Настоящее изобретение относится к высокопрочному стальному листу, имеющему хорошие характеристики свариваемости, и к способу получения такого стального листа.
Для производства различных изделий, таких как детали структурных элементов и панелей кузова автомобильных транспортных средств, известно применение листов, изготовленных из DP- (двухфазных) сталей или TRIP-сталей (с пластичностью, обусловленной превращением).
Одна из главных проблем автомобильной промышленности заключается в уменьшении массы транспортных средств для повышения эффективности использования в них топлива, без пренебрежения требованиями безопасности и в свете охраны глобальной окружающей среды. С целью достижения соответствия указанным требованиям в сталелитейной промышленности постоянно разрабатываются новые высокопрочные стали для того, чтобы иметь листы с повышенным пределом текучести и прочностью на разрыв, а также хорошей тягучестью и формуемостью.
Сущность одной из разработок, выполненных для улучшения механических свойств, состоит в увеличении содержания марганца в сталях. Присутствие марганца способствует повышению тягучести сталей благодаря стабилизации аустенита. Однако указанные стали демонстрируют ухудшение свойств, обусловленное хрупкостью. Для преодоления упомянутой проблемы добавляют такие элементы, как бор. Указанные химические композиции с добавлением бора являются очень вязкими на стадии горячей прокатки, а горячая полоса является слишком твёрдой для дальнейшей переработки. Наиболее эффективным способом смягчения данной горячей полосы является периодический отжиг, но он приводит к потере вязкости.
В дополнение к упомянутым требованиям в отношении механических свойств, такие стальные листы должны показывать хорошую стойкость к жидкометаллическому охрупчиванию (LME). Стальные листы, покрытые цинком и ли цинковым сплавом, являются очень эффективными в отношении коррозионной стойкости и, следовательно, широко применяются в автомобильной промышленности. Однако на практике было обнаружено, что дуговая сварка или сварка электросопротивлением определённых сталей может вызывать возникновение конкретных трещин вследствие явления, называемого жидкометаллическим охрупчиванием (“LME”), или образованием трещин, обусловленным воздействием жидкого металла (“LMAC”). Данное явление характеризуется проникновением жидкого Zn по границам зёрен нижележащей стальной основы под действием прилагаемых напряжений или внутренних напряжений, возникающих в результате жёсткого закрепления, теплового расширения или превращений фаз. Известно, что добавление элементов, подобных углероду или кремнию, оказывает вредное воздействие на стойкость к LME.
В автомобильной промышленности обычно определяют такую стойкость путём введения верхнего предельного значения так называемого показателя склонности к LME, рассчитываемого по следующему уравнению:
Показатель склонности к LME = %C + %Si/4,
где %C и %Si обозначают, соответственно, массовые проценты углерода и кремния в стали.
Публикация WO2020011638 касается способа получения холоднокатаной стали с содержанием марганца от среднего до промежуточного (Mn от 3,5 до 12%) и пониженным содержанием углерода. Описаны два технологических маршрута. Первый маршрут включает межкритический отжиг холоднокатаного стального листа. Второй маршрут включает двойной отжиг холоднокатаного стального листа, причём первый маршрут является полностью аустенитным, а второй маршрут является межкритическим. Благодаря выбору температуры отжига достигается оптимальное соотношение между прочностью на разрыв и удлинением. Путём снижения температуры отжига достигается обогащение аустенитом, что подразумевает наличие высокого значения величины напряжения излома по толщине. Однако малое количество углерода и марганца, используемое в изобретении, ограничивает прочность стального листа на разрыв величинами не выше 980 МПа.
С учётом вышесказанного, цель настоящего изобретения заключается в решении вышеупомянутой проблемы и получении холоднокатаного и отожжённого стального листа, обладающего сочетанием очень хороших механических свойств, при этом прочность на разрыв равна 950 МПа или выше, однородное удлинение, UE, равно 12% или больше, общее удлинение, TE, равно 15% или больше, причём YS, UE, TS и TE удовлетворяют следующему выражению (YS x UE + TS x TE)/(C% x Mn%) > 34 000, при этом TE представляет общее удлинение листа, выраженное в %; прочность на разрыв, TS, выражена в МПа; предел текучести, YS, выражен в МПа; однородное удлинение, UE, выражено в %; C% и Mn% представляют номинальные значения массовых % C и Mn в стали.
Предпочтительно, холоднокатаный и отожжённый стальной лист характеризуется пределом текучести, равным 780 МПа или выше.
Предпочтительно, холоднокатаный, отожжённый стальной лист, соответствующий изобретению, характеризуется показателем склонности к LME менее 0,36.
Предпочтительно, холоднокатаный и отожжённый стальной лист, соответствующий изобретению, характеризуется углеродным эквивалентом Cэкв ниже 0,4%, причём углеродный эквивалент определяют следующим образом:
Cэкв = C%+Si%/55+Cr%/20+Mn%/19-Al%/18+2,2P%-3,24B%-0,133*Mn%*Mo%
при этом количества элементов выражены в массовых процентах.
Предпочтительно, шов контактной точечной сварки двух стальных деталей из холоднокатаного и отожжённого стального листа, соответствующего изобретению, характеризуется значением α, равным, по меньшей мере, 30 даН/мм2.
Цель настоящего изобретения достигается получением стального листа по п. 1. Стальной лист также может включать любые характеристики пп. 2 - 8, взятые по отдельности или в сочетании.
Другой целью данного изобретения является шов контактной точечной сварки двух стальных деталей по п. 9.
Далее изобретение будет подробно описано и проиллюстрировано примерами без введения ограничений.
Согласно изобретению, содержание углерода составляет от 0,03% до 0,18% для обеспечения характеристик удовлетворительной прочности и хорошей свариваемости. При содержании углерода выше 0,18% могут снижаться свариваемость стального листа и стойкость к LME. От содержания углерода зависит температура томления: чем выше содержание углерода, тем ниже температура томления для стабилизации аустенита. Если содержание углерода ниже 0,03%, после томления фракция аустенита не стабилизируется в степени, достаточной для достижения желаемой прочности на разрыв и удлинения. В предпочтительном варианте осуществления изобретения содержание углерода составляет от 0,05% до 0,15%. В другом предпочтительном варианте осуществления изобретения содержание углерода составляет от 0,05% до 0,12%.
Содержание марганца составляет от 6,0% до 11,0%. При добавлении свыше 11,0% может снижаться свариваемость стального листа и продуктивность сборки деталей. Кроме того, риск появления осевой сегрегации повышается до уровня оказания вредного воздействия на механические свойства. Поскольку температура томления в значительной степени зависит от содержания марганца, определяется минимальное количество марганца для стабилизации аустенита, с целью получения после томления заданной микроструктуры и прочности. Предпочтительно, содержание марганца составляет от 6,0% до 9%.
Согласно изобретению, содержание алюминия составляет от 0,2% до 3% для уменьшения сегрегации марганца при разливке. Алюминий является очень эффективным элементом для раскисления стали при обработке в жидкой фазе. При добавлении свыше 3% может снижаться свариваемость стального листа, в cостоянии непосредственно после литья. К тому же, трудно достигать прочности на разрыв выше 980 МПа. Кроме того, чем выше содержание алюминия, тем выше температура томления для стабилизации аустенита. Алюминий добавляют в количестве, по меньшей мере, 0,2% для повышения устойчивости продукта к изменениям путём увеличения межкритического диапазона, а также для улучшения свариваемости. Кроме того, алюминий добавляют во избежание возникновения проблем, связанных с образованием включений и окислением. В предпочтительном варианте осуществления изобретения содержание алюминия составляет от 0,7% до 2,2%.
Содержание молибдена составляет от 0,05% до 0,5% в целях уменьшения сегрегации марганца при разливке. Кроме того, добавление, по меньшей мере, 0,05% молибдена обеспечивает стойкость к охрупчиванию. При введении свыше 0,5% добавление молибдена является дорогостоящим и неэффективным с точки зрения требуемых свойств. В предпочтительном варианте осуществления изобретения содержание молибдена составляет от 0,1% до 0,3%.
Согласно изобретению, содержание бора составляет от 0,0005% до 0,005% для улучшения вязкости горячекатаного стального листа и свариваемости холоднокатаного стального листа при точечной сварке. При содержании выше 0,005% активируется образование карбидов бора на предшествующих границах зёрен аустенита, что делает сталь более хрупкой. В предпочтительном варианте осуществления изобретения содержание бора составляет от 0,001% до 0,003%.
К композиции стали, соответствующей изобретению, необязательно, можно добавлять некоторые элементы.
Максимальная добавка кремниевого содержимого в целях повышения стойкости к LME ограничивается величиной 1,20%. В дополнение к этому, указанное низкое содержание кремния обеспечивает возможность упрощения процесса за счёт исключения стадии травления горячекатаного стального листа перед отжигом горячей полосы. Предпочтительно, максимальное добавляемое содержание кремния составляет 0,5%.
Титан можно добавлять до достижения концентрации 0,050% для обеспечения дисперсионного упрочнения. Предпочтительно, добавляют минимум 0,010% титана в дополнение к бору, для предотвращения образования бором соединения BN.
Ниобий, необязательно, можно добавлять до достижения концентрации 0,050% для утончения зёрен аустенита в ходе горячей прокатки и с целью обеспечения дисперсионного упрочнения. Предпочтительно, минимальное количество добавляемого ниобия составляет 0,010%.
Хром и ванадий, необязательно, можно добавлять до достижения, соответственно, 0,5% и 0,2% для обеспечения повышенной прочности.
Остальную часть состава стали представляет собой железо и примеси, образующиеся в результате выплавки. В этом отношении, по меньшей мере, P, S и N считаются остаточными элементами, которые являются неизбежными примесями. Их содержание равно 0,010% или меньше для S; 0,020% или меньше для P и 0,008% или меньше для N.
Далее будет описана микроструктура холоднокатаного и отожжённого стального листа согласно изобретению. Она включает, в долях поверхности:
- от 25% до 55% остаточного аустенита,
- содержание углерода [C]A и марганца [Mn]A в аустените, выраженное в массовых процентах, такое, что отношение ([C]A x [Mn]²A) / (C% x Mn%) составляет от 19,0 до 41,0 масс. %, при этом C% и Mn% представляют номинальные значения содержания углерода и марганца в массовых % и
- от 45% до 75% феррита,
- менее 5% свежего мартенсита,
- плотность карбидов ниже 3x106/мм² и
- неоднородное повторное выделение марганца, характеризующееся распределением марганца с отклонением, равным -30 или больше.
Микроструктура стального листа, соответствующего изобретению, заключает в себе от 25% до 55% остаточного аустенита, а предпочтительно, от 30 до 50% аустенита. При концентрациях аустенита ниже 25% или выше 55% однородное и общее удлинение, UE и TE, не могут достигать соответственных минимальных величин, 12% и 15%.
Такой аустенит образуется в ходе межкритического отжига горячекатаного стального листа, а также в течение первого и второго межкритического отжига холоднокатаного стального листа. В ходе межкритического отжига горячекатаного стального листа образуются области, включающие содержание марганца выше номинального значения, и области, включающие содержание марганца ниже номинального значения, создавая неоднородное распределение марганца. Соответственно, вместе с марганцем сегрегирует углерод. Указанную неоднородность марганца измеряют при помощи отклонения распределения марганца для горячекатаного стального листа, которое должно быть равно -30 или больше, как показано на фиг. 2 и поясняется ниже.
Вследствие неоднородного повторного выделения марганца в аустените после отжига горячей полосы и низкой скорости диффузии марганца в аустените, неоднородность марганца, образующаяся в ходе отжига горячей полосы, по-прежнему присутствует после первого и второго межкритического отжига холоднокатаного стального листа. Об этом может свидетельствовать отклонение распределения марганца в микроструктуре, равное -30 или выше.
Концентрации углерода [C]A и марганца [Mn]A в аустените, выраженные в массовых процентах, являются такими, что отношение ([C]A x [Mn]²A) / (C% x Mn%) составляет от 19,0 до 41,0 масс.%. Когда данное отношение меньше 19,0, остаточный аустенит не является достаточно стабильным, что приводит и к снижению предела текучести, и сокращению удлинения вследствие быстрого превращения остаточного аустенита в мартенсит. Когда упомянутое отношение больше 41,0, остаточный аустенит является слишком стабильным для проявления адекватного TRIP-TWIP-эффекта при деформации. Такой TWIP-TRIP-эффект поясняется, в частности, в работе “Observation-of-the-TWIP-TRIP-Plasticity-Enhancement-Mechanism-in-Al-Added-6-Wt-Pct-Medium-Mn-Steel”, DOI: 10.1007/s11661-015-2854-z, The Minerals, Metals & Materials Society and ASM International 2015, p. 2356 Volume 46A, June 2015 (S. LEE, K. LEE, and B. C. DE COOMAN).
Микроструктура стального листа, соответствующего изобретению, заключает в себе от 45% до 75% феррита, предпочтительно от 45 до 70% феррита. Такой феррит образуется в ходе межкритического отжига горячекатаного стального листа, а также в ходе первого и второго межкритического отжига холоднокатаного стального листа.
Свежий мартенсит может присутствовать в количестве до 5% в долях поверхности, но он не является фазой, желаемой в микроструктуре стального листа, соответствующего изобретению. Он может образовываться на конечной стадии охлаждения до комнатной температуры в результате превращения нестабильного аустенита. Действительно, упомянутый нестабильный аустенит с низким содержанием углерода и марганца приводит к тому, что начальная температура образования мартенсита, Ms, составляет выше 20°C. В целях достижения конечных механических свойств содержание свежего мартенсита ограничивается количеством, максимум 5%, предпочтительно, максимум 3% или ещё лучше сокращённым до 0.
Наконец, плотность карбидов должна сохраняться ниже 3x106/мм² для обеспечения того, чтобы универсальный показатель сочетания свойств [YS x UE + TS x TE]/(C% x Mn%) оставался выше 34 000. Такие карбиды могут образовываться в ходе первого отжига после холодной прокатки, если температура T1 является слишком низкой.
Холоднокатаный и отожжённый стальной лист, соответствующий изобретению, характеризуется прочностью на разрыв, TS, равной 950 МПа или выше, однородным удлинением UE, равным 12% или больше, и общим удлинением, TE, равным 15% или больше.
Предпочтительно, холоднокатаный и отожжённый стальной лист характеризуется пределом текучести, равным 780 МПа или выше.
Предпочтительно, холоднокатаный и отожжённый стальной лист характеризуется показателем склонности к LME ниже 0,36.
Предпочтительно, холоднокатаный и отожжённый стальной лист характеризуется углеродным эквивалентом Cэкв ниже 0,4% для улучшения свариваемости. Углеродный эквивалент определяется следующим образом: Cэкв = C%+Si%/55+Cr%/20+Mn%/19-Al%/18+2,2P%-3,24B%-0,133*Mn%*Mo%, при этом концентрации элементов выражены в массовых процентах.
Сварную конструкцию можно изготовлять путём получения двух деталей из листов холоднокатаной и отожжённой стали, соответствующих изобретению, а затем осуществления контактной точечной сварки двух стальных деталей.
Швы контактной точечной сварки, соединяющие первый лист со вторым, отличаются высокой стойкостью в испытании на растяжение крестообразного образца, определяемой величиной α, равной, по меньшей мере, 30 даН/мм2.
Стальной лист, соответствующий изобретению, можно получать любым подходящим способом изготовления, и его может определять специалист в данной области техники. Однако предпочтительно использовать способ согласно изобретению, включающий следующие стадии:
Получают полупродукт, способный подвергаться дальнейшей горячей прокатке, с составом стали, описанным выше. Данный полупродукт нагревают до температуры от 1150°C до 1300°C для возможности облегчения горячей прокатки, при этом конечная температура горячей прокатки, КТП, составляет от 800°C до 1000°C. Предпочтительно, температура КТП составляет от 850°C до 950°C.
Затем горячекатаную сталь охлаждают и сматывают в рулон при температуре Tрулон, составляющей от 20°C до 650°C, а предпочтительно от 300 до 500°C.
После этого горячекатаный стальной лист охлаждают до комнатной температуры, и его можно подвергать травлению.
Затем горячекатаный стальной лист нагревают до температуры отжига, TОГЛ, находящейся в диапазоне от значения Tc1 до 680°C. Tc1 представляет собой температуру, при которой растворяются все карбиды горячекатаного листа, характеризующегося однородным номинальным распределением углерода и марганца. Температура Tc1 выше температуры Ac1, так как значение Tc1 является граничной линией между трёхфазной областью феррит/аустенит/карбиды и двухфазной областью феррит/аустенит, которая находится выше температуры Ac1, поскольку значение Ac1 является граничной линией между областью феррит/карбид и областью феррит/аустенит/карбиды. Температура TОГЛ предпочтительно составляет от 580°C до 680°C.
Стальной лист выдерживают при указанной температуре TОГЛ в течение периода времени выдержки, tОГЛ, от 0,1 до 120 ч для активирования диффузии марганца. Кроме того, указанная термообработка горячекатаного стального листа позволяет снижать твёрдость горячекатаного стального листа при одновременном сохранении вязкости выше 0,4 Дж/мм2.
Затем горячекатаный и термообработанный стальной лист охлаждают до комнатной температуры, и его можно подвергать травлению для устранения окисления.
После этого осуществляют холодную прокатку горячекатаного и термообработанного стального листа со степенью обжатия от 20% до 80%.
Далее холоднокатаный стальной лист подвергают первому отжигу при межкритической температуре T1, находящейся в диапазоне от Tc2 до TОГЛ, в течение периода времени выдержки, t1, составляющего от 1 до 120 ч. Tc2 представляет собой температуру, при которой растворяются все карбиды холоднокатаного листа, характеризующегося неоднородным распределением углерода и марганца. Температура Tc2 обычно ниже температуры Tc1 вследствие наличия зоны, обогащённой C и Mn. Если значение T1 ниже Tc2, будет оставаться высокая плотность карбидов, которые не могут полностью растворяться в ходе второго отжига. Углерод и марганец, связанные в форме карбидов, не могут способствовать образованию и стабилизации остаточного аустенита. Кроме того, температура первого отжига должна быть ниже TОГЛ для концентрирования большего количества углерода и марганца в аустените. С учётом вышесказанного, наличие высокой плотности карбидов приводит к снижению универсального показателя сочетания свойств [YS x UE + TS x TE]/(C% x Mn%) до величины меньше 34 000.
Межкритическая температура T1 предпочтительно составляет от 500 до 650°C и более предпочтительно от 540°C до 630°C, а время t1выдежки составляет от 1 до 30 ч. Такой первый отжиг можно выполнять в режиме периодического отжига.
Затем холоднокатаный стальной лист подвергают второму отжигу при межкритической температуре T2, составляющей от 650 до 750°C, в течение периода времени выдержки, t2, составляющего от 10 с до 1000 с.
Второй отжиг осуществляют при более высокой температуре, чем первый, для увеличения доли остаточного аустенита и разбавления углерода и марганца в остаточном аустените, с целью придания целесообразной механической стабильности аустениту, обеспечивающему устойчивый TRIP-TWIP-эффект при деформации.
Предпочтительно, межкритическая температура T2 составляет от 670°C до 720°C, а период времени t2 составляет от 80 до 500 с. Такой второй отжиг можно выполнять в режиме непрерывного отжига.
Затем холоднокатаный и отожжённый стальной лист охлаждают до температуры ниже 80°C, а предпочтительно, до комнатной температуры. В ходе охлаждения определённая доля аустенита, менее обогащённого марганцем и углеродом, может превращаться в свежий мартенсит.
После этого на лист можно наносить покрытие любым подходящим способом, включая нанесение покрытия погружением в расплав, электроосаждение или вакуумное напыление цинка или сплавов на его основе, либо алюминия или сплавов на его основе.
Далее изобретение будет проиллюстрировано следующими ниже примерами, которые никоим образом не являются ограничительными.
Примеры
Стали трёх марок, составы которых приведены в таблице 1, отливали в виде полупродуктов и перерабатывали в стальные листы.
Таблица 1. Составы
Испытанные составы сведены в следующей ниже таблице, в которой содержания элементов выражены в массовых процентах.

Температуры Ac1 и Ac3 определены при помощи дилатометрических испытаний на холоднокатаном листе и металлографического анализа.
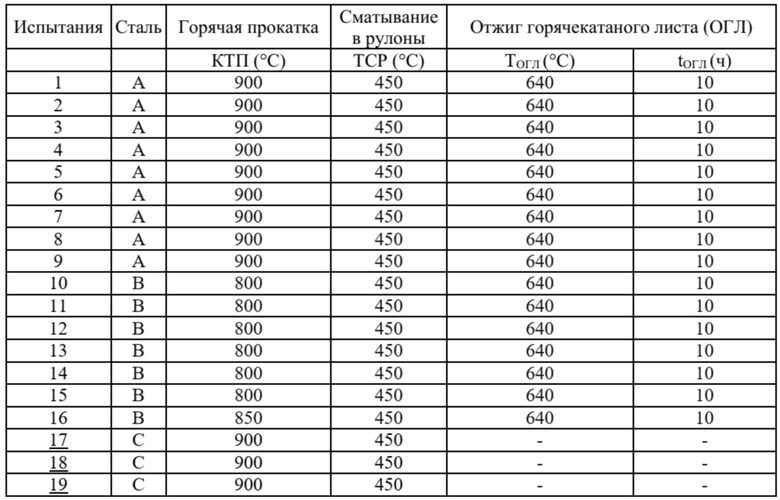
Таблица 2. Параметры процесса получения горячекатаных и термообработанных стальных листов
Непосредственно после отливки стальные полупродукты повторно нагревали при 1200°C, осуществляли горячую прокатку, а затем сматывали в рулоны при 450°C. После этого горячекатаные и смотанные в рулоны стальные листы подвергают термообработке при температуре TОГЛ и выдерживают при указанной температуре в течение периода времени выдержки, tОГЛ. Для получения горячекатаных и термообработанных стальных листов применяли следующие конкретные условия:
Проводили анализ горячекатаных и термообработанных стальных листов, и соответствующие характеристики приведены в таблице 3.
Таблица 3. Микроструктура горячекатаного и термообработанного стального листа
Определяли отклонение распределения марганца.
Термообработка горячекатаного стального листа позволяет марганцу диффундировать в аустенит: повторное выделение марганца является неоднородным, включающим области с низким содержанием марганца и области с высоким содержанием марганца. Указанная неоднородность марганца способствует достижению определённых механических свойств и может быть измерена при помощи профиля концентраций марганца.
На фиг. 1 представлены вырезанные образцы горячекатаных и термообработанных стальных листов испытания 17 и испытания 1. Чёрная область соответствует зоне с более низким количеством марганца, серая область соответствует повышенному количеству марганца.
Указанную фигуру получают следующим способом: из горячекатаного и термообработанного стального листа на ¼ толщины вырезают образец для испытаний и полируют его.
Затем снимают характеристики указанного вырезанного образца при помощи электронно-зондового микроанализатора с полевой эмиссионной пушкой (“FEG”) при увеличении больше 10000x для определения количеств марганца. Составляют три карты распределения размером 10 мкм*10 мкм для различных частей вырезанного образца. Указанные карты состоят из пикселей размером 0,01 мкм². В каждом пикселе вычисляют количество марганца в массовых процентах, а затем наносят точки на кривую, представляющую совокупную долю площади по данным трёх карт как функцию количества марганца.
Указанная кривая построена на фиг. 2 для испытания 17 и испытания 1: 100% вырезанного образца листа содержат больше 1% марганца. В случае испытания 1, в 20% вырезанного образца листа содержится больше 10% марганца.
Затем вычисляют отклонение полученной кривой между точкой, представляющей 80% совокупной доли площади, и точкой, представляющей 20% совокупной доли площади.
В случае испытания 1 упомянутое отклонение составляет больше -30, показывая, что повторное выделение марганца является неоднородным, заключающим в себе области с низким содержанием марганца и области с высоким содержанием марганца.
В противоположность этому, в случае испытания 17 отсутствие термообработки после горячей прокатки обусловливает тот факт, что повторное выделение марганца не является неоднородным, и это можно видеть по величине отклонения распределения марганца, составляющей меньше -30.
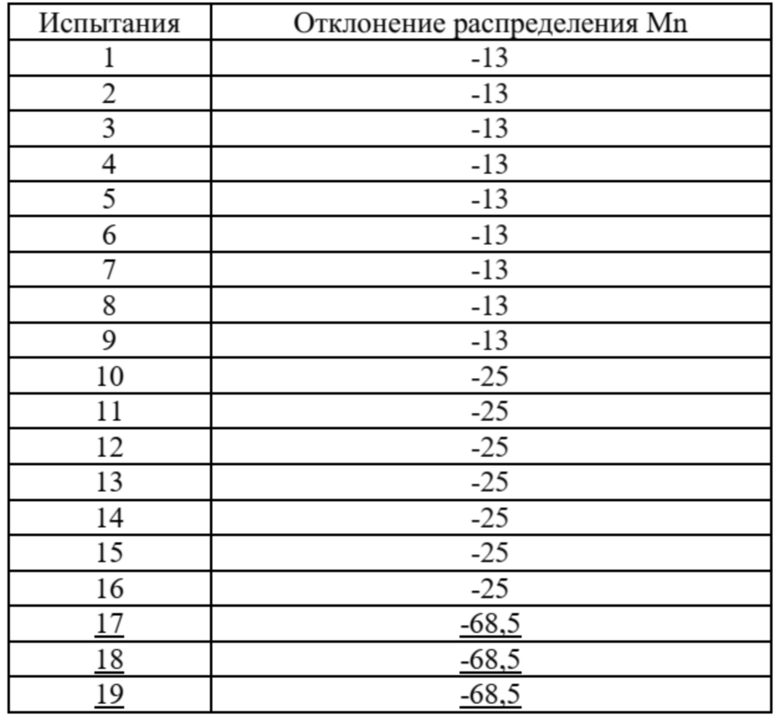
Подчёркнутые значения: не соответствуют заданным величинам.
Таблица 4. Технологические параметры получения холоднокатаных и отожжённых стальных листов
Затем осуществляют холодную прокатку полученного горячекатаного и термообработанного стального листа. После этого холоднокатаный стальной лист вначале подвергают отжигу при температуре T1 и выдерживают при указанной температуре в течение периода времени выдержки, t1, перед охлаждением до температуры ниже 80°C. Затем стальной лист отжигают второй раз при температуре T2 и выдерживают при указанной температуре в течение периода времени выдержки, t2, перед охлаждением до комнатной температуры. Для получения холоднокатаных и отожжённых стальных листов применяли следующие конкретные условия:

Подчёркнутые значения: параметры, которые не позволяют достигать заданных свойств
Затем выполняли анализ холоднокатаных и отожжённых листов, и соответствующие данные, касающиеся элементов микроструктуры, механических свойств и характеристик свариваемости, приведены, соответственно, в таблицах 5, 6 и 7.
Таблица 5. Микроструктура холоднокатаного и отожжённого стального листа
Определяли процентные содержания фаз микроструктур холоднокатаных и отожжённых стальных листов, полученных после второго отжига.
Величины [C]A и [Mn]A соответствуют количеству углерода и марганца в аустените, выраженному в массовых процентах. Их измеряют методом дифракции рентгеновских лучей в случае углерода и при использовании электронно-зондового микроанализатора с полевой эмиссионной пушкой в случае марганца.
Доли фаз на поверхности микроструктуры определяют следующим способом: для выявления микроструктуры из холоднокатаного и отожжённого стального листа вырезают образец для испытаний, полируют и подвергают травлению реагентом, известным в таковом качестве. После этого вырезанный образец исследуют при помощи сканирующего электронного микроскопа, например, сканирующего электронного микроскопа с полевой эмиссионной пушкой (“FEG-SEM”) при увеличении больше 5000x, в режиме регистрации вторичных электронов.
Определение доли феррита на поверхности осуществляют при помощи исследований методом СЭМ после травления реагентами ниталь или пикраль/ниталь.
Определение объёмной доли остаточного аустенита выполняют методом дифракции рентгеновских лучей.
Плотность карбидов определяют через посредство вырезанного из листа образца, исследуемого при помощи сканирующего электронного микроскопа с полевой эмиссионной пушкой (“FEG-SEM”) и анализа изображений при увеличении больше 15000x.
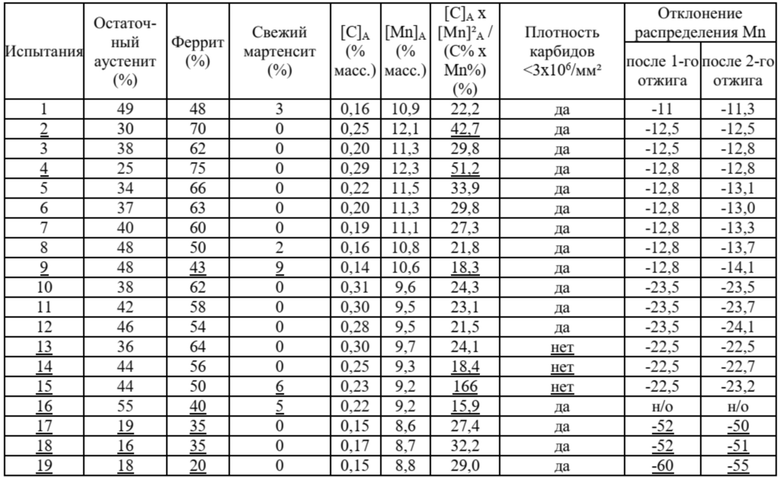
Подчёркнутые значения: не соответствуют изобретению, н/о: не определяли
В дополнение к остаточному аустениту и ферриту, результаты испытаний 17 - 19 включают повторно выделившийся мартенсит в соответственных количествах, 46, 49 и 62%.
Неоднородность распределения марганца, полученная после отжига горячекатаного стального листа, сохраняется в максимально возможной степени после обеих стадий отжига холоднокатаных стальных листов. Это можно видеть при сопоставлении отклонения распределения марганца, полученного после отжига горячекатаного стального листа (в таблице 3), и отклонения распределения марганца, полученного после стадий первого и второго отжига холоднокатаного стального листа (таблица 5).
Таблица 6. Механические свойства холоднокатаного и отожжённого стального листа
Механические свойства полученных холоднокатаных и отожжённых листов определены и приведены в следующей ниже таблице.
Предел текучести, YS, прочность на разрыв, TS, а также общее и однородное удлинение TE, UE, измеряли в соответствии со стандартом ISO 6892-1, опубликованным в октябре 2009 г.

Подчёркнутые значения: не соответствуют заданным величинам
В испытаниях 2 и 4 листы не подвергали второму отжигу для разбавления марганца и углерода в аустените. С учётом вышесказанного, полученный аустенит является слишком стабильным после первого отжига, что приводит к малому удлинению.
В испытании 9 лист подвергали воздействию температуры T2 второго отжига, которая являлась слишком высокой, что приводит к образованию слишком большой доли аустенита, часть которого при охлаждении превращается в свежий мартенсит, приводящий к снижению предела текучести. Кроме того, остаточный аустенит также не является достаточно стабильным, что приводит к снижению предела текучести и уменьшению удлинения.
В испытаниях 13, 14 и 15 листы подвергали первому отжигу, температура которого являлась недостаточно высокой, что приводит к формированию высокой плотности карбидов, которые не могут легко растворяться в ходе второго отжига. Углерод и марганец, связанные в форме карбидов, не могут способствовать образованию и стабилизации остаточного аустенита. С учётом вышесказанного, наличие высокой плотности карбидов приводит к снижению универсального показателя сочетания свойств (YS x UE + TS x TE )/(C%x Mn%), который является слишком низким.
В испытании 16 лист не подвергался первому отжигу и не показывает достаточного количества феррита в своей микроструктуре. Кроме того, он содержит 5% свежего мартенсита, а остаточный аустенит не является достаточно стабильным. Указанные отклонения от цели изобретения приводят к достижению значения универсального показателя сочетания свойств, которое является слишком низким.
Таблица 7. Характеристики свариваемости холоднокатаного и отожжённого стального листа
На холоднокатаных и отожжённых стальных листах выполняли точечную сварку в условиях стандарта ISO 18278-2.
В применяемом испытании образцы состоят из двух листов стали в форме сваренного вкрест эквивалента. Для разрушения сварной точки прилагается сила. Указанная сила, известная как прочность на растяжение крестообразного образца (CTS), выражается в единицах даН. Она зависит от диаметра сварной точки и толщины металла, то есть толщины стали и металлического покрытия. Это обеспечивает возможность вычисления коэффициента α, который представляет собой отношение величины CTS к произведению диаметра сварной точки и толщины основы. Указанный коэффициент выражается в единицах даН/мм².
Характеристики свариваемости полученного холоднокатаного и отожжённого листа определены и сведены в следующей таблице:
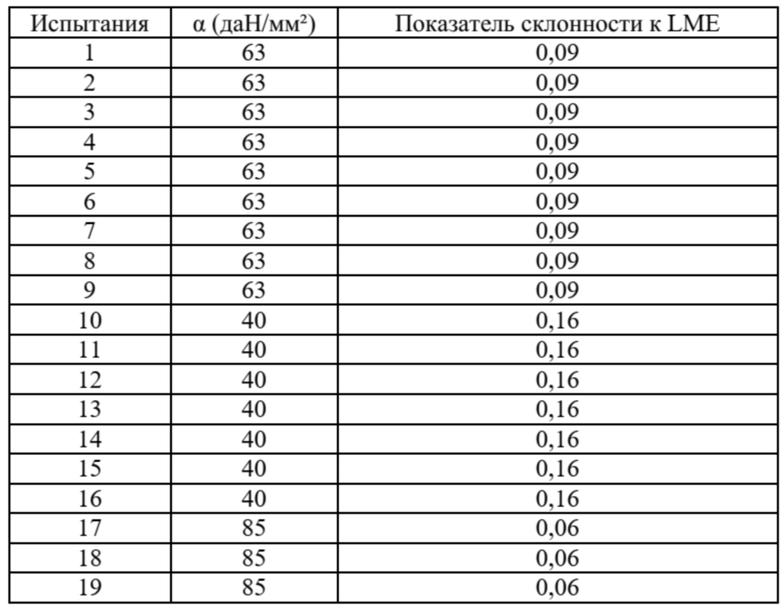
Показатель склонности к LME = %C + %Si/4 в масс. %

Изобретение относится к области металлургии, а именно к холоднокатаному и отожженному высокопрочному стальному листу, используемому в автомобильной промышленности. Лист выполнен из стали, имеющей состав, включающий в мас.%: C 0,03-0,18, Mn 6,0–11,0, Al 0,2–3, Mo 0,05–0,5, B 0,0005–0,005, S≤0,010, P≤0,020, N≤0,008, при необходимости по меньшей мере один элемент, выбранный из: Si≤1,20, Ti≤0,050, Nb≤0,050, Cr≤0,5 и V≤0,2, остальное - железо и неизбежные примеси, образующиеся при плавке. Стальной лист обладает микроструктурой, заключающей в себе, в долях поверхности, от 25 до 55% остаточного аустенита, от 45 до 75% феррита, от 0 до 5% свежего мартенсита. Содержание углерода [C]A и марганца [Mn]A в аустените, выраженное в мас.%, такое, что отношение ([C]A×[Mn]2A)/(C%×Mn%) составляет от 19,0 до 41,0 мас.%, при этом C% и Mn% представляют собой номинальные значения содержания углерода и марганца в стальном листе в мас.%. Плотность карбидов в микроструктуре составляет менее 3×106/мм2 и неоднородное повторное выделение марганца с областями выше и ниже номинального значения содержания марганца в стальном листе характеризуется отклонением кривой профиля концентрации марганца, составляющим -30 или более. Лист обладает высоким уровнем механических свойств. 2 н. и 7 з.п. ф-лы, 2 ил., 7 табл.
1. Холоднокатаный и отожженный стальной лист, выполненный из стали, имеющей состав, включающий в мас.%: C: 0,03-0,18, Mn: 6,0-11,0, Al: 0,2-3, Mo: 0,05-0,5, B: 0,0005-0,005, S≤0,010, P≤0,020,N≤0,008,
при необходимости по меньшей мере один элемент, выбранный из: Si≤1,20, Ti≤0,050, Nb≤0,050, Cr≤0,5 и V≤0,2, остальное - железо и неизбежные примеси, образующиеся при плавке,
при этом стальной лист обладает микроструктурой, заключающей в себе, в долях поверхности, от 25 до 55% остаточного аустенита, от 45 до 75% феррита, от 0 до 5% свежего мартенсита,
содержание углерода [C]A и марганца [Mn]A в аустените, выраженное в мас.%, такое, что отношение ([C]A×[Mn]2A)/(C%×Mn%) составляет от 19,0 до 41,0 мас.%, при этом C% и Mn% представляют собой номинальные значения содержания углерода и марганца в стальном листе в мас.%, плотность карбидов менее 3×106/мм2, и
неоднородное повторное выделение марганца с областями выше и ниже номинального значения содержания марганца в стальном листе характеризуется отклонением кривой профиля концентрации марганца, составляющим -30 или более.
2. Стальной лист по п. 1, в котором содержание углерода составляет от 0,05 до 0,15 мас.%.
3. Стальной лист по п. 1 или 2, в котором содержание марганца составляет от 6,0 до 9,0 мас.%.
4. Стальной лист по любому из пп. 1-3, в котором содержание алюминия составляет от 0,7 до 2,2 мас.%.
5. Стальной лист по любому из пп. 1-4, в котором прочность на разрыв TS составляет 950 МПа или более, однородное удлинение UE составляет 12% или более, общее удлинение TE составляет 15% или более, при этом YS, UE, TS и TE удовлетворяют следующему выражению (YS×UE+TS×TE)/(C%×Mn%)>34000, где YS – предел текучести в МПа, C% и Mn% представляют собой номинальные значения содержания углерода и марганца в стальном листе в мас.%.
6. Стальной лист по любому из пп. 1-5, в котором предел текучести YS составляет 780 МПа или более.
7. Стальной лист по любому из пп. 1-6, в котором показатель склонности к жидкометаллическому охрупчиванию составляет 0,36 или менее.
8. Стальной лист по любому из пп. 1-7, сталь которого характеризуется углеродным эквивалентом Cэкв менее 0,4%, причем углеродный эквивалент определяется по выражению:
Cэкв=C%+Si%/55+Cr%/20+Mn%/19-Al%/18+2,2P%-3,24B%-0,133×Mn%×Mo%,
где C%, Si%, Cr%, Mn%, Al%, P%, B%, Mo% представляют количества соответствующих элементов, выраженных в мас.%.
9. Шов контактной точечной сварки двух стальных деталей, выполненных из холоднокатаного и отожженного стального листа по любому из пп. 1-8, который характеризуется значением α, представляющим собой отношение предела прочности сваренного крестообразного образца к произведению диаметра сварной точки на толщину листов, составляющим по меньшей мере 30 даН/мм2.
| WO 2017212885 A1, 14.12.2017 | |||
| ВЫСОКОПРОЧНЫЙ И ВЫСОКОДЕРФОРМИРУЕМЫЙ ХОЛОДНОКАТАНЫЙ И ТЕРМООБРАБОТАННЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2714455C1 |
| ЭЛЕМЕНТ ИЗ ТЕРМООБРАБОТАННОГО СТАЛЬНОГО ЛИСТА И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2016 |
|
RU2686715C1 |
| СПОСОБ ПОЛУЧЕНИЯ ХОЛОДНОКАТАНОГО СТАЛЬНОГО ЛИСТА | 2012 |
|
RU2563397C2 |
| Станок для придания концам круглых радиаторных трубок шестигранного сечения | 1924 |
|
SU2019A1 |
| Станок для придания концам круглых радиаторных трубок шестигранного сечения | 1924 |
|
SU2019A1 |
