостатками указанного пистолета являются большая энергоемкость и низкая эффективность конструкции. Энергия, идущая на разгон абразивно-воздушной смеси до сверхзвуковой скорости, теряется на трении абразива о внутренние стенки удлиненного выходного сопла, длина которого выбрана из условия достижения максимальной скорости смеси.
Кроме того, большой расход энергии идет на трение и завихрения воздушного потока в камере при переходе воздуха из патрубка в выходное сопло, т.к. входной патрубок подачи воздуха в камеру расположен сбоку.
Известно устройство для получения гидроабразивной смеси, содержащее корпус с впускными отверстиями каналов компонентов и энергоносителя, смесительной камерой и выпускным соплом, причем оси указанных каналов компонентов пересекают ось струи жидкости под острыми углами 0°-90° и сходятся в одной точке, лежащей на оси струи (пат. US №4587772, МПК В24С 5/04).
Недостатками данного устройства являются неэкономичность и низкая эффективность. Смешивание компонентов происходит в один этап, при этом часть частиц абразива, обладая инерцией, имеют возможность пролететь, проткнув струю жидкости, в противоположную сторону смесительной камеры, так и не попав в струю жидкости. Кроме того, струи абразива, пересекаясь в одной точке и соударяясь друг с другом, покидают зону струи жидкости, эта часть частиц абразива также не участвует в смешивании с жидкостью, теряясь сами и теряя при этом часть энергии, затраченной на их разгон.
Наиболее близким техническим решением к заявляемому устройству является устройство для пескоструйной обработки (заявка JP В №2-5549, МПК В24С 5/04), состоящее из главной трубы, в которую подают воздух низкого давления, имеющей зону смешивания, канала для подачи абразива, выходного отверстия главной трубы, заканчивающееся наконечником, а также, установленная соосно наконечнику, центральной трубы для подачи воздуха высокого давления со специальными отверстиями на конце для закручивания воздушного потока по спирали кольцевого сечения.
Недостатками устройства являются малая экономичность, недостаточная эффективность и значительная энергоемкость.
Абразив и сжатый воздух низкого давления главной трубы, смешиваясь в один этап, образовывают струю полнотелого сечения абразивно-воздушной смеси.
Смесь, продвигаясь к наконечнику и попав в зону отверстий центральной трубы, начинает закручиваться и выходить из наконечника в виде вращающегося потока смеси. Потребуется значительная энергия, чтобы в одну стадию, имеющую значительную инерцию, закрутить полнотелое сечение смеси, при этом центральная зона, кроме периферийных участков, вращаться практически не будет.
Центральная зона сечения струи смеси, не вращаясь, будет являться балластом, повышая расход компонентов и энергии. Как результат снижается экономичность и повышается энергоемкость устройства, а быстрый износ внутренних стенок главной трубы и наконечника уменьшит его эффективность.
Раскрытие изобретения
Задача, на решение которой направлено настоящее изобретение, заключается в снижении энергоемкости, повышении экономичности, эффективности и универсальности струйно-абразивного способа обработки поверхности и устройства, а также повышение его производительности и износостойкости.
В соответствии с изобретением решение поставленной задачи достигается посредством устройства для струйно-абразивной обработки, содержащего трубовидный корпус с патрубками для подвода энергоносителя, абразива и химических компонентов, выполненный с уширенной конусообразной частью, образующей смесительную камеру, входным отверстием для подачи воздуха, проходящем по оси корпуса, и выходным отверстием, канал для подачи абразива и/или жидкости с выходным соплом на конце, установленный в корпусе и расположенный соосно входному отверстию для подачи воздуха, и центральный канал для подачи струи воздуха с выходным соплом, при этом согласно изобретению оно снабжено двумя завихрителями, один из которых расположен во входном отверстии для подачи воздуха, а другой - в выходном отверстии корпуса и каналами подачи химических компонентов и/или воды, выполненные из условия образования струй компонентов с возможностью пересечения частей указанных струй в одной точке оси корпуса, выходное отверстие корпуса, выходное сопло канала для подачи абразива и/или жидкости и выходное сопло центрального канала для подачи воздуха расположены соосно и выходят в одну габаритную плоскость корпуса.
В частных случаях выполнения изобретения:
- завихрители выполнены конусно-цилиндрическими с по меньшей мере двумя прямыми или спиралевидными канавками с выходными отверстиями;
- оси каналов подачи химических компонентов и/или воды расположены под углами 90°-180° к оси корпуса, стенки смесительной камеры расположены под углом, обеспечивающим пересечение частей струй химических компонентов в одной точке, расположенной в условной вершине конуса конусно-цилиндрического завихрителя выходного отверстия корпуса;
- в выходном сопле канала для подачи абразива и/или жидкости установлен конусовидный рассекатель с выходными отверстиями и конусовидный отражатель, при этом выходные отверстия завихрителя, расположенного в выходном отверстии корпуса, и конусовидного рассекателя находятся в одной габаритной плоскости корпуса;
- завихритель, расположенный в выходном отверстии корпуса, выполнен с выходными отверстиями, а в выходном сопле канала для подачи абразива и/или жидкости установлен конусовидный рассекатель, выполненный с выходными отверстиями, количество которых равно количеству выходных отверстий упомянутого завихрителя, при этом выходные отверстия рассекателя и завихрителя расположены диаметрально противоположно;
- конусовидный отражатель выполнен из условия обеспечения пересечения под углом, равным 0°-90°, струи, образованной частью рабочего агента, возвращенного с обрабатываемой поверхности, и струи воздуха, подаваемой по центральному каналу.
Сущность предложенного струйно-абразивного универсального способа и устройства состоит в том, что изначально рабочий агент, состоящий из холодного или горячего воздуха низкого или высокого давления и/или абразива и/или многокомпонентной, химически активной смеси под низким или высоким давлением прямым потоком или закрученным против или по часовой стрелки в две стадии, подают плотным слоем на обрабатываемую поверхность импульсами. Затем импульсами, для перетирания рабочего агента, подают струю холодного или горячего воздуха и/или воду низкого или высокого давления прямым или трубчатым потоком кольцевого сечения, имеющую спиральное вращательно-поступательное движение против или по часовой стрелки, полученное при двухступенчатом закручивании. При этом для получения многокомпонентной смеси химические компоненты одновременно смешивают и закручивают в два этапа, а абразив и/или холодную или горячую воду смешивают и закручивают с, ранее смешанными и закрученными, химическими компонентами вне корпуса устройства. С целью вовлечения в процесс очистки части рабочего агента, оставшейся в центре колец, подают центральную струю воздуха, которая сталкивает агент в периферийную зону, что повышает эффективность очистки.
Изобретения позволяют снизить энергоемкость, повысить экономичность и эффективность, а также универсальность способа и устройства обработки поверхности различных материалов, вида, степени и характера загрязнений.
Снижение энергоемкости достигается за счет экономии энергии при импульсной подаче струи холодного или горячего воздуха высокого давления, а также за счет сокращения энергии при смешивании и закручивании абразива и/или холодной или горячей воды вне корпуса устройства.
Повышение экономичности достигается за счет сокращения расхода компонентов при импульсной подаче рабочего агента, а также за счет уменьшения потерь компонентов при использовании части рабочего агента, возвращенной с обрабатываемой поверхности в зону выхода струи из корпуса устройства, согласно "Эффекта смерча".
Повышение эффективности достигается за счет использования в рабочем агенте многокомпонентной химически активной смеси, позволяющей снизить сроки и повысить качество обработки поверхности, заменив механическое на механо-химическое воздействие, а также за счет сокращения затрат времени на получение качественной и однородной многокомпонентной смеси при смешивании и закручивании в два этапа, а также за счет исключения абразивного износа рабочих поверхностей устройства.
Универсальность способа достигается универсальной конструкцией устройства, позволяющей выполнять все технологические операции по обработке поверхности различных материалов, вида, степени и характера загрязнений за счет возможности применения различных составов, концентрации и назначений рабочих агентов как в промышленно-стационарных, так и в мобильных установках, вплоть до бытовых персонально-автономных очистителях.
Изобретения имеют широкий спектр использования. Обработка поверхности чугунных и металлических плоскостей, деталей и изделий в машиностроительной, судостроительной и станкостроительной промышленностях. Очистка гранитных, бетонных, кирпичных и мраморных поверхностей, мытье стеклянных витражей, стекол витрин и небоскребов при эксплуатации фасадов общественных и жилых зданий и сооружений. Уборка и мытье керамических, пластмассовых, глазурованных и фарфоровых поверхностей и изделий при эксплуатации санитарно-технических мест общего пользования (душевые, ванные и туалетные комнаты, бассейны и сауны) и кухонь гостиниц, санаториев, общественных и жилых зданий и сооружений. Мытье общественных и личных транспортных средств даже во время движения. Выполнение работ по дезинфекции и дезактивации - удаление радиоактивных загрязнений с одежды.
Изобретения могут быть использованы как в промышленно-стационарных, так и в мобильных установках, вплоть до бытовых персонально-автономных очистителях. Изобретения относятся к области струйно-абразивной обработки поверхности, они позволяют выполнять все необходимые технологические операции при обработке поверхности:
- очистка поверхности от загрязнений;
- подготовка поверхности под защитные покрытия;
- нанесение защитных покрытий.
Перечень чертежей
Другие свойства и достоинства настоящего изобретения станут ясны из нижеследующего описания, содержащего ссылки на прилагаемые чертежи, которые иллюстрируют пример осуществления изобретения, не вносящий каких-либо ограничений. На чертежах:
фиг.1 изображает общий вид устройства в соответствии с настоящим изобретением;
фиг.2 изображает устройство в соответствии с настоящим изобретением в продольном разрезе;
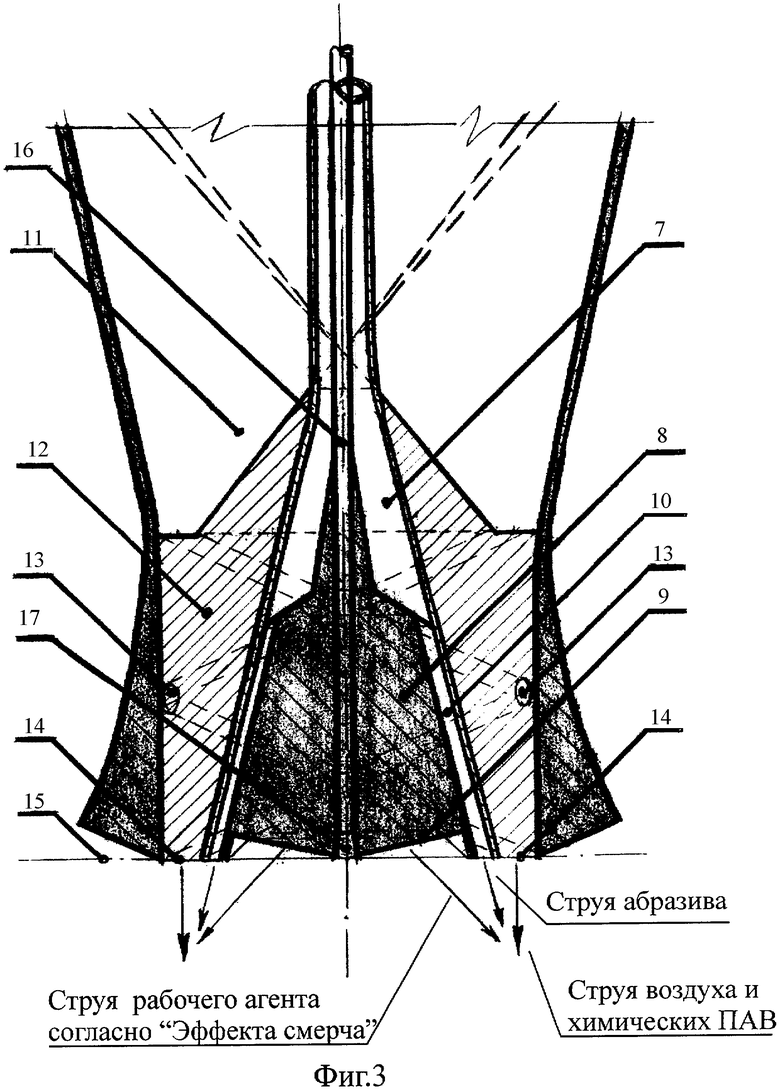
фиг.3 изображает деталь А выходного отверстия устройства.
Осуществление изобретения
Устройство струйно-абразивной обработки поверхности предусматривает два варианта осуществления: применение струй рабочего агента и холодного или горячего воздуха в виде прямых потоков кольцевого сечения без закручивания; и второй вариант - применение струй рабочего агента и холодного или горячего воздуха в виде трубчатых потоков кольцевого сечения, имеющих спиральное вращательно-поступательное движение против или по часовой стрелке. В связи с тем, что второй вариант осуществления более общий и сложный в исполнении, аналоги и прототипы были рассмотрены в варианте осуществления с вращающимися потоками рабочих агентов. Кроме того, описание конструкции устройства и работы устройств в приведенных примерах 1 и 2 также приведены в варианте осуществления с вращающимися струями как рабочих агентов, так и холодного или горячего воздуха.
Возможные виды загрязнений:
Варианты подготовки поверхности под защитные покрытия:
Типы защитных покрытий:
Универсальное устройство содержит трубовидный корпус с патрубками для подвода холодного или горячего воздуха низкого или высокого давления, абразива и/или холодной или горячей воды, а также имически активных, двух и более, веществ, уширенную конусовидную часть, смесительную камеру, корпуса, по оси которого проходит входное отверстие холодного или горячего воздуха и соосно ему установлены каналы для подачи абразива и/или холодной или горячей воды и для центральной струи холодного или горячего воздуха, заканчивающиеся выходными соплами, которые расположены как и выходное отверстие устройства, в одной габаритной плоскости корпуса устройства. Оси каналов химически активных, двух и более, веществ, входящих в смесительную камеру, наклонены под углами 90°-180° к оси корпуса. Входное отверстие холодного или горячего воздуха и выходное отверстие устройства снабжены конусно-цилиндрическими, соосно установленными распределителями или завихрителями с двумя и более прямыми или спиралевидными, направленными против или по часовой стрелки канавками с выходными отверстиями. Углы наклона внутренних стенок смесительной камеры выбирают из условия пересечения струй химических компонентов в одной точке на оси корпуса в условной вершине конуса конусно-цилиндрического распределителя или завихрителя выходного отверстия устройства. Выходное сопло канала для подачи абразива и/или холодной или горячей воды, совмещенное с распределителем или завихрителем выходного отверстия устройства, снабжено рассекателем с выходными отверстиями и отражателем с противоположной стороны, причем выходные отверстия рассекателя и распределителя или завихрителя выходного отверстия устройства расположены в одной габаритной плоскости корпуса устройства и диаметрально друг против друга в равных количествах. Углы наклона конусовидного отражателя при этом выбирают из условия пересечения струи части рабочего агента, возвращенной с обрабатываемой поверхности, согласно "Эффекта смерча" со струей холодного или горячего воздуха высокого давления под углами 0°-90°.
Данные признаки сущности универсального способа и устройства позволяют снизить энергоемкость, повысить экономичность и эффективность универсального способа и устройства, а также увеличить их универсальность. Особенности конструктивного выполнения универсального устройства позволяют осуществлять все необходимые операции, предусмотренные заявленным универсальным способом и достичь намеченные цели.
Это позволяет сделать вывод, что заявляемые изобретения связаны между собой единым изобретательским замыслом.
Принцип работы всех способов и устройств, аппаратов и пистолетов струйно-абразивной обработки поверхности основан на механическом воздействии обрабатываемой поверхности абразивными зернами, обладающими большой кинетической энергией: либо за счет чрезвычайно высокого давления струи смеси, либо за счет высокой скорости струи смеси, придаваемой путем введения дополнительной струи воздуха со сверхзвуковой скоростью. Абразивные зерна, встречаясь с поверхностью, производят колоссальный удар, выполняя энергоемкую работу по микрорезанию и образованию микрораковин и микровпадин. Удар о поверхность производят абразивные зерна даже в случае вращающихся струй, т.к.
обладая высокой скоростью, зерна, не успевая производить процесс перетирки, ударяют поверхность под углом. Обработанная поверхность, таким образом, существенно уменьшается по толщине и имеет рваную поверхность. Данное обстоятельство значительно увеличивает расход защитных материалов, например, при покрытии металлических листов цинком для кузова автомобиля, а поверхность приобретает при этом повышенные поверхностные напряжения.
Принцип работы заявленного универсального способа и устройства для струйно-абразивной обработки поверхности основан на химическом воздействии совместно с механической, абразивной перетиркой поверхности под низким давлением, с последующей интенсивной перетиркой воздушной струей высокого давления.
Кроме того, с целью экономии рабочего агента используется "Эффект смерча".
Как известно, смерч - это воздушный поток кольцевого сечения, состоящий из множества мелких струй, имеющих большую угловую скорость. Воздух в потоке вращается по спирали против часовой стрелки, имея при этом поступательное движение сверху вниз. Внутренняя зона потока кольцевого сечения имеет пониженное давление, которое уменьшается с увеличением высоты. Все что попадает в зону кольцевого сечения потока, за счет разности давления, поднимается вверх: крыши домов, домашний скот и т.д. (см. с.46 Муранов А. Необыкновенное и грозное в природе. - Л., 1972). Этот эффект за счет конструкции универсального устройства применен для возврата части рабочего агента с обрабатываемой поверхности для повторного его использования.
В зависимости от формы и материала очищаемой поверхности, вида, степени и характера загрязнений, а также от вариантов подготовки поверхности под защиту и материала защитного покрытия, технолог и химик по обработке поверхности разрабатывают технологические карты по обработке поверхности. Технологические карты, в том числе имеют следующие данные: вид и материал абразива; состав многокомпонентной химически активной смеси; количественные их соотношения;
временные параметры подачи каждого из компонентов; цикличность обработки;
частота повторяемости подачи рабочего агента, тоже струи воздуха высокого давления; параметры струй низкого и высокого давлений.
Приведем примерные перечни видов и материалов абразива и химических компонентов для обработки металлических и стеклянных поверхностей для Примеров №1, 2.
Виды и материалы абразива:
- металлический или чугунный мелкозернистый песок;
- тоже порошок;
- микрошарики из натриевого стекла или из пластмассы;
- микропорошки минеральные или органические.
Химические компоненты:
Универсальное устройство состоит из корпуса трубовидного сечения 1 с уширенной конусообразной ее частью - смесительной камерой 2 и входным отверстием для подачи холодного или горячего воздуха низкого или высокого давления 3, в котором соосно установлен канал, проходящий через камеру 2, для подачи абразива и/или холодной или горячей воды 4. Входное отверстие 3 снабжено конусно-цилиндрическим завихрителем 5, а в камеру 2 входят под тупыми углами два и более, каналы химических компонентов 6. Кроме того, в канале 4 соосно установлен канал для центральной струи холодного или горячего воздуха 16 с выходным соплом 17, расположенным в габаритной плоскости корпуса 1. Канал 4 заканчивается выходным соплом 7, также расположенным в габаритной плоскости корпуса 1. В выходном сопле 7 закреплен конусовидный рассекатель 8 с выходными сквозными отверстиями 10 и, с противоположной стороны, конусный отражатель 9. Выходное отверстие устройства 11 имеет также конусно-цилиндрический завихритель 12, совмещенный с выходным соплом 7 канала 4, и соосно установленными аналогичной конструкцией с завихрителем 5 с двумя и более спиралевидными канавками 13, направленными против часовой стрелки (на чертежах условно показаны две). Выходные отверстия 14 завихрителя 12 располагаются как и выходные отверстия 10 рассекателя 8 в одной габаритной плоскости 15 корпуса 1 устройства, при этом количество их равно и расположены они диаметрально друг против друга. Выходное отверстие устройства 11 расположено в габаритной плоскости 15 корпуса 1.
Рассмотрим Пример №1 "Очистка ржавой металлической поверхности". Способ осуществляется следующим образом.
По пневмомагистрали поступает холодный воздух в корпус 1, при этом соответствующие емкости загружены необходимыми компонентами:
В начале подают струю холодного воздуха низкого давления, которая, пройдя канавки 13, направленные против часовой стрелки, завихрителя 5 входного отверстия 3 корпуса 1 приобретает спиральное вращательно-поступательное движение трубчатым потоком кольцевого сечения против часовой стрелки. Затем производят впрыск одновременно всех компонентов и воды из каналов 6 в смесительную камеру 2, а по каналу 4 через сопло 7 и рассекатель 8 одновременно подают металлический порошок к отверстиям 10.
Струи каналов 6 каждого из компонентов, направленные под тупыми углами к оси корпуса 1, ударяясь о наклонные внутренние стенки смесительной камеры 2, распадаются на две части.
Первый этап смешивания и закручивания компонентов. Первая часть струй компонентов, распадаясь на мелкие фракции, типа пыли образует пневможидкостный туман и, попадая в зону пониженного давления, создаваемую вращающейся струей сжатого воздуха, вовлекается в саму струю, т.е. части компонентов, смешиваясь между собой, водой и воздухом, образуют вращающуюся аэросмесь. Второй этап смешивания и закручивания компонентов. Вторая часть струй компонентов, представляя собой большие фракции, сохранилась в виде мелких струй, которые, столкнувшись со стенками камеры 2, отрикошетили под углом, т.к. угол падения равен углу отражения, в одну точку на оси корпуса в условной вершине конуса завихрителя 12 (на чертежах показано условно) выходного отверстия 11 корпуса 1. Вторая часть струй компонентов, отрикошетив и потеряв часть кинетической энергии и скорость, встречает на своем пути вращающуюся струю трубчатого потока холодного воздуха, смешанную с первой частью компонентов, и вовлекается в нее. Процесс двух этапов одновременного смешивания и закручивания компонентов закончен.
Далее идет вторая стадия закручивания рабочего агента. Струя сжатого воздуха, но уже со смесью компонентов, вращаясь и продолжая движение вперед, встречает конусную часть завихрителя 12 выходного отверстия 11 корпуса 1 и рассекается на части по количеству спиралевидных канавок 13, цилиндрической части завихрителя 12, при этом, пройдя канавки 13, вторично получает спиральное вращательно-поступательное трубчатым потоком кольцевого сечения движение против часовой стрелки. Струя металлического порошка в свою очередь, войдя в сопло 7 и пройдя рассекатель 8, делится на струйки по количеству выходных отверстий 10, равных количеству выходных отверстий 14 завихрителя 12, и выходит наружу в габаритную плоскость 15 корпуса 1. В эту плоскость 15 выходят и выходные отверстия 14 завихрителя 12 выходного отверстия 11 корпуса 1. При выходе наружу из отверстий 10 рассекателя 8 металлический порошок под острыми углами 0°-90° к оси корпуса 1 встречается с вращающейся струей смеси, вовлекаясь в нее, смешивается и закручивается вне корпуса устройства.
Двухстадийное закручивание рабочего агента закончилось. Оно способствует качественному перемешиванию и закручиванию смеси, что гарантирует экономичную и эффективную очистку поверхности.
При заявляемом универсальном способе струя рабочего агента, состоящего из многокомпонентных химически активных веществ, смешанных между собой, водой и абразивным материалом, находится в спиральном вращательно-поступательном движении трубчатым потоком кольцевого сечения против часовой стрелки. Рабочий агент при минимальном давлении, попадая на поверхность в виде плотного слоя, импульсами, притом вращаясь, производит процесс перетирки поверхности. Химически активные вещества при этом разрыхляют и разъедают ржавчину, а абразивный металлический порошок в среде химически активной смеси эффективно производит очистку. Это первый цикл очистки поверхности.
Для дальнейшей обработки поверхности подают струю холодного воздуха высокого давления. Струя, пройдя завихрители 5 и 12 входного и выходного отверстий 3 и 11 корпуса 1, получает спиральное вращательно-поступательное движение трубчатым потоком кольцевого сечения против часовой стрелки. Одновременно производят подачу холодного воздуха по каналу центральной струи 16. При обработке поверхности мобильное устройство, перемещаясь по плоскости, оставляет систему колец рабочего агента, которые накладываются друг на друга, оставляя в центре кольца рабочий агент. С целью вовлечения в процесс очистки части рабочего агента, оставшейся в центре колец, подают струю холодного воздуха по центру. Струя воздуха, ударяясь о плоскость, разбивает, как бы взрыхляя, и сталкивает рабочий агент от центра в периферийную зону, в зону кольца. Вращающаяся, при двухступенчатом закручивании, струя воздуха кольцевого сечения высокого давления, попадая на поверхность и подхватывая рабочий агент, вращающийся также против часовой стрелки, заставляет вращаться его с большей скоростью, обеспечивая тем самым интенсивный процесс перетирки и очистки. Это второй цикл отчистки поверхности. Одновременно с перетиркой струей высокого давления часть рабочего агента, оставшаяся и взрыхленная центральной струей воздуха внутри кольцевого сечения, согласно "Эффекта смерча", перемещается внутри трубы, от обрабатываемой поверхности к выходному отверстию 11 корпуса 1. Данная часть рабочего агента, перемещаясь, на своем пути движения встречает конусовидный отражатель 9 под углом, т.к. угол падения равен углу отражения, отрикошетив под острым углом к оси корпуса 1, входит в зону вращающейся струи воздуха высокого давления, увлекаясь и закручиваясь вместе со струей, снова падает на поверхность, возобновляя процесс перетирки. Третий, завершающий, цикл очистки поверхности закончен.
Этот процесс очистки металлического листа от ржавчины при необходимости повторяется.
Рассмотрим Пример №2. Использование заявляемого универсального способа при "Очистке стеклянных плоскостей автомобиля".
Стеклянные поверхности автомобиля имеют следующие виды загрязнений: пыль, графит, фракции глины и песка, частицы ржавчины, окисные пленки, соединенные со смазкой, масла, смолы, копоть от выхлопных газов, крупинки, кристаллы инородных материалов. Целями очистки стекол являются получение оптически, физически и химически чистой поверхности. Согласно автосервису ограничимся получением визуально чистой поверхности.
Способ осуществляется следующим образом.
По пневмомагистрали поступает холодный или горячий воздух в корпус 1, при этом соответствующие емкости загружены необходимыми компонентами:
- холодная и горячая вода для канала 4;
- уксусная кислота;
- соль щавелевой кислоты;
- энзимы(катализатор);
- аммиак водный;
- вода горячая для смесительной;
- калий йодистый;
- камеры.
В первую очередь удаляют инородные вещества, так называемые в практике грязью: пыль, фракции глины и песка, крупинки и кристаллы иных материалов и т.д. Первый цикл очистки. Струя горячего воздуха высокого давления, проходя через завихрители 5 и 12, приобретает при двухступенчатом закручивании спиральное вращательно-поступательное движение трубчатым потоком кольцевого сечения против часовой стрелки.
Одновременно с подачей струи горячего воздуха подают по каналу 4, проходящему через смесительную камеру 2, горячую воду. Горячая вода, выходя из отверстий 10 рассекателя 8 и попадая во вращающуюся струю воздуха высокого давления, смешивается с ним вне корпуса устройства. Горячая, вращающаяся гидровоздушная смесь высокого давления, направленная на поверхность стекла, очищает его от инородных веществ и нагревает его.
Согласно "Эффекта смерча", вращающаяся смесь захватывает часть горячей воды внутрь струи кольцевого сечения и перемещает ее обратно к выходному отверстию 11 корпуса 1. Горячая вода, встретив на своем пути конусовидный отражатель 9 под углом к плоскости, отрикошетив и попав снова в струю, возвращается в зону очистки. Этот процесс будет повторяться вновь, пока есть струя воздуха высокого давления. Далее после удаления инородных веществ и подогрева до определенной температуры поверхность стекла прекращают подачу гидровоздушной смеси. Закончился первый цикл очистки.
Затем подают струю горячего воздуха низкого давления, которая пройдя канавки 13 завихрителя 5 входного отверстия 3 корпуса 1 также приобретает спиральное вращательно-поступательное движение трубчатого потока кольцевого сечения против часовой стрелки. Вместе с воздухом производят впрыск одновременно всех химических компонентов и горячей воды из каналов 6 в смесительную камеру 2. По схеме Примера №1 в камере 2 проходят два этапа смешивания и закручивания химических компонентов. Прошла первая стадия закручивания рабочего агента. Затем проходит вторая стадия закручивания. Струя горячего воздуха со смесью химических компонентов, пройдя завихритель 12, вторично получает вращательное движение против часовой стрелки и выходит наружу трубчатым потоком. Далее струя рабочего агента при минимальном давлении, попадая на поверхность стекла в виде плотного слоя, вращаясь, производит перетирание поверхности. Химические активные вещества при этом растворяют загрязнения. Закончился второй цикл очистки. Далее третий и четвертый циклы очистки проходят в полном соответствии со вторым и третьим циклами очистки Примера №1 с заменой струи холодного воздуха на горячий.
Затем подают струю холодного воздуха высокого давления. Одновременно с подачей струй воздуха подают по центральному каналу 4 холодную воду. Струя воздуха, вращающаяся против часовой стрелки, при выходе из отверстий 14 завихрителя 12 смешивается с холодной водой, которая вышла из отверстий 10 рассекателя 8. Гидровоздушная смесь, попадая на стеклянную поверхность, смывает продукты очистки, т.е. химические компоненты вместе с загрязнениями. Пятый цикл очистки закончен. Процесс промывки усиливается дополнительными порциями холодной воды, возвращенной с поверхности стекла, участвующими в смывке согласно "Эффекта смерча". Шестой цикл очистки закончен.
Завершающий седьмой цикл очистки заключается в сушке стекол конвективным способом путем обдува струей горячего воздуха высокого давления, подаваемого из отверстий 14 завихрителя 12, имеющей спиральное вращательно-поступательное движение трубчатым потоком кольцевого сечения против часовой стрелки, полученное при двухступенчатом закручивании, при прохождении двух завихрителей 5 и 12.
При этом процесс сушки усиливается за счет захвата оставшихся после смывки капелек воды с поверхности стекла согласно "Эффекта смерча". В случае необходимости циклы очистки, со второго по седьмой, могут быть повторены.
Предлагаемые универсальный способ и устройство позволят снизить энергозатраты, расходуемые материалы и эффективно осуществлять обработку поверхности в автоматическом режиме. Кроме того, дает возможность использовать как в промышленно-стационарных моечных установках, так и в мобильных, в частности, на самом автомобиле во время движения очищать стекла, фары, задние фонари и даже номерные знаки, исключив какие-либо механические стеклоочистители.
Для специалиста в данной области понятно, что при осуществлении изобретения возможны различные изменения и модификации, не выходящие за пределы объема защиты, который определен в пунктах формулы изобретения.

Изобретение относится к устройствам струйно-абразивной обработки поверхности различных материалов. Устройство содержит трубовидный корпус с патрубками, выполненный с уширенной конусообразной частью, входным отверстием для подачи воздуха и выходным отверстием, канал для подачи абразива и/или жидкости с выходным соплом на конце, центральный канал для подачи струи воздуха с выходным соплом, два завихрителя и каналы подачи химических компонентов и/или воды. Канал для подачи абразива и/или жидкости с выходным соплом на конце установлен в корпусе и расположен соосно входному отверстию для подачи воздуха. Один из упомянутых завихрителей расположен во входном отверстии для подачи воздуха, а другой - в выходном отверстии корпуса. Каналы подачи химических компонентов и/или воды выполнены из условия образования струй компонентов с возможностью пересечения частей указанных струй в одной точке оси корпуса. Выходное отверстие корпуса, выходное сопло канала для подачи абразива и/или жидкости и выходное сопло центрального канала для подачи воздуха расположены соосно и выходят в одну габаритную плоскость корпуса. В результате чего снижаются энергозатраты, повышается экономичность и эффективность устройства, повышается производительность и износостойкость. 5 з.п. ф-лы, 3 ил.
1. Устройство для струйно-абразивной обработки, содержащее трубовидный корпус с патрубками для подвода энергоносителя, абразива и химических компонентов, выполненный с уширенной конусообразной частью, образующей смесительную камеру, входным отверстием для подачи воздуха, проходящим по оси корпуса, и выходным отверстием, канал для подачи абразива и/или жидкости с выходным соплом на конце, установленный в корпусе и расположенный соосно входному отверстию для подачи воздуха, и центральный канал для подачи струи воздуха с выходным соплом, отличающееся тем, что оно снабжено двумя завихрителями, один из которых расположен во входном отверстии для подачи воздуха, а другой - в выходном отверстии корпуса, и каналами подачи химических компонентов и/или воды, выполненными из условия образования струй компонентов с возможностью пересечения частей указанных струй в одной точке оси корпуса, выходное отверстие корпуса, выходное сопло канала для подачи абразива и/или жидкости и выходное сопло центрального канала для подачи воздуха расположены соосно и выходят в одну габаритную плоскость корпуса.
2. Устройство по п.1, отличающееся тем, что завихрители выполнены конусно-цилиндрическими с по меньшей мере двумя прямыми или спиралевидными канавками с выходными отверстиями.
3. Устройство по п.2, отличающееся тем, что оси каналов подачи химических компонентов и/или воды расположены под углами 90-180° к оси корпуса, стенки смесительной камеры расположены под углом, обеспечивающим пересечение частей струй химических компонентов в одной точке, расположенной в условной вершине конуса конусно-цилиндрического завихрителя выходного отверстия корпуса.
4. Устройство по п.3, отличающееся тем, что в выходном сопле канала для подачи абразива и/или жидкости установлен конусовидный рассекатель с выходными отверстиями и конусовидный отражатель, при этом выходные отверстия завихрителя, расположенного в выходном отверстии корпуса, и конусовидного рассекателя находятся в одной габаритной плоскости корпуса.
5. Устройство по п.1, отличающееся тем, что завихритель, расположенный в выходном отверстии корпуса, выполнен с выходными отверстиями, а в выходном сопле канала для подачи абразива и/или жидкости установлен конусовидный рассекатель, выполненный с выходными отверстиями, количество которых равно количеству выходных отверстий упомянутого завихрителя, при этом выходные отверстия рассекателя и завихрителя расположены диаметрально противоположно.
6. Устройство по любому из п.4 или 5, отличающееся тем, что конусовидный отражатель выполнен из условия обеспечения пересечения под углом, равным 0-90°, струи, образованной частью рабочего агента, возвращенного с обрабатываемой поверхности, и струи воздуха, подаваемой по центральному каналу.
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| СПОСОБ РЕЗКИ И ОБРАБОТКИ ЭНЕРГЕТИЧЕСКОЙ СТРУЕЙ, НЕСУЩЕЙ АБРАЗИВНЫЙ ПОРОШОК, И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2118587C1 |
| RU 2000919 С1, 15.10.1993 | |||
| Устройство для формирования плоской струи с абразивными частицами | 1989 |
|
SU1710320A1 |
| Погрузочная машина | 1984 |
|
SU1155781A1 |

