Предлагаемое изобретение относится к измерительной технике и может быть использовано при определении остаточных напряжений в деталях и заготовках.
Изготовление изделий из различных сплавов сопровождается возникновением дефектов, возникающих при температурных и механических воздействиях. К таким факторам могут быть отнесены остаточные напряжения, появляющиеся после закалочных технологических процедур. Для определения этих напряжений применяются методы, связанные с разрушающим контролем полученных образцов, что не всегда приемлемо. В связи с этим возникает необходимость в создании способов неразрушающего контроля рассматриваемых заготовок.
В процессе патентного поиска выявлен ряд изобретений-аналогов.
Известен способ [Промптов А.И., Замащиков Ю.И., Ботвенко С.И., Каргапольцев С.К. «Способ определения закалочных остаточных напряжений», АС №1643928, МПК G01B 7/18, опубликован 23.04.1991], заключающийся в том, что из закаленной пластины вырезают полоску, удаляют ее часть и измеряют деформации изгиба, отличающийся тем, что, с целью повышения точности и производительности определения закалочных остаточных напряжений, удаление части полоски осуществляют посредством ее разрезания на две части, параллельно срединной части плоскости пластины, деформации изгиба измеряют на двух полученных частях и рассчитывают закалочные остаточные напряжения в пластине по формуле:
 ,
,
где σ0 - остаточные напряжения в пластине, МПа; μ - коэффициент Пуассона; Е - модуль упругости, МПа; Н - толщина пластины, мм;  - база измерения деформаций изгиба, мм; ƒ1, ƒ2 - деформации изгиба двух оставшихся частей полоски соответственно, мм; b - ширина реза, мм; у - расстояние от рассматриваемой точки до поверхности пластины, мм.
- база измерения деформаций изгиба, мм; ƒ1, ƒ2 - деформации изгиба двух оставшихся частей полоски соответственно, мм; b - ширина реза, мм; у - расстояние от рассматриваемой точки до поверхности пластины, мм.
Основным недостатком рассматриваемого аналога является механическое получение необходимого образца, а также его разрушение.
Известен способ [Колмогоров Г.Л., Мельникова Т.Е., Курапова Н.А., Коноплев А.В., Каменев С.А. «Способ определения остаточных напряжений в осесимметричных изделиях», патент №2125252, МПК G01L 1/00, опубликован 2.01.1999], включающий определение остаточных напряжений в поверхностном слое, отличающийся тем, что определяют осевое остаточное напряжение в поверхностном слое изделия, по найденному значению которого определяют распределение остаточных напряжений по всему сечению изделия, а распределение остаточных напряжений по всему сечению изделия рассчитывают по формулам:

где σΘ, σr, σz - соответственно тангенциальные, радиальные и осевые остаточные напряжения;  - значение осевого остаточного напряжения в поверхностном слое изделия; μ - коэффициент Пуассона материала изделия,
- значение осевого остаточного напряжения в поверхностном слое изделия; μ - коэффициент Пуассона материала изделия,  - безразмерная радиальная координата.
- безразмерная радиальная координата.
К недостаткам рассматриваемого аналога можно отнести минимальное внимание к математическим выкладкам, а также некоторую погрешность при использовании рентгеновского излучения.
За прототип принимается изобретение [Ботвенко С.И. «Способ определения остаточных закалочных напряжений», патент №2494359, МПК G01L 1/00, опубликован 27.09.2013], представляющее собой способ определения закалочных остаточных напряжений, включающий закалку образцов и определение закалочных остаточных напряжений, отличающийся тем, что из тонких пластин одинакового размера, предварительно пронумерованных и размеченных, формируют пакет, подвергают его закалке, после чего измеряют деформации изгиба пластин в двух плоскостях, по которым рассчитывают закалочные остаточные напряжения.
К недостаткам можно отнести трудоемкость в подготовке образцов для исследования, а также использование разрушающего контроля.
Задачей предлагаемого изобретения является определение остаточных напряжений при помощи устройства неразрушающего контроля и математической модели.
Наличие новой совокупности существенных отличительных от прототипа признаков в изобретении позволяет сделать вывод о соответствии заявляемого изобретения критерию «новизна».
Проведенный дополнительный сопоставительный анализ патентной и научно-технической информации не выявил источники, содержащие сведения об известности совокупности отличительных признаков заявляемого изобретения, что свидетельствует о его соответствии критерию «изобретательский уровень».
Техническим результатом заявляемого изобретения является то, что разработан способ определения остаточных напряжений в прокате из алюминиевых сплавов без разрушения исследуемого образца и приложения к нему механических воздействий.
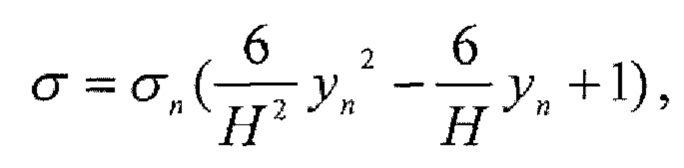
Технический результат достигается тем, что в способе определения остаточных напряжений в прокате из алюминиевых сплавов, согласно изобретению, выбирают метод исследования, например, рентгенографический, производят калибровку используемого для исследований прибора на выбранный образец сплава, наводят на него источник сфокусированного рентгеновского излучения, измеряют напряжение вдоль края образца, более подверженного образованию остаточных напряжений, с обеих сторон, в зависимости от материала образца и его толщины определяют значение остаточных напряжений по формуле:
где σn - остаточное напряжение на поверхности, МПа, H - толщина образца, мм, yn - расстояние от рассматриваемой точки до поверхности пластины, мм.
Способ определения остаточных напряжений в прокате из алюминиевых сплавов, отличающийся тем, что выбирают метод исследования, например рентгенографический, производят калибровку используемого для исследований прибора на выбранный образец сплава, наводят на него источник сфокусированного рентгеновского излучения, измеряют напряжение вдоль края образца, более подверженного образованию остаточных напряжений, с обеих сторон, в зависимости от материала образца и его толщины определяют значение остаточных напряжений по формуле:
где σn - остаточное напряжение на поверхности, МПа, H - толщина образца, мм yn - расстояние от рассматриваемой точки до поверхности пластины, мм.
Суть изобретения поясняется чертежами.
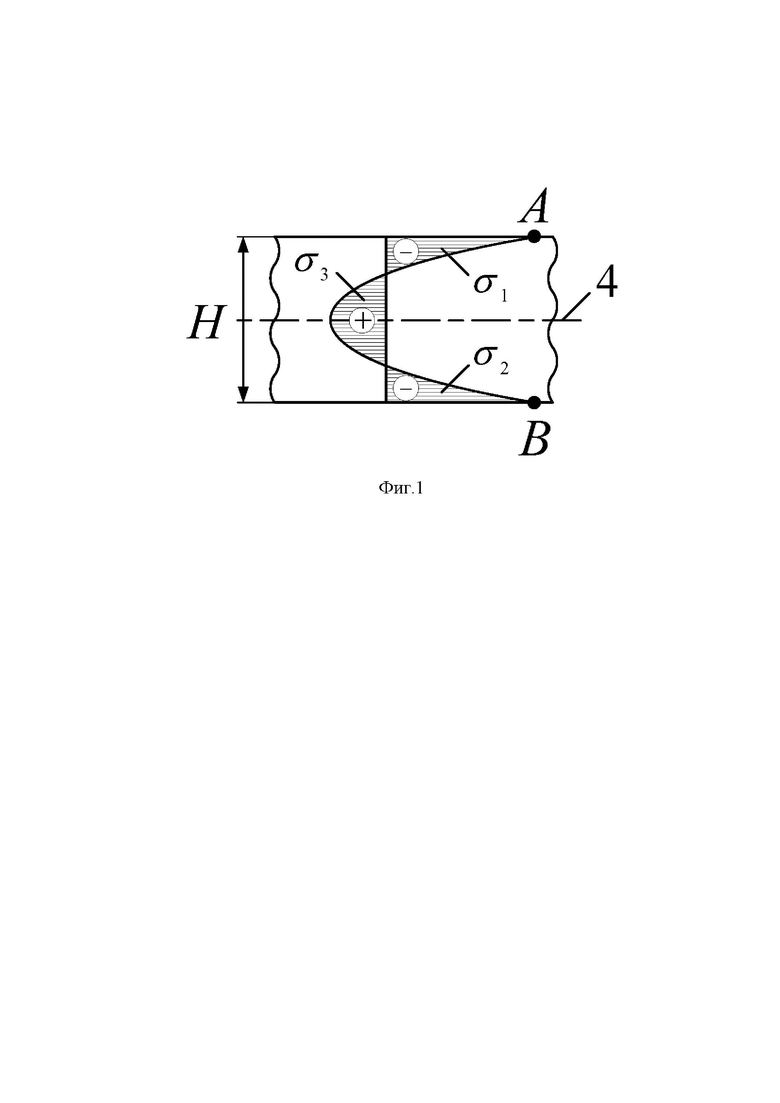
На фиг. 1 приведена принципиальная схема распределения остаточных напряжений в исследуемом образце, содержащая области с отрицательными остаточными напряжениями σ1, σ2, области с положительным остаточным напряжением σ3, ось симметрии 1, толщина образца обозначена через H.
На фиг. 2 представлена детализированная схема определения площадей положительных и отрицательных остаточных напряжений. Изобретение работает следующим образом.
Решение задачи достигается тем, что образец исследуют при помощи известных методов неразрушающего определения механических напряжений в поверхностном слое изделий из металлов и сплавов, например, при помощи рентгенографического метода. Как теоретические, так и экспериментальные исследования остаточных напряжений, возникающих при закалке, показывают, что характер их распределения с высокой точностью можно аппроксимировать параболической зависимостью [1], как показано на фиг. 1. Ось симметрии 1 с центральной осью исследуемого образца. Положительное напряжение σ3 и отрицательные напряжения σ1, σ2 компенсируют друг друга. Уравнение равенства в этом случае можно записать в виде

Для определения остаточных напряжений в прокате из алюминиевых сплавов, производят выбор метода исследования, например, рентгенографический, производят калибровку используемого для исследований прибора на выбранный образец сплава, наводят на него источник сфокусированного рентгеновского излучения (коллиматор), измеряют напряжение вдоль края образца, более подверженного образованию остаточных напряжений, с обеих сторон.
Наличие условия равновесия позволяет перейти к определению общих остаточных напряжений [2], распределенных по параболическому закону.
Таким образом, предлагаемый способ позволяет определять наличие остаточных напряжений с эпюрой сложной формы в образцах после прокатки без механических повреждений исследуемого образца.
Более подробно положения подхода приведены в теоретическом обосновании.
После определения двух точек (А, В), необходимых для построения параболы (фиг. 1), и при условии симметричного расположения этих точек, схематичное расположение распределений площадей положительных и отрицательных напряжений с учетом дополнительных параметров можно представить в виде, приведенном на фиг. 2. На схеме представлены следующие обозначения: - расстояние от точек до пересечения кривой с осью Оу, h - расстояние от точек А к В до оси Ох, с - вершина параболы, Sσ1, Sσ2, Sσ33, Sσ34 - площади распределения отрицательных и положительных напряжений. Площадь распределения положительных напряжений делится на две части для удобства формирования выражения для определения площади.
Выражение равенства площадей в этом случае трансформируется следующим образом

Уравнение параболы можно записать в виде

В этом случае а>0, с>0. При у=0, х=-с, у=h,  с=ау2-х, х=0 ⇒ ау2-с=0,
с=ау2-х, х=0 ⇒ ау2-с=0, 
Из условия симметрии получим следующее выражение

Sσ2 примет вид
В окончательном виде (5) преобразуется следующим образом

Для определения Sσ4 используем выражение следующего вида

После преобразований получим

Итоговый результат обозначен выражением
или

Аналогично определяются Sσ1 и Sσ3.
При помощи выражения (9) получим

Исходя из этого, найдем

При у=h

Так как у=h, то при 

В случае, когда у=0, х=-с, после подстановки получим

Таким образом

Для построения кривой параболы при у=h необходимо наличие двух точек (А и В). Выражение в этом случае будет иметь следующий вид

где у - расстояние от рассматриваемой точки до оси симметрии.
Условие равенства площадей распределений остаточных напряжений и выражение (15) позволяют найти дополнительные соотношения для построения кривой

В окончательном виде получим

Наличие условия равновесия позволяет перейти к определению общих остаточных напряжений [2], распределенных по параболическому закону

где σn - остаточное напряжение на поверхности, МПа, Н - толщина образца, мм, yn - расстояние от рассматриваемой точки до поверхности пластины, мм.
Таким образом, предлагаемый способ позволяет определять наличие остаточных напряжений с эпюрой сложной формы в образцах после прокатки без механических повреждений исследуемого образца. Построение эпюры производится всего по двум точкам, что позволяет реализовать способ при минимальных затратах времени.
Пример
Для исследования выбран образец из алюминиевого сплава В95Т, толщиной 100 мм. Остаточное напряжение на поверхности ст„ найденное рентгенографическим методом, составило 200 МПа. Расстояние y составит 50 мкм=0,05 мм. В этом случае значение общего остаточного напряжения составит:

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ ЗАКАЛОЧНЫХ НАПРЯЖЕНИЙ | 2012 |
|
RU2494359C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ | 2007 |
|
RU2354952C1 |
| Способ определения остаточного ресурса потенциально опасных конструкций из неферромагнитных материалов по изменению коэрцитивной силы стальных образцов-свидетелей | 2023 |
|
RU2805641C1 |
| Сплав на основе титана и способ его обработки для создания внутрикостных имплантатов с повышенной биомеханической совместимостью с костной тканью | 2019 |
|
RU2716928C1 |
| Способ определения закалочных остаточных напряжений | 1989 |
|
SU1643928A1 |
| РЕКРИСТАЛЛИЗОВАННЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ С ТЕКСТУРОЙ ЛАТУНИ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2008 |
|
RU2492260C2 |
| МАЛОДЕФОРМАЦИОННАЯ ЗАКАЛКА АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2574928C1 |
| Способ измерения характеристик аморфных ферромагнитных микропроводов | 2016 |
|
RU2632996C1 |
| ГРАДИЕНТНЫЙ МАТЕРИАЛ ДЛЯ СОЕДИНЕНИЯ ТИТАНОВОГО СПЛАВА BT1-0 С НЕРЖАВЕЮЩЕЙ СТАЛЬЮ 316L МЕТОДОМ ПРЯМОГО ЛАЗЕРНОГО ВЫРАЩИВАНИЯ | 2022 |
|
RU2800900C1 |
| Усовершенствованный способ циклических испытаний полнотолщинных образцов труб магистральных трубопроводов на коррозионное растрескивание под напряжением | 2023 |
|
RU2820157C1 |

Изобретение относится к измерительной технике и может быть использовано при определении остаточных напряжений в деталях и заготовках. Способ определения остаточных напряжений в прокате из алюминиевых сплавов заключается в том, что выбирают методом исследования рентгенографический метод, производят калибровку используемого для исследований прибора на выбранный образец сплава, наводят на него источник сфокусированного рентгеновского излучения, измеряют напряжение вдоль края образца, более подверженного образованию остаточных напряжений, с обеих сторон. В зависимости от материала образца и его толщины определяют значение остаточных напряжений по формуле:

где σn - остаточное напряжение на поверхности, МПа, Н - толщина образца, мм, yn - расстояние от рассматриваемой точки до поверхности пластины, мм. Технический результат - создание способа определения остаточных напряжений в прокате из алюминиевых сплавов без разрушения исследуемого образца и приложения к нему механических воздействий. 2 ил.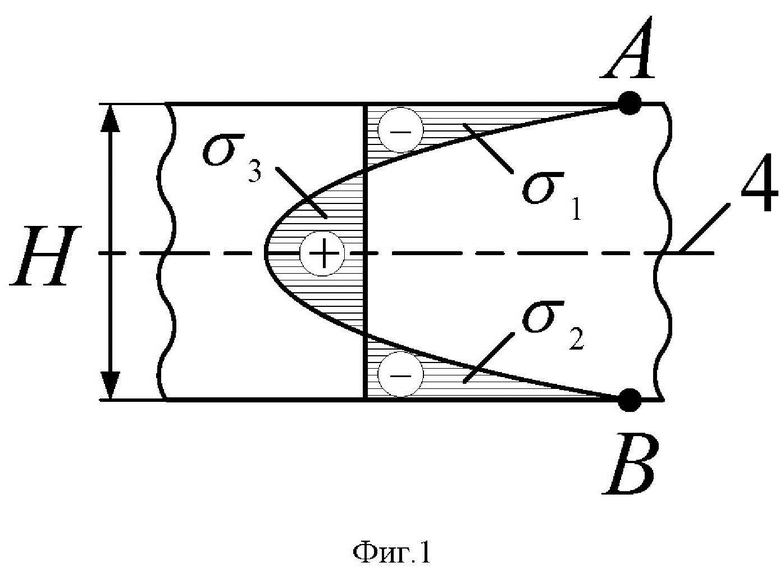
Способ определения остаточных напряжений в прокате из алюминиевых сплавов, отличающийся тем, что выбирают методом исследования рентгенографический метод, производят калибровку используемого для исследований прибора на выбранный образец сплава, наводят на него источник сфокусированного рентгеновского излучения, измеряют напряжение вдоль края образца, более подверженного образованию остаточных напряжений, с обеих сторон, в зависимости от материала образца и его толщины определяют значение остаточных напряжений по формуле
где σn - остаточное напряжение на поверхности, МПа, Н - толщина образца, мм, yn - расстояние от рассматриваемой точки до поверхности пластины, мм.
| JP 8278208 A, 22.10.1996 | |||
| Способ определения закалочных остаточных напряжений | 1989 |
|
SU1643928A1 |
| CN 103630564 B, 03.08.2016 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ | 2007 |
|
RU2354952C1 |
| JP 2005227138 A, 25.08.2005 | |||
| JP 2015222207 A, 10.12.2015. | |||
