ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу замещения газа, в частности, к способу дегазации. Настоящее изобретение также относится к устройству для замещения газа и использованию способа замещения газа или устройства в способе проведения реакции гидрирования нитросоединения.
ПРЕДШЕСТВУЮЩАЯ ТЕХНОЛОГИЯ
Анилин является важным основным органическим химическим сырьём и промежуточным химическим продуктом тонкого органического синтеза, может быть использован в производстве более 300 продуктов дальнейшего передела и широко используется в промышленностях красителей, лекарственных препаратов, пестицидов, взрывчатых веществ, специй, каучуков, синтетических материалов и т.п. В последние годы с быстрым ростом полиуретановой промышленности в Китае и по всему миру был значительно и быстро разработан анилин, который является одним из незаменимого основного сырья для её основного сырьевого материала MDI (4,4-дифенилметандиизоцианат).
Существуют три промышленных способа получения анилина: способ каталитического гидрирования нитробензола, способ аммонизации фенола и способ восстановления железного порошка. В числе прочих способ восстановления железного порошка постепенно исключается из-за низкого качества образующегося анилина. Способ аммонизации фенола сильно зависит от источника фенола. Современный способ каталитического гидрирования нитробензола используется большинством производителей. Каталитическое гидрирование нитробензола также подразделяется на газофазное каталитическое гидрирование и способ жидкофазного каталитического гидрирования. Способ жидкофазного каталитического гидрирования нитробензола в основном выполняют с использованием катализатора из благородного металла в безводном состоянии, и он имеет преимущества низкой температуры реакции, высокой загрузки катализатора, долгого срока службы и большой производственной мощности завода и имеет недостатки высокого требуемого давления, необходимого отделения реагентов от катализатора и растворителя, высоких эксплуатационных затрат завода, высокой стоимости катализатора и относительно большого количества побочных продуктов, вызванного слишком высокой активностью катализатора. Способ газофазного каталитического гидрирования отличается тем, что нитробензол в качестве сырья нагревают и превращают в пар и смешивают с газообразным водородом, затем подают в реактор с псевдоожиженным слоем, в котором содержится катализатор медь-силикагель, для проведения реакции гидрирования и восстановления. Этот способ имеет преимущества большего улучшения условия теплопередачи, управления температурой реакции, предотвращения локального перегрева, уменьшения образования побочной реакции и продления срока службы катализатора и имеет недостатки относительно сложной работы, сильного износа катализатора и относительно высоких затрат на эксплуатацию и техническое обслуживание.
Способ газофазного гидрирования для приготовления анилина из нитробензола использовался в Китае в течение многих десятилетий, и способ газофазного каталитического гидрирования с псевдоожиженным слоем используется многими производителями анилина в Китае.
Китайская патентная заявка CN1528737A раскрывает установку, в основном содержащую реактор с псевдоожиженным слоем, входное отверстие для реакционного сырьевого газа, расположенное в нижней части реактора, первый газораспределитель, расположенный в верхней часть входного отверстия, второй газораспределитель, расположенный в средней части высоты в осевом направлении реактора и разделяющий реактор на две зоны плотной фазы катализатора, теплообменник, расположенный в двух зонах плотной фазы катализатора внутри реактора; устройство перетока катализатора, расположенное снаружи или внутри реактора и соединяющееся с верхней и нижней двумя зонами плотной фазы катализатора соответственно, и устройство разделения газа и твёрдых частиц.
Китайская патентная заявка CN1634860A раскрывает газораспределитель в псевдоожиженном слое для синтеза анилина и способ синтеза анилина, причём газораспределитель состоит из основной трубы для транспортировки газа, ответвлений труб и кольцевой трубы, соединённой с ними для распределения газа, и форсунок для впрыскивания газа вниз и форсунок для впрыскивания газа вверх, все из которых расположены на кольцевой трубе.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Авторы настоящего изобретения обнаружили, что в реакторе с псевдоожиженным слоем для приготовления анилина в известном уровне техники реакционное газообразное сырье попадает в псевдоожиженный слой из распределителя в нижней части и контактирует с катализатором для вступления в реакцию и образования анилина в качестве получаемого газа, и на катализатор легко осаждается углерод, и катализатор легко дезактивируется так, что реактор с псевдоожиженным слоем необходимо останавливать для восстановления и активации через определенные промежутки времени, и его трудно эксплуатировать в течение длительного периода. В связи с этим ключ к решению проблемы длительной эксплуатации анилинового реактора заключается в способности выполнения регенерации и активации анилинового катализатора вовремя и на ходу. Авторы настоящего изобретения также обнаружили, что в процессах реакции, регенерации и активации три разных компонента, а именно нитробензол и водород, кислород и водород, необходимо вводить соответственно, причём когда кислород находится в контакте с воспламеняющимися и взрывоопасными газами, легко возникают риски взрыва, в связи с этим после завершения этих трёх стадий каждую предыдущую стадию необходимо эффективно дегазировать так, чтобы сырьевой газ и получаемый газ, захваченные частицами катализатора, исходящими из реактора, эффективно удалялись, частицы катализатора попадали в блок регенерации и регенерировались, воздух (кислород), захваченный частицами катализатора, вытекающими из регенератора, удалялся, и затем частицы катализатора попадали в блок активации. Настоящее изобретение было выполнено на основе этих открытий.
Конкретно, настоящее изобретение относится к следующим аспектам:
1. Способ замещения газа (например, отпарки или дегазации), который по меньшей мере содержит первый этап, на котором замещают газ потока, подлежащего замещению (например, потока жидкости или потока твёрдых частиц, в частности, твёрдых частиц) в присутствии первого замещающего газа (например, газа или паров или пара) (называемый первым этапом замещения газа), и затем второй этап, на котором замещают газ в присутствии второго замещающего газа (например, газа или паров или пара) (называемый вторым этапом замещения газа), в котором при условии, что приведённая скорость первого замещающего газа (абсолютное значение, единица измерения - м/с) равна V1, а приведённая скорость второго замещающего газа (абсолютное значение, единица измерения - м/с) равна V2, то V2/V1≥1,5, 100 ≥ V2/V1 ≥ 2, 20 ≥ V2/V1 ≥ 2,5 или 15 ≥ V2/V1 ≥ 5.
2. Способ замещения газа согласно любому из вышеупомянутых или нижеупомянутых аспектов, в котором первый этап замещения газа имеет рабочую температуру 0-700°C (предпочтительно 80-400°C) и рабочее давление 0-3 МПа (манометрическое давление) (предпочтительно 0,01-1 МПа (манометрическое давление)) и/или на первом этапе замещения газа приведённая скорость (абсолютное значение) V1 первого замещающего газа составляет 0,05-0,6 м/с (предпочтительно 0,1-0,3 м/с), а приведённая скорость (абсолютное значение) потока, подлежащего замещению, составляет 0,02-0,2 м/с (предпочтительно 0,05-0,1 м/с) и/или второй этап замещения газа имеет рабочую температуру 0-700°C (предпочтительно 80-400°C) и рабочее давление 0-3 МПа (манометрическое давление) (предпочтительно 0,01-1 МПа (манометрическое давление)) и/или на втором этапе замещения газа приведённая скорость (абсолютное значение) V2 второго замещающего газа составляет 0,8-10 м/с (предпочтительно 1-3 м/с), а приведённая скорость (абсолютное значение) потока, подлежащего замещению, составляет 0,4-6 м/с (предпочтительно 0,6-2,4 м/с).
3. Способ замещения газа согласно любому из вышеупомянутых или нижеупомянутых аспектов, в котором на первом этапе замещения газа характеристики псевдоожижения газа и твёрдых частиц представляют собой пузырьковое или турбулентное псевдоожижение, содержание твёрдых частиц находится в диапазоне 0,25-0,6 и/или на втором этапе замещения газа характеристики псевдоожижения газа и твёрдых частиц представляют собой турбулентное или быстрое псевдоожижение, содержание твёрдых частиц находится в диапазоне 0,02-0,3.
4. Способ замещения газа согласно любому из вышеупомянутых или нижеупомянутых аспектов, в котором первый замещающий газ и поток, подлежащий замещению, находятся в противоточном контакте или прямоточном контакте (предпочтительно противоточном контакте) и второй замещающий газ и поток, подлежащий замещению, находятся в противоточном контакте или прямоточном контакте (предпочтительно прямоточном контакте).
5. Способ замещения газа согласно любому из вышеупомянутых или нижеупомянутых аспектов, в котором первый этап замещения газа и второй этап замещения газа выполняют в одном и том же сосуде (например, его разных зонах) или выполняют соответственно в разных сосудах, предпочтительно выполняют в одном и том же сосуде (например, его разных зонах) и/или первый этап замещения газа и второй этап замещения газа находятся в сообщении по газовой фазе (в частности, в сообщении по газовой фазе в свободном пространстве) и/или рабочее давление первого этапа замещения газа и рабочее давление второго этапа замещения газа в основном идентичны.
6. Способ замещения газа согласно любому из вышеупомянутых или нижеупомянутых аспектов, который дополнительно содержит один или более этапов замещения газа, выполняемых до первого этапа замещения газа, после первого этапа замещения газа и до второго этапа замещения газа и/или после второго этапа замещения газа (называемых дополнительным этапом (этапами) замещения газа).
7. Установка для замещения газа (например, отпарная колонна или резервуар-дегазатор), который по меньшей мере содержит первую область замещения газа (в частности, первую вертикальную область замещения газа) и вторую область замещения газа (в частности, вторую вертикальную область замещения газа) (например, сообщающиеся последовательно или по порядку), причём входное отверстие для потока, подлежащего замещению, первой области замещения газа расположено в верхней части первой области замещения газа, а выходное отверстие для замещённого потока второй области замещения газа расположено в верхней части второй области замещения газа; и при условии, что площадь поперечного сечения (единица измерения - м2) средней части первой области замещения газа равна A1, а площадь поперечного сечения (единица измерения - м2) средней части второй области замещения газа равна A2, то 100 ≥ A2/A1 ≥ 1,5, 50 ≥ A2/A1 ≥ 2,5 или 15≥ A2/A1 ≥ 5.
8. Установка для замещения газа согласно любому из вышеупомянутых или нижеупомянутых аспектов, в котором входное отверстие для замещающего газа первой области замещения газа расположено внизу первой области замещения газа и входное отверстие для замещающего газа второй области замещения газа расположено внизу второй области замещения газа и/или выходное отверстие для замещённого потока первой области замещения газа расположено в нижней части или внизу (например, внизу) первой области замещения газа и входное отверстие для потока, подлежащего замещению, второй области замещения газа (замещённый поток из предыдущей области замещения газа, например, замещённый поток из первой области замещения газа) расположено в нижней части или внизу (например, внизу) второй области замещения газа и/или выходное отверстие для газообразной фазы первой области замещения газа расположено вверху первой области замещения газа и выходное отверстие для газообразной фазы второй области замещения газа расположено вверху второй области замещения газа.
9. Установка для замещения газа согласно любому из вышеупомянутых или нижеупомянутых аспектов, в котором выходное отверстие для газообразной фазы первой области замещения газа сообщается с выходным отверстием для газообразной фазы второй области замещения газа (предпочтительно выходное отверстие для газообразной фазы первой области замещения газа непосредственно сообщается с выходным отверстием для газообразной фазы второй области замещения газа, более предпочтительно существует по меньшей мере один проход между свободным пространством первой области замещения газа и свободным пространством второй области замещения газа, и упомянутый по меньшей мере один проход выполнен таким образом, что газообразная фаза свободного пространства первой области замещения газа попадает в свободное пространство второй области замещения газа и/или газообразная фаза свободного пространства второй области замещения газа попадает в свободное пространство первой области замещения газа, более предпочтительно первая область замещения газа и вторая область замещения газа имеют общее свободное пространство) и/или выходное отверстие для замещённого потока первой области замещения газа сообщается с входным отверстием для потока, подлежащего замещению, второй области замещения газа (предпочтительно выходное отверстие для замещённого потока первой области замещения газа непосредственно сообщается с входным отверстием для потока, подлежащего замещению, второй области замещения газа, более предпочтительно существует, по меньшей мере, один проход между первой областью замещения газа и второй областью замещения газа, и упомянутый, по меньшей мере, один проход выполнен таким образом, что замещённый поток первой области замещения газа попадает во вторую область замещения газа в качестве потока, подлежащего замещению).
10. Установка для замещения газа согласно любому из вышеупомянутых или нижеупомянутых аспектов, в котором первая область замещения газа и вторая область замещения газа расположены по отдельности в разных сосудах (например, разных отпарных колоннах или резервуарах-дегазаторах) или первая область замещения газа и вторая область замещения газа расположены вместе в одном и том же сосуде (например, расположены в одной и той же отпарной колонне или резервуаре-дегазаторе) и/или первая область замещения газа и вторая область замещения газа расположены вместе в одном и том же сосуде, и существует, по меньшей мере, один конструктивный элемент перегородки (например, конструктивный элемент перегородки в форме пластины или кольца) между первой областью замещения газа и второй областью замещения газа.
11. Установка для замещения газа согласно любому из вышеупомянутых или нижеупомянутых аспектов, в котором направление центральной оси первой области замещения газа по существу параллельно направлению центральной оси второй области замещения газа и/или в направлении, перпендикулярном горизонтальной плоскости, входное отверстие для замещающего газа первой области замещения газа находится по существу на том же уровне или выше входного отверстия для замещающего газа второй области замещения газа или низ первой области замещения газа находится по существу на том же уровне или выше низа второй области замещения газа.
12. Установка для замещения газа согласно любому из вышеупомянутых или нижеупомянутых аспектов, который дополнительно содержит одну или более областей замещения газа (называемых дополнительной областью (областями) замещения газа) до первой области замещения газа, после первой области замещения газа и до второй области замещения газа и/или после второй области замещения газа.
13. Установка для замещения газа согласно любому из вышеупомянутых или нижеупомянутых аспектов, в котором конструктивный элемент возмущения потока расположен в первой области замещения газа и/или второй области замещения газа и/или дополнительной области замещения газа, конструктивный элемент возмущения потока содержит по меньшей мере один (например, 1-1000 или 4-100) выпрямитель (выпрямители) потока (например, выбранный из по меньшей мере одного из выпрямителя потока обтекаемой формы, ромбовидного выпрямителя потока и выпрямителя потока поперечно-поточного типа с наклонными отбойными перегородками) и соединительную деталь для фиксации упомянутого по меньшей мере одного выпрямителя потока относительно соответствующей области замещения газа (например, первой области замещения газа или второй области замещения газа) и/или относительно друг друга (когда присутствует множество выпрямителей потока).
14. Установка для замещения газа согласно любому из вышеупомянутых или нижеупомянутых аспектов, в котором выпрямитель потока обтекаемой формы выбирается из по меньшей мере одного из сочетания двух полуэллипсоидов, сочетания одного полуэллипсоида и одного конуса, сочетания одного полуэллипсоида и одного обтекаемого по дуге окружности корпуса и сочетания одного полуэллипсоида и одного параболоида, предпочтительно сочетание одного полуэллипсоида и одного параболоида, и/или ромбовидный выпрямитель потока выбирается из по меньшей мере одного из сочетания двух пирамид, сочетания двух призмоидов и комбинации одной пирамиды и одного призмоида, предпочтительно сочетание двух пирамид и/или выпрямитель потока поперечно-поточного типа с наклонными отбойными перегородками представляет собой отбойную перегородку, наклонённую относительно горизонтальной плоскости (например, угол наклона относительно горизонтальной плоскости составляет 0-60°, предпочтительно 10-40°).
15. Установка для замещения газа согласно любому из вышеупомянутых или нижеупомянутых аспектов, в котором направление центральной оси упомянутого по меньшей мере одного выпрямителя потока по существу соответствует направлению центральной оси соответствующей области замещения газа (например, первой области замещения газа или второй области замещения газа) и/или по меньшей мере один из упомянутых выпрямителей потока имеет по меньшей мере один сквозной проход для потока (например, сквозное отверстие) (предпочтительно расположенный в направлении центральной оси соответствующей области замещения газа (например, первой области замещения газа или второй области замещения газа)), предпочтительно отношение площади поперечного сечения сквозного канала для потока (в случае, когда присутствует множество упомянутых сквозных каналов для потока, суммы площадей поперечного сечения множества сквозных каналов для потока, единица измерения - м2) к максимальной площади поперечного сечения соответствующего выпрямителя потока (единица измерения - м2) составляет 1-30:100 или 3-15:100 и/или в каждом конструктивном элементе возмущения потока отношение максимальной площади поперечного сечения выпрямителя потока (когда присутствует множество выпрямителей потока, суммы максимальных площадей поперечного сечения множества выпрямителей потока, единица измерения - м2) к соответствующей площади поперечного сечения (единица измерения - м2) соответствующей области замещения газа (например, первой области замещения газа или второй области замещения газа) составляет 20-90:100 (предпочтительно 45-65:100) и/или в каждом конструктивном элементе возмущения потока, когда присутствует множество выпрямителей потока, упомянутое множество выпрямителей потока расположено заранее определённым образом (например, расположено произвольным, треугольным, квадратным, прямоугольным, круглым или кольцевым образом) относительно друг друга и/или один или более (например, 2-20 или 4-10) упомянутых конструктивных элементов возмущения потока расположены в направлении центральной оси соответствующей области замещения газа (например, первой области замещения газа или второй области замещения газа), и/или вертикальное расстояние (единица измерения - м) любых двух смежных конструктивных элементов возмущения потока относительно друг друга в направлении центральной оси соответствующей области замещения газа (например, первой области замещения газа или второй области замещения газа) составляет 2%H - 20%H, где H - высота (единица измерения - м) соответствующей области замещения газа (например, первой области замещения газа или второй области замещения газа) и/или при условии, что высота первой области замещения газа (единица измерения - м) равна H1, а высота второй области замещения газа (единица измерения - м) равна H2, то H2/H1≥1 или 2 ≥ H2/H1 ≥ 1.
16. Система проведения реакции (в частности, система проведения реакции гидрирования нитросоединения), содержащая по меньшей мере один реактор (предпочтительно реактор с псевдоожиженным слоем, в частности, реактор, имеющий псевдоожиженный слой частиц катализатора) и по меньшей мере одну (например, 1-3 или 2) установку для замещения газа, сообщающейся с (например, сообщающийся ниже по потоку с) упомянутым по меньшей мере одним реактором (например, выполненный с возможностью приёма выходящего потока из упомянутого по меньшей мере одного реактора, в частности, выполненный с возможностью приёма частиц отработанного катализатора из упомянутого по меньшей мере одного реактора), причём по меньшей мере одна из установок для замещения газа выполнена с возможностью осуществления установкой для замещения газа способа замещения газа согласно любому из вышеупомянутых или нижеупомянутых аспектов или представляет собой установку для замещения газа согласно любому из вышеупомянутых или нижеупомянутых аспектов.
17. Способ проведения реакции гидрирования нитросоединения, по меньшей мере содержащий этап, на котором приводят в контакт нитросоединение (в частности, нитробензол) в качестве реакционного сырья с газообразным водородом и катализатором гидрирования для получения продукта реакции (например, аминосоединения, в частности, анилина) и отработанного катализатора (называемый этапом реакции гидрирования), и этап, на котором подвергают отработанный катализатор замещению газа (например, дегазации) в присутствии замещающего газа (называемый этапом замещения газа), причём этап замещения газа осуществляют согласно способу замещения газа согласно любому из вышеупомянутых или нижеупомянутых аспектов или осуществляют в установке для замещения газа согласно любому из вышеупомянутых или вышеупомянутых аспектов.
18. Способ проведения реакции гидрирования согласно любому из вышеупомянутых или нижеупомянутых аспектов, в котором реакция этапа гидрирования проводится при следующих условиях: приведённая скорость газа составляет 0,2-0,8 м/с, молярное отношение газообразного водорода к реакционному сырью (например, нитробензолу) составляет 6-21, температура реакции составляет 220-280°C, давление реакции составляет 0,05-1 МПа (манометрическое давление), катализатор гидрирования выбирается из по меньшей мере одного из катализатора с загрузкой на основе меди, катализатора с загрузкой на основе никеля и катализатора с загрузкой на основе благородного металла и/или объёмная плотность катализатора гидрирования составляет 300-1200 кг/м3 и/или средний диаметр частиц катализатора гидрирования составляет 30-800 мкм (предпочтительно 40-500 мкм или 50-600 мкм) и весовой процент частиц катализатора, имеющих диаметр частиц менее 80 мкм, по отношению ко всем частицам катализатора составляет не менее 2 вес. % (предпочтительно 5-15 вес. %) и/или замещающий газ представляет собой газ или пары (в частности, выбираемые из по меньшей мере одного из газообразного азота, водяных паров, диоксида углерода, метана, газообразного кислорода и газообразного аргона) и/или нитросоединение выбирается из по меньшей мере одного из соединений, представленных следующей формулой (1):
R-NO2 (1)
В структурной формуле (1) R представляет собой, при необходимости, замещённый C2-20 неразветвлённый, разветвлённый или циклический гидрокарбил (предпочтительно, при необходимости, замещённый C4-20 циклический гидрокарбил, в частности, при необходимости, замещённый C6-20 арил, в частности, при необходимости, замещённый фенил).
С другой стороны, настоящее изобретение относится к следующим аспектам:
1. Реакционная установка для получения анилина путём гидрирования нитробензола, содержащая: реактор (3) с псевдоожиженным слоем, ёмкость (12) дегазации для отработанного катализатора, регенератор (13), резервуар-дегазатор (16) для катализатора, подлежащего активации, активатор (19) и подъёмную трубу (21), причём реакционная зона (4) плотной фазы, расположенная в нижней секции, переходная зона (5) распыления частиц, расположенная в средней секции, и зона (7) разбавленной фазы, расположенная в верхней секции, включены в реактор (3) с псевдоожиженным слоем, резервуар-дегазатор (12) для отработанного катализатора сообщается с реактором (3) с псевдоожиженным слоем и регенератором (13) соответственно, резервуар-дегазатор (16) для катализатора, подлежащего активации, сообщается с регенератором (13) и активатором (19) соответственно, подъёмная труба (21) сообщается с активатором (19) и реактором (3) с псевдоожиженным слоем соответственно.
2. Реакционная установка для получения анилина путём гидрирования нитробензола согласно любому из вышеупомянутых или нижеупомянутых аспектов, которая отличается тем, что в реакторе (3) с псевдоожиженным слоем установлены газораспределитель (2), теплообменная труба (11), конструктивный элемент (6) отделения распыления и циклонный сепаратор (9).
3. Реакционная установка для получения анилина путём гидрирования нитробензола согласно любому из вышеупомянутых или нижеупомянутых аспектов, которая отличается тем, что в резервуар-дегазатор (12) для отработанного катализатора включены зона (31) нисходящего противотока дегазации и зона (32) восходящего прямотока дегазации, и в зоне (31) нисходящего противотока дегазации и зоне (32) восходящего прямотока дегазации соответственно обеспечены конструктивные элементы (33) отбойной перегородки дегазации; в резервуар-дегазатор (16) для катализатора, подлежащего активации, включены зона (51) нисходящего противотока дегазации регенерации и зона (52) восходящего прямотока дегазации регенерации, и в зоне (51) нисходящего противотока дегазации регенерации и зоне (52) восходящего прямотока дегазации регенерации соответственно установлены конструктивные элементы (33) отбойной перегородки дегазации.
4. Реакционная установка для получения анилина путём гидрирования нитробензола согласно любому из вышеупомянутых или нижеупомянутых аспектов, которая отличается тем, что конструктивный элемент (33) отбойной перегородки дегазации изготовлен путём соединения множества наборов выпрямителей потока посредством соединительных деталей, выпрямитель потока представляет собой один или более из выпрямителя (41) потока обтекаемой формы, ромбовидного выпрямителя (42) потока и выпрямителя (43) потока поперечно-поточного типа с наклонными отбойными перегородками.
5. Способ проведения реакции для получения анилина путём гидрирования нитробензола с установкой согласно любому из вышеупомянутых или нижеупомянутых аспектов, включающий в себя следующие этапы, на которых:
(a) парообразный нитробензол и газообразный водород в качестве сырья вводят в газовую камеру, затем в реактор (3) с псевдоожиженным слоем через газораспределитель (2) для проталкивания катализатора в реактор для псевдоожижения, затем они вступают в реакцию в реакционной зоне (4) плотной фазы для получения анилинового продукта, распыление частиц происходит вверху реакционной зоны (4) плотной фазы для образования переходной зоны (5) распыления частиц, распылённые частицы эффективно улавливают с помощью конструктивного элемента (6) отделения распыления, и они возвращаются в реакционную зону (4) плотной фазы для продолжения катализа, маленькая часть неуловленных частиц проходит через проход конструктивного элемента отделения распыления и попадает в зону (7) разбавленной фазы для разделения с помощью циклонного сепаратора (9), частицы возвращаются в реакционную зону (4) плотной фазы, сырой получаемый газ (8) вытекает из реактора (3) с псевдоожиженным слоем, и его отправляют в секцию последующего разделения;
(b) после частичного закоксовывания катализатора во время реакции закоксованный катализатор дегазируют в резервуаре-дегазаторе (12) для отработанного катализатора и вводят в регенератор (13), в который вводят кислород, катализатор регенерируют путем выжигания углерода;
(c) регенерированный катализатор затем вводят в резервуар-дегазатор (16) для катализатора, подлежащего активации, и дегазируют и затем вводят в активатор (19), в который вводят газообразный водород, катализатор активируют и активированный катализатор вводят в подъёмную трубу (21) и поднимают для возвращения в реактор (3) с псевдоожиженным слоем для продолжения катализа.
6. Способ проведения реакции получения анилина путём гидрирования нитробензола согласно любому из вышеупомянутых или нижеупомянутых аспектов, который отличается тем, что катализатор представляет собой наполненный металлом катализатор с медью в качестве основного активного компонента, подложка представляет собой оксид алюминия или диоксид кремния, катализатор имеет средний диаметр частиц 50-600 мкм, а содержание частиц менее 80 мкм составляет не менее 2%.
7. Способ проведения реакции получения анилина путём гидрирования нитробензола согласно любому из вышеупомянутых или нижеупомянутых аспектов, который отличается тем, что реакция в реакторе (3) с псевдоожиженным слоем проводится при следующих условиях: приведённая скорость газа составляет 0,2-0,8 м/с, молярное отношение газообразного водорода к нитробензолу составляет 6-21, среднюю температуру реакции в реакционной зоне (4) плотной фазы поддерживают на 220-280°C, температуру вблизи газораспределителя (2) поддерживают на 320°C или менее, давление реакции в реакционной зоне (4) плотной фазы составляет 0,05-1 МПа.
8. Способ проведения реакции получения анилина путём гидрирования нитробензола согласно любому из вышеупомянутых или нижеупомянутых аспектов, который отличается тем, что реакция в регенераторе (13) проводится при следующих условиях: приведённая скорость газа составляет 0,1-0,6 м/с, а средняя температура регенерации составляет 350-450°C; реакция в активаторе (19) реакция приведённая скорость газа составляет 0,1-0,6 м/с, а средняя температура активации составляет 200-250°C.
9. Способ проведения реакции получения анилина путём гидрирования нитробензола согласно любому из вышеупомянутых или нижеупомянутых аспектов, который отличается тем, что отношение приведенной скорости газа зоны (31) нисходящего противотока дегазации к приведенной скорости газа зоны (32) восходящего прямотока дегазации в резервуаре-дегазаторе (12) для отработанного катализатора составляет 1/15-1, дегазирующий агент представляет собой один или более (в виде смеси) из газообразного азота, водяных паров, диоксида углерода, метана и газообразного аргона, газовый компонент, перенесенный из реактора (3) с псевдоожиженным слоем, замещают.
10. Способ проведения реакции получения анилина путём гидрирования нитробензола согласно любому из вышеупомянутых или нижеупомянутых аспектов, который отличается тем, что отношение приведенной скорости газа зоны (51) нисходящего противотока дегазации регенерации к приведенной скорости газа зоны (52) восходящего прямотока дегазации регенерации в резервуаре-дегазаторе (16) для катализатора, подлежащего активации, составляет 1/15-1, дегазирующий агент представляет собой один или более (в виде смеси) из газообразного азота, водяных паров, диоксида углерода, газообразного кислорода и газообразного аргона, кислородсодержащий газовый компонент, перенесенный из регенератора (13), замещают.
Технический результат
Согласно способу замещения газа или установке для замещения газа настоящего изобретения, эффективность замещения газа (в частности, эффективность дегазации) в общем, может достигать 90% или выше, предпочтительно 94% или выше.
Способ замещения газа или установка для замещения газа согласно настоящему изобретению при использовании в реакции гидрирования нитросоединения (например, гидрирования нитробензола для получения анилина) может достигать цели производства с длительным циклом непрерывной реакции, регенерации и активации и в то же время также может достигать технических результатов, таких как улучшенная эффективность дегазации (например, увеличение на 7% или выше) и управляемая величина отложения углерода на катализаторе в реакторе с псевдоожиженным слоем.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 представляет схематическое изображение последовательности операций системы проведения реакции гидрирования нитросоединения настоящего изобретения, на котором гидрирование нитробензола для получения анилина приведено в качестве примера.
На фиг. 1: 1 - сырье из парообразного нитробензола и газообразного водорода; 2 - газораспределитель; 3 - реактор с псевдоожиженным слоем; 4 - реакционная зона плотной фазы; 7 - зона разбавленной фазы; 8 - сырой получаемый газ; 9 - циклонный сепаратор; 10 - опускная труба; 11 - теплообменная труба; 12 - резервуар-дегазатор для отработанного катализатора; 13 - регенератор; 15 - газ псевдоожижения для регенерации; 16 - резервуар-дегазатор для катализатора, подлежащего активации; 17 - газ псевдоожижения для активации; 19 - активатор; 20 - подъёмный газ; 21 - подъёмная труба. Здесь резервуар-дегазатор для отработанного катализатора или резервуар-дегазатор для катализатора, подлежащего активации, представляет собой установку для замещения газа настоящего изобретения, или способ замещения газа настоящего изобретения осуществляется в нем.
Фиг. 2 представляет схематическое изображение последовательности операций для варианта осуществления способа замещения газа (в частности, способа дегазации) настоящего изобретения.
На фиг. 2: 21 представляет первый этап замещения газа, 22 представляет второй этап замещения газа, и оба из них разделены перегородкой. В дополнение, сплошная треугольная стрелка представляет направление основного потока замещающего газа; полая треугольная стрелка представляет направление основного потока, подлежащего замещению, например, твёрдых частиц. Приведённая скорость первого замещающего газа обозначена как V1, а приведённая скорость второго замещающего газа обозначена как V2. В зависимости от обстоятельств первый этап замещения газа и/или второй этап замещения газа могут быть выполнены в присутствии конструктивных элементов возмущения потока (количество на фиг. - 4, например, конструктивный элемент 33 возмущения потока, описанный ниже в настоящем изобретении).
Фиг. 3 представляет собой схематическое изображение последовательности операций для варианта осуществления установки для замещения газа (в частности, резервуара-дегазатора для отработанного катализатора или резервуара-дегазатора для катализатора, подлежащего активации) настоящего изобретения.
Фиг. 3: 30 - конструктивный элемент перегородки; 31 - первая область замещения газа; 32 - вторая область замещения газа; 33 - конструктивный элемент возмущения потока (количество на фиг. - 4); 34 - входное отверстие для потока, подлежащего замещению, первой области замещения газа; 35 - выходное отверстие для замещённого потока второй области замещения газа; 36 - входное отверстие для потока, подлежащего замещению, второй области замещения газа; 37 - выходное отверстие для замещённого потока первой области замещения газа; 38 - выходное отверстие для газообразной фазы первой области замещения газа; 39 - выходное отверстие для газообразной фазы второй области замещения газа; 40 - общее свободное пространство; 41 - выпрямитель потока (количество на фигуре - более одного). В дополнение, сплошная треугольная стрелка представляет направление основного потока замещающего газа; полая треугольная стрелка представляет направление основного потока, подлежащего замещению, например, твёрдых частиц. Площадь поперечного сечения средней части первой области замещения газа обозначена как A1, а площадь поперечного сечения средней части второй области замещения газа обозначена как A2.
Фиг. 4 представляет схематическое изображение для варианта осуществления выпрямителя потока обтекаемой формы настоящего изобретения, где 42 представляет сквозной канал для потока.
Фиг. 5 представляет схематическое изображение для варианта осуществления ромбовидного выпрямителя потока настоящего изобретения, где 42 представляет сквозной канал для потока.
Фиг. 6 представляет схематическое изображение для варианта осуществления выпрямителя потока поперечно-поточного типа с наклонными отбойными перегородками настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
Теперь будет сделана подробная ссылка на настоящие варианты осуществления настоящего изобретения, но необходимо понимать, что объём изобретения не ограничивается вариантами осуществления, но определяется приложенной формулой изобретения.
Все публикации, патентные заявки, патенты и другие ссылки, упомянутые в этом описании, включены сюда посредством ссылки во всей их полноте. Если не определено иное, все технические и научные термины, используемые здесь, имеют те же значения, которые обычно понятны специалистам в данной области техники, к которой это изобретение относится. В случае конфликта настоящее описание, включая определения, будет иметь преимущество.
Когда описание определяет материал, вещество, способ, этап, устройство, элемент и т.п. с выражением, таким как «известный специалистам в данной области техники», «известный уровень техники», или аналогичным термином, предполагается, что таким образом определенный объект охватывает то, что традиционно использовалось в уровне техники на момент подачи этой заявки, но также включает в себя то, что могло не использоваться так широко в настоящее время, но станет известно в уровне техники как подходящее для аналогичной цели.
В контексте настоящего описания термин «по существу» означает допущение наличия отклонения, допустимого специалистами в данной области техники или считающегося приемлемым специалистами в данной области техники, например, отклонение в пределах ±10%, в пределах ±5%, в пределах ±1%, в пределах ±0,5% или в пределах ±0,1%.
В контексте настоящего описания термин «замещение газа» относится к замещению газообразных веществ или легко испаряющихся веществ (совместно называемых вредными веществами), содержащихся в потоке (называемом потоком, подлежащим замещению), газом (называемым замещающим газом) для удаления вредных веществ из потока, подлежащего замещению. Здесь замещение газа, в общем, включает в себя дегазацию, отпарку и т.п., конкретно относится к дегазации.
В контексте настоящего описания эффективность замещения газа (например, эффективность дегазации) относится к отношению количества замещающего газа (например, дегазирующего агента), остающегося в установке для замещения газа (например, резервуару-дегазатору) после завершения замещения газа, к общему количеству всех газов в установке для замещения газа. Чем ближе эффективность замещения газа к 1, тем лучше результат замещения газа. Здесь в качестве способа измерения эффективности замещения газа, например, может быть перечислен способ анализа отношения количества замещающего газа к общему количеству всех газов в установке для замещения газа с помощью газоаналитического прибора, такой как газовая хроматография.
В контексте настоящего описания термин «приведённая скорость» относится к скорости, с которой газ тычет через определённую область без учёта твёрдых веществ, таких как твёрдые частицы катализатора, которая может быть получена путём деления скорости потока за единицу времени через область на площадь поперечного сечения области.
В контексте настоящего описания термин «содержание твёрдых частиц» относится к объёмной доле твёрдых частиц в двухфазной смеси газа и твёрдых частиц. Содержание твёрдых частиц в произвольном положении может быть вычислено с помощью уравнения
 ,
,
где ΔP - разность (единица измерения - Па) между давлением (манометрическим давлением) на Δz/2 ниже положения и давлением (манометрическим давлением) на Δz/2 выше положения, Δz - расстояние (единица измерения - м) между точкой на Δz/2 ниже положения и точкой на Δz/2 выше положения, ρP - плотность частиц (единица измерения - кг/м3) твердых частиц, ρ - плотность (единица измерения - кг/м3) газа, 1 - ε - содержание твёрдых частиц, ε - содержание газа, сумма содержания твердых частиц и содержания газа равна 1, g - абсолютное значение ускорения силы тяжести (в общем принимаемое равным 9,8 м/с2).
В контексте настоящего описания термин «вертикальный» означает, что центральная ось по существу перпендикулярна горизонтальной плоскости.
В контексте настоящего описания при условии, что в направлении центральной оси определённой области замещения газа вертикальное расстояние (единица измерения - м) от низа области замещения газа до верха области замещения газа равно H, то часть между, например, 25%H выше и ниже точки местоположения 1/2H называется средней частью, часть между средней частью и верхом называется верхней частью, а часть между средней частью и низом называется нижней частью.
В контексте настоящего описания выражение «при необходимости замещённый» относится к, при необходимости, замещению одной или более (например, 1-5, 1-4, 1-3, 1-2 или 1) группами заместителей, выбранными из галогена, гидрокси, меркапто, амино, аминокарбонила, нитро, оксо, тио, циано, С1-6 линейной или разветвленной (галоген) алкановой (окси, тио, амино, карбонильной) группы, C2-6 линейной или разветвлённой (галоген) алкеновой (окси, тио, амино, карбонильной) группы, C2-6 линейной или разветвленной (галоген) алкиновой (окси, тио, амино, карбонильной) группы, C3-20-циклоалкила, C3-20 циклоалкановой (окси, тио, амино) группы, C3-20-циклоалкил С1-6 линейной или разветвлённой (галоген) алкановой (окси, тио, амино, карбонильной) группы, C3-20-циклоалкил C2-6 линейной или разветвленной (галоген) алкеновой (окси, тио, амино, карбонильной) группы, C3-20-циклоалкил C2-6 линейной или разветвлённой (галоген) алкиновой (окси, тио, амино, карбонильной) группы, C3-20-циклоалкенила, C3-20 циклоалкеновой (окси, тио, амино) группы, C3-20-циклоалкенил С1-6 линейной или разветвлённой (галоген) алкановой (окси, тио, амино, карбонильной) группы, C3-20-циклоалкенил C2-6 линейной или разветвлённой (галоген) алкеновой (окси, тио, амино, карбонильной) группы, C3-20-циклоалкенил C2-6 линейной или разветвлённой (галоген) алкиновой (окси, тио, амино, карбонильной) группы, C6-20-арила, C6-20 ареновой (окси, тио, амино) группы, C6-20-арил С1-6 линейной или разветвлённой (галоген) алкановой (окси, тио, амино, карбонильной) группы, C6-20-арил C2-6 линейной или разветвлённой (галоген) алкеновой (окси, тио, амино, карбонильной) группы, C6-20-арил C2-6 линейной или разветвлённой (галоген) алкиновой (окси, тио, амино, карбонильной) группы, C4-20-гетероарила, C4-20 гетероареновой (окси, тио, амино) группы, C4-20-гетероарил С1-6 линейной или разветвлённой (галоген) алкановой (окси, тио, амино, карбонильной) группы, C4-20-гетероарил C2-6 линейной или разветвлённой (галоген) алкеновой (окси, тио, амино, карбонильной) группы, C4-20-гетероарил C2-6 линейной или разветвлённой (галоген) алкиновой (окси, тио, амино, карбонильной) группы, C2-20 гетероциклила, C2-20 гетероциклической (окси, тио, амино) группы, C2-20-гетероциклил С1-6 линейной или разветвлённой (галоген) алкановой (окси, тио, амино, карбонильной) группы, C2-20-гетероциклил C2-6 линейной или разветвлённой (галоген) алкеновой (окси, тио, амино, карбонильной) группы и C2-20-гетероциклил C2-6 линейной или разветвлённой (галоген) алкиновой (окси, тио, амино, карбонильной) группы. Когда присутствует множество этих групп заместителей, две смежные группы заместителей (например, концы молекулярных цепей двух групп заместителей) могут быть связаны друг с другом для образования двухвалентной структуры группы заместителей. Например, две смежные С1-6 линейные или разветвлённые алкильные группы могут быть связаны друг с другом для образования соответствующей структуры алкилена. Или две смежные С1-6 линейные или разветвлённые алкилоксигруппы, например, могут образовывать соответствующую структуру алкилендиоксигруппы, две смежные С1-6 линейные или разветвлённые алкиламиногруппы, например, могут образовывать соответствующую структуру алкилендиаминогруппы, две смежные С1-5 линейные или разветвлённые алкилтиогруппы, например, могут образовывать соответствующую структуру алкилендитиогруппы и так далее. В качестве предпочтительной группы заместителей, например, могут быть перечислены галоген, гидрокси, меркапто, амино, тио, оксо или С1-6 линейная или разветвленная (галоген) алкановая (окси, тио, амино, карбонильная) группа и другие. Здесь выражение «(галоген) алкановая (окси, тио, амино, карбонильная) группа» означает алкильную, галогеналкильную, алкилокси, алкилтио, алкиламино, алкилкарбонильную, галогеналкилокси, галогеналкилтио, галогеналкиламино или галогеналкилкарбонильную, выражение «(галоген) алкеновая (окси, тио, амино, карбонильная) группа» означает алкенильную, галогеналкенильную, алкенилокси, алкенилтио, алкениламино, алкенилкарбонильную, галогеналкенилокси, галогеналкенилтио, галогеналкениламино или галогеналкенилкарбонильную, выражение «(галоген) алкиновая (окси, тио, амино, карбонильная) группа» означает: алкинильную, галогеналкинильную, алкинилокси, алкинилтио, алкиниламино, алкинилкарбонильную, галогеналкинилокси, галогеналкинилтио, галогеналкиниламино или галогеналкинилкарбонильную, выражение «(окси, тио, амино) группа» означает окси, тио или амино. Здесь выражение «галоген» включает в себя моногалоген, дигалоген, тригалоген, пергалоген и т.п.
Все проценты, части, отношения и т.п., упомянутые в этом описании, определяются по весу, а давления являются манометрическими давлениями, если явно не указано иное.
В контексте этого описания любые два или более вариантов осуществления настоящего изобретения могут быть объединены в любом сочетании, и полученное техническое решение является частью первоначального раскрытия этого описания и находится в рамках объёма настоящего изобретения.
Согласно одному варианту осуществления настоящего изобретения, оно относится к способу замещения газа. В качестве способа замещения газа, например, могут быть перечислены отпарка или дегазация, в частности, дегазация.
Согласно одному варианту осуществления настоящего изобретения, способ замещения газа по меньшей мере содержит первый этап, на котором подвергают поток, подлежащий замещению, замещению газа в присутствии первого замещающего газа (называемый первым этапом замещения газа), и затем второй этап, на котором подвергают замещению газа в присутствии второго замещающего газа (называемый вторым этапом замещения газа). Здесь в качестве потока, подлежащего замещению, может быть перечислен, например, поток жидкости или поток твёрдых частиц, в частности, твёрдых частиц, конкретно твёрдых частиц катализатора, ещё более конкретно твёрдых частиц катализатора, имеющих средний диаметр частиц 30-800 мкм. В дополнение, средний диаметр частиц составляет предпочтительно 40-500 мкм или 50-600 мкм. Например, средний диаметр частиц может быть получен путём анализа отобранных твёрдых частиц катализатора с помощью анализатора размера частиц.
Согласно одному варианту осуществления настоящего изобретения, первый замещающий газ и второй замещающий газ, идентичные или отличные друг от друга, каждый независимо выбирается из любого газа или паров или пара, которые могут быть использованы во время замещения газа (в частности, дегазации) в уровне техники, например, могут быть конкретно перечислены без отдельного ограничения газообразный азот, водяные пары, диоксид углерода, метан, газообразный кислород, газообразный аргон, воздух или газообразный водород и т.п.
Согласно одному варианту осуществления настоящего изобретения, способ замещения газа дополнительно содержит один или более этапов замещения газа, выполняемых до первого этапа замещения газа, после первого этапа замещения газа и до второго этапа замещения газа и/или после второго этапа замещения газа (называемых дополнительным этапом (этапами) замещения газа). С этой целью, несмотря на то, что первый этап замещения газа и второй этап замещения газа выполняют в последовательном порядке, один или более дополнительных этапов замещения газа могут быть иногда введены между этими двумя этапами в зависимости от обстоятельств. Здесь в качестве дополнительного этапа замещения газа он может быть выполнен любым образом, известным в уровне техники, или может быть выполнен согласно первому этапу замещения газа или согласно второму этапу замещения газа без отдельного ограничения. Предпочтительно, первый этап замещения газа и второй этап замещения газа непосредственно выполняют последовательно. Другими словами, никакой другой этап замещения газа не вставляют между первым этапом замещения газа и вторым этапом замещения газа и поток, подлежащий замещению, пропускают через первый этап замещения газа и второй этап замещения газа, и замещение газа выполняют непрерывно.
Согласно одному варианту осуществления настоящего изобретения, при условии, что приведённая скорость первого замещающего газа (абсолютное значение, единица измерения - м/с) равна V1, приведённая скорость второго замещающего газа (абсолютное значение, единица измерения - м/с) равна V2, то V2/V1 ≥ 1,5. Предпочтительно, 100 ≥ V2/V1 ≥ 2 или 20 ≥ V2/V1 ≥ 2,5, в частности, 15 ≥ V2/V1 ≥ 5.
Согласно одному варианту осуществления настоящего изобретения, рабочая температура первого этапа замещения газа конкретно не ограничена, но составляет в общем 0-700°C, предпочтительно 80-400°C.
Согласно одному варианту осуществления настоящего изобретения, рабочее давление первого этапа замещения газа конкретно не ограничено, но составляет в общем 0-3 МПа (манометрическое давление), предпочтительно 0,01-1 МПа (манометрическое давление).
Согласно одному варианту осуществления настоящего изобретения, на первом этапе замещения газа приведённая скорость V1 первого замещающего газа (абсолютное значение) составляет в общем 0,05-0,6 м/с, предпочтительно 0,1-0,3 м/с.
Согласно одному варианту осуществления настоящего изобретения, на первом этапе замещения газа приведённая скорость потока, подлежащего замещению (абсолютное значение), составляет в целом 0,02-0,2 м/с, предпочтительно 0,05-0,1 м/с.
Согласно одному варианту осуществления настоящего изобретения, рабочая температура второго этапа замещения газа конкретно не ограничена, но составляет в целом 0-700°C, предпочтительно 80-400°C.
Согласно одному варианту осуществления настоящего изобретения, рабочее давление второго этапа замещения газа конкретно не ограничено, но составляет в общем 0-3 МПа (манометрическое давление), предпочтительно 0,01-1 МПа (манометрическое давление).
Согласно одному варианту осуществления настоящего изобретения, на втором этапе замещения газа приведённая скорость V2 второго замещающего газа (абсолютное значение) составляет в общем 0,8-10 м/с, предпочтительно 1-3 м/с.
Согласно одному варианту осуществления настоящего изобретения, на втором этапе замещения газа приведённая скорость потока, подлежащего замещению (абсолютное значение), составляет в общем 0,4-6 м/с, предпочтительно 0,6-2,4 м/с.
Согласно одному варианту осуществления настоящего изобретения, на первом этапе замещения газа псевдоожижение газа и твёрдых частиц отличается пузырьковым или турбулентным псевдоожижением, а уровень содержания твёрдых частиц находится в общем в диапазоне 0,25-0,6.
Согласно одному варианту осуществления настоящего изобретения, на втором этапе замещения газа псевдоожижение газа и твёрдых частиц отличается турбулентным или быстрым псевдоожижением, и уровень содержания твёрдых частиц находится в общем в диапазоне 0,02-0,3.
Согласно одному варианту осуществления настоящего изобретения, первый замещающий газ и поток, подлежащий замещению, находятся в противоточном контакте или прямоточном контакте, предпочтительно противоточном контакте.
Согласно одному варианту осуществления настоящего изобретения, второй замещающий газ и поток, подлежащий замещению, находятся в противоточном контакте или прямоточном контакте, предпочтительно прямоточном контакте.
Согласно одному варианту осуществления настоящего изобретения, первый этап замещения газа и второй этап замещения газа выполняют в одном и том же сосуде (например, его разных зонах) или выполняют в разных сосудах соответственно. Здесь первый этап замещения газа и второй этап замещения газа предпочтительно выполняют в одном и том же резервуаре (например, его разных зонах).
Согласно одному варианту осуществления настоящего изобретения, первый этап замещения газа и второй этап замещения газа находятся в сообщении по газовой фазе, в частности, в сообщении по газовой фазе в свободном пространстве. С этой целью, предпочтительно, рабочее давление первого этапа замещения газа и рабочее давление второго этапа замещения газа в основном идентичны.
Согласно одному варианту осуществления настоящего изобретения, оно также относится к аппарату для замещения газа. Здесь в качестве аппарата для замещения газа могут быть конкретно перечислены, например, отпарная колонна или резервуар-дегазатор, в частности, резервуар-дегазатор.
Согласно одному варианту осуществления настоящего изобретения, установка для замещения газа, по меньшей мере, содержит первую область замещения газа и вторую область замещения газа. Здесь первая область замещения газа и вторая область замещения газа могут сообщаться любым образом, известным в уровне техники, и, например, может быть конкретно перечислено последовательное сообщение или сообщение по порядку. В дополнение, первая вертикальная область замещения газа может быть конкретно перечислена в качестве первой области замещения газа; или вторая вертикальная область замещения газа может быть конкретно перечислена в качестве второй области замещения газа.
Согласно одному варианту осуществления настоящего изобретения, рабочие условия первой области замещения газа конкретно не ограничены, могут быть непосредственно применены те, которые хорошо известны в уровне техники, например, рабочая температура составляет в общем 0-700°C, предпочтительно 80-400°C, рабочее давление составляет в общем 0-3 МПа (манометрическое давление), предпочтительно 0,01-1 МПа (манометрическое давление).
Согласно одному варианту осуществления настоящего изобретения, приведённая скорость замещающего газа в первой области замещения газа конкретно не ограничена, могут быть непосредственно применены те, которые хорошо известны в уровне техники, например, приведённая скорость (абсолютное значение) составляет в общем 0,05-0,6 м/с, предпочтительно 0,1-0,3 м/с.
Согласно одному варианту осуществления настоящего изобретения, рабочие условия второй области замещения газа конкретно не ограничены, могут быть непосредственно применены те, которые хорошо известны в уровне техники, например, рабочая температура составляет в общем 0-700°C, предпочтительно 80-400°C, рабочее давление составляет в общем 0-3 МПа (манометрическое давление), предпочтительно 0,01-1 МПа (манометрическое давление).
Согласно одному варианту осуществления настоящего изобретения, приведённая скорость замещающего газа во второй области замещения газа конкретно не ограничена, могут быть непосредственно применены те, которые хорошо известны в уровне техники, например, приведённая скорость (абсолютное значение) составляет в общем 0,05-10 м/с, 0,1-10 м/с или 0,8-10 м/с, предпочтительно 1-3 м/с.
Согласно одному варианту осуществления настоящего изобретения, способ замещения газа, осуществляемый в первой области замещения газа, конкретно не ограничен и может быть выполнен любым образом, известным в уровне техники, но предпочтительно осуществляется согласно первому этапу замещения газа, упомянутому в любом из предыдущих вариантов осуществления настоящего изобретения.
Согласно одному варианту осуществления настоящего изобретения, способ замещения газа, осуществляемый во второй области замещения газа, конкретно не ограничен и может быть выполнен любым образом, известным в уровне техники, но предпочтительно осуществляется согласно второму этапу замещения газа, упомянутому в любом из предыдущих вариантов осуществления настоящего изобретения.
Согласно одному варианту осуществления настоящего изобретения, входное отверстие для потока, подлежащего замещению, первой области замещения газа расположено в верхней части первой области замещения газа, а выходное отверстие для замещенного потока второй области замещения газа расположено в верхней части второй области замещения газа.
Согласно одному варианту осуществления настоящего изобретения, при условии, что площадь поперечного сечения (единица измерения - м2) средней части первой области замещения газа равна A1, а площадь поперечного сечения (единица измерения - м2) средней части второй области замещения газа равна A2, то 100 ≥ A2/A1 ≥ 1,5. Предпочтительно, 50 ≥ A2/A1 ≥ 2,5 или 15 ≥ A2/A1 ≥ 5.
Согласно одному варианту осуществления настоящего изобретения, входное отверстие для замещающего газа первой области замещения газа расположено внизу первой области замещения газа, входное отверстие для замещающего газа второй области замещения газа расположено внизу второй области замещения газа.
Согласно одному варианту осуществления настоящего изобретения, выходное отверстие для замещённого потока первой области замещения газа расположено в нижней части или внизу, в частности, внизу первой области замещения газа. Входное отверстие для потока, подлежащего замещению, второй области замещения газа расположено в нижней части или внизу, в частности, внизу второй области замещения газа. Здесь поток, подлежащий замещению, соответствует замещённому материалу из предыдущей области замещения газа, например, замещённому потоку из первой области замещения газа.
Согласно одному варианту осуществления настоящего изобретения, выходное отверстие для газообразной фазы первой области замещения газа расположено вверху первой области замещения газа, а выходное отверстие для газообразной фазы второй области замещения газа расположено вверху второй области замещения газа.
Согласно одному варианту осуществления настоящего изобретения, выходное отверстие для газообразной фазы первой области замещения газа сообщается с выходным отверстием для газообразной фазы второй области замещения газа. Предпочтительно, выходное отверстие для газообразной фазы первой области замещения газа непосредственно сообщается с выходным отверстием для газообразной фазы второй области замещения газа, более предпочтительно существует по меньшей мере один проход между свободным пространством первой области замещения газа и свободным пространством второй области замещения газа, и упомянутый по меньшей мере один проход выполнен таким образом, что газообразная фаза свободного пространства первой области замещения газа попадает в свободное пространство второй области замещения газа и/или газообразная фаза свободного пространства второй области замещения газа попадает в свободное пространство первой области замещения газа, более предпочтительно первая область замещения газа и вторая область замещения газа имеют общее свободное пространство.
Согласно одному варианту осуществления настоящего изобретения, выходное отверстие для замещённого потока первой области замещения газа сообщается с входным отверстием для потока, подлежащего замещению, второй области замещения газа. Предпочтительно, выходное отверстие для замещённого потока первой области замещения газа непосредственно сообщается с входным отверстием для потока, подлежащего замещению, второй области замещения газа, более предпочтительно существует по меньшей мере один проход между первой областью замещения газа и второй областью замещения газа, и упомянутый по меньшей мере один проход выполнен таким образом, что замещённый поток первой области замещения газа попадает во вторую область замещения газа в качестве потока, подлежащего замещению.
Согласно одному варианту осуществления настоящего изобретения, первая область замещения газа и вторая область замещения газа расположены в разных резервуарах соответственно, например, расположены в разных отпарных колоннах или резервуарах-дегазаторах соответственно. Или первая область замещения газа и вторая область замещения газа вместе расположены в одном и том же резервуаре, например, вместе расположены в одной и той же отпарной колонне или резервуаре-дегазаторе.
Согласно одному варианту осуществления настоящего изобретения, первая область замещения газа и вторая область замещения газа вместе расположены в одном и том же резервуаре, и существует, по меньшей мере, один конструктивный элемент перегородки между первой областью замещения газа и второй областью замещения газа. Здесь в качестве конструктивного элемента перегородки, например, может быть конкретно перечислен конструктивный элемент перегородки в форме пластины или кольца.
Согласно одному варианту осуществления настоящего изобретения, направление центральной оси первой области замещения газа в основном параллельно направлению центральной оси второй области замещения газа.
Согласно одному варианту осуществления настоящего изобретения, в направлении, перпендикулярном горизонтальной плоскости, входное отверстие для замещающего газа первой области замещения газа находится по существу на том же уровне или выше входного отверстия для замещающего газа второй области замещения газа или низ первой области замещения газа находится по существу на том же уровне или выше низа второй области замещения газа.
Согласно одному варианту осуществления настоящего изобретения, установка для замещения газа дополнительно содержит одну или более областей замещения газа (называемых дополнительной областью (областями) замещения газа) до первой области замещения газа, после первой области замещения газа и до второй области замещения газа и/или после второй области замещения газа. С этой целью, несмотря на то, что первая область замещения газа и вторая область замещения газа сообщаются в последовательном порядке, одна или более дополнительных областей замещения газа могут иногда быть вставлены между этими двумя областями в зависимости от обстоятельств. Здесь в качестве дополнительной области замещения газа может быть представлен любой конструктивный вид области замещения газа, известный в уровне техники, и он может быть либо идентичен первой области замещения газа, либо идентичен второй области замещения газа без отдельного ограничения. Предпочтительно, первая область замещения газа непосредственно сообщается со второй областью замещения газа. Другими словами, никакая другая область замещения газа не вводится между первой областью замещения газа и второй областью замещения газа, и поток, подлежащий замещению, проходит через первую область замещения газа и вторую область замещения газа, и замещение газа выполняется непрерывно.
Согласно одному варианту осуществления настоящего изобретения, конструктивный элемент возмущения потока расположен в первой области замещения газа.
Согласно одному варианту осуществления настоящего изобретения, конструктивный элемент возмущения потока расположен во второй области замещения газа.
Согласно одному варианту осуществления настоящего изобретения, конструктивный элемент возмущения потока расположен в дополнительной области замещения газа.
Согласно одному варианту осуществления настоящего изобретения, конструктивный элемент возмущения потока содержит, по меньшей мере, один выпрямитель потока и соединительную деталь для фиксации упомянутого, по меньшей мере, одного выпрямителя потока относительно соответствующей области замещения газа и/или относительно друг друга (когда присутствует множество выпрямителей потока). Здесь в качестве количества выпрямителей потока, например, может быть перечислено 1-1000 или 4-100, но не ограничивается этим в некоторых случаях.
Согласно одному варианту осуществления настоящего изобретения, в качестве соединительной детали может быть непосредственно применён без отдельного ограничения любой конструктивный вид конструктивного элемента, используемого в уровне техники для соединения или фиксации выпрямителя потока или конструктивного элемента возмущения потока, и, например, могут быть конкретно перечислены решётка, сетка сита, металлическая полоса, металлический стержень, металлическая проволока и металлическая пластина и другие.
Согласно одному варианту осуществления настоящего изобретения, в качестве выпрямителя потока, например, может быть перечислен любой конструктивный вид выпрямителя потока, который используется в уровне техники для изменения или направления потока газа, но предпочтительно выпрямитель потока выбирается из по меньшей мере одного из выпрямителя потока обтекаемой формы, ромбовидного выпрямителя потока и выпрямителя потока поперечно-поточного типа с наклонными отбойными перегородками.
Согласно одному варианту осуществления настоящего изобретения, выпрямитель потока обтекаемой формы выбирается из по меньшей мере одного из сочетания двух полуэллипсоидов, сочетания одного полуэллипсоида и одного конуса, сочетания одного полуэллипсоида и одного обтекаемого по дуге окружности корпуса и сочетания одного полуэллипсоида и одного параболоида, предпочтительно сочетание одного полуэллипсоида и одного параболоида. Здесь, предпочтительно, образующая параболоида удовлетворяет уравнению кривой  , где d - максимальный диаметр поперечного сечения (единица измерения - мм), b - числовое значение между 0,5-8.
, где d - максимальный диаметр поперечного сечения (единица измерения - мм), b - числовое значение между 0,5-8.
Согласно одному варианту осуществления настоящего изобретения, ромбовидный выпрямитель потока выбирается из по меньшей мере одного из сочетания двух пирамид, сочетания двух призмоидов и сочетания одной пирамиды и одного призмоида, предпочтительно сочетание двух пирамид.
Согласно одному варианту осуществления настоящего изобретения, выпрямитель потока поперечно-поточного типа с наклонными отбойными перегородками представляет собой множество отбойных перегородок, наклонённых относительно горизонтальной плоскости. Здесь угол наклона относительно горизонтальной плоскости составляет обычно 0-60°, предпочтительно 10-40°.
Согласно одному варианту осуществления настоящего изобретения, направление центральной оси упомянутого, по меньшей мере, одного выпрямителя потока по существу соответствует направлению центральной оси соответствующей области замещения газа. В контексте настоящего изобретения так называемая соответствующая область замещения газа относится к области замещения газа, где размещён конструктивный элемент возмущения потока или выпрямитель потока, например, первой области замещения газа или второй области замещения газа.
Согласно одному варианту осуществления настоящего изобретения, по меньшей мере, один (например, каждый) выпрямитель потока имеет, по меньшей мере, один сквозной канал для потока. Предпочтительно, отношение площади поперечного сечения сквозного канала для потока (в случае, когда присутствует множество упомянутых сквозных каналов для потока, имеется в виду сумма площадей поперечного сечения множества сквозных каналов для потока, единица измерения - м2) к максимальной площади поперечного сечения соответствующего выпрямителя потока (единица измерения - м2) составляет 1-30:100 или 3-15:100. Здесь в качестве сквозного канала для потока в общем упоминается сквозная дырка или сквозная щель. В дополнение, сквозной канал для потока может быть расположен на выпрямителе потока любым образом, известным в уровне техники, но предпочтительно расположен в направлении центральной оси соответствующей области замещения газа.
Согласно одному варианту осуществления настоящего изобретения, в каждом конструктивном элементе возмущения потока отношение максимальной площади поперечного сечения выпрямителя потока (когда присутствует множество выпрямителей потока, имеется в виду сумма максимальных площадей поперечного сечения множества выпрямителей потока, единица измерения - м2) к соответствующей площади поперечного сечения соответствующей области замещения газа (единица измерения - м2) составляет 20-90:100, предпочтительно 45-65:100.
Согласно одному варианту осуществления настоящего изобретения, в каждом конструктивном элементе возмущения потока, когда присутствует множество выпрямителей потока, множество выпрямителей потока относительно друг друга расположены в заранее определённой форме. Здесь в качестве формы расположения может быть приведена любая форма, традиционно известная в уровне техники, конкретно, например, может быть приведена произвольная форма, в форме треугольника, квадрата, прямоугольника, круга или кольца и т.п.
Согласно одному варианту осуществления настоящего изобретения, один или более конструктивных элементов возмущения потока расположены в направлении центральной оси соответствующей области замещения газа. Здесь в качестве количества конструктивных элементов возмущения потока, например, может быть перечислено 2-20 или 4-10, но не ограничивается этим в некоторых случаях.
Согласно одному варианту осуществления настоящего изобретения, когда множество конструктивных элементов возмущения потока расположены в направлении центральной оси соответствующей области замещения газа, вертикальное расстояние (единица измерения - м) между любыми двумя смежными конструктивными элементами возмущения потока относительно друг друга в направлении центральной оси соответствующей области замещения газа может составлять 2%H - 20%H. Здесь H является высотой (единица измерения - м) соответствующей области замещения газа.
Согласно одному варианту осуществления настоящего изобретения, при условии, что высота (единица измерения - м) первой области замещения газа равна H1, а высота (единица измерения - м) второй области замещения газа равна H2, то H2/H1 ≥ 1 или 2 ≥ H2/H1 ≥ 1.
Согласно одному варианту осуществления настоящего изобретения, оно также относится к системе проведения реакции, в частности, системе проведения реакции гидрирования нитросоединения. Система проведения реакции содержит по меньшей мере один реактор и по меньшей мере одну (например, 1-3 или 2) установку для замещения газа, сообщающейся с (например, сообщающейся ниже по потоку с) упомянутым по меньшей мере одним реактором. Здесь аппарат для замещения газа, в целом выполнен с возможностью приёма выходящего потока из упомянутого, по меньшей мере, одного реактора, в частности, выполнен с возможностью приёма частиц отработанного катализатора из упомянутого, по меньшей мере, одного реактора. В дополнение, по меньшей мере, одна из установок для замещения газа выполнена с возможностью осуществления установки для замещения газа способа замещения газа согласно любому из вышеупомянутых вариантов осуществления настоящего изобретения или представляет собой установку для замещения газа согласно любому из вышеупомянутых вариантов осуществления настоящего изобретения.
Согласно одному варианту осуществления настоящего изобретения, в качестве реактора предпочтительно представлен реактор с псевдоожиженным слоем, в частности, реактор, имеющий псевдоожиженный слой частиц катализатора, в частности, реактор с псевдоожиженным слоем для гидрирования нитросоединения и частности, реактор с псевдоожиженным слоем для получения анилина путём гидрирования нитробензола.
Согласно одному варианту осуществления настоящего изобретения, частицы отработанного катализатора подвергают замещению газа (в частности, дегазации) в упомянутом по меньшей мере одной установке для замещения газа и затем дополнительно регенерируют/активируют и затем рециркулируют обратно в упомянутый по меньшей мере один реактор.
Согласно одному варианту осуществления настоящего изобретения, оно также относится к способу проведения реакции гидрирования нитросоединения. Предпочтительно, способ проведения реакции гидрирования нитросоединения выполняют в системе проведения реакции гидрирования нитросоединения согласно любому из предыдущих вариантов осуществления настоящего изобретения.
Согласно одному варианту осуществления настоящего изобретения, способ проведения реакции гидрирования нитросоединения по меньшей мере содержит этап, на котором приводят в контакт нитросоединение и газообразный водород в качестве реакционного сырья с катализатором гидрирования для получения продукта реакции и отработанного катализатора (называемый этапом реакции гидрирования), и этап, на котором подвергают отработанный катализатор замещению газа в присутствии замещающего газа (называемый этапом замещения газа).
Согласно одному варианту осуществления настоящего изобретения, этап замещения газа выполняют согласно способу замещения газа, упомянутому в любом из предыдущих вариантов осуществления настоящего изобретения, или выполняют в установке для замещения газа согласно любому из предыдущих вариантов осуществления настоящего изобретения.
Согласно одному варианту осуществления настоящего изобретения, частицы отработанного катализатора подвергают замещению газа на этапе замещения газа, затем дополнительно регенерируют/активируют и затем рециркулируют обратно на этап реакции гидрирования.
Со ссылкой на фиг. 1, будут конкретно описаны система проведения реакции гидрирования нитросоединения или способ проведения реакции гидрирования. Конкретно, основное оборудование системы проведения реакции гидрирования нитросоединения или способа проведения реакции гидрирования содержит: реактор 3 с псевдоожиженным слоем, резервуар-дегазатор 12 для отработанного катализатора, регенератор 13, резервуар-дегазатор 16 для катализатора, подлежащего активации, активатор 19 и подъёмную трубу 21, причём в реактор 3 с псевдоожиженным слоем включены реакционная зона 4 плотной фазы, расположенная в нижней секции, переходная зона 5 распыления частиц, расположенная в средней секции, и зона 7 разбавленной фазы, расположенная в верхней секции, резервуар-дегазатор 12 для отработанного катализатора сообщается с реактором 3 с псевдоожиженным слоем и регенератором 13 соответственно, резервуар-дегазатор 16 для катализатора, подлежащего активации, сообщается с регенератором 13 и активатором 19 соответственно, подъёмная труба 21 сообщается с активатором 19 и реактором 3 с псевдоожиженным слоем соответственно. В реакторе 3 с псевдоожиженным слоем установлены газораспределитель 2, теплообменная труба 11 и циклонный сепаратор 9. Здесь резервуар-дегазатор 12 для отработанного катализатора содержит зону нисходящего противотока дегазации (соответствующую первой области замещения газа или первому этапу замещения газа настоящего изобретения) и зону восходящего прямотока дегазации (соответствующую второй области замещения газа или второму этапу замещения газа настоящего изобретения), и в зоне нисходящего противотока дегазации и зоне восходящего прямотока дегазации соответственно установлены конструктивные элементы 33 возмущения потока; резервуар-дегазатор 16 для катализатора, подлежащего активации, содержит зону нисходящего противотока дегазации регенерации (соответствующую первой области замещения газа или первому этапу замещения газа настоящего изобретения) и зону восходящего прямотока дегазации регенерации (соответствующую второй области замещения газа или второму этапу замещения газа настоящего изобретения), и в зоне нисходящего противотока дегазации регенерации и зоне восходящего прямотока дегазации регенерации соответственно обеспечены конструктивные элементы 33 возмущения потока. Резервуар-дегазатор 12 для отработанного катализатора и резервуар-дегазатор 16 для катализатора, подлежащего активации, представляют собой установку для замещения газа настоящего изобретения, или в нем осуществляется способ замещения газа настоящего изобретения.
Согласно одному варианту осуществления настоящего изобретения, в системе проведения реакции гидрирования нитросоединения или способе проведения реакции гидрирования парообразный нитробензол и газообразный водород в качестве сырья вводят в газовую камеру, затем в реактор 3 с псевдоожиженным слоем через газораспределитель 2 для проталкивания катализатора в реактор для псевдоожижения, затем они вступают в реакцию в реакционной зоне 4 плотной фазы для получения анилинового продукта, часть газообразной фазы образует пузырьки, распыление частиц происходит в верхней части реакционной зоны 4 плотной фазы для образования переходной зоны 5 распыления частиц, частицы попадают в зону 7 разбавленной фазы для разделения с помощью циклонного сепаратора 9 и возвращаются в реакционную зону 4 плотной фазы, сырой получаемый газ 8 вытекает из реактора 3 с псевдоожиженным слоем, и его отправляют в секцию последующего разделения. После частичного закоксовывания катализатора во время реакции закоксованный катализатор дегазируют в резервуаре-дегазаторе 12 для отработанного катализатора и вводят в регенератор 13, в который вводят кислород, катализатор регенерируют путём выжигания углерода. Регенерированный катализатор затем вводят в резервуар-дегазатор 16 для катализатора, подлежащего активации, и дегазируют и затем вводят в активатор 19, в который вводят газообразный водород, катализатор активируют и активированный катализатор вводят в подъёмную трубу 21 и поднимают для возвращения в реактор 3 с псевдоожиженным слоем для продолжения катализа.
Согласно одному варианту осуществления настоящего изобретения, на этапе проведения реакции гидрирования или в реакторе 3 с псевдоожиженным слоем приведённая скорость газа составляет в общем 0,2-0,8 м/с, молярное отношение газообразного водорода к реакционному сырью (например, нитробензолу) составляет в общем 6-21.
Согласно одному варианту осуществления настоящего изобретения, на этапе проведения реакции гидрирования или в реакторе 3 с псевдоожиженным слоем температура реакции (в общем относящаяся к средней температуре реакции в реакционной зоне плотной фазы) составляет 220-280°C, давление реакции (в общем относящееся к давлению в реакционной зоне плотной фазы) составляет 0,05-1 МПа (манометрическое давление). В дополнение, температуру вблизи газораспределителя в общем поддерживают на 320°C или менее.
Согласно одному варианту осуществления настоящего изобретения, реакция в регенераторе 13 проводится при следующих условиях: приведённая скорость газа составляет 0,1-0,6 м/с, а средняя температура регенерации составляет 350-450°C; реакция в активаторе 19 проводится при следующих условиях: приведённая скорость газа составляет 0,1-0,6 м/с, а средняя температура активации составляет 200-250°C.
Согласно одному варианту осуществления настоящего изобретения, отношение приведенной скорости газа зоны нисходящего противотока дегазации к приведенной скорости газа зоны восходящего прямотока дегазации в резервуаре-дегазаторе 12 для отработанного катализатора составляет 1/15-1, дегазирующий агент представляет собой один или более (в виде смеси) из газообразного азота, водяных паров, диоксида углерода, метана и газообразного аргона, газовый компонент, перенесенный из реактора 3 с псевдоожиженным слоем, замещают. Отношение приведенной скорости газа зоны нисходящего противотока дегазации регенерации к приведенной скорости газа зоны восходящего прямотока дегазации регенерации в резервуаре-дегазаторе 16 для катализатора, подлежащего активации, составляет 1/15-1, дегазирующий агент представляет собой один или более (в виде смеси) из газообразного азота, водяных паров, диоксида углерода, газообразного кислорода и газообразного аргона, кислородсодержащий газовый компонент, перенесённый из регенератора 13, замещают.
Согласно одному варианту осуществления настоящего изобретения, эффективность дегазации резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, может, в общем, достигать 90% или выше, предпочтительно 94% или выше. В дополнение, эти резервуары-дегазаторы 12 в двух областях имеют большую площадь контакта и высокий уровень массопередачи и теплопередачи, и эффективность дегазации соответствует требованиям безопасности производства.
Согласно одному варианту осуществления настоящего изобретения, в качестве катализатора гидрирования может быть перечислен любой катализатор, используемый в уровне техники для реакции гидрирования нитросоединения, и по меньшей мере один, выбранный из катализатора с загрузкой на основе меди, катализатора с загрузкой на основе никеля и катализатора с загрузкой на основе благородного металла, особенно катализатор с загрузкой на основе меди может быть особенно перечислен. Здесь для катализатора с загрузкой на основе меди медь, в общем, используется в качестве основного активного компонента, а подложка, в общем, представляет собой оксид алюминия или диоксид кремния.
Согласно одному варианту осуществления настоящего изобретения, средний диаметр частиц катализатора гидрирования составляет в общем 30-800 мкм, предпочтительно 40-500 мкм или 50-600 мкм. Предпочтительно, в катализаторе гидрирования частицы катализатора, имеющие диаметр частиц менее 80 мкм, составляют не менее 2 вес. %, предпочтительно 5-15 вес.% всех частиц катализатора. Например, средний диаметр частиц может быть получен путём анализа отобранных твёрдых частиц катализатора с помощью анализатора размера частиц.
Согласно одному варианту осуществления настоящего изобретения, замещающий газ представляет собой, в целом, газ или пары или пар. Здесь в качестве замещающего газа может быть, в частности, перечислен, по меньшей мере, один, выбранный из газообразного азота, водяных паров, диоксида углерода, метана, газообразного кислорода и газообразного аргона, в частности, газообразный азот. Специалисты в данной области техники могут осуществлять традиционный выбор согласно фактическим требованиям без отдельного ограничения.
Согласно варианту осуществления настоящего изобретения, нитросоединение выбирается из по меньшей мере одного из соединений, представленных следующей формулой (1), в частности, нитробензола.
R-NO2 (1)
Согласно варианту осуществления настоящего изобретения, в структурной формуле (1) R -, при необходимости замещённый C2-20 неразветвленный, разветвлённый или циклический гидрокарбил, предпочтительно при необходимости, замещённый C4-20 циклический гидрокарбил, в частности, при необходимости, замещённый C6-20-арил, в частности, при необходимости замещённый фенил или фенил.
Примеры
Настоящее изобретение будет описано более подробно ниже на примерах и сравнительных примерах, но настоящее изобретение не ограничивается следующими примерами.
В следующих примерах и сравнительных примерах величину отложения углерода измеряли и анализировали с помощью термогравиметрического анализатора.
Пример 1
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2. Выпрямитель потока конструктивного элемента возмущения потока представлял собой выпрямитель потока обтекаемой формы.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12. В этом примере V1 = 0,25 м/с, V2 = 1,25 м/с.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 98,7%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 1.
Пример 2
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2. Выпрямитель потока конструктивного элемента возмущения потока представляет собой ромбовидный выпрямитель потока.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 97,3%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 1.
Пример 3
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2. Выпрямитель потока конструктивного элемента возмущения потока представлял собой выпрямитель потока поперечно-поточного типа с наклонными отбойными перегородками.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 97,1%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 1.
Пример 4
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Резервуар-дегазатор и для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2. Выпрямитель потока конструктивного элемента возмущения потока представлял собой выпрямитель потока обтекаемой формы.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,1 м/с, а средняя температура регенерации составляла 410°C; условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 98,7%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,7%, и результаты были подробно представлены в Таблице 1.
Пример 5
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2. Выпрямитель потока конструктивного элемента возмущения потока представлял собой выпрямитель потока обтекаемой формы.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,6 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 98,7%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,3%, и результаты были подробно представлены в Таблице 1.
Пример 6
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2. Выпрямитель потока конструктивного элемента возмущения потока представлял собой выпрямитель потока обтекаемой формы.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 350°C; условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 98,7%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 1%, и результаты были подробно представлены в Таблице 2.
Пример 7
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Резервуара-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2. Выпрямитель потока конструктивного элемента возмущения потока представлял собой выпрямитель потока обтекаемой формы.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 450°C; условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 98,7%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,15%, и результаты были подробно представлены в Таблице 2.
Пример 8
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2. Выпрямитель потока конструктивного элемента возмущения потока представлял собой выпрямитель потока обтекаемой формы.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/15, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/15, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,59; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,065.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 98,2%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 2.
Пример 9
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2. Выпрямитель потока конструктивного элемента возмущения потока представлял собой выпрямитель потока обтекаемой формы.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1°МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3°м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/2, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/2, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,46; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,18.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 96,8%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 2.
Пример 10
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2. Выпрямитель потока конструктивного элемента возмущения потока представлял собой выпрямитель потока обтекаемой формы.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/20, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/20, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,61; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,058.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 98,9%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 2.
Пример 11
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Установка для замещения газа, который показан на фиг. 3, использовали в качестве резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2.
В резервуаре-дегазаторе для отработанного катализатора и резервуаре-дегазаторе для катализатора, подлежащего активации, отношение площади поперечного сечения средней части второй области замещения газа к площади поперечного сечения средней части первой области замещения газа было равно 7, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока в первой области замещения газа, было равно 4, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока во второй области замещения газа, было равно 20, выпрямитель потока представлял собой выпрямитель потока обтекаемой формы, отношение площади поперечного сечения сквозного канала для потока к максимальной площади поперечного сечения соответствующего выпрямителя потока составляло 10:100, отношение суммы максимальных площадей поперечного сечения множества выпрямителей потока к соответствующей площади поперечного сечения соответствующей области замещения газа составляло 50:100, количество конструктивных элементов возмущения потока, расположенных в первой области замещения газа, было равно 2, количество конструктивных элементов возмущения потока, расположенных во второй области замещения газа, было равно 2, отношение вертикального расстояния любых двух конструктивных элементов возмущения потока относительно друг друга к (высоте) соответствующей области замещения газа было равно 0,5, отношение высоты второй области замещения газа к высоте первой области замещения газа было равно 1,5.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 98,8%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 3.
Пример 12
Использовали реакционную систему для получения анилина путем гидрирования нитробензола, которая показана на фиг. 1. Установка для замещения газа, который показан на фиг. 3, использовали в качестве резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2.
В резервуаре-дегазаторе для отработанного катализатора и резервуаре-дегазаторе для катализатора, подлежащего активации, отношение площади поперечного сечения средней части второй области замещения газа к площади поперечного сечения средней части первой области замещения газа было равно 1,5, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока в первой области замещения газа, было равно 4, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока во второй области замещения газа, было равно 20, выпрямитель потока представлял собой выпрямитель потока обтекаемой формы, отношение площади поперечного сечения сквозного канала для потока к максимальной площади поперечного сечения соответствующего выпрямителя потока составляло 10:100, отношение суммы максимальных площадей поперечного сечения множества выпрямителей потока к соответствующей площади поперечного сечения соответствующей области замещения газа составляло 50:100, количество конструктивных элементов возмущения потока, расположенных в первой области замещения газа, было равно 2. количество конструктивных элементов возмущения потока, расположенных во второй области замещения газа, было равно 2, отношение вертикального расстояния любых двух конструктивных элементов возмущения потока относительно друг друга к (высоте) соответствующей области замещения газа было равно 0,5, отношение высоты второй области замещения газа к высоте первой области замещения газа было равно 1,5.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 96,7%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 3.
Пример 13
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Установка для замещения газа, который показан на фиг. 3, использовали в качестве резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2.
В резервуаре-дегазаторе для отработанного катализатора и резервуаре-дегазаторе для катализатора, подлежащего активации, отношение площади поперечного сечения средней части второй области замещения газа к площади поперечного сечения средней части первой области замещения газа было равно 15, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока в первой области замещения газа, было равно 4, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока во второй области замещения газа, было равно 20, выпрямитель потока представлял собой выпрямитель потока обтекаемой формы, отношение площади поперечного сечения сквозного канала для потока к максимальной площади поперечного сечения соответствующего выпрямителя потока составляло 10:100, отношение суммы максимальных площадей поперечного сечения множества выпрямителей потока к соответствующей площади поперечного сечения соответствующей области замещения газа составляло 50:100, количество конструктивных элементов возмущения потока, расположенных в первой области замещения газа, было равно 2, Количество конструктивных элементов возмущения потока, расположенных во второй области замещения газа, было равно 2, отношение вертикального расстояния любых двух конструктивных элементов возмущения потока относительно друг друга к (высоте) соответствующей области замещения газа было равно 0,5, отношение высоты второй области замещения газа к высоте первой области замещения газа было равно 1,5.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 98,6%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 3.
Пример 14
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Установка для замещения газа, который показан на фиг. 3, использовали в качестве резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2.
В резервуаре-дегазаторе для отработанного катализатора и резервуаре-дегазаторе для катализатора, подлежащего активации, отношение площади поперечного сечения средней части второй области замещения газа к площади поперечного сечения средней части первой области замещения газа было равно 30, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока в первой области замещения газа, было равно 4, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока во второй области замещения газа, было равно 20, выпрямитель потока представлял собой выпрямитель потока обтекаемой формы, отношение площади поперечного сечения сквозного канала для потока к максимальной площади поперечного сечения соответствующего выпрямителя потока составляло 10:100, отношение суммы максимальных площадей поперечного сечения множества выпрямителей потока к соответствующей площади поперечного сечения соответствующей области замещения газа составляло 50:100, количество конструктивных элементов возмущения потока, расположенных в первой области замещения газа, было равно 2, количество конструктивных элементов возмущения потока, расположенных во второй области замещения газа, было равно 2, отношение вертикального расстояния любых двух конструктивных элементов возмущения потока относительно друг друга к (высоте) соответствующей области замещения газа было равно 0,5, отношение высоты второй области замещения газа к высоте первой области замещения газа было равно 1,5.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 98,6%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 3.
Пример 15
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Установка для замещения газа, который показан на фиг. 3, использовали в качестве резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2.
В резервуаре-дегазаторе для отработанного катализатора и резервуаре-дегазаторе для катализатора, подлежащего активации, отношение площади поперечного сечения средней части второй области замещения газа к площади поперечного сечения средней части первой области замещения газа было равно 7, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока в первой области замещения газа, было равно 12, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока во второй области замещения газа, было равно 20, выпрямитель потока представлял собой выпрямитель потока обтекаемой формы, отношение площади поперечного сечения сквозного канала для потока к максимальной площади поперечного сечения соответствующего выпрямителя потока составляло 10:100, отношение суммы максимальных площадей поперечного сечения множества выпрямителей потока к соответствующей площади поперечного сечения соответствующей области замещения газа составляло 50:100, количество конструктивных элементов возмущения потока, расположенных в первой области замещения газа, было равно 2, количество конструктивных элементов возмущения потока, расположенных во второй области замещения газа, было равно 2, отношение вертикального расстояния любых двух конструктивных элементов возмущения потока относительно друг друга к (высоте) соответствующей области замещения газа было равно 0,5, отношение высоты второй области замещения газа к высоте первой области замещения газа было равно 1,5.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла
0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 99,1%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 3.
Пример 16
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Установка для замещения газа, который показан на фиг. 3, использовали в качестве резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2.
В резервуаре-дегазаторе для отработанного катализатора и резервуаре-дегазаторе для катализатора, подлежащего активации, отношение площади поперечного сечения средней части второй области замещения газа к площади поперечного сечения средней части первой области замещения газа было равно 7, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока в первой области замещения газа, было равно 4, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока во второй области замещения газа, было равно 36, выпрямитель потока представлял собой выпрямитель потока обтекаемой формы, отношение площади поперечного сечения сквозного канала для потока к максимальной площади поперечного сечения соответствующего выпрямителя потока составляло 10:100, отношение суммы максимальных площадей поперечного сечения множества выпрямителей потока к соответствующей площади поперечного сечения соответствующей области замещения газа составляло 50:100, количество конструктивных элементов возмущения потока, расположенных в первой области замещения газа, было равно 2, количество конструктивных элементов возмущения потока, расположенных во второй области замещения газа, было равно 2, отношение вертикального расстояния любых двух конструктивных элементов возмущения потока относительно друг друга к (высоте) соответствующей области замещения газа было равно 0,5, отношение высоты второй области замещения газа к высоте первой области замещения газа было равно 1,5.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 98,9%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 4.
Пример 17
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Установка для замещения газа, который показан на фиг. 3, использовали в качестве резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2.
В резервуаре-дегазаторе для отработанного катализатора и резервуаре-дегазаторе для катализатора, подлежащего активации, отношение площади поперечного сечения средней части второй области замещения газа к площади поперечного сечения средней части первой области замещения газа было равно 7, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока в первой области замещения газа, было равно 4, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока во второй области замещения газа, было равно 20, выпрямитель потока представлял собой ромбовидный выпрямитель потока, отношение площади поперечного сечения сквозного канала для потока к максимальной площади поперечного сечения соответствующего выпрямителя потока составляло 10:100, отношение суммы максимальных площадей поперечного сечения множества выпрямителей потока к соответствующей площади поперечного сечения соответствующей области замещения газа составляло 50:100, количество конструктивных элементов возмущения потока, расположенных в первой области замещения газа, было равно 2, количество конструктивных элементов возмущения потока, расположенных во второй области замещения газа, было равно 2, отношение вертикального расстояния любых двух конструктивных элементов возмущения потока относительно друг друга к (высоте) соответствующей области замещения газа было равно 0,5, отношение высоты второй области замещения газа к высоте первой области замещения газа было равно 1,5.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твердых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 98,2%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 4.
Пример 18
Использовали реакционную систему для производства анилина путём гидрирования нитробензола, которая показана на фиг. 1. Установка для замещения газа, который показан на фиг. 3, использовали в качестве резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2.
В резервуаре-дегазаторе для отработанного катализатора и резервуаре-дегазаторе для катализатора, подлежащего активации, отношение площади поперечного сечения средней части второй области замещения газа к площади поперечного сечения средней части первой области замещения газа было равно 7, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока в первой области замещения газа, было равно 4, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока во второй области замещения газа, было равно 20, выпрямитель потока представляет собой выпрямитель потока поперечнопоточного типа с наклонными отбойными перегородками, отношение площади поперечного сечения сквозного канала для потока к максимальной площади поперечного сечения соответствующего выпрямителя потока составляло 10:100, отношение суммы максимальных площадей поперечного сечения множества выпрямителей потока к соответствующей площади поперечного сечения соответствующей области замещения газа составляло 50:100, количество конструктивных элементов возмущения потока, расположенных в первой области замещения газа, было равно 2, количество конструктивных элементов возмущения потока, расположенных во второй области замещения газа, было равно 2, отношение вертикального расстояния любых двух конструктивных элементов возмущения потока относительно друг друга к (высоте) соответствующей области замещения газа было равно 0,5, отношение высоты второй области замещения газа к высоте первой области замещения газа было равно 1,5.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 97,9%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 4.
Пример 19
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Установка для замещения газа, который показан на фиг. 3, использовали в качестве резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2.
В резервуаре-дегазаторе для отработанного катализатора и резервуаре-дегазаторе для катализатора, подлежащего активации, отношение площади поперечного сечения средней части второй области замещения газа к площади поперечного сечения средней части первой области замещения газа было равно 7, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока в первой области замещения газа, было равно 4, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока во второй области замещения газа, было равно 20, выпрямитель потока представлял собой выпрямитель потока первого типа, отношение площади поперечного сечения сквозного канала для потока к максимальной площади поперечного сечения соответствующего выпрямителя потока составляло 15:100, отношение суммы максимальных площадей поперечного сечения множества выпрямителей потока к соответствующей площади поперечного сечения соответствующей области замещения газа составляло 50:100, количество конструктивных элементов возмущения потока, расположенных в первой области замещения газа, было равно 2, количество конструктивных элементов возмущения потока, расположенных во второй области замещения газа, было равно 2, отношение вертикального расстояния любых двух конструктивных элементов возмущения потока относительно друг друга к (высоте) соответствующей области замещения газа было равно 0,5, отношение высоты второй области замещения газа к высоте первой области замещения газа было равно 1,5.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 97,2%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 4.
Пример 20
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Установка для замещения газа, который показан на фиг. 3, использовали в качестве резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2.
В резервуаре-дегазаторе для отработанного катализатора и резервуаре-дегазаторе для катализатора, подлежащего активации, отношение площади поперечного сечения средней части второй области замещения газа к площади поперечного сечения средней части первой области замещения газа было равно 7, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока в первой области замещения газа, было равно 4, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока во второй области замещения газа, было равно 20, выпрямитель потока представлял собой выпрямитель потока первого типа, отношение площади поперечного сечения сквозного канала для потока к максимальной площади поперечного сечения соответствующего выпрямителя потока составляло 3:100, отношение суммы максимальных площадей поперечного сечения множества выпрямителей потока к соответствующей площади поперечного сечения соответствующей области замещения газа составляло 50:100, количество конструктивных элементов возмущения потока, расположенных в первой области замещения газа, было равно 2, количество конструктивных элементов возмущения потока, расположенных во второй области замещения газа, было равно 2, отношение вертикального расстояния любых двух конструктивных элементов возмущения потока относительно друг друга к (высоте) соответствующей области замещения газа было равно 0,5, отношение высоты второй области замещения газа к высоте первой области замещения газа было равно 1,5.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 98,9%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 4.
Пример 21
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Установка для замещения газа, который показан на фиг. 3, использовали в качестве резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2.
В резервуаре-дегазаторе для отработанного катализатора и резервуаре-дегазаторе для катализатора, подлежащего активации, отношение площади поперечного сечения средней части второй области замещения газа к площади поперечного сечения средней части первой области замещения газа было равно 7, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока в первой области замещения газа, было равно 4, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока во второй области замещения газа, было равно 20, выпрямитель потока представлял собой выпрямитель потока первого типа, отношение площади поперечного сечения сквозного канала для потока к максимальной площади поперечного сечения соответствующего выпрямителя потока составляло 28:100, отношение суммы максимальных площадей поперечного сечения множества выпрямителей потока к соответствующей площади поперечного сечения соответствующей области замещения газа составляло 50:100, количество конструктивных элементов возмущения потока, расположенных в первой области замещения газа, было равно 2, количество конструктивных элементов возмущения потока, расположенных во второй области замещения газа, было равно 2, отношение вертикального расстояния любых двух конструктивных элементов возмущения потока относительно друг друга к (высоте) соответствующей области замещения газа было равно 0,5, отношение высоты второй области замещения газа к высоте первой области замещения газа было равно 1,5.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 96,8%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 5.
Пример 22
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Установка для замещения газа, который показан на фиг. 3, использовали в качестве резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2.
В резервуаре-дегазаторе для отработанного катализатора и резервуаре-дегазаторе для катализатора, подлежащего активации, отношение площади поперечного сечения средней части второй области замещения газа к площади поперечного сечения средней части первой области замещения газа было равно 7, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока в первой области замещения газа, было равно 4, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока во второй области замещения газа, было равно 20, выпрямитель потока представлял собой выпрямитель потока первого типа, отношение площади поперечного сечения сквозного канала для потока к максимальной площади поперечного сечения соответствующего выпрямителя потока составляло 10:100, отношение суммы максимальных площадей поперечного сечения множества выпрямителей потока к соответствующей площади поперечного сечения соответствующей области замещения газа составляло 40:100, количество конструктивных элементов возмущения потока, расположенных в первой области замещения газа, было равно 2, количество конструктивных элементов возмущения потока, расположенных во второй области замещения газа, было равно 2, отношение вертикального расстояния любых двух конструктивных элементов возмущения потока относительно друг друга к (высоте) соответствующей области замещения газа было равно 0,5, отношение высоты второй области замещения газа к высоте первой области замещения газа было равно 1,5.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 98,3%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 3.
Пример 23
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Установка для замещения газа, который показан на фиг. 3, использовали в качестве резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2.
В резервуаре-дегазаторе для отработанного катализатора и резервуаре-дегазаторе для катализатора, подлежащего активации, отношение площади поперечного сечения средней части второй области замещения газа к площади поперечного сечения средней части первой области замещения газа было равно 7, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока в первой области замещения газа, было равно 4, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока во второй области замещения газа, было равно 20, выпрямитель потока представлял собой выпрямитель потока первого типа, отношение площади поперечного сечения сквозного канала для потока к максимальной площади поперечного сечения соответствующего выпрямителя потока составляло 10:100, отношение суммы максимальных площадей поперечного сечения множества выпрямителей потока к соответствующей площади поперечного сечения соответствующей области замещения газа составляло 65:100, количество конструктивных элементов возмущения потока, расположенных в первой области замещения газа, было равно 2, количество конструктивных элементов возмущения потока, расположенных во второй области замещения газа, было равно 2, отношение вертикального расстояния любых двух конструктивных элементов возмущения потока относительно друг друга к (высоте) соответствующей области замещения газа было равно 0,5, отношение высоты второй области замещения газа к высоте первой области замещения газа было равно 1,5.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 99,0%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 5.
Пример 24
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Установка для замещения газа, который показан на фиг. 3, использовали в качестве резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2.
В резервуаре-дегазаторе для отработанного катализатора и резервуаре-дегазаторе для катализатора, подлежащего активации, отношение площади поперечного сечения средней части второй области замещения газа к площади поперечного сечения средней части первой области замещения газа было равно 7, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока в первой области замещения газа, было равно 4, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока во второй области замещения газа, было равно 20, выпрямитель потока представлял собой выпрямитель потока первого типа, отношение площади поперечного сечения сквозного канала для потока к максимальной площади поперечного сечения соответствующего выпрямителя потока составляло 10:100, отношение суммы максимальных площадей поперечного сечения множества выпрямителей потока к соответствующей площади поперечного сечения соответствующей области замещения газа составляло 30:100, количество конструктивных элементов возмущения потока, расположенных в первой области замещения газа, было равно 2, количество конструктивных элементов возмущения потока, расположенных во второй области замещения газа, было равно 2, отношение вертикального расстояния любых двух конструктивных элементов возмущения потока относительно друг друга к (высоте) соответствующей области замещения газа было равно 0,5, отношение высоты второй области замещения газа к высоте первой области замещения газа было равно 1,5.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 97,9%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 5.
Пример 25
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Установка для замещения газа, который показан на фиг. 3, использовали в качестве резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2.
В резервуаре-дегазаторе для отработанного катализатора и резервуаре-дегазаторе для катализатора, подлежащего активации, отношение площади поперечного сечения средней части второй области замещения газа к площади поперечного сечения средней части первой области замещения газа было равно 7, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока в первой области замещения газа, было равно 4, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока во второй области замещения газа, было равно 20, выпрямитель потока представлял собой выпрямитель потока первого типа, отношение площади поперечного сечения сквозного канала для потока к максимальной площади поперечного сечения соответствующего выпрямителя потока составляло 10:100, отношение суммы максимальных площадей поперечного сечения множества выпрямителей потока к соответствующей площади поперечного сечения соответствующей области замещения газа составляло 50:100, количество конструктивных элементов возмущения потока, расположенных в первой области замещения газа, было равно 4, количество конструктивных элементов возмущения потока, расположенных во второй области замещения газа, было равно 4, отношение вертикального расстояния любых двух конструктивных элементов возмущения потока относительно друг друга к (высоте) соответствующей области замещения газа было равно 0,5, отношение высоты второй области замещения газа к высоте первой области замещения газа было равно 1,5.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 99,1%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 5.
Пример 26
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Установка для замещения газа, который показан на фиг. 3, использовали в качестве резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2.
В резервуаре-дегазаторе для отработанного катализатора и резервуаре-дегазаторе для катализатора, подлежащего активации, отношение площади поперечного сечения средней части второй области замещения газа к площади поперечного сечения средней части первой области замещения газа было равно 7, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока в первой области замещения газа, было равно 4, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока во второй области замещения газа, было равно 20, выпрямитель потока представлял собой выпрямитель потока первого типа, отношение площади поперечного сечения сквозного канала для потока к максимальной площади поперечного сечения соответствующего выпрямителя потока составляло 10:100, отношение суммы максимальных площадей поперечного сечения множества выпрямителей потока к соответствующей площади поперечного сечения соответствующей области замещения газа составляло 50:100, количество конструктивных элементов возмущения потока, расположенных в первой области замещения газа, было равно 10, количество конструктивных элементов возмущения потока, расположенных во второй области замещения газа, было равно 10, отношение вертикального расстояния любых двух конструктивных элементов возмущения потока относительно друг друга к (высоте) соответствующей области замещения газа было равно 0,5, отношение высоты второй области замещения газа к высоте первой области замещения газа было равно 1,5.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 99,2%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 6.
Пример 27
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Установка для замещения газа, который показан на фиг. 3, использовали в качестве резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2.
В резервуаре-дегазаторе для отработанного катализатора и резервуаре-дегазаторе для катализатора, подлежащего активации, отношение площади поперечного сечения средней части второй области замещения газа к площади поперечного сечения средней части первой области замещения газа было равно 7, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока в первой области замещения газа, было равно 4, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока во второй области замещения газа, было равно 20, выпрямитель потока представлял собой выпрямитель потока первого типа, отношение площади поперечного сечения сквозного канала для потока к максимальной площади поперечного сечения соответствующего выпрямителя потока составляло 10:100, отношение суммы максимальных площадей поперечного сечения множества выпрямителей потока к соответствующей площади поперечного сечения соответствующей области замещения газа составляло 50:100, количество конструктивных элементов возмущения потока, расположенных в первой области замещения газа, было равно 2, количество конструктивных элементов возмущения потока, расположенных во второй области замещения газа, было равно 2, отношение вертикального расстояния любых двух конструктивных элементов возмущения потока относительно друг друга к (высоте) соответствующей области замещения газа было равно 0,02, отношение высоты второй области замещения газа к высоте первой области замещения газа было равно 1,5.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 99,1%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 6.
Пример 28
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Установка для замещения газа, который показан на фиг. 3, использовали в качестве резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2.
В резервуаре-дегазаторе для отработанного катализатора и резервуаре-дегазаторе для катализатора, подлежащего активации, отношение площади поперечного сечения средней части второй области замещения газа к площади поперечного сечения средней части первой области замещения газа было равно 7, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока в первой области замещения газа, было равно 4, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока во второй области замещения газа, было равно 20, выпрямитель потока представлял собой выпрямитель потока первого типа, отношение площади поперечного сечения сквозного канала для потока к максимальной площади поперечного сечения соответствующего выпрямителя потока составляло 10:100, отношение суммы максимальных площадей поперечного сечения множества выпрямителей потока к соответствующей площади поперечного сечения соответствующей области замещения газа составляло 50:100, количество конструктивных элементов возмущения потока, расположенных в первой области замещения газа, было равно 2, количество конструктивных элементов возмущения потока, расположенных во второй области замещения газа, было равно 2, отношение вертикального расстояния любых двух конструктивных элементов возмущения потока относительно друг друга к (высоте) соответствующей области замещения газа было равно 0,1, отношение высоты второй области замещения газа к высоте первой области замещения газа было равно 1,5.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 97,6%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 6.
Пример 29
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Установка для замещения газа, который показан на фиг. 3, использовали в качестве резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2.
В резервуаре-дегазаторе для отработанного катализатора и резервуаре-дегазаторе для катализатора, подлежащего активации, отношение площади поперечного сечения средней части второй области замещения газа к площади поперечного сечения средней части первой области замещения газа было равно 7, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока в первой области замещения газа, было равно 4, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока во второй области замещения газа, было равно 20, выпрямитель потока представлял собой выпрямитель потока первого типа, отношение площади поперечного сечения сквозного канала для потока к максимальной площади поперечного сечения соответствующего выпрямителя потока составляло 10:100, отношение суммы максимальных площадей поперечного сечения множества выпрямителей потока к соответствующей площади поперечного сечения соответствующей области замещения газа составляло 50:100, количество конструктивных элементов возмущения потока, расположенных в первой области замещения газа, было равно 2, количество конструктивных элементов возмущения потока, расположенных во второй области замещения газа, было равно 2, отношение вертикального расстояния любых двух конструктивных элементов возмущения потока относительно друг друга к (высоте) соответствующей области замещения газа было равно 0,5, отношение высоты второй области замещения газа к высоте первой области замещения газа было равно 1.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 97,6%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 6.
Пример 30
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Установка для замещения газа, который показан на фиг. 3, использовали в качестве резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2.
В резервуаре-дегазаторе для отработанного катализатора и резервуаре-дегазаторе для катализатора, подлежащего активации, отношение площади поперечного сечения средней части второй области замещения газа к площади поперечного сечения средней части первой области замещения газа было равно 7, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока в первой области замещения газа, было равно 4, количество выпрямителей потока, содержащихся в любом конструктивном элементе возмущения потока во второй области замещения газа, было равно 20,выпрямитель потока представлял собой выпрямитель потока первого типа, отношение площади поперечного сечения сквозного канала для потока к максимальной площади поперечного сечения соответствующего выпрямителя потока составляло 10:100, отношение суммы максимальных площадей поперечного сечения множества выпрямителей потока к соответствующей площади поперечного сечения соответствующей области замещения газа составляло 50:100, количество конструктивных элементов возмущения потока, расположенных в первой области замещения газа, было равно 2, количество конструктивных элементов возмущения потока, расположенных во второй области замещения газа, было равно 2, отношение вертикального расстояния любых двух конструктивных элементов возмущения потока относительно друг друга к (высоте) соответствующей области замещения газа было равно 0,5, отношение высоты второй области замещения газа к высоте первой области замещения газа было равно 3.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора составляло 1/5, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, составляло 1/5, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,55; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,12.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 98,9%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 6.
Сравнительный пример 1
Использовали реакционную систему для получения анилина путём гидрирования нитробензола, которая показана на фиг. 1. Резервуар-дегазатор для отработанного катализатора и резервуар-дегазатор для катализатора, подлежащего активации, дегазировали согласно способу дегазации, который показан на фиг. 2. Выпрямитель потока конструктивного элемента возмущения потока представлял собой выпрямитель потока обтекаемой формы.
Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведённая скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, а давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура регенерации составляла 410°C; и условия проведения реакции в активаторе были следующими: приведённая скорость газа составляла 0,3 м/с, а средняя температура активации составляла 220°C. Отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для отработанного катализатора было равно 1,1, дегазирующий агент представлял собой газообразный азот; отношение приведенной скорости первого этапа замещения газа к приведенной скорости второго этапа замещения газа в резервуаре-дегазаторе для катализатора, подлежащего активации, было равно 1,1, дегазирующий агент представлял собой газообразный азот. На первых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,36; на вторых этапах замещения газа для резервуара-дегазатора для отработанного катализатора и для резервуара-дегазатора для катализатора, подлежащего активации, средние уровни содержания твёрдых частиц были равны 0,41.
Эффективности дегазации для резервуара-дегазатора для отработанного катализатора и резервуара-дегазатора для катализатора, подлежащего активации, были равны 93,1%, величину отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), могли поддерживать равной не более 0,5%, и результаты были подробно представлены в Таблице 7.
Сравнительный пример 2
Использовали известную реакционную систему для получения анилина путём гидрирования нитробензола без регенератора и активатора. Использованный катализатор представлял собой наполненный металлом катализатор с медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 80 мкм составляло 6%, величина отложения углерода, когда время реакции составляло 90 минут при условии высокой объёмной скорости (0,9 ч-1), составляла 3,7%, и результаты были подробно представлены в Таблице 2.
Очевидно, что установка для замещения газа или способ замещения газа настоящего изобретения может решать проблемы, такие как склонность катализаторов к закоксовыванию и дезактивации и сложность в длительном цикле, и может быть использован в промышленном цикле гидрирования нитробензола для получения анилина.
Таблица 1
Таблица 2
Таблица 3
Таблица 3 (продолжение)
Таблица 4
Таблица 4 (продолжение)
Таблица 5
Таблица 5 (продолжение)
Таблица 5 (продолжение)
Таблица 6
Таблица 6 (продолжение)
Таблица 6 (продолжение)
Таблица 7
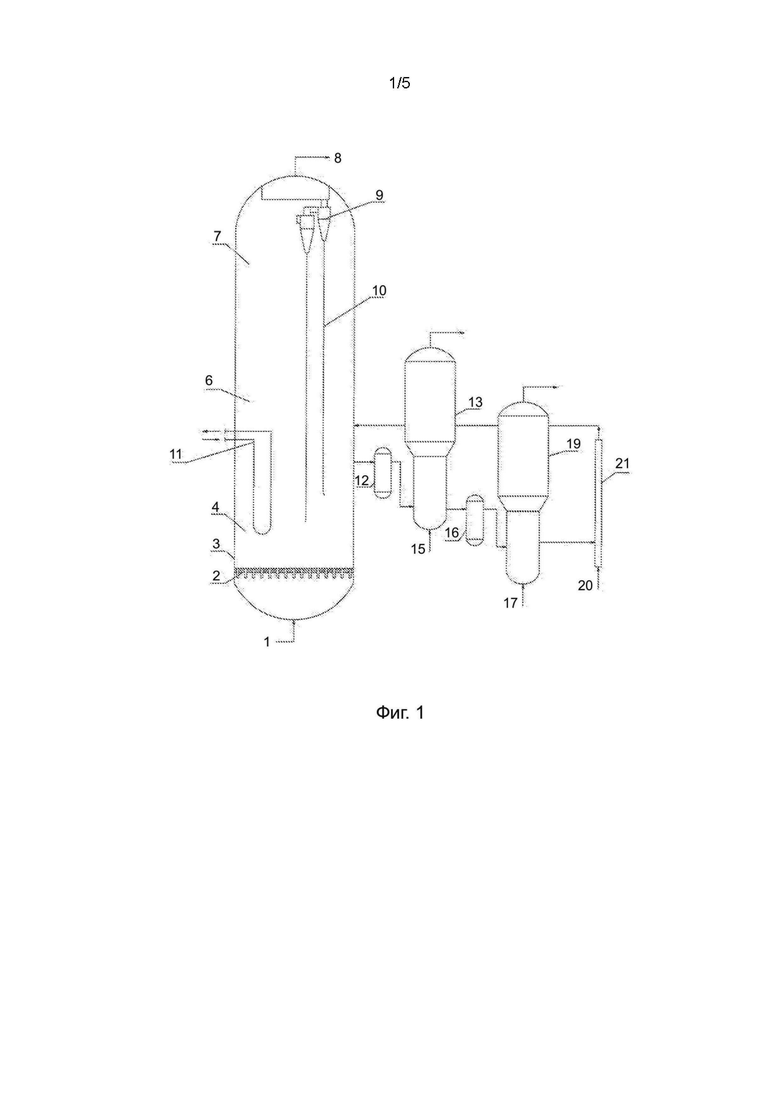
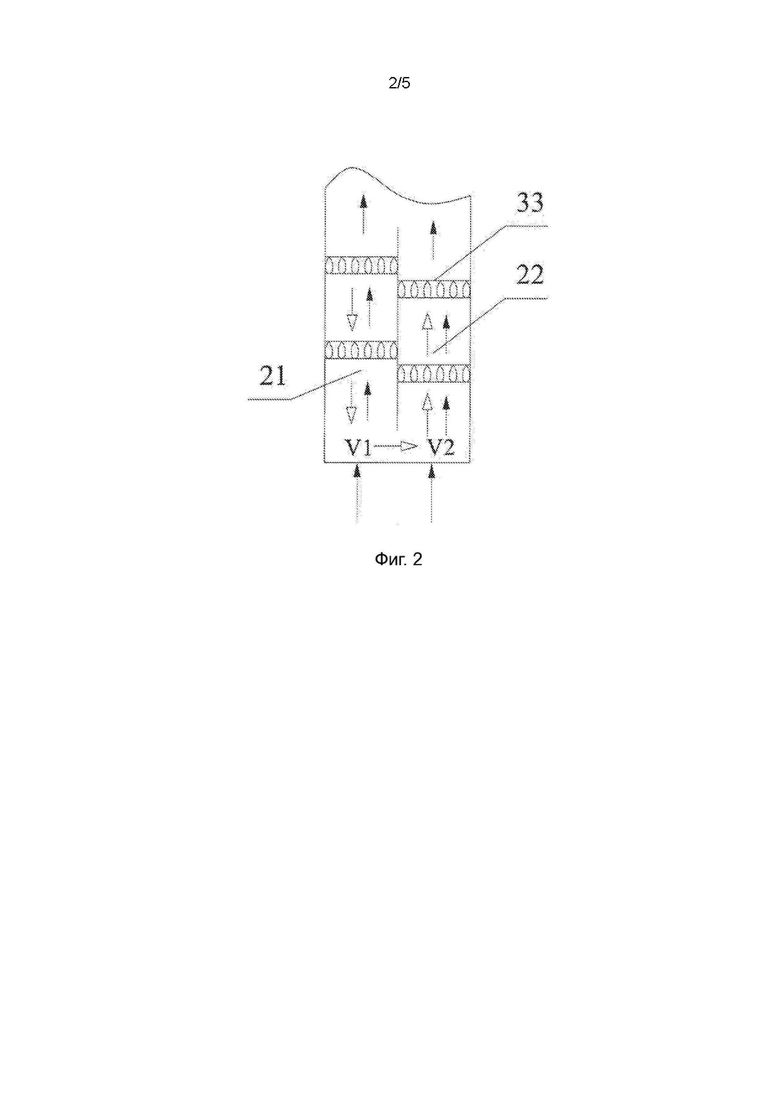
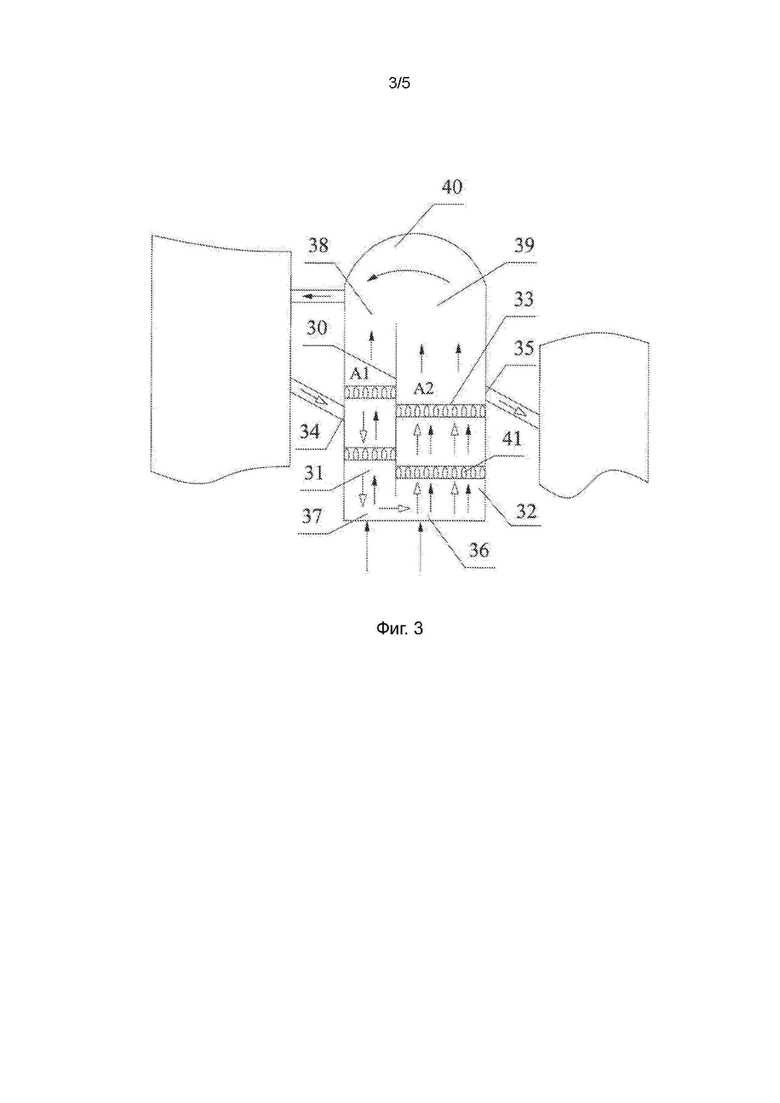


Группа изобретений относится к способу замещения газа, установке для замещения газа и использованию способа замещения газа или установки в способе реакции гидрирования нитросоединения. Способ замещения газа в процессе реакции гидрирования нитросоединений включает в себя первый этап, на котором замещают газ потока, подлежащего замещению в присутствии первого замещающего газа, называемый первым этапом замещения газа. Затем второй этап, на котором замещают газ в присутствии второго замещающего газа, называемый вторым этапом замещения газа. Приведенная скорость первого замещающего газа, являющаяся абсолютным значением, единица измерения – м/с, равна V1. Приведенная скорость второго замещающего газа, являющаяся абсолютным значением, единица измерения – м/с, равна V2, причем V2/V1 ≥ 1,5. Также заявлена установка для замещения газа, используемая в способе, система проведения реакции гидрирования нитросоединения и способ проведения реакции гидрирования нитросоединения. Группа изобретений обеспечивает эффективность замещения газа (в частности, эффективность дегазации) в общем, которая может достигать 90% или выше, предпочтительно 94% или выше, а также обеспечивает управляемую величину отложения углерода на катализаторе в реакторе с псевдоожиженным слоем. 4 н. и 28 з.п. ф-лы, 30 пр., 7 табл., 6 ил.
1. Способ замещения газа в процессе реакции гидрирования нитросоединений, который по меньшей мере включает в себя первый этап, на котором замещают газ потока, подлежащего замещению в присутствии первого замещающего газа, называемый первым этапом замещения газа, и затем второй этап, на котором замещают газ в присутствии второго замещающего газа, называемый вторым этапом замещения газа, в котором при условии, что приведенная скорость первого замещающего газа, являющаяся абсолютным значением, единица измерения – м/с, равна V1, а приведенная скорость второго замещающего газа, являющаяся абсолютным значением, единица измерения – м/с, равна V2, то V2/V1 ≥ 1,5.
2. Способ замещения газа по п.1, в котором процесс замещения газа представляет собой процесс отгонки или процесс дегазации, и/или замещаемый поток представляет собой поток жидкости или поток твердого вещества, и/или первым замещающим газом является газ или пар, и/или,вторым замещающим газом является газ или пар, и/или 20≥V2/V1≥2,5.
3. Способ замещения газа по п.1, в котором заменяемый поток представляет собой твердые частицы и/или 15≥V2/V1≥5.
4. Способ замещения газа по п.1, в котором первый этап замещения газа имеет рабочую температуру 0-700°C и рабочее давление 0-3 МПа (манометрическое давление), и/или на первом этапе замещения газа приведенная скорость, абсолютное значение, V1 первого замещающего газа составляет 0,05-0,6 м/с, а приведенная скорость, абсолютное значение, потока, подлежащего замещению, составляет 0,02-0,2 м/с и/или второй этап замещения газа имеет рабочую температуру 0-700°C и рабочее давление 0-3 МПа (манометрическое давление) и/или на втором этапе замещения газа приведенная скорость, абсолютное значение, V2 второго замещающего газа составляет 0,8-10 м/с, а приведенная скорость, абсолютное значение, потока, подлежащего замещению, составляет 0,4-6 м/с.
5. Способ замещения газа по п.1, в котором первый этап замещения газа имеет рабочую температуру 80-400°C и рабочее давление 0,01-1 МПа (манометрическое давление), и/или на первом этапе замещения газа приведенная скорость, абсолютное значение, V1 первого замещающего газа составляет 0,1-0,3 м/с, и/или приведенная скорость, абсолютное значение, потока, подлежащего замещению, составляет 0,05-0,1 м/с, и/или второй этап замещения газа имеет рабочую температуру 80-400°C и рабочее давление 0,01-1 МПа (манометрическое давление), и/или, на втором этапе замещения газа приведенная скорость, абсолютное значение, V2 второго замещающего газа составляет 1-3 м/с, а приведенная скорость, абсолютное значение, потока, подлежащего замещению, составляет 0,6-2,4 м/с.
6. Способ замещения газа по п.1, в котором на первом этапе замещения газа характеристики псевдоожижения газа и твёрдых частиц представляют собой пузырьковое или турбулентное псевдоожижение, содержание твёрдых частиц находится в диапазоне 0,25-0,6 и/или на втором этапе замещения газа характеристики псевдоожижения газа и твёрдых частиц представляют собой турбулентное или быстрое псевдоожижение, содержание твёрдых частиц находится в диапазоне 0,02-0,3.
7. Способ замещения газа по п.1, в котором первый замещающий газ и поток, подлежащий замещению, находятся в противоточном контакте или прямоточном контакте и второй замещающий газ и поток, подлежащий замещению, находятся в противоточном контакте или прямоточном контакте.
8. Способ замещения газа по п.1, в котором первый замещающий газ и поток, подлежащий замещению, находятся в противоточном контакте, а второй замещающий газ и поток, подлежащий замещению, находятся в параллельном контакте.
9. Способ замещения газа по п.1, в котором первый этап замещения газа и второй этап замещения газа выполняют в одном и том же резервуаре или выполняют соответственно в разных резервуарах, и/или первый этап замещения газа и второй этап замещения газа находятся в сообщении по газовой фазе и/или рабочее давление первого этапа замещения газа и рабочее давление второго этапа замещения газа в основном идентичны.
10. Способ замещения газа по п.1, отличающийся тем, что первый этап замещения газа и второй этап замещения газа выполняются в разных зонах одного и того же резервуара, и/или первый этап замещения газа и второй этап замещения газа находятся в газофазном сообщении свободного пространства.
11. Способ замещения газа по п.1, который дополнительно включает в себя один или более этапов замещения газа, выполняемых до первого этапа замещения газа, после первого этапа замещения газа и до второго этапа замещения газа и/или после второго этапа замещения газа, называемого дополнительным этапом замещения газа.
12. Установка для замещения газа, используемая в способе замещения газа по п.1, которая по меньшей мере содержит первую область замещения газа и вторую область замещения газа, причём входное отверстие для потока, подлежащего замещению, первой области замещения газа расположено в верхней части первой области замещения газа, а выходное отверстие для замещённого потока второй области замещения газа расположено в верхней части второй области замещения газа; и при условии, что площадь поперечного сечения, единица измерения – м2, средней части первой области замещения газа равна A1, а площадь поперечного сечения, единица измерения – м2, средней части второй области замещения газа равна A2, то 100 ≥ A2/A1 ≥ 1,5 .
13. Устройство для замещения газа по п.12, в котором установка для замещения газа представляет собой отпарную колонну или резервуар-дегазатор, и/или первая область для замещения газа является первой вертикальной областью для замещения газа, и/или вторая область для замещения газа является второй вертикальной областью для замещения газа, и/или первая область замещения газа и вторая область замещения газа сообщаются последовательно, и/или 15 ≥ A2/A1 ≥ 5.
14. Установка для замещения газа по п.12, в которой входное отверстие для замещающего газа первой области замещения газа расположено внизу первой области замещения газа и входное отверстие для замещающего газа второй области замещения газа расположено внизу второй области замещения газа и/или выходное отверстие для замещённого потока первой области замещения газа расположено в нижней части или внизу первой области замещения газа и входное отверстие для потока, подлежащего замещению, второй области замещения газа расположено в нижней части или внизу второй области замещения газа и/или выходное отверстие для газообразной фазы первой области замещения газа расположено вверху первой области замещения газа и выходное отверстие для газообразной фазы второй области замещения газа расположено вверху второй области замещения газа.
15. Установка для замещения газа по п.12, в которой подлежащий замещению поток из второй области замещения газа является замещенным потоком из первой области замещения газа.
16. Установка для замещения газа по п.14, в которой выходное отверстие для газообразной фазы первой области замещения газа сообщается с выходным отверстием для газообразной фазы второй области замещения газа и/или выходное отверстие для замещённого потока первой области замещения газа сообщается с входным отверстием для потока, подлежащего замещению, второй области замещения газа.
17. Устройство для замещения газа по п.14, в котором существует по меньшей мере один проход между свободным пространством первой области замещения газа и свободным пространством второй области замещения газа, и указанный по меньшей мере один проход конфигурирован таким образом, что газовая фаза свободного пространства первой области замещения газа поступает в свободное пространство первой области замещения газа, и/или свободное пространство второй области замещения газа и/или первой области замещения газа и второй области замещения газа совместно используют свободное пространство, и/или существует по меньшей мере один проход между первой областью замещения газа и второй областью замещения газа, и указанный по меньшей мере один проход конфигурирован таким образом, что замещенный поток из первой области замещения газа поступает во вторую область замещения газа в качестве потока, подлежащего замещению.
18. Установка для замещения газа по п.12, в которой первая область замещения газа и вторая область замещения газа расположены по отдельности в разных резервуарах или первая область замещения газа и вторая область замещения газа расположены вместе в одном и том же сосуде и/или первая область замещения газа и вторая область замещения газа расположены вместе в одном и том же сосуде, и существует по меньшей мере один конструктивный элемент перегородки между первой областью замещения газа и второй областью замещения газа.
19. Установка для замещения газа по п.18, в которой по меньшей мере один конструктивный элемент перегородки представляет собой конструктивный элемент перегородки в форме пластины или кольца.
20. Установка для замещения газа по п.12, в которой направление центральной оси первой области замещения газа по существу параллельно направлению центральной оси второй области замещения газа и/или в направлении, перпендикулярном горизонтальной плоскости, входное отверстие для замещающего газа первой области замещения газа находится по существу на том же уровне или выше входного отверстия для замещающего газа второй области замещения газа или низ первой области замещения газа находится по существу на том же уровне или выше низа второй области замещения газа.
21. Установка для замещения газа по п.12, которая дополнительно содержит одну или более областей замещения газа, называемых дополнительными областями замещения газа, до первой области замещения газа, после первой области замещения газа и до второй области замещения газа и/или после второй области замещения газа.
22. Установка для замещения газа по п.12, в которой конструктивный элемент возмущения потока расположен в первой области замещения газа и/или второй области замещения газа и/или дополнительной области замещения газа, конструктивный элемент возмущения потока содержит по меньшей мере один выпрямитель/выпрямители потока и соединительную деталь для фиксации упомянутого по меньшей мере одного выпрямителя потока относительно соответствующей области замещения газа.
23. Установка для замещения газа по п.22, в которой конструктивный элемент возмущения потока содержит 4-100 выпрямителей потока, и/или выпрямитель потока выбран из по меньшей мере одного из выпрямителя потока обтекаемой формы, ромбовидного выпрямителя потока и выпрямителя потока поперечнопоточного типа с наклонными отбойными перегородками.
24. Установка для замещения газа по п.22, в которой выпрямитель потока обтекаемой формы выбирается из по меньшей мере одного из сочетания двух полуэллипсоидов, сочетания одного полуэллипсоида и одного конуса, сочетания одного полуэллипсоида и одного обтекаемого по дуге окружности корпуса и сочетания одного полуэллипсоида и одного параболоида, и/или ромбовидный выпрямитель потока выбирается из по меньшей мере одного из сочетания двух пирамид, сочетания двух призмоидов и одной пирамиды и одного призмоида, и/или выпрямитель потока поперечно-поточного типа с наклонными отбойными перегородками представляет собой отбойную перегородку, наклонённую относительно горизонтальной плоскости.
25. Установка для замещения газа по п.22, в которой обтекаемый выпрямитель потока представляет собой сочетание одного полуэллипсоида и одного параболоида и/или ромбовидный выпрямитель потока представляет собой сочетание из двух пирамид, и/или угол наклона относительно горизонтальной плоскости составляет 0-60°, предпочтительно 10-40°.
26. Установка для замещения газа по п. 22, в которой направление центральной оси упомянутого по меньшей мере одного выпрямителя потока по существу соответствует направлению центральной оси соответствующей области замещения газа, и/или по меньшей мере один из упомянутых выпрямителей потока имеет по меньшей мере один сквозной проход для потока, и/или в каждом конструктивном элементе возмущения потока отношение максимальной площади поперечного сечения выпрямителя потока, или сумма максимальных площадей поперечного сечения многопоточных выпрямителей, когда присутствует множество выпрямителей потока, единица измерения – м2, к соответствующей площади поперечного сечения, единица измерения – м2, соответствующей области замещения газа составляет 20-90:100, и/или в каждом конструктивном элементе возмущения потока, когда присутствует множество выпрямителей потока, упомянутое множество выпрямителей потока расположено заранее определённым образом относительно друг друга, и/или один или более упомянутых конструктивных элементов возмущения потока расположены в направлении центральной оси соответствующей области замещения газа, и/или вертикальное расстояние, единица измерения – м, любых двух смежных конструктивных элементов возмущения потока относительно друг друга в направлении центральной оси соответствующей области замещения газа составляет 2%H - 20%H, где H – высота, единица измерения – м, соответствующей области замещения газа, и/или при условии, что высота первой области замещения газа, единица измерения – м, равна H1, а высота второй области замещения газа, единица измерения – м, равна H2, то H2/H1 ≥ 1.
27. Установка для замещения газа по п.22, в которой по меньшей мере один проход для потока расположен вдоль направления центральной оси соответствующей области замещения газа, и/или отношение площади поперечного сечения прохода для потока или суммы площадей поперечного сечения множества проходов для потока в случае, если имеется множество указанных проходов для потока, единица измерения - м2, к максимальной площади поперечного сечения соответствующего выпрямителя потока, единица измерения - м2, составляет 3-15:100 и/или, в каждом конструктивном элементе, нарушающем поток, отношение максимальной площади поперечного сечения выпрямителя потока или сумма максимальных площадей поперечного сечения множества выпрямителей потока, при наличии множества выпрямителей потока, единица измерения - м2, к соответствующей площади поперечного сечения, единица измерения - м2, соответствующей области замещения газа составляет 45-65:100, и/или, в каждом конструктивном элементе, нарушающем поток, когда присутствует множество выпрямителей потока, указанные многочисленные выпрямители потока расположены случайным образом, треугольным, квадратным, прямоугольным, круговым или кольцевым образом по отношению друг к другу, и/или 4-10 конструктивных элементов, нарушающих поток, расположены вдоль центральной оси направления соответствующей области замещения газа и/или 2 ≥ H2/H1 ≥ 1.
28. Система проведения реакции гидрирования нитросоединения, содержащая по меньшей мере один реактор и по меньшей мере один аппарат для замещения газа, сообщающийся с упомянутым по меньшей мере одним реактором, причём по меньшей мере одна из установок для замещения газа выполнена с возможностью осуществления установки для замещения газа способа замещения газа по п.1 или представляет собой установку для замещения газа по п. 12.
29. Система проведения реакции гидрирования нитросоединения по п.28, в которой по меньшей мере один реактор представляет собой имеющий псевдоожиженный слой частиц катализатора, и/или система проведения реакции гидрирования нитросоединения имеет 1 – 3 установки замещения газа, и/или по меньшей мере одна установка замещения газа конфигурирована для приема частиц отработанного катализатора из упомянутого по меньшей мере одного реактора.
30. Способ проведения реакции гидрирования нитросоединения, по меньшей мере включающий в себя этап, на котором приводят в контакт нитросоединение в качестве реакционного сырья с газообразным водородом и катализатором гидрирования для получения аминосоединения и отработанного катализатора, называемый этапом реакции гидрирования, и этап, на котором подвергают отработанный катализатор дегазации в присутствии замещающего газа, называемый этапом замещения газа, причём этап замещения газа осуществляют согласно способу замещения газа по п. 1 или осуществляют в установке для замещения газа по п. 12.
31. Способ проведения реакции гидрирования по п.30, в котором условия проведения реакции этапа реакции гидрирования включают в себя: приведенную скорость газа, составляющую 0,2-0,8 м/с, молярное отношение газообразного водорода к реакционному сырью, составляющее 6-21, температуру реакции, составляющую 220-280°C, давление реакции, составляющее 0,05-1 МПа, манометрическое давление, катализатор гидрирования выбирается из по меньшей мере одного из катализатора с загрузкой на основе меди, катализатора с загрузкой на основе никеля и катализатора с загрузкой на основе благородного металла, и/или объёмная плотность катализатора гидрирования составляет 300-1200 кг/м3, и/или средний диаметр частиц катализатора гидрирования составляет 30-800 мкм, и весовой процент частиц катализатора, имеющих диаметр частиц менее 80 мкм, по отношению ко всем частицам катализатора составляет не менее 2 вес.% и/или замещающий газ представляет собой газ или пары, и/или нитросоединение выбирается из по меньшей мере одного из соединений, представленных следующей формулой (1),
R-NO2 (1),
в структурной формуле (1) R представляет собой при необходимости замещённый C6-20 арил.
32. Способ проведения реакции гидрирования по п.31, в котором
средний диаметр частиц катализатора гидрирования составляет 50-600 мкм, и/или массовая доля частиц катализатора, имеющих диаметр частиц менее 80 мкм, по отношению ко всем частицам катализатора составляет 5-15 мас.%, и/или замещающий газ выбирают по меньшей мере из одного из газообразного азота, водяного пара, диоксида углерода, метана, газообразного кислорода и газообразного аргона, и/или, в структурной формуле (1) R представляет собой, при необходимости, замещенный фенил.
| Строповочный узел грузозахватного устройства | 1990 |
|
SU1754625A1 |
| Строповочный узел грузозахватного устройства | 1990 |
|
SU1754625A1 |
| Преобразователь постоянного напряжения | 1984 |
|
SU1270853A1 |
| CN 101016247 A, 15.08.2007 | |||
| CN 106732822 A, 31.05.2017 | |||
| CN 1762567 A, 26.04.2006 | |||
| US 5380426 A, 10.01.1995 | |||
| СПОСОБ ПОЛУЧЕНИЯ, ЗАМЕЩЕНИЯ ИЛИ ДОБЫЧИ ГИДРАТА ГАЗА | 2006 |
|
RU2398813C2 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ДИОКСИДА УГЛЕРОДА С ИСПОЛЬЗОВАНИЕМ ТЕХНИЧЕСКОГО УГЛЕРОДА В КАЧЕСТВЕ КАТАЛИЗАТОРА (ВАРИАНТЫ) | 2013 |
|
RU2597084C2 |
| СПОСОБ ПРЕОБРАЗОВАНИЯ АРОМАТИЧЕСКОГО НИТРОСОЕДИНЕНИЯ В АМИНЫ | 2010 |
|
RU2518110C1 |
