ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу проведения реакции гидрирования нитросоединения, в частности способу производства анилина путем гидрирования нитробензола. Настоящее изобретение также относится к установке проведения реакции гидрирования нитросоединения.
ПРЕДШЕСТВУЮЩАЯ ТЕХНОЛОГИЯ
Анилин является важным основным органическим химическим сырьем и промежуточным химическим продуктом тонкого органического синтеза, может быть использован в производстве более 300 продуктов дальнейшего передела и широко используется в промышленностях красителей, лекарственных препаратов, пестицидов, взрывчатых веществ, специй, каучуков, синтетических материалов и т.п. В последние годы с быстрым ростом полиуретановой промышленности в Китае и по всему миру был значительно и быстро разработан анилин, который является одним из незаменимого основного сырья для ее основного сырьевого материала MDI (4,4-дифенилметандиизоцианат).
Существуют три промышленных способа производства анилина: способ каталитического гидрирования нитробензола, способ аммонизации фенола и способ восстановления железного порошка. В числе прочих способ восстановления железного порошка постепенно исключается из-за низкого качества образующегося анилина. Способ аммонизации фенола сильно зависит от источника фенола. Современный способ каталитического гидрирования нитробензола используется большинством производителей. Способ каталитического гидрирования нитробензола также подразделяется на способ газофазного каталитического гидрирования и способ жидкофазного каталитического гидрирования. Способ жидкофазного каталитического гидрирования нитробензола в основном выполняют с использованием катализатора из благородного металла в безводном состоянии, и он имеет преимущества низкой температуры реакции, высокой загрузки катализатора, долгого срока службы и большой производственной мощности завода и имеет недостатки высокого требуемого давления, необходимого отделения реагентов от катализатора и растворителя, высоких эксплуатационных затрат завода, высокой стоимости катализатора и относительно большого количества побочных продуктов, вызванного слишком высокой активностью катализатора. Способ газофазного каталитического гидрирования отличается тем, что нитробензол в качестве сырья нагревают и превращают в пар и смешивают с газообразным водородом, затем подают в реактор с псевдоожиженным слоем, в котором содержится катализатор медь-силикагель, для проведения реакции гидрирования и восстановления. Этот способ имеет преимущества большего улучшения условия теплопередачи, управления температурой реакции, предотвращения локального перегрева, уменьшения образования побочной реакции и продления срока службы катализатора и имеет недостатки относительно сложной работы, сильного износа катализатора и относительно высоких затрат на эксплуатацию и техническое обслуживание.
Способ газофазного гидрирования для приготовления анилина из нитробензола использовался в Китае в течение многих десятилетий, и способ газофазного каталитического гидрирования с псевдоожиженным слоем используется многими производителями анилина в Китае.
Китайская патентная заявка CN 1528737 A раскрывает установку, в основном содержащую реактор с псевдоожиженным слоем, входное отверстие для реакционного сырьевого газа, расположенное в нижней части реактора, первый газораспределитель, расположенный в верхней часть входного отверстия, второй газораспределитель, расположенный в средней части высоты в осевом направлении реактора и разделяющий реактор на две зоны плотной фазы катализатора, теплообменник, расположенный в двух зонах плотной фазы катализатора внутри реактора; устройство перетока катализатора, расположенное снаружи или внутри реактора и соединяющееся с верхней и нижней двумя зонами плотной фазы катализатора соответственно, и устройство разделения газа и твердых частиц.
Китайская патентная заявка CN 1634860 A раскрывает газораспределитель в псевдоожиженном слое для синтеза анилина и способ синтеза анилина, причем газораспределитель состоит из основной трубы для транспортировки газа, ответвлений труб и кольцевой трубы, соединенной с ними для распределения газа, и форсунок для впрыскивания газа вниз и форсунок для впрыскивания газа вверх, все из которых расположены на кольцевой трубе.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Авторы настоящего изобретения обнаружили, что в реакторе с псевдоожиженным слоем для приготовления анилина в известном уровне техники реакционное газообразное сырье попадает в псевдоожиженный слой из распределителя в нижней части и контактирует с катализатором для вступления в реакцию и образования анилина в качестве получаемого газа, и на катализатор легко осаждается углерод, и катализатор легко дезактивируется так, что реактор с псевдоожиженным слоем необходимо останавливать для регенерации и активации через определенные промежутки времени, и его трудно эксплуатировать в течение длительного периода. В связи с этим ключ к решению проблемы длительной эксплуатации анилинового реактора заключается в способности выполнения регенерации и активации анилинового катализатора вовремя и на ходу.
Авторы настоящего изобретения также обнаружили, что в процессах реакции, регенерации и активации три разных компонента, а именно нитробензол и водород, кислород и водород, необходимо вводить соответственно, причем когда кислород находится в контакте с воспламеняющимися и взрывоопасными газами, легко возникают риски взрыва, в связи с этим, после завершения этих трех стадий каждую предыдущую стадию необходимо эффективно дегазировать так, чтобы сырьевой газ и получаемый газ, захваченные частицами катализатора, исходящими из реактора, эффективно удалялись, частицы катализатора попадали в блок регенерации и регенерировались, воздух (кислород), захваченный частицами катализатора, вытекающими из реактора регенерации, удалялся, и затем частицы катализатора попадали в блок активации.
Авторы настоящего изобретения также обнаружили, что внутренние компоненты обычно располагаются в существующем анилиновом реакторе с псевдоожиженным слоем и используются для регулирования внутреннего потока газа и твердых частиц, но поскольку анилиновый катализатор имеет низкую прочность и очень легко расщепляется, размер частиц постепенно уменьшается по мере увеличения времени работы, и мелкодисперсный порошок легко погружается в зону разбавленной фазы, и затем нагрузка циклонного сепаратора увеличивается так, что потери катализатора становятся относительно серьезными, и последующее влияние заключается в том, что реакция не может проводиться в течение длительного периода, и возникают различные проблемы, такие как необходимость остановки и добавления катализатора.
Авторы настоящего изобретения считают, что присутствие мелкодисперсного порошка в анилиновом реакторе с псевдоожиженным слоем неизбежно. С одной стороны, это основано на величине потерь для своевременного добавления свежего катализатора для поддержания потребности реакции. С другой стороны, поскольку потери мелкодисперсного порошка оказывают большее влияние на качество псевдоожижения слоя, в то же время необходимо добавлять катализатор в виде мелкодисперсного порошка в подходящее время для поддержания качества высокоэффективного псевдоожижения в реакционной зоне и для поддержания собственной эффективности передачи. В дополнение, частичная дезактивация катализатора в анилиновом реакторе с псевдоожиженным слоем неизбежна. В связи с этим ключ к решению проблемы длительной эксплуатации анилинового реактора заключается в способности выполнения регенерации и активации анилинового катализатора вовремя и на ходу.
Настоящее изобретение было выполнено на основе этих результатов исследований.
Конкретно, настоящее изобретение относится к следующим аспектам:
1. Способ проведения реакции гидрирования нитросоединения, включающий в себя этап гидрирования, этап регенерации, при необходимости, этап активации и этап рециркуляции, который отличается тем, что на этапе гидрирования нитросоединение (в особенности нитробензол) в качестве реакционного сырья приводят в контакт с газообразным водородом и катализатором гидрирования в реакторе (называемом реактором гидрирования, предпочтительно реактором с псевдоожиженным слоем) для получения продукта реакции (например, аминосоединения, в особенности анилина) и отработанного катализатора, на этапе регенерации отработанный катализатор регенерируют в реакторе (называемом реактором регенерации, предпочтительно реактором с псевдоожиженным слоем) для получения регенерированного катализатора, на, при необходимости, этапе активации регенерированный катализатор активируют в реакторе (называемом реактором активации, предпочтительно реактором с псевдоожиженным слоем) для получения активированного катализатора, на этапе рециркуляции регенерированный катализатор и/или активированный катализатор рециркулируют (предпочтительно рециркулируют с помощью подъемной трубы) на этап гидрирования, в котором имеется по меньшей мере один этап, на котором дегазируют отработанный катализатор (называемый этапом дегазации гидрирования), между этапом гидрирования и этапом регенерации и (1) в случае, если имеется этап активации, имеется по меньшей мере один этап, на котором дегазируют регенерированный катализатор (называемый первым этапом дегазации регенерации), между этапом регенерации и этапом активации, при необходимости, имеется по меньшей мере один этап, на котором дегазируют активированный катализатор (называемый этапом дегазации активации), между этапом активации и этапом рециркуляции, и, при необходимости, имеется по меньшей мере один этап, на котором дегазируют регенерированный катализатор (называемый вторым этапом дегазации регенерации), между этапом регенерации и этапом рециркуляции или (2) в случае, если этап активации отсутствует, имеется по меньшей мере один этап, на котором дегазируют регенерированный катализатор (называемый третьим этапом дегазации регенерации), между этапом регенерации и этапом рециркуляции.
2. Способ проведения реакции гидрирования согласно любому из вышеупомянутых или нижеупомянутых аспектов, в котором при условии, что средний массовый расход (единица измерения - кг/ч) отработанного катализатора, транспортируемого с этапа гидрирования на этап дегазации гидрирования, равен A1, средний массовый расход (единица измерения - кг/ч) отработанного катализатора, транспортируемого с этапа дегазации гидрирования на этап регенерации, равен B1, средний массовый расход (единица измерения - кг/ч) регенерированного катализатора, транспортируемого с этапа регенерации на первый этап дегазации регенерации, равен A2, средний массовый расход (единица измерения - кг/ч) регенерированного катализатора, транспортируемого с первого этапа дегазации регенерации на этап активации, равен B2, средний массовый расход (единица измерения - кг/ч) активированного катализатора, транспортируемого с этапа активации на этап дегазации активации, равен A3, средний массовый расход (единица измерения - кг/ч) активированного катализатора, транспортируемого с этапа дегазации активации на этап рециркуляции, равен B3, средний массовый расход (единица измерения - кг/ч) регенерированного катализатора, транспортируемого с этапа регенерации на второй этап дегазации регенерации, равен A4, средний массовый расход (единица измерения - кг/ч) регенерированного катализатора, транспортируемого со второго этапа дегазации регенерации на этап рециркуляции, равен B4, средний массовый расход (единица измерения - кг/ч) регенерированного катализатора, транспортируемого с этапа регенерации на третий этап дегазации регенерации, равен A5, средний массовый расход (единица измерения - кг/ч) регенерированного катализатора, транспортируемого с третьего этапа дегазации регенерации на этап рециркуляции, равен B5, средний массовый расход (единица измерения - кг/ч) регенерированного катализатора или активированного катализатора, транспортируемого с этапа рециркуляции на этап гидрирования, равен A6, то по меньшей мере один (предпочтительно все) из A1-A6 и B1-B5 составляет 5-100 кг/ч (предпочтительно 10-30 кг/ч).
3. Способ проведения реакции гидрирования согласно любому из вышеупомянутых или нижеупомянутых аспектов, в котором при условии, что объемная доля частиц (единица измерения - %) в транспортировочном трубопроводе отработанного катализатора, транспортируемого с этапа гидрирования на этап дегазации гидрирования, равна С1, объемная доля частиц (единица измерения - %) в транспортировочном трубопроводе отработанного катализатора, транспортируемого с этапа дегазации гидрирования на этап регенерации, равна D1, объемная доля частиц (единица измерения - %) в транспортировочном трубопроводе регенерированного катализатора, транспортируемого с этапа регенерации на первый этап дегазации регенерации, равна C2, объемная доля частиц (единица измерения - %) в транспортировочном трубопроводе регенерированного катализатора, транспортируемого с первого этапа дегазации регенерации на этап активации, равна D2, объемная доля частиц (единица измерения - %) в транспортировочном трубопроводе активированного катализатора, транспортируемого с этапа активации на этап дегазации активации, равна C3, объемная доля частиц (единица измерения - %) в транспортировочном трубопроводе активированного катализатора, транспортируемого с этапа дегазации активации на этап рециркуляции, равна D3, объемная доля частиц (единица измерения - %) в транспортировочном трубопроводе регенерированного катализатора, транспортируемого с этапа регенерации на второй этап дегазации регенерации, равна C4, объемная доля частиц (единица измерения - %) в транспортировочном трубопроводе регенерированного катализатора, транспортируемого со второго этапа дегазации регенерации на этап рециркуляции, равна D4, объемная доля частиц (единица измерения - %) в транспортировочном трубопроводе регенерированного катализатора, транспортируемого с этапа регенерации на третий этап дегазации регенерации, равна C5, объемная доля частиц (единица измерения - %) в транспортировочном трубопроводе регенерированного катализатора, транспортируемого с третьего этапа дегазации регенерации на этап рециркуляции, равна D5, объемная доля частиц (единица измерения - %) в транспортировочном трубопроводе регенерированного катализатора или активированного катализатора, транспортируемого с этапа рециркуляции на этап гидрирования, равна C6, то по меньшей мере одна (предпочтительно все) из C1-C6 и D1-D5 составляет 0,1-15% (предпочтительно 0,5-5%).
4. Способ проведения реакции гидрирования согласно любому из вышеупомянутых или нижеупомянутых аспектов, в котором реакция этапа гидрирования проводится при следующих условиях: приведенная скорость газа составляет 0,2-0,8 м/с (предпочтительно 0,3-0,6 м/с), молярное отношение газообразного водорода к реакционному сырью (например, нитробензолу) составляет 6-21, температура реакции составляет 220-280°C, давление реакции составляет 0,05-1 МПа (манометрическое давление) и/или реакция этапа регенерации проводится при следующих условиях: в присутствии кислородсодержащего газа (например, воздуха или газообразного кислорода) приведенная скорость газа составляет 0,1-0,6 м/с (предпочтительно 0,2-0,4 м/с), температура реакции составляет 350-450°C, давление реакции составляет 0,05-1 МПа (манометрическое давление) и/или реакция этапа активации проводится при следующих условиях: в присутствии газообразного водорода приведенная скорость газа составляет 0,1-0,6 м/с, температура реакции составляет 200-250°C, давление реакции составляет 0,05-1 МПа (манометрическое давление).
5. Способ проведения реакции гидрирования согласно любому из вышеупомянутых или нижеупомянутых аспектов, в котором безразмерный диаметр частиц реактора гидрирования находится в диапазоне 1-60 и/или безразмерный диаметр частиц реактора регенерации находится в диапазоне 1-40 и/или безразмерный диаметр частиц реактора активации находится в диапазоне 1-30, причем безразмерный диаметр частиц определяется по следующему уравнению:

где средний диаметр частиц представляет собой объемный средний диаметр частиц (единица измерения - м) твердых частиц в реакторе, плотность газа представляет собой плотность (единица измерения - кг/м3) газа в реакторе, разность плотности газа и твердых частиц представляет собой разность плотности (единица измерения - кг/м3) твердых частиц и плотности (единица измерения - кг/м3) газа в реакторе, кинематическая вязкость газа представляет собой кинематическую вязкость (единица измерения - Па⋅с) газа в реакторе, а g - абсолютное значение ускорения силы тяжести (9,8 м/с2).
6. Способ проведения реакции гидрирования согласно любому из вышеупомянутых или нижеупомянутых аспектов, который дополнительно включает в себя этап, на котором транспортируют добавляемый катализатор гидрирования на по меньшей мере один из этапа гидрирования, этапа регенерации, при необходимости, этапа активации и этапа рециркуляции, и предпочтительно содержит этап, на котором транспортируют добавляемый катализатор гидрирования на этап активации (называемый этапом добавления катализатора).
7. Способ проведения реакции гидрирования согласно любому из вышеупомянутых или нижеупомянутых аспектов, в котором на этапе добавления катализатора отношение среднего массового расхода добавляемого катализатора гидрирования, транспортируемого к запасу катализатора гидрирования в реакторе гидрирования (единица измерения - кг), составляет 0-10 ч-1 (предпочтительно 0,00002-0,001 ч-1).
8. Способ проведения реакции гидрирования согласно любому из вышеупомянутых или нижеупомянутых аспектов, в котором реактор гидрирования представляет собой реактор с псевдоожиженным слоем, реактор с псевдоожиженным слоем содержит реакционную зону (4) плотной фазы, по меньшей мере одну точку измерения динамического давления (предпочтительно частота отклика составляет не менее 100 Гц) устанавливают на боковой стенке реакционной зоны (4) плотной фазы для измерения колебания мгновенного давления в реакционной зоне (4) плотной фазы, когда стандартное отклонение колебания мгновенного давления больше 600 Па (предпочтительно больше 1500 Па), начинают этап добавления катализатора и/или реактор гидрирования представляет собой реактор с псевдоожиженным слоем, реактор с псевдоожиженным слоем содержит реакционную зону (4) плотной фазы, когда частицы катализатора, имеющие диаметр частиц менее 100 мкм, составляют более 3 вес. % (предпочтительно более 5 вес. %) всех частиц катализатора в реакционной зоне (4) плотной фазы, начинают этап добавления катализатора.
9. Способ проведения реакции гидрирования согласно любому из вышеупомянутых или нижеупомянутых аспектов, в котором добавляемый катализатор гидрирования выбирается из по меньшей мере одного из катализатора с загрузкой на основе меди, катализатора с загрузкой на основе никеля и катализатора с загрузкой на основе благородного металла, имеющего средний диаметр частиц 5-150 мкм (предпочтительно 20-70 мкм).
10. Способ проведения реакции гидрирования согласно любому из вышеупомянутых или нижеупомянутых аспектов, в котором катализатор гидрирования выбирается из по меньшей мере одного из катализатора с наполнением на основе меди, катализатора с наполнением на основе никеля и катализатора с наполнением на основе благородного металла и/или катализатор гидрирования имеет объемную плотность 300-1200 кг/м3 и/или катализатор гидрирования имеет средний диаметр частиц 30-800 мкм (предпочтительно 40-500 мкм или 50-600 мкм) и частицы катализатора, имеющие диаметр частиц менее 80 мкм, составляют не менее 2 вес. % (предпочтительно 5-15 вес. %) всех частиц катализатора и/или нитросоединение выбирается из по меньшей мере одного из соединений, представленных следующей формулой (1):
В структурной формуле (1) R представляет, при необходимости замещенный C2-20 неразветвленный, разветвленный или циклический гидрокарбил (предпочтительно, при необходимости замещенный C4-20 циклический гидрокарбил, в частности, при необходимости замещенный C6-20 арил, в частности, при необходимости замещенный фенил).
11. Установка проведения реакции гидрирования нитросоединения, содержащая реактор гидрирования (предпочтительно реактор с псевдоожиженным слоем), реактор регенерации (предпочтительно реактор с псевдоожиженным слоем), реактор активации (предпочтительно реактор с псевдоожиженным слоем) и блок рециркуляции (например, подъемную трубу), реактор гидрирования сообщается с реактором регенерации через по меньшей мере один дегазатор отработанного катализатора по транспортировочным трубопроводам, реактор регенерации сообщается с реактором активации через по меньшей мере один дегазатор регенерированного катализатора по транспортировочным трубопроводам, реактор активации сообщается с блоком рециркуляции по транспортировочным трубопроводам или сообщается с блоком рециркуляции через по меньшей мере один дегазатор активированного катализатора по транспортировочным трубопроводам, блок рециркуляции сообщается с реактором гидрирования по транспортировочным трубопроводам, причем запас твердых частиц (единица измерения - кг) реактора гидрирования : запас твердых частиц (единица измерения - кг) реактора регенерации : запас твердых частиц (единица измерения - кг) реактора активации = (10-200):(0,1-20):(0,1-20) (предпочтительно (20-100):(0,5-8):(0,5-8)).
12. Установка проведения реакции гидрирования согласно любому из вышеупомянутых или нижеупомянутых аспектов, в котором реактор гидрирования имеет высоту 5-60 м (предпочтительно 10-30 м) и диаметр 0,5-12 м (предпочтительно 1-8 м) и/или реактор регенерации имеет высоту 1-15 м (предпочтительно 3-6 м) и диаметр 0,1-3 м (предпочтительно 0,3-1 м) и/или реактор активации имеет высоту 1-15 м (предпочтительно 3-6 м) и диаметр 0,1-3 м (предпочтительно 0,3-1 м) и/или внутренние диаметры транспортировочных трубопроводов составляют, идентичные или отличные друг от друга, каждый независимо 30-400 мм (предпочтительно 50-300 мм).
С другой стороны, настоящее изобретение относится к следующим аспектам:
1. Реакционная установка для получения анилина путем гидрирования нитробензола, содержащая: реактор (3) с псевдоожиженным слоем, резервуар-дегазатор (12) для отработанного катализатора, регенератор (13), резервуар-дегазатор (16) для катализатора, подлежащего активации, активатор (19) и подъемную трубу (21), причем реакционная зона (4) плотной фазы, расположенная в нижней секции, переходная зона (5) распыления частиц, расположенная в средней секции, и зона (7) разбавленной фазы, расположенная в верхней секции, включены в реактор (3) с псевдоожиженным слоем, резервуар-дегазатор (12) для отработанного катализатора сообщается с реактором (3) псевдоожиженным слоем (3) и регенератором (13) соответственно, резервуар-дегазатор (16) для катализатора, подлежащего активации, сообщается с регенератором (13) и активатором (19) соответственно, подъемная труба (21) сообщается с активатором (19) и реактором (3) с псевдоожиженным слоем соответственно.
2. Реакционная установка для получения анилина путем гидрирования нитробензола согласно любому из вышеупомянутых или нижеупомянутых аспектов, который отличается тем, что в реакторе (3) с псевдоожиженным слоем установлены газораспределитель (2), теплообменная труба (11), элемент (6) отделения распыления и циклонный сепаратор (9).
3. Реакционная установка для получения анилина путем гидрирования нитробензола согласно любому из вышеупомянутых или нижеупомянутых аспектов, который отличается тем, что в резервуар-дегазатор (12) для отработанного катализатора включены зона (31) нисходящего противотока дегазации и зона (32) восходящего прямотока дегазации, и в зоне (31) нисходящего противотока дегазации и зоне (32) восходящего прямотока дегазации соответственно установлены элементы (33) отбойной перегородки дегазации; в резервуар-дегазатор (16) для катализатора, подлежащего активации, включены зона (51) нисходящего противотока дегазации регенерации и зона (52) восходящего прямотока дегазации регенерации, и в зоне (51) нисходящего противотока дегазации регенерации и зоне (52) восходящего прямотока дегазации регенерации соответственно установлены элементы (33) отбойной перегородки дегазации.
4. Реакционная установка для получения анилина путем гидрирования нитробензола согласно любому из вышеупомянутых или нижеупомянутых аспектов, который отличается тем, что элемент (33) отбойной перегородки дегазации изготовлен путем соединения множества наборов выпрямителей потока посредством соединительных деталей, выпрямитель потока представляет собой один или более из выпрямителя (41) потока обтекаемой формы, ромбовидного выпрямителя (42) потока и выпрямителя (43) потока поперечнопоточного типа с наклонными отбойными перегородками.
5. Способ проведения реакции получения анилина путем гидрирования нитробензола с помощью установки согласно любому из вышеупомянутых или нижеупомянутых аспектов, включающий в себя следующие этапы, на которых:
(a) парообразный нитробензол и газообразный водород в качестве сырья вводят в газовую камеру, затем в реактор (3) с псевдоожиженным слоем через газораспределитель (2) для проталкивания катализатора в реактор для псевдоожижения, затем они вступают в реакцию в реакционной зоне (4) плотной фазы для производства анилинового продукта, распыление частиц происходит в верхней части реакционной зоны (4) плотной фазы для образования переходной зоны (5) распыления частиц, распыленные частицы эффективно улавливают с помощью элемента (6) отделения распыления, и они возвращаются в реакционную (4) зону плотной фазы для продолжения катализа, маленькая часть неуловленных частиц проходит через проход элемента отделения распыления и попадает в зону (7) разбавленной фазы для разделения с помощью циклонного сепаратора (9), частицы возвращаются в реакционную зону (4) плотной фазы, сырой получаемый газ (8) вытекает из реактора (3) с псевдоожиженным слоем, и его отправляют в секцию последующего разделения;
(b) после частичного закоксовывания катализатора во время реакции закоксованный катализатор дегазируют в резервуаре-дегазаторе (12) для отработанного катализатора и вводят в регенератор (13), в который вводят кислород, катализатор регенерируют путем выжигания кокса;
(c) регенерированный катализатор затем вводят в резервуар-дегазатор (16) для катализатора, подлежащего активации, и дегазируют и затем вводят в активатор (19), в который вводят газообразный водород, катализатор активируют и активированный катализатор вводят в подъемную трубу (21) и поднимают для возвращения в реактор (3) с псевдоожиженным слоем для продолжения катализа.
6. Способ проведения реакции получения анилина путем гидрирования нитробензола согласно любому из вышеупомянутых или нижеупомянутых аспектов, который отличается тем, что катализатор представляет собой наполненный металлом катализатор с медью в качестве основного активного компонента, подложка представляет собой оксид алюминия или диоксид кремния, катализатор имеет средний диаметр частиц 50-600 мкм, а содержание частиц менее 80 мкм составляет не менее 2%.
7. Способ проведения реакции получения анилина путем гидрирования нитробензола согласно любому из вышеупомянутых или нижеупомянутых аспектов, который отличается тем, что реакция в реакторе (3) с псевдоожиженным слоем проводится при следующих условиях: приведенная скорость газа составляет 0,2-0,8 м/с, молярное отношение газообразного водорода к нитробензолу составляет 6-21, среднюю температуру реакции в реакционной зоне (4) плотной фазы поддерживают на 220-280°C, температуру вблизи газораспределителя (2) поддерживают на 320°C или менее, давление реакции в реакционной зоне (4) плотной фазы составляет 0,05-1 МПа.
8. Способ проведения реакции получения анилина путем гидрирования нитробензола согласно любому из вышеупомянутых или нижеупомянутых аспектов, который отличается тем, что реакция в регенераторе (13) проводится при следующих условиях: приведенная скорость газа составляет 0,1-0,6 м/с, а средняя температура регенерации составляет 350-450°C; реакция в активаторе (19) проводится при следующих условиях: приведенная скорость газа составляет 0,1-0,6 м/с, средняя температура активации составляет 200-250°C.
9. Способ проведения реакции получения анилина путем гидрирования нитробензола согласно любому из вышеупомянутых или нижеупомянутых аспектов, который отличается тем, что отношение приведенной скорости газа зоны (31) нисходящего противотока дегазации к приведенной скорости газа зоны (32) восходящего прямотока дегазации в резервуаре-дегазаторе (12) для отработанного катализатора составляет 1/15-1, дегазирующий агент представляет собой один или более (в виде смеси) из газообразного азота, водяных паров, диоксида углерода, метана и газообразного аргона, газовый компонент, перенесенный из реактора (3) с псевдоожиженным слоем, замещают.
10. Способ проведения реакция получения анилина путем гидрирования нитробензола согласно любому из вышеупомянутых или нижеупомянутых аспектов, который отличается тем, что отношение приведенной скорости газа зоны (51) нисходящего противотока дегазации регенерации к приведенной скорости газа зоны (52) восходящего прямотока дегазации регенерации в резервуаре-дегазаторе (16) для катализатора, подлежащего активации, составляет 1/15-1, дегазирующий агент представляет собой один или более (в виде смеси) из газообразного азота, водяных паров, диоксида углерода, газообразного кислорода и газообразного аргона, кислородсодержащий газовый компонент, перенесенный из регенератора (13), замещают.
Технический результат
Согласно способу проведения реакции гидрирования и установке реакции гидрирования настоящего изобретения, задача длительного протекания непрерывной реакции, регенерации и активации достигается путем непрерывной регенерации и активации закоксованного катализатора.
Согласно способу проведения реакции гидрирования и установке проведения реакции гидрирования настоящего изобретения, стабильный цикл производства реализуется путем целенаправленного добавления катализатора.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 представляет схематическое изображение последовательности операций способа реакции гидрирования нитросоединения и установки проведения реакции гидрирования настоящего изобретения, на котором способ и установка для получения анилина путем гидрирования нитробензола приведены в качестве примера.
На фиг. 1: 1 - сырье из парообразного нитробензола и газообразного водорода; 2 - газораспределитель; 3 - реактор с псевдоожиженным слоем; 4 - реакционная зона плотной фазы; 7 - зона разбавленной фазы; 8 - сырой получаемый газ; 9 - циклонный сепаратор; 10 - опускная труба; 11 - теплообменная труба; 12 - резервуар-дегазатор для отработанного катализатора; 13 - реактор регенерации; 15 - газ псевдоожижения для регенерации; 16 - резервуар-дегазатор для катализатора, подлежащего активации; 17 - газ псевдоожижения для активации; 19 - реактор активации; 20 - подъемный газ; 21 - подъемная труба; 22 - загрузочное отверстие для добавления мелкодисперсных частиц; 23 - загрузочное отверстие для добавления свежего катализатора.
ПОДРОБНОЕ ОПИСАНИЕ
Теперь будет сделана подробная ссылка на настоящие варианты осуществления настоящего изобретения, но следует понимать, что объем изобретения не ограничивается вариантами осуществления, но определяется приложенной формулой изобретения.
Все публикации, патентные заявки, патенты и другие ссылки, упомянутые в этом описании, включены сюда посредством ссылки во всей их полноте. Если не определено иное, все технические и научные термины, используемые здесь, имеют те же значения, которые обычно понятны специалистам в данной области техники, к которой это изобретение относится. В случае конфликта настоящее описание, включая определения, будет иметь преимущество.
Когда описание определяет материал, вещество, способ, этап, устройство, элемент и т.п. с выражением, таким как «известный специалистам в данной области техники», «известный уровень техники», или аналогичным термином, предполагается, что таким образом определенный объект охватывает то, что традиционно использовалось в уровне техники на момент подачи этой заявки, но также включает в себя то, что могло не использоваться так широко в настоящее время, но станет известно в уровне техники как подходящее для аналогичной цели.
В контексте настоящего описания термин «по существу» означает допущение наличия отклонения, допустимого специалистами в данной области техники или считающегося приемлемым специалистами в данной области техники, например, отклонение в пределах ±10%, в пределах ±5%, в пределах ±1%, в пределах ±0,5% или в пределах ±0,1%.
В контексте настоящего описания выражение « при необходимости, замещенный» относится к, при необходимости, замещенному одной или более (например, 1-5, 1-4, 1-3, 1-2 или 1) группами заместителей, выбранными из галогена, гидрокси, меркапто, амино, аминокарбонила, нитро, оксо, тио, циано, С1-6 линейной или разветвленной (галоген) алкановой (окси, тио, амино, карбонильной) группы, C2-6 линейной или разветвленной (галоген) алкеновой (окси, тио, амино, карбонильной) группы, C2-6 линейной или разветвленной (галоген) алкиновой (окси, тио, амино, карбонильной) группы, C3-20-циклоалкила, C3-20 циклоалкановой (окси, тио, амино) группы, C3-20-циклоалкил С1-6 линейной или разветвленной (галоген) алкановой (окси, тио, амино, карбонильной) группы, C3-20-циклоалкил C2-6 линейной или разветвленной (галоген) алкеновой (окси, тио, амино, карбонильной) группы, C3-20-циклоалкил C2-6 линейной или разветвленной (галоген) алкиновой (окси, тио, амино, карбонильной) группы, C3-20-циклоалкенила, C3-20 циклоалкеновой (окси, тио, амино) группы, C3-20-циклоалкенил С1-6 линейной или разветвленной (галоген) алкановой (окси, тио, амино, карбонильной) группы, C3-20-циклоалкенил C2-6 линейной или разветвленной (галоген) алкеновой (окси, тио, амино, карбонильной) группы, C3-20-циклоалкенил C2-6 линейной или разветвленной (галоген) алкиновой (окси, тио, амино, карбонильной) группы, C6-20-арила, C6-20 ареновой (окси, тио, амино) группы, C6-20-арил С1-6 линейной или разветвленной (галоген) алкановой (окси, тио, амино, карбонильной) группы, C6-20-арил C2-6 линейной или разветвленной (галоген) алкеновой (окси, тио, амино, карбонильной) группы, C6-20-арил C2-6 линейной или разветвленной (галоген) алкиновой (окси, тио, амино, карбонильной) группы, C4-20-гетероарила, C4-20 гетероареновой (окси, тио, амино) группы, C4-20-гетероарил С1-6 линейной или разветвленной (галоген) алкановой (окси, тио, амино, карбонильной) группы, C4-20-гетероарил C2-6 линейной или разветвленной (галоген) алкеновой (окси, тио, амино, карбонильной) группы, C4-20-гетероарил C2-6 линейной или разветвленной (галоген) алкиновой (окси, тио, амино, карбонильной) группы, C2-20 гетероциклила, C2-20 гетероциклической (окси, тио, амино) группы, C2-20-гетероциклил С1-6 линейной или разветвленной (галоген) алкановой (окси, тио, амино, карбонильной) группы, C2-20-гетероциклил C2-6 линейной или разветвленной (галоген) алкеновой (окси, тио, амино, карбонильной) группы и C2-20-гетероциклил C2-6 линейной или разветвленной (галоген) алкиновой (окси, тио, амино, карбонильной) группы. Когда присутствует множество этих групп заместителей, две смежные группы заместителей (например, концы молекулярных цепей двух групп заместителей) могут быть связаны друг с другом для образования двухвалентной структуры группы заместителей. Например, две смежные С1-6 линейные или разветвленные алкильные группы могут быть связаны друг с другом для образования соответствующей структуры алкилена. Или две смежные С1-6 линейные или разветвленные алкилоксигруппы, например, могут образовывать соответствующую структуру алкилендиоксигруппы, две смежные С1-6 линейные или разветвленные алкиламиногруппы, например, могут образовывать соответствующую структуру алкилендиаминогруппы, две смежные С1-5 линейные или разветвленные алкилтиогруппы, например, могут образовывать соответствующую структуру алкилендитиогруппы и так далее. В качестве предпочтительной группы заместителей, например, могут быть перечислены галоген, гидрокси, меркапто, амино, тио, оксо или С1-6 линейная или разветвленная (галоген) алкановая (окси, тио, амино, карбонильная) группа и другие. Здесь выражение «(галоген) алкановая (окси, тио, амино, карбонильная) группа» означает алкильную, галогеналкильную, алкилокси, алкилтио, алкиламино, алкилкарбонильную, галогеналкилокси, галогеналкилтио, галогеналкиламино или галогеналкилкарбонильную, выражение «(галоген) алкеновая (окси, тио, амино, карбонильная) группа» означает алкенильную, галогеналкенильную, алкенилокси, алкенилтио, алкениламино, алкенилкарбонильную, галогеналкенилокси, галогеналкенилтио, галогеналкениламино или галогеналкенилкарбонильную, выражение «(галоген) алкиновая (окси, тио, амино, карбонильная) группа» означает: алкинильную, галогеналкинильную, алкинилокси, алкинилтио, алкиниламино, алкинилкарбонильную, галогеналкинилокси, галогеналкинилтио, галогеналкиниламино или галогеналкинилкарбонильную, выражение «(окси, тио, амино) группа» означает окси, тио или амино. Здесь выражение «галоген» включает в себя моногалоген, дигалоген, тригалоген, пергалоген и т.п.
Все проценты, части, отношения и т.п., упомянутые в этом описании, определяются по весу, а давления являются манометрическими давлениями, если явно не указано иное.
В контексте этого описания любые два или более вариантов осуществления настоящего изобретения могут быть объединены в любом сочетании, и полученное техническое решение является частью первоначального раскрытия этого описания и находится в рамках объема настоящего изобретения.
Один вариант осуществления согласно настоящему изобретению относится к способу реакции гидрирования нитросоединения. Способ проведения реакции гидрирования включает в себя этап гидрирования, этап регенерации, этап активации и этап рециркуляции. Здесь этап активации является этапом, при необходимости.
Согласно одному варианту осуществления настоящего изобретения, на этапе гидрирования нитросоединение и газообразный водород в качестве реакционного сырья приводят в контакт с катализатором гидрирования в реакторе для получения продукта реакции и отработанного катализатора. Здесь в качестве реактора предпочтителен реактор с псевдоожиженным слоем, в частности, реактор, имеющий псевдоожиженный слой частиц катализатора.
Согласно одному варианту осуществления настоящего изобретения, на этапе регенерации отработанный катализатор регенерируют в реакторе (называемом реактором регенерации) для получения регенерированного катализатора. Здесь в качестве реактора предпочтителен реактор с псевдоожиженным слоем.
Согласно одному варианту осуществления настоящего изобретения, на этапе активации регенерированный катализатор активируют в реакторе (называемом реактором активации) для получения активированного катализатора. Здесь в качестве реактора предпочтителен реактор с псевдоожиженным слоем.
Согласно одному варианту осуществления настоящего изобретения, на этапе рециркуляции регенерированный катализатор и/или активированный катализатор рециркулируют на этап гидрирования. Здесь рециркуляцию предпочтительно выполняют в подъемной трубе.
Согласно одному варианту осуществления настоящего изобретения, имеется по меньшей мере один этап, на котором дегазируют отработанный катализатор (называемый этапом дегазации гидрирования), между этапом гидрирования и этапом регенерации.
Согласно одному варианту осуществления настоящего изобретения, в случае, если имеется этап активации, имеется по меньшей мере один этап, на котором дегазируют регенерированный катализатор (называемый первым этапом дегазации регенерации), между этапом регенерации и этапом активации, при необходимости, имеется по меньшей мере один этап, на котором дегазируют активированный катализатор (называемый этапом дегазации активации), между этапом активации и этапом рециркуляции, и, при необходимости, имеется по меньшей мере один этап, на котором дегазируют регенерированный катализатор (называемый вторым этапом дегазации регенерации), между этапом регенерации и этапом рециркуляции.
Согласно одному варианту осуществления настоящего изобретения, в случае, если этап активации отсутствует, имеется по меньшей мере один этап, на котором дегазируют регенерированный катализатор (называемый третьим этапом дегазации регенерации), между этапом регенерации и этапом рециркуляции.
Согласно одному варианту осуществления настоящего изобретения, при условии, что средний массовый расход (единица измерения - кг/ч) отработанного катализатора, транспортируемого с этапа гидрирования на этап дегазации гидрирования, равен A1, средний массовый расход (единица измерения - кг/ч) отработанного катализатора, транспортируемого с этапа дегазации гидрирования на этап регенерации, равен B1, средний массовый расход (единица измерения - кг/ч) регенерированного катализатора, транспортируемого с этапа регенерации на первый этап дегазации регенерации, равен A2, средний массовый расход (единица измерения - кг/ч) регенерированного катализатора, транспортируемого с первого этапа дегазации регенерации на этап активации, равен B2, средний массовый расход (единица измерения - кг/ч) активированного катализатора, транспортируемого с этапа активации на этап дегазации активации, равен A3, средний массовый расход (единица измерения - кг/ч) активированного катализатора, транспортируемого с этапа дегазации активации на этап рециркуляции, равен B3, средний массовый расход (единица измерения - кг/ч) регенерированного катализатора, транспортируемого с этапа регенерации на второй этап дегазации регенерации, равен A4, средний массовый расход (единица измерения - кг/ч) регенерированного катализатора, транспортируемого со второго этапа дегазации регенерации на этап рециркуляции, равен B4, средний массовый расход (единица измерения - кг/ч) регенерированного катализатора, транспортируемого с этапа регенерации на третий этап дегазации регенерации, равен A5, средний массовый расход (единица измерения - кг/ч) регенерированного катализатора, транспортируемого с третьего этапа дегазации регенерации на этап рециркуляции, равен B5, средний массовый расход (единица измерения - кг/ч) регенерированного катализатора или активированного катализатора, транспортируемого с этапа рециркуляции на этап гидрирования, равен A6, то по меньшей мере один (предпочтительно все) из A1-A6 и B1-B5 составляет 5-100 кг/ч (предпочтительно 10-30 кг/ч). Здесь так называемый средний массовый расход относится к массе текучей среды (такой как катализатор), проходящей через поперечное сечение транспортировочного трубопровода за единицу времени. Средний массовый расход может быть вычислен с помощью уравнения  , где Gs - средний массовый расход, байпас устанавливается в произвольной точке трубопровода, и часть частиц катализатора высвобождается в течение определенного периода времени и собирается, и количество высвобожденных частиц катализатора взвешивается и записывается как М (единица измерения - кг), период времени для высвобождения частиц катализатора записывается как t (единица измерения - с), а диаметр трубопровода в этой точке записывается как d (единица измерения - м).
, где Gs - средний массовый расход, байпас устанавливается в произвольной точке трубопровода, и часть частиц катализатора высвобождается в течение определенного периода времени и собирается, и количество высвобожденных частиц катализатора взвешивается и записывается как М (единица измерения - кг), период времени для высвобождения частиц катализатора записывается как t (единица измерения - с), а диаметр трубопровода в этой точке записывается как d (единица измерения - м).
Согласно одному варианту осуществления настоящего изобретения, при условии, что объемная доля частиц (единица измерения - %) в транспортировочном трубопроводе отработанного катализатора, транспортируемого с этапа гидрирования на этап дегазации гидрирования, равна С1, объемная доля частиц (единица измерения - %) в транспортировочном трубопроводе отработанного катализатора, транспортируемого с этапа дегазации гидрирования на этап регенерации, равна D1, объемная доля частиц (единица измерения - %) в транспортировочном трубопроводе регенерированного катализатора, транспортируемого с этапа регенерации на первый этап дегазации регенерации, равна C2, объемная доля частиц (единица измерения - %) в транспортировочном трубопроводе регенерированного катализатора, транспортируемого с первого этапа дегазации регенерации на этап активации, равна D2, объемная доля частиц (единица измерения - %) в транспортировочном трубопроводе активированного катализатора, транспортируемого с этапа активации на этап дегазации активации, равна C3, объемная доля частиц (единица измерения - %) в транспортировочном трубопроводе активированного катализатора, транспортируемого с этапа дегазации активации на этап рециркуляции, равна D3, объемная доля частиц (единица измерения - %) в транспортировочном трубопроводе регенерированного катализатора, транспортируемого с этапа регенерации на второй этап дегазации регенерации, равна C4, объемная доля частиц (единица измерения - %) в транспортировочном трубопроводе регенерированного катализатора, транспортируемого со второго этапа дегазации регенерации на этап рециркуляции, равна D4, объемная доля частиц (единица измерения - %) в транспортировочном трубопроводе регенерированного катализатора, транспортируемого с этапа регенерации на третий этап дегазации регенерации, равна C5, объемная доля частиц (единица измерения - %) в транспортировочном трубопроводе регенерированного катализатора, транспортируемого с третьего этапа дегазации регенерации на этап рециркуляции, равна D5, объемная доля частиц (единица измерения - %) в транспортировочном трубопроводе регенерированного катализатора или активированного катализатора, транспортируемого с этапа рециркуляции на этап гидрирования, равна C6, то по меньшей мере одна (предпочтительно все) из C1-C6 и D1-D5 составляет 0,1-15% (предпочтительно 0,5-5%). Здесь так называемая объемная доля частиц относится к отношению объема фазы частиц к общему объему в двухфазной смеси газа и твердых частиц на единицу объема. Объемная доля частиц может быть вычислена с помощью уравнения  , где ΔP - разность (единица измерения - Па) между давлением (манометрическим давлением) на Δz/2 ниже положения и давлением (манометрическим давлением) на Δz/2 выше положения, Δz - расстояние (единица измерения - м) между точкой на Δz/2 ниже положения и точкой на Δz/2 выше положения, ρε - плотность (единица измерения - кг/м3) твердых частиц, ρ - плотность (единица измерения - кг/м3) газа, 1 - ε - объемная доля частиц, ε - объемная доля газа, сумма объемной доли частиц и объемной доли газа равна 1, g - абсолютное значение ускорения силы тяжести (в общем принимаемое равным 9,8 м/с2).
, где ΔP - разность (единица измерения - Па) между давлением (манометрическим давлением) на Δz/2 ниже положения и давлением (манометрическим давлением) на Δz/2 выше положения, Δz - расстояние (единица измерения - м) между точкой на Δz/2 ниже положения и точкой на Δz/2 выше положения, ρε - плотность (единица измерения - кг/м3) твердых частиц, ρ - плотность (единица измерения - кг/м3) газа, 1 - ε - объемная доля частиц, ε - объемная доля газа, сумма объемной доли частиц и объемной доли газа равна 1, g - абсолютное значение ускорения силы тяжести (в общем принимаемое равным 9,8 м/с2).
Согласно одному варианту осуществления настоящего изобретения, приведенная скорость газа этапа гидрирования составляет обычно 0,2-0,8 м/с, предпочтительно 0,3-0,6 м/с, молярное отношение газообразного водорода к реакционному сырью (например, нитробензолу) составляет 6-21.
Согласно одному варианту осуществления настоящего изобретения, этап гидрирования имеет температуру реакции (обычно относящуюся к средней температуре реакции в реакционной зоне плотной фазы), равную 220-280°C, и давление реакции (в обычно относящееся к давлению в реакционной зоне плотной фазы), равное 0,05-1 МПа (манометрическое давление). В дополнение, температуру вблизи газораспределителя 2 в общем поддерживают на 320°C или менее.
Согласно одному варианту осуществления настоящего изобретения, условия проведения реакции этапа регенерации включают в себя: в присутствии кислородсодержащего газа (например, воздуха или газообразного кислорода) приведенная скорость газа составляет 0,1-0,6 м/с, предпочтительно 0,2-0,4 м/с.
Согласно одному варианту осуществления настоящего изобретения, этап регенерации имеет температуру реакции 350-450°C и давление реакции 0,05-1 МПа (манометрическое давление).
Согласно одному варианту осуществления настоящего изобретения, условия проведения реакции этапа активации включают в себя: в присутствии газообразного водорода приведенная скорость газа составляет 0,1-0,6 м/с, температура реакции составляет 200-250°C, давление реакции составляет 0,05-1 МПа (манометрическое давление).
Согласно одному варианту осуществления настоящего изобретения, реактор гидрирования имеет безразмерный диаметр частиц в диапазоне 1-60 и безразмерную скорость газа в диапазоне 0,05-7.
Согласно одному варианту осуществления настоящего изобретения, реактор регенерации имеет безразмерный диаметр частиц в диапазоне 1-40 и безразмерную скорость газа в диапазоне 0,05-5.
Согласно одному варианту осуществления настоящего изобретения, реактор активации имеет безразмерный диаметр частиц в диапазоне 1-30 и безразмерную скорость газа в диапазоне 0,05-5.
Согласно одному варианту осуществления настоящего изобретения, безразмерный диаметр частиц реактора гидрирования находится в диапазоне 1-60, безразмерный диаметр частиц реактора регенерации находится в диапазоне 1-40, а безразмерный диаметр частиц реактора активации находится в диапазоне 1-30.
В контексте настоящего изобретения безразмерный диаметр частиц и безразмерная скорость газа соответственно определяются по следующим двум уравнениям:
Безразмерный диаметр частиц = Средний диаметр частиц ×
× [(Плотность газа × Разность плотности газа и твердых частиц × g)/ /(Кинематическая вязкость газа)2]1/3,



 .
.
В этих уравнениях средний диаметр частиц представляет собой объемный средний диаметр частиц (единица измерения - м) твердых частиц в реакторе, плотность газа представляет собой плотность (единица измерения - кг/м3) газа в реакторе, разность плотности газа и твердых частиц представляет собой разность плотности (единица измерения - кг/м3) твердых частиц и плотности (единица измерения - кг/м3) газа в реакторе, кинематическая вязкость газа представляет собой кинематическую вязкость (единица измерения - Па⋅с) газа в реакторе, приведенная скорость газа представляет собой среднюю скорость потока (единица измерения - м/с) газа, проходящего через реактор, а g представляет собой абсолютное значение ускорения силы тяжести (9,8 м/с2). Здесь объемный средний диаметр частиц может быть получен путем анализа отобранных твердых частиц катализатора с помощью анализатора размера частиц.
Согласно одному варианту осуществления настоящего изобретения, способ проведения реакции гидрирования дополнительно включает в себя этап, на котором транспортируют добавляемый катализатор гидрирования на по меньшей мере один из этапа гидрирования, этапа регенерации, при необходимости, этапа активации и этапа рециркуляции, и предпочтительно содержит этап, на котором транспортируют добавляемый катализатор гидрирования на этап активации (называемый этапом добавления катализатора).
Согласно одному варианту осуществления настоящего изобретения, на этапе добавления катализатора отношение среднего массового расхода добавляемого катализатора гидрирования, транспортируемого к запасу катализатора гидрирования в реакторе гидрирования (единица измерения - кг), составляет 0-10 ч-1 (предпочтительно 0,00002-0,001 ч-1). Здесь запас катализатора гидрирования в реакторе гидрирования может быть вычислен на основе перепада давления слоя (единица измерения - Па) и площади реактора (единица измерения - м2) в реакторе гидрирования.
Согласно одному варианту осуществления настоящего изобретения, реактор гидрирования представляет собой реактор с псевдоожиженным слоем. Реактор с псевдоожиженным слоем содержит реакционную зону (4) плотной фазы, по меньшей мере одну точку измерения динамического давления устанавливают на боковой стенке реакционной зоны (4) плотной фазы для измерения колебания мгновенного давления в реакционной зоне (4) плотной фазы. Когда стандартное отклонение колебания мгновенного давления больше 600 Па (предпочтительно больше 1500 Па), начинают этап добавления катализатора, другими словами, добавляемый катализатор гидрирования транспортируют на по меньшей мере один из этапа гидрирования, этапа регенерации, при необходимости, этапа активации и этапа рециркуляции, в особенности добавляемый катализатор гидрирования транспортируют на этап активации. Здесь, предпочтительно, частота отклика указанной по меньшей мере одной точки измерения динамического давления составляет не менее 100 Гц. В дополнение, мгновенное давление  в любой момент времени разлагается на сумму среднего значения
в любой момент времени разлагается на сумму среднего значения  и значения
и значения  колебания, то есть
колебания, то есть  , стандартное отклонение Sd в любой точке измерения составляет
, стандартное отклонение Sd в любой точке измерения составляет  , а N - количество отобранных данных.
, а N - количество отобранных данных.
Согласно одному варианту осуществления настоящего изобретения, реактор гидрирования представляет собой реактор с псевдоожиженным слоем, реактор с псевдоожиженным слоем содержит реакционную зону (4) плотной фазы, когда частицы катализатора, имеющие диаметр частиц менее 100 мкм, составляют больше 3 вес. % (предпочтительно больше 5 вес. %) всех частиц катализатора в реакционной зоне (4) плотной фазы, начинают этап добавления катализатора, другими словами, добавляемый катализатор гидрирования транспортируют на по меньшей мере один из этапа гидрирования, этапа регенерации, при необходимости, этапа активации и этапа рециркуляции, в особенности добавляемый катализатор гидрирования транспортируют на этап активации. Здесь весовой процент частиц катализатора, имеющих диаметр частиц менее 100 мкм, относительно всех частиц катализатора вычисляется с помощью случайного отбора и затем измерения с помощью анализатора размера частиц.
Согласно одному варианту осуществления настоящего изобретения, в качестве добавляемого катализатора гидрирования может быть перечислен любой катализатор, используемый в уровне техники для реакции гидрирования нитросоединения, и по меньшей мере один, выбранный из катализатора с наполнением на основе меди, катализатора с наполнением на основе никеля и катализатора с наполнением на основе благородного металла, особенно катализатор с наполнением на основе меди может быть особенно перечислен. Здесь для катализатора с наполнением на основе меди, медь, в общем, используется в качестве основного активного компонента, а подложка, в общем, представляет собой оксид алюминия или диоксид кремния.
Согласно одному варианту осуществления настоящего изобретения, средний диаметр частиц добавляемого катализатора гидрирования составляет обычно 5-150 мкм, предпочтительно 20-70 мкм. Здесь, например, средний диаметр частиц может быть получен путем анализа отобранных твердых частиц катализатора с помощью анализатора размера частиц.
Согласно одному варианту осуществления настоящего изобретения, в качестве катализатора гидрирования может быть перечислен любой катализатор, используемый в уровне техники для реакции гидрирования нитросоединения, и по меньшей мере один, выбранный из катализатора с наполнением на основе меди, катализатора с наполнением на основе никеля и катализатора с наполнением на основе благородного металла, особенно катализатор с наполнением на основе меди может быть особенно перечислен. Здесь для катализатора с наполнением на основе меди медь, в общем, используется в качестве основного активного компонента, а подложка, в общем, представляет собой оксид алюминия или диоксид кремния.
Согласно одному варианту осуществления настоящего изобретения, средний диаметр частиц катализатора гидрирования составляет в общем 30-800 мкм, предпочтительно 40-500 мкм или 50-600 мкм. Предпочтительно, в катализаторе гидрирования частицы катализатора, имеющие диаметр частиц менее 80 мкм, составляют не менее 2 вес. %, предпочтительно 5-15 вес. % всех частиц катализатора. Например, средний диаметр частиц может быть получен путем анализа отобранных твердых частиц катализатора с помощью анализатора размера частиц.
Согласно одному варианту осуществления настоящего изобретения, нитросоединение выбирается из по меньшей мере одного из соединений, представленных следующей формулой (1), предпочтительно нитробензола.

Согласно настоящему изобретению, в структурной формуле (1) R - дополнительно, при необходимости, замещенный C2-20 неразветвленный, разветвленный или циклический гидрокарбил, предпочтительно, при необходимости замещенный C4-20 циклический гидрокарбил, в частности, при необходимости замещенный C6-20-арил, в частности, при необходимости, замещенный фенил или фенил.
Согласно одному варианту осуществления настоящего изобретения, оно также относится к установке проведения реакции гидрирования нитросоединения, содержащей реактор гидрирования, реактор регенерации, реактор активации и блок рециркуляции. Здесь установка проведения реакции гидрирования, в частности, выполнена с возможностью осуществления способа проведения реакции гидрирования нитросоединения настоящего изобретения. Ввиду этого для содержаний или элементов, которые подробно не описаны ниже, могут быть непосредственно применены содержания или элементы, описанные раньше в настоящем описании для способа проведения реакции гидрирования нитросоединения, и подробности не будут представлены здесь. В дополнение, содержания или элементы, описанные ниже для установки проведения реакции гидрирования нитросоединения, также могут быть применены к способу проведения реакции гидрирования нитросоединения настоящего изобретения.
Согласно одному варианту осуществления настоящего изобретения, в качестве блока рециркуляции может быть перечислена подъемная труба.
Согласно одному варианту осуществления настоящего изобретения, реактор гидрирования сообщается с реактором регенерации через по меньшей мере один дегазатор отработанного катализатора по транспортировочным трубопроводам, реактор регенерации сообщается с реактором активации через по меньшей мере один дегазатор регенерированного катализатора по транспортировочным трубопроводам, реактор активации сообщается с блоком рециркуляции по транспортировочным трубопроводам или сообщается с блоком рециркуляции через по меньшей мере один дегазатор активированного катализатора по транспортировочным трубопроводам, блок рециркуляции сообщается с реактором гидрирования по транспортировочным трубопроводам.
Согласно одному варианту осуществления настоящего изобретения, запас твердых частиц (единица измерения - кг) реактора гидрирования : запас твердых частиц (единица измерения - кг) реактора регенерации : запас твердых частиц (единица измерения - кг) реактора активации = (10-200):(0,1-20):(0,1-20), предпочтительно запас твердых частиц (единица измерения - кг) реактора гидрирования : запас твердых частиц (единица измерения - кг) реактора регенерации : запас твердых частиц (единица измерения - кг) реактора активации = (20-100):(0,5-8):(0,5-8). Здесь запас твердых частиц может быть вычислен на основе перепада давления слоя (единица измерения - Па) и площади реактора (единица измерения - м2) в реакторе. Конкретно, например, если запас твердых частиц в реакторе гидрирования составляет 10-200 тонн, то запас твердых частиц в реактор регенерации и реакторе активации соответствует 0,1-20 тонн, или если запас твердых частиц в реакторе гидрирования составляет 20-100 тонн, то запас твердых частиц в реакторе регенерации и реакторе активации соответствует 0,5-8 тонн.
Согласно одному варианту осуществления настоящего изобретения, реактор гидрирования имеет высоту в общем 5-60 м, предпочтительно 10-30 м и диаметр в общем 0,5-12 м, предпочтительно 1-8 м.
Согласно одному варианту осуществления настоящего изобретения, реактор регенерации имеет высоту в общем 1-15 м, предпочтительно 3-6 м и диаметр в общем 0,1-3 м, предпочтительно 0,3-1 м.
Согласно одному варианту осуществления настоящего изобретения, реактор активации имеет высоту в общем 1-15 м, предпочтительно 3-6 м и диаметр в общем 0,1-3 м, предпочтительно 0,3-1 м.
Согласно одному варианту осуществления настоящего изобретения, внутренние диаметры вышеупомянутых транспортировочных трубопроводов составляют, идентичные или отличные друг от друга, каждый независимо 30-400 мм, предпочтительно 50-300 мм.
Согласно одному варианту осуществления настоящего изобретения, рабочие условия этапов дегазации или дегазаторов особенно не ограничены, и могут быть непосредственно применены рабочие условия, которые хорошо известны в уровне техники. Конкретно, например, рабочая температура составляет, обычно, 0-700°C, предпочтительно 80-400°C; рабочее давление составляет в общем 0-3 МПа (манометрическое давление), предпочтительно 0,01-1 МПа (манометрическое давление); приведенная скорость (абсолютное значение) составляет в общем 0,05-0,6 м/с, предпочтительно 0,1-0,4 м/с; дегазирующий агент представляет собой, как правило, газ или пары или пар, в частности, по меньшей мере один, выбранный из газообразного азота, водяных паров, диоксида углерода, метана и газообразного аргона, в особенности газообразный азот.
Согласно одному варианту осуществления настоящего изобретения, дегазаторы, используемые на этапах дегазации, или конструктивный стиль дегазаторов и т.п. отдельно не ограничены, могут быть непосредственно применены те, которые хорошо известны в уровне техники. Например, могут быть конкретно перечислены резервуары-дегазаторы, имеющие зигзагообразную отбойную перегородку или отбойную перегородку в виде дискового кольца. Эти резервуары-дегазаторы имеют эффективность дегазации в общем 80% или выше, предпочтительно 90% или выше, более предпочтительно 94% или выше.
Со ссылкой на фиг. 1 будут конкретно описаны способ реакции гидрирования нитросоединения и установка проведения реакции гидрирования. Конкретно, основное оборудование способа проведения реакции гидрирования нитросоединения и установки проведения реакции гидрирования содержит: реактор 3 с псевдоожиженным слоем, резервуар-дегазатор 12 для отработанного катализатора, реактор 13 регенерации, резервуар-дегазатор 16 для катализатора, подлежащего активации, реактор 19 активации и подъемную трубу 21, причем в реактор 3 с псевдоожиженным слоем включены реакционная зона 4 плотной фазы, расположенная в нижней секции, переходная зона 5 распыления частиц, расположенная в средней секции, и зона 7 разбавленной фазы, расположенная в верхней секции, резервуар-дегазатор 12 для отработанного катализатора сообщается с реактором 3 с псевдоожиженным слоем и реактором 13 регенерации соответственно, резервуар-дегазатор 16 для катализатора, подлежащего активации, сообщается с реактором 13 регенерации и реактором 19 активации соответственно, подъемная труба 21 сообщается с реактором 19 активации и реактором 3 с псевдоожиженным слоем соответственно. В реакторе 19 активации образовано загрузочное отверстие 22 для добавления мелкодисперсных частиц и загрузочное отверстие 23 для добавления свежего катализатора. Здесь в реакторе 3 с псевдоожиженным слоем установлены газораспределитель 2, теплообменная труба 11 и циклонный сепаратор 9.
Согласно одному варианту осуществления настоящего изобретения, в способе проведения реакции гидрирования нитросоединения и установки проведения реакции гидрирования парообразный нитробензол и газообразный водород в качестве сырья вводят в газовую камеру, затем в реактор 3 с псевдоожиженным слоем через газораспределитель 2 для проталкивания катализатора в реактор для псевдоожижения, затем они вступают в реакцию в реакционной зоне 4 плотной фазы для производства анилинового продукта, часть газообразной фазы образует пузырьки, распыление частиц происходит в верхней части реакционной зоны 4 плотной фазы для образования переходной зоны 5 распыления частиц, частицы попадают в зону 7 разбавленной фазы для разделения с помощью циклонного сепаратора 9 и возвращаются в реакционную зону 4 плотной фазы, сырой получаемый газ 8 вытекает из реактора 3 с псевдоожиженным слоем, и его отправляют в секцию последующего разделения. После частичного закоксовывания катализатора во время реакции закоксованный катализатор дегазируют в резервуар-дегазатор 12 для отработанного катализатора и вводят в реактор 13 регенерации, в который вводят кислород, катализатор регенерируют путем выжигания углерода. Регенерированный катализатор затем вводят в резервуар-дегазатор 16 для катализатора, подлежащего активации, и дегазируют и затем вводят в реактор 19 активации, смешивают с добавляемыми мелкодисперсными частицами в загрузочном отверстии 22 для добавления мелкодисперсных частиц, используемыми для оптимизации качества псевдоожижения в реакционной зоне 4 плотной фазы, и свежими катализаторами в загрузочном отверстии 23 для добавления свежего катализатора для восполнения потерь в реакторе 3 с псевдоожиженным слоем, вводят газообразный водород для осуществления активации и активированный катализатор вводят в подъемную трубу 21 и поднимают для возвращения в реактор 3 с псевдоожиженным слоем для продолжения катализа.
Примеры
Настоящее изобретение будет описано более подробно ниже на примерах и сравнительных примерах, но настоящее изобретение не ограничивается следующими примерами.
Пример 1
Использовали установку для получения анилина путем гидрирования нитробензола, который показан на фиг. 1, реактор с псевдоожиженным слоем имел диаметр 45 мм. Запас твердых частиц (единица измерения - кг) реактора гидрирования : запас твердых частиц (единица измерения - кг) реактора регенерации : запас твердых частиц (единица измерения - кг) реактора активации = 40:3:3. Высота (единица измерения - м) реактора гидрирования : высота (единица измерения - м) реактора регенерации : высота (единица измерения - м) реактора активации = 5:1:1. Диаметр (единица измерения - м) реактора гидрирования : диаметр (единица измерения - м) реактора регенерации : диаметр (единица измерения - м) реактора активации = 4:1:1.
Все средние массовые расходы для транспортировки по трубопроводам (A1-A6 и B1-B5) составляли 13 кг/ч и для объемных долей частиц для трубопроводов (C1-C6 и D1-D5) C1-C5 составляли 0,9%, C6 составляла 0,6%, D1-D5 составляли 1,2%. Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 100 мкм составляло 5%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведенная скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура регенерации составляла 410°C; условия проведения реакции в активаторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура активации составляла 220°C.
Отношение среднего массового расхода добавляемого катализатора гидрирования, транспортируемого к запасу катализатора гидрирования в реакторе гидрирования, составляло 0,00005 кг/ч, безразмерный диаметр частиц в реакторе с псевдоожиженным слоем был равен 10, безразмерная скорость газа в реакторе с псевдоожиженным слоем была равна 0,1, безразмерный диаметр частиц в регенераторе был равен 8, безразмерная скорость газа в регенераторе была равна 0,15, диаметр частиц в активаторе был равен 8, безразмерная скорость газа в активаторе была равна 0,15, значение стандартного отклонения пульсации давления в любой точке слоя реакционной зоны плотной фазы, поддерживаемой путем добавления мелкодисперсных частиц, составляло 500 Па.
Коэффициент расширения реакционной зоны плотной фазы (коэффициент расширения = высота реакционной зоны плотной фазы/высота неподвижного слоя, качество псевдоожижения в общем выражали в виде коэффициента расширения, в общем, чем больше был коэффициент расширения, тем лучше было качество псевдоожижения) был равен 1,64, максимальная разность температур в любой части в реакционной зоне составляла 7,1°C, содержание отложения углерода, когда время реакции составляло 90 минут при высокой объемной скорости, могли поддерживать равным не более 0,7%, и результаты были подробно представлены в Таблице 1.
Пример 2
Использовали установку для получения анилина путем гидрирования нитробензола, который показан на фиг. 1, реактор с псевдоожиженным слоем имел диаметр 45 мм. Запас твердых частиц (единица измерения - кг) реактора гидрирования : запас твердых частиц (единица измерения - кг) реактора регенерации : запас твердых частиц (единица измерения - кг) реактора активации = 40:3:3. Высота (единица измерения - м) реактора гидрирования : высота (единица измерения - м) реактора регенерации : высота (единица измерения - м) реактора активации = 5:1:1. Диаметр (единица измерения - м) реактора гидрирования : диаметр (единица измерения - м) реактора регенерации : диаметр (единица измерения - м) реактора активации = 4:1:1.
Все средние массовые расходы для транспортировки по трубопроводам (A1-A6 и B1-B5) составляли 13 кг/ч и для объемных долей частиц для трубопроводов (C1-C6 и D1-D5) C1-C5 составляли 0,9%, C6 составляла 0,6%, D1-D5 составляли 1,2%. Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 100 мкм составляло 5%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведенная скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура регенерации составляла 410°C; условия проведения реакции в активаторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура активации составляла 220°C.
Отношение среднего массового расхода добавляемого катализатора гидрирования, транспортируемого к запасу катализатора гидрирования в реакторе гидрирования, составляло 0,001 кг/ч, безразмерный диаметр частиц в реакторе с псевдоожиженным слоем был равен 10, безразмерная скорость газа в реакторе с псевдоожиженным слоем была равна 0,1, безразмерный диаметр частиц в регенераторе был равен 8, безразмерная скорость газа в регенераторе была равна 0,15, безразмерный диаметр частиц в активаторе был равен 8, безразмерная скорость газа в активаторе была равна 0,15, значение стандартного отклонения пульсации давления в любой точке слоя реакционной зоны плотной фазы, поддерживаемой путем добавления мелкодисперсных частиц, составляло 500 Па.
Коэффициент расширения реакционной зоны плотной фазы был равен 1,58, максимальная разность температур в любой части в реакционной зоне составляла 8,2°C, содержание отложения углерода, когда время реакции составляло 90 минут при высокой объемной скорости, могли поддерживать равным не более 0,51%, и результаты были подробно представлены в Таблице 1.
Пример 3
Использовали установку для получения анилина путем гидрирования нитробензола, который показан на фиг. 1, реактор с псевдоожиженным слоем имел диаметр 45 мм. Запас твердых частиц (единица измерения - кг) реактора гидрирования : запас твердых частиц (единица измерения - кг) реактора регенерации : запас твердых частиц (единица измерения - кг) реактора активации = 40:3:3. Высота (единица измерения - м) реактора гидрирования : высота (единица измерения - м) реактора регенерации : высота (единица измерения - м) реактора активации = 5:1:1. Диаметр (единица измерения - м) реактора гидрирования : диаметр (единица измерения - м) реактора регенерации : диаметр (единица измерения - м) реактора активации = 4:1:1.
Все средние массовые расходы для транспортировки по трубопроводам (A1-A6 и B1-B5) составляли 13 кг/ч и для объемных долей частиц для трубопроводов (C1-C6 и D1-D5) C1-C5 составляли 0,9%, C6 составляла 0,6%, D1-D5 составляли 1,2%. Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 100 мкм составляло 5%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведенная скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура регенерации составляла 410°C; условия проведения реакции в активаторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура активации составляла 220°C.
Отношение среднего массового расхода добавляемого катализатора гидрирования, транспортируемого к запасу катализатора гидрирования в реакторе гидрирования, составляло 0,00002 кг/ч, безразмерный диаметр частиц в реакторе с псевдоожиженным слоем был равен 10, безразмерная скорость газа в реакторе с псевдоожиженным слоем была равна 0,1, безразмерный диаметр частиц в регенераторе был равен 8, безразмерная скорость газа в регенераторе была равна 0,15, безразмерный диаметр частиц в активаторе был равен 8, безразмерная скорость газа в активаторе была равна 0,15, значение стандартного отклонения пульсации давления в любой точке слоя реакционной зоны плотной фазы, поддерживаемой путем добавления мелкодисперсных частиц, составляло 500 Па.
Коэффициент расширения реакционной зоны плотной фазы был равен 1,61, максимальная разность температур в любой части в реакционной зоне составляла 7,3°C, содержание отложения углерода, когда время реакции составляло 90 минут при высокой объемной скорости, могли поддерживать равным не более 0,55%, и результаты были подробно представлены в Таблице 1.
Пример 4
Использовали установку для получения анилина путем гидрирования нитробензола, который показан на фиг. 1, реактор с псевдоожиженным слоем имел диаметр 45 мм. Запас твердых частиц (единица измерения - кг) реактора гидрирования : запас твердых частиц (единица измерения - кг) реактора регенерации : запас твердых частиц (единица измерения - кг) реактора активации = 40:3:3. Высота (единица измерения - м) реактора гидрирования : высота (единица измерения - м) реактора регенерации : высота (единица измерения - м) реактора активации = 5:1:1. Диаметр (единица измерения - м) реактора гидрирования : диаметр (единица измерения - м) реактора регенерации : диаметр (единица измерения - м) реактора активации = 4:1:1.
Все средние массовые расходы для транспортировки по трубопроводам (A1-A6 и B1-B5) составляли 13 кг/ч и для объемных долей частиц для трубопроводов (C1-C6 и D1-D5) C1-C5 составляли 0,9%, C6 составляла 0,6%, D1-D5 составляли 1,2%. Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 100 мкм составляло 5%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведенная скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура регенерации составляла 410°C; условия проведения реакции в активаторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура активации составляла 220°C.
Отношение среднего массового расхода добавляемого катализатора гидрирования, транспортируемого к запасу катализатора гидрирования в реакторе гидрирования, составляло 0,00005 кг/ч, безразмерный диаметр частиц в реакторе с псевдоожиженным слоем был равен 60, безразмерная скорость газа в реакторе с псевдоожиженным слоем была равна 0,1, безразмерный диаметр частиц в регенераторе был равен 8, безразмерная скорость газа в регенераторе была равна 0,15, безразмерный диаметр частиц в активаторе был равен 8, безразмерная скорость газа в активаторе была равна 0,15, значение стандартного отклонения пульсации давления в любой точке слоя реакционной зоны плотной фазы, поддерживаемой путем добавления мелкодисперсных частиц, составляло 500 Па.
Коэффициент расширения реакционной зоны плотной фазы был равен 1,56, максимальная разность температур в любой части в реакционной зоне составляла 7,5°C, содержание отложения углерода, когда время реакции составляло 90 минут при высокой объемной скорости, могли поддерживать равным не более 0,58%, и результаты были подробно представлены в Таблице 1.
Пример 5
Использовали установку для получения анилина путем гидрирования нитробензола, который показан на фиг. 1, реактор с псевдоожиженным слоем имел диаметр 45 мм. Запас твердых частиц (единица измерения - кг) реактора гидрирования : запас твердых частиц (единица измерения - кг) реактора регенерации : запас твердых частиц (единица измерения - кг) реактора активации = 40:3:3. Высота (единица измерения - м) реактора гидрирования : высота (единица измерения - м) реактора регенерации : высота (единица измерения - м) реактора активации = 5:1:1. Диаметр (единица измерения - м) реактора гидрирования : диаметр (единица измерения - м) реактора регенерации : диаметр (единица измерения - м) реактора активации = 4:1:1.
Все средние массовые расходы для транспортировки по трубопроводам (A1-A6 и B1-B5) составляли 13 кг/ч и для объемных долей частиц для трубопроводов (C1-C6 и D1-D5) C1-C5 составляли 0,9%, C6 составляла 0,6%, D1-D5 составляли 1,2%. Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 100 мкм составляло 5%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведенная скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура регенерации составляла 410°C; условия проведения реакции в активаторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура активации составляла 220°C.
Отношение среднего массового расхода добавляемого катализатора гидрирования, транспортируемого к запасу катализатора гидрирования в реакторе гидрирования, составляло 0,00005 кг/ч, безразмерный диаметр частиц в реакторе с псевдоожиженным слоем был равен 1, безразмерная скорость газа в реакторе с псевдоожиженным слоем была равна 0,1, безразмерный диаметр частиц в регенераторе был равен 8, безразмерная скорость газа в регенераторе была равна 0,15, безразмерный диаметр частиц в активаторе был равен 8, безразмерная скорость газа в активаторе была равна 0,15, значение стандартного отклонения пульсации давления в любой точке слоя реакционной зоны плотной фазы, поддерживаемой путем добавления мелкодисперсных частиц, составляло 500 Па.
Коэффициент расширения реакционной зоны плотной фазы был равен 1,55, максимальная разность температур в любой части в реакционной зоне составляла 7,5°C, содержание отложения углерода, когда время реакции составляло 90 минут при высокой объемной скорости, могли поддерживать равным не более 0,76%, и результаты были подробно представлены в Таблице 1.
Пример 6
Использовали установку для получения анилина путем гидрирования нитробензола, который показан на фиг. 1, реактор с псевдоожиженным слоем имел диаметр 45 мм. Запас твердых частиц (единица измерения - кг) реактора гидрирования : запас твердых частиц (единица измерения - кг) реактора регенерации : запас твердых частиц (единица измерения - кг) реактора активации = 40:3:3. Высота (единица измерения - м) реактора гидрирования : высота (единица измерения - м) реактора регенерации : высота (единица измерения - м) реактора активации = 5:1:1. Диаметр (единица измерения - м) реактора гидрирования : диаметр (единица измерения - м) реактора регенерации : диаметр (единица измерения - м) реактора активации = 4:1:1.
Все средние массовые расходы для транспортировки по трубопроводам (A1-A6 и B1-B5) составляли 13 кг/ч и для объемных долей частиц для трубопроводов (C1-C6 и D1-D5) C1-C5 составляли 0,9%, C6 составляла 0,6%, D1-D5 составляли 1,2%. Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 100 мкм составляло 5%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведенная скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура регенерации составляла 410°C; условия проведения реакции в активаторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура активации составляла 220°C.
Отношение среднего массового расхода добавляемого катализатора гидрирования, транспортируемого к запасу катализатора гидрирования в реакторе гидрирования, составляло 0,00005 кг/ч, безразмерный диаметр частиц в реакторе с псевдоожиженным слоем был равен 10, безразмерная скорость газа в реакторе с псевдоожиженным слоем была равна 0,05, безразмерный диаметр частиц в регенераторе был равен 8, безразмерная скорость газа в регенераторе была равна 0,15, безразмерный диаметр частиц в активаторе был равен 8, безразмерная скорость газа в активаторе была равна 0,15, значение стандартного отклонения пульсации давления в любой точке слоя реакционной зоны плотной фазы, поддерживаемой путем добавления мелкодисперсных частиц, составляло 500 Па.
Коэффициент расширения реакционной зоны плотной фазы был равен 1,61, максимальная разность температур в любой части в реакционной зоне составляла 7,3°C, содержание отложения углерода, когда время реакции составляло 90 минут при высокой объемней скорости, могли поддерживать равным не более 0,72%, и результаты были подробно представлены в Таблице 2.
Пример 7
Использовали установку для получения анилина путем гидрирования нитробензола, который показан на фиг. 1, реактор с псевдоожиженным слоем имел диаметр 45 мм. Запас твердых частиц (единица измерения - кг) реактора гидрирования : запас твердых частиц (единица измерения - кг) реактора регенерации : запас твердых частиц (единица измерения - кг) реактора активации = 40:3:3. Высота (единица измерения - м) реактора гидрирования : высота (единица измерения - м) реактора регенерации : высота (единица измерения - м) реактора активации = 5:1:1. Диаметр (единица измерения - м) реактора гидрирования : диаметр (единица измерения - м) реактора регенерации : диаметр (единица измерения - м) реактора активации = 4:1:1.
Все средние массовые расходы для транспортировки по трубопроводам (A1-A6 и B1-B5) составляли 13 кг/ч и для объемных долей частиц для трубопроводов (C1-C6 и D1-D5) C1-C5 составляли 0,9%, C6 составляла 0,6%, D1-D5 составляли 1,2%. Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 100 мкм составляло 5%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведенная скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура регенерации составляла 410°C; условия проведения реакции в активаторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура активации составляла 220°C.
Отношение среднего массового расхода добавляемого катализатора гидрирования, транспортируемого к запасу катализатора гидрирования в реакторе гидрирования, составляло 0,00005 кг/ч, безразмерный диаметр частиц в реакторе с псевдоожиженным слоем был равен 10, безразмерная скорость газа в реакторе с псевдоожиженным слоем была равна 7, безразмерный диаметр частиц в регенераторе был равен 8, безразмерная скорость газа в регенераторе была равна 0,15, безразмерный диаметр частиц в активаторе был равен 8, безразмерная скорость газа в активаторе была равна 0,15, значение стандартного отклонения пульсации давления в любой точке слоя реакционной зоны плотной фазы, поддерживаемой путем добавления мелкодисперсных частиц, составляло 500 Па.
Коэффициент расширения реакционной зоны плотной фазы был равен 1,60, максимальная разность температур в любой части в реакционной зоне составляла 7,3°C, содержание отложения углерода, когда время реакции составляло 90 минут при высокой объемней скорости, могли поддерживать равным не более 0,72%, и результаты были подробно представлены в Таблице 2.
Пример 8
Использовали установку для получения анилина путем гидрирования нитробензола, который показан на фиг. 1, реактор с псевдоожиженным слоем имел диаметр 45 мм. Запас твердых частиц (единица измерения - кг) реактора гидрирования : запас твердых частиц (единица измерения - кг) реактора регенерации : запас твердых частиц (единица измерения - кг) реактора активации = 40:3:3. Высота (единица измерения - м) реактора гидрирования : высота (единица измерения - м) реактора регенерации : высота (единица измерения - м) реактора активации = 5:1:1. Диаметр (единица измерения - м) реактора гидрирования : диаметр (единица измерения - м) реактора регенерации : диаметр (единица измерения - м) реактора активации = 4:1:1.
Все средние массовые расходы для транспортировки по трубопроводам (A1-A6 и B1-B5) составляли 13 кг/ч и для объемных долей частиц для трубопроводов (C1-C6 и D1-D5) C1-C5 составляли 0,9%, C6 составляла 0,6%, D1-D5 составляли 1,2%. Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 100 мкм составляло 5%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведенная скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура регенерации составляла 410°C; условия проведения реакции в активаторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура активации составляла 220°C.
Отношение среднего массового расхода добавляемого катализатора гидрирования, транспортируемого к запасу катализатора гидрирования в реакторе гидрирования, составляло 0,00005 кг/ч, безразмерный диаметр частиц в реакторе с псевдоожиженным слоем был равен 10, безразмерная скорость газа в реакторе с псевдоожиженным слоем была равна 0,1, безразмерный диаметр частиц в регенераторе был равен 1, безразмерная скорость газа в регенераторе была равна 0,05, безразмерный диаметр частиц в активаторе был равен 8, безразмерная скорость газа в активаторе была равна 0,15, значение стандартного отклонения пульсации давления в любой точке слоя реакционной зоны плотной фазы, поддерживаемой путем добавления мелкодисперсных частиц, составляло 500 Па.
Коэффициент расширения реакционной зоны плотной фазы был равен 1,59, максимальная разность температур в любой части в реакционной зоне составляла 7,6°C, содержание отложения углерода, когда время реакции составляло 90 минут при высокой объемней скорости, могли поддерживать равным не более 0,74%, и результаты были подробно представлены в Таблице 2.
Пример 9
Использовали установку для получения анилина путем гидрирования нитробензола, который показан на фиг. 1, реактор с псевдоожиженным слоем имел диаметр 45 мм. Запас твердых частиц (единица измерения - кг) реактора гидрирования : запас твердых частиц (единица измерения - кг) реактора регенерации : запас твердых частиц (единица измерения - кг) реактора активации = 40:3:3. Высота (единица измерения - м) реактора гидрирования : высота (единица измерения - м) реактора регенерации : высота (единица измерения - м) реактора активации = 5:1:1. Диаметр (единица измерения - м) реактора гидрирования : диаметр (единица измерения - м) реактора регенерации : диаметр (единица измерения - м) реактора активации = 4:1:1.
Все средние массовые расходы для транспортировки по трубопроводам (A1-A6 и B1-B5) составляли 13 кг/ч и для объемных долей частиц для трубопроводов (C1-C6 и D1-D5) C1-C5 составляли 0,9%, C6 составляла 0,6%, D1-D5 составляли 1,2%. Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 100 мкм составляло 5%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведенная скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура регенерации составляла 410°C; условия проведения реакции в активаторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура активации составляла 220°C.
Отношение среднего массового расхода добавляемого катализатора гидрирования, транспортируемого к запасу катализатора гидрирования в реакторе гидрирования, составляло 0,00005 кг/ч, безразмерный диаметр частиц в реакторе с псевдоожиженным слоем был равен 10, безразмерная скорость газа в реакторе с псевдоожиженным слоем была равна 0,1, безразмерный диаметр частиц в регенераторе был равен 36, безразмерная скорость газа в регенераторе была равна 5, безразмерный диаметр частиц в активаторе был равен 8, безразмерная скорость газа в активаторе была равна 0,15, значение стандартного отклонения пульсации давления в любой точке слоя реакционной зоны плотной фазы, поддерживаемой путем добавления мелкодисперсных частиц, составляло 500 Па.
Коэффициент расширения реакционной зоны плотной фазы был равен 1,54, максимальная разность температур в любой части в реакционной зоне составляла 8,0°C, содержание отложения углерода, когда время реакции составляло 90 минут при высокой объемней скорости, могли поддерживать равным не более 0,8%, и результаты были подробно представлены в Таблице 2.
Пример 10
Использовали установку для получения анилина путем гидрирования нитробензола, который показан на фиг. 1, реактор с псевдоожиженным слоем имел диаметр 45 мм. Запас твердых частиц (единица измерения - кг) реактора гидрирования : запас твердых частиц (единица измерения - кг) реактора регенерации : запас твердых частиц (единица измерения - кг) реактора активации = 40:3:3. Высота (единица измерения - м) реактора гидрирования : высота (единица измерения - м) реактора регенерации : высота (единица измерения - м) реактора активации = 5:1:1. Диаметр (единица измерения - м) реактора гидрирования : диаметр (единица измерения - м) реактора регенерации : диаметр (единица измерения - м) реактора активации = 4:1:1.
Все средние массовые расходы для транспортировки по трубопроводам (A1-A6 и B1-B5) составляли 13 кг/ч и для объемных долей частиц для трубопроводов (C1-C6 и D1-D5) C1-C5 составляли 0,9%, C6 составляла 0,6%, D1-D5 составляли 1,2%. Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 100 мкм составляло 5%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведенная скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура регенерации составляла 410°C; условия проведения реакции в активаторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура активации составляла 220°C.
Отношение среднего массового расхода добавляемого катализатора гидрирования, транспортируемого к запасу катализатора гидрирования в реакторе гидрирования, составляло 0,00005 кг/ч, безразмерный диаметр частиц в реакторе с псевдоожиженным слоем был равен 10, безразмерная скорость газа в реакторе с псевдоожиженным слоем была равна 0,1, безразмерный диаметр частиц в регенераторе был равен 8, безразмерная скорость газа в регенераторе была равна 0,15, безразмерный диаметр частиц в активаторе был равен 1, безразмерная скорость газа в активаторе была равна 0,05, значение стандартного отклонения пульсации давления в любой точке слоя реакционной зоны плотной фазы, поддерживаемой путем добавления мелкодисперсных частиц, составляло 500 Па.
Коэффициент расширения реакционной зоны плотной фазы был равен 1,59, максимальная разность температур в любой части в реакционной зоне составляла 7,6°C, содержание отложения углерода, когда время реакции составляло 90 минут при высокой объемной скорости, могли поддерживать равным не более 0,76%, и результаты были подробно представлены в Таблице 2.
Пример 11
Использовали установку для получения анилина путем гидрирования нитробензола, который показан на фиг. 1, реактор с псевдоожиженным слоем имел диаметр 45 мм. Запас твердых частиц (единица измерения - кг) реактора гидрирования : запас твердых частиц (единица измерения - кг) реактора регенерации : запас твердых частиц (единица измерения - кг) реактора активации = 40:3:3. Высота (единица измерения - м) реактора гидрирования : высота (единица измерения - м) реактора регенерации : высота (единица измерения - м) реактора активации = 5:1:1. Диаметр (единица измерения - м) реактора гидрирования : диаметр (единица измерения - м) реактора регенерации : диаметр (единица измерения - м) реактора активации = 4:1:1.
Все средние массовые расходы для транспортировки по трубопроводам (A1-A6 и B1-B5) составляли 13 кг/ч и для объемных долей частиц для трубопроводов (C1-C6 и D1-D5) C1-C5 составляли 0,9%, C6 составляла 0,6%, D1-D5 составляли 1,2%. Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 100 мкм составляло 5%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведенная скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура регенерации составляла 410°C; условия проведения реакции в активаторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура активации составляла 220°C.
Отношение среднего массового расхода добавляемого катализатора гидрирования, транспортируемого к запасу катализатора гидрирования в реакторе гидрирования, составляло 0,00005 кг/ч, безразмерный диаметр частиц в реакторе с псевдоожиженным слоем был равен 10, безразмерная скорость газа в реакторе с псевдоожиженным слоем была равна 0,1, безразмерный диаметр частиц в регенераторе был равен 8, безразмерная скорость газа в регенераторе была равна 0,15, безразмерный диаметр частиц в активаторе был равен 25, безразмерная скорость газа в активаторе была равна 5, значение стандартного отклонения пульсации давления в любой точке слоя реакционной зоны плотной фазы, поддерживаемой путем добавления мелкодисперсных частиц, составляло 500 Па.
Коэффициент расширения реакционной зоны плотной фазы был равен 1,60, максимальная разность температур в любой части в реакционной зоне составляла 7,4°C, содержание отложения углерода, когда время реакции составляло 90 минут при высокой объемной скорости, могли поддерживать равным не более 0,75%, и результаты были подробно представлены в Таблице 3.
Пример 12
Использовали установку для получения анилина путем гидрирования нитробензола, который показан на фиг. 1, реактор с псевдоожиженным слоем имел диаметр 45 мм. Запас твердых частиц (единица измерения - кг) реактора гидрирования : запас твердых частиц (единица измерения - кг) реактора регенерации : запас твердых частиц (единица измерения - кг) реактора активации = 40:3:3. Высота (единица измерения - м) реактора гидрирования : высота (единица измерения - м) реактора регенерации : высота (единица измерения - м) реактора активации = 5:1:1. Диаметр (единица измерения - м) реактора гидрирования : диаметр (единица измерения - м) реактора регенерации : диаметр (единица измерения - м) реактора активации = 4:1:1.
Все средние массовые расходы для транспортировки по трубопроводам (A1-A6 и B1-B5) составляли 13 кг/ч и для объемных долей частиц для трубопроводов (C1-C6 и D1-D5) C1-C5 составляли 0,9%, C6 составляла 0,6%, D1-D5 составляли 1,2%. Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 100 мкм составляло 5%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведенная скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура регенерации составляла 410°C; условия проведения реакции в активаторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура активации составляла 220°C.
Отношение среднего массового расхода добавляемого катализатора гидрирования, транспортируемого к запасу катализатора гидрирования в реакторе гидрирования, составляло 0,00005 кг/ч, безразмерный диаметр частиц в реакторе с псевдоожиженным слоем был равен 10, безразмерная скорость газа в реакторе с псевдоожиженным слоем была равна 0,1, безразмерный диаметр частиц в регенераторе был равен 8, безразмерная скорость газа в регенераторе была равна 0,15, безразмерный диаметр частиц в активаторе был равен 8, безразмерная скорость газа в активаторе была равна 0,15, значение стандартного отклонения пульсации давления в любой точке слоя реакционной зоны плотной фазы, поддерживаемой путем добавления мелкодисперсных частиц, составляло 700 Па.
Коэффициент расширения реакционной зоны плотной фазы был равен 1,62, максимальная разность температур в любой части в реакционной зоне составляла 7,2°C, содержание отложения углерода, когда время реакции составляло 90 минут при высокой объемной скорости, могли поддерживать равным не более 0,7%, и результаты были подробно представлены в Таблице 3.
Пример 13
Использовали установку для получения анилина путем гидрирования нитробензола, который показан на фиг. 1, реактор с псевдоожиженным слоем имел диаметр 45 мм. Запас твердых частиц (единица измерения - кг) реактора гидрирования : запас твердых частиц (единица измерения - кг) реактора регенерации : запас твердых частиц (единица измерения - кг) реактора активации = 40:3:3. Высота (единица измерения - м) реактора гидрирования : высота (единица измерения - м) реактора регенерации : высота (единица измерения - м) реактора активации = 5:1:1. Диаметр (единица измерения - м) реактора гидрирования : диаметр (единица измерения - м) реактора регенерации : диаметр (единица измерения - м) реактора активации = 4:1:1.
Все средние массовые расходы для транспортировки по трубопроводам (A1-A6 и B1-B5) составляли 13 кг/ч и для объемных долей частиц для трубопроводов (C1-C6 и D1-D5) C1-C5 составляли 0,9%, C6 составляла 0,6%, D1-D5 составляли 1,2%. Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 100 мкм составляло 5%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведенная скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура регенерации составляла 410°C; условия проведения реакции в активаторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура активации составляла 220°C.
Отношение среднего массового расхода добавляемого катализатора гидрирования, транспортируемого к запасу катализатора гидрирования в реакторе гидрирования, составляло 0,00005 кг/ч, безразмерный диаметр частиц в реакторе с псевдоожиженным слоем был равен 10, безразмерная скорость газа в реакторе с псевдоожиженным слоем была равна 0,1, безразмерный диаметр частиц в регенераторе был равен 8, безразмерная скорость газа в регенераторе была равна 0,15, безразмерный диаметр частиц в активаторе был равен 8, безразмерная скорость газа в активаторе была равна 0,15, значение стандартного отклонения пульсации давления в любой точке слоя реакционной зоны плотной фазы, поддерживаемой путем добавления мелкодисперсных частиц, составляло 1500 Па.
Коэффициент расширения реакционной зоны плотной фазы был равен 1,52, максимальная разность температур в любой части в реакционной зоне составляла 10,5°C, содержание отложения углерода, когда время реакции составляло 90 минут при высокой объемной скорости, могли поддерживать равным не более 0,7%, и результаты были подробно представлены в Таблице 3.
Пример 14
Использовали установку для получения анилина путем гидрирования нитробензола, который показан на фиг. 1, реактор с псевдоожиженным слоем имел диаметр 45 мм. Запас твердых частиц (единица измерения - кг) реактора гидрирования : запас твердых частиц (единица измерения - кг) реактора регенерации : запас твердых частиц (единица измерения - кг) реактора активации = 40:3:3. Высота (единица измерения - м) реактора гидрирования : высота (единица измерения - м) реактора регенерации : высота (единица измерения - м) реактора активации = 5:1:1. Диаметр (единица измерения - м) реактора гидрирования : диаметр (единица измерения - м) реактора регенерации : диаметр (единица измерения - м) реактора активации = 4:1:1.
Все средние массовые расходы для транспортировки по трубопроводам (A1-A6 и B1-B5) составляли 7 кг/ч и для объемных долей частиц для трубопроводов (C1-C6 и D1-D5) C1-C5 составляли 0,83%, C6 составляла 0,55%, D1-D5 составляли 1,06%. Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 100 мкм составляло 5%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведенная скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура регенерации составляла 410°C; условия проведения реакции в активаторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура активации составляла 220°C.
Отношение среднего массового расхода добавляемого катализатора гидрирования, транспортируемого к запасу катализатора гидрирования в реакторе гидрирования, составляло 0,00005 кг/ч, безразмерный диаметр частиц в реакторе с псевдоожиженным слоем был равен 10, безразмерная скорость газа в реакторе с псевдоожиженным слоем была равна 0,1, безразмерный диаметр частиц в регенераторе был равен 8, безразмерная скорость газа в регенераторе была равна 0,15, безразмерный диаметр частиц в активаторе был равен 8, безразмерная скорость газа в активаторе была равна 0,15, значение стандартного отклонения пульсации давления в любой точке слоя реакционной зоны плотной фазы, поддерживаемой путем добавления мелкодисперсных частиц, составляло 500 Па.
Коэффициент расширения реакционной зоны плотной фазы (коэффициент расширения = высота реакционной зоны плотной фазы/высота неподвижного слоя, качество псевдоожижения в общем выражали в виде коэффициента расширения, в общем, чем больше был коэффициент расширения, тем лучше было качество псевдоожижения) был равен 1,62, максимальная разность температур в любой части в реакционной зоне составляла 7,2°C, содержание отложения углерода, когда время реакции составляло 90 минут при высокой объемной скорости, могли поддерживать равным не более 0,93%, и результаты были подробно представлены в Таблице 3.
Пример 15
Использовали установку для получения анилина путем гидрирования нитробензола, который показан на фиг. 1, реактор с псевдоожиженным слоем имел диаметр 45 мм. Запас твердых частиц (единица измерения - кг) реактора гидрирования : запас твердых частиц (единица измерения - кг) реактора регенерации : запас твердых частиц (единица измерения - кг) реактора активации = 40:3:3. Высота (единица измерения - м) реактора гидрирования : высота (единица измерения - м) реактора регенерации : высота (единица измерения - м) реактора активации = 5:1:1. Диаметр (единица измерения - м) реактора гидрирования : диаметр (единица измерения - м) реактора регенерации : диаметр (единица измерения - м) реактора активации = 4:1:1.
Все средние массовые расходы для транспортировки по трубопроводам (A1-A6 и B1-B5) были равны 26 кг/ч и для объемных долей частиц для трубопроводов (C1-C6 и D1-D5) C1-C5 составляли 1,1%, C6 составляла 0,7%, D1-D5 составляли 1,5%. Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 100 мкм составляло 5%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведенная скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура регенерации составляла 410°C; условия проведения реакции в активаторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура активации составляла 220°C.
Отношение среднего массового расхода добавляемого катализатора гидрирования, транспортируемого к запасу катализатора гидрирования в реакторе гидрирования, составляло 0,00005 кг/ч, безразмерный диаметр частиц в реакторе с псевдоожиженным слоем был равен 10, безразмерная скорость газа в реакторе с псевдоожиженным слоем была равна 0,1, безразмерный диаметр частиц в регенераторе был равен 8, безразмерная скорость газа в регенераторе была равна 0,15, безразмерный диаметр частиц в активаторе был равен 8, безразмерная скорость газа в активаторе была равна 0,15, значение стандартного отклонения пульсации давления в любой точке слоя реакционной зоны плотной фазы, поддерживаемой путем добавления мелкодисперсных частиц, составляло 500 Па.
Коэффициент расширения реакционной зоны плотной фазы (коэффициент расширения = высота реакционной зоны плотной фазы/высота неподвижного слоя, качество псевдоожижения в общем выражали в виде коэффициента расширения, в общем, чем больше был коэффициент расширения, тем лучше было качество псевдоожижения) был равен 1,67, максимальная разность температур в любой части в реакционной зоне составляла 6,9°C, содержание отложения углерода, когда время реакции составляло 90 минут при высокой объемной скорости, могли поддерживать равным не более 0,47%, и результаты были подробно представлены в Таблице 3.
Пример 16
Использовали установку для получения анилина путем гидрирования нитробензола, который показан на фиг. 1, реактор с псевдоожиженным слоем имел диаметр 45 мм. Запас твердых частиц (единица измерения - кг) реактора гидрирования : запас твердых частиц (единица измерения - кг) реактора регенерации : запас твердых частиц (единица измерения - кг) реактора активации = 30:1:1. Высота (единица измерения - м) реактора гидрирования : высота (единица измерения - м) реактора регенерации : высота (единица измерения - м) реактора активации = 5:1:1. Диаметр (единица измерения - м) реактора гидрирования : диаметр (единица измерения - м) реактора регенерации : диаметр (единица измерения - м) реактора активации = 4:1:1.
Все средние массовые расходы для транспортировки по трубопроводам (A1-A6 и B1-B5) составляли 13 кг/ч и для объемных долей частиц для трубопроводов (C1-C6 и D1-D5) C1-C5 составляли 0,9%, C6 составляла 0,6%, D1-D5 составляли 1,2%. Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 100 мкм составляло 5%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведенная скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура регенерации составляла 410°C; условия проведения реакции в активаторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура активации составляла 220°C.
Отношение среднего массового расхода добавляемого катализатора гидрирования, транспортируемого к запасу катализатора гидрирования в реакторе гидрирования, составляло 0,00005 кг/ч, безразмерный диаметр частиц в реакторе с псевдоожиженным слоем был равен 10, безразмерная скорость газа в реакторе с псевдоожиженным слоем была равна 0,1, безразмерный диаметр частиц в регенераторе был равен 8, безразмерная скорость газа в регенераторе была равна 0,15, безразмерный диаметр частиц в активаторе был равен 8, безразмерная скорость газа в активаторе была равна 0,15, значение стандартного отклонения пульсации давления в любой точке слоя реакционной зоны плотной фазы, поддерживаемой путем добавления мелкодисперсных частиц, составляло 500 Па.
Коэффициент расширения реакционной зоны плотной фазы (коэффициент расширения = высота реакционной зоны плотной фазы/высота неподвижного слоя, качество псевдоожижения в общем выражали в виде коэффициента расширения, в общем, чем больше был коэффициент расширения, тем лучше было качество псевдоожижения) был равен 1,62, максимальная разность температур в любой части в реакционной зоне составляла 7,2°C, содержание отложения углерода, когда время реакции составляло 90 минут при высокой объемной скорости, могли поддерживать равным не более 0,7%, и результаты были подробно представлены в Таблице 4.
Пример 17
Использовали установку для получения анилина путем гидрирования нитробензола, который показан на фиг. 1, реактор с псевдоожиженным слоем имел диаметр 45 мм. Запас твердых частиц (единица измерения - кг) реактора гидрирования : запас твердых частиц (единица измерения - кг) реактора регенерации : запас твердых частиц (единица измерения - кг) реактора активации = 40:3:3. Высота (единица измерения - м) реактора гидрирования : высота (единица измерения - м) реактора регенерации : высота (единица измерения - м) реактора активации = 2:1:1. Диаметр (единица измерения - м) реактора гидрирования : диаметр (единица измерения - м) реактора регенерации : диаметр (единица измерения - м) реактора активации = 4:1:1.
Все средние массовые расходы для транспортировки по трубопроводам (A1-A6 и B1-B5) составляли 13 кг/ч и для объемных долей частиц для трубопроводов (C1-C6 и D1-D5) C1-C5 составляли 0,9%, C6 составляла 0,6%, D1-D5 составляли 1,2%. Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 100 мкм составляло 5%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведенная скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура регенерации составляла 410°C; условия проведения реакции в активаторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура активации составляла 220°C.
Отношение среднего массового расхода добавляемого катализатора гидрирования, транспортируемого к запасу катализатора гидрирования в реакторе гидрирования, составляло 0,00005 кг/ч, безразмерный диаметр частиц в реакторе с псевдоожиженным слоем был равен 10, безразмерная скорость газа в реакторе с псевдоожиженным слоем была равна 0,1, безразмерный диаметр частиц в регенераторе был равен 8, безразмерная скорость газа в регенераторе была равна 0,15, безразмерный диаметр частиц в активаторе был равен 8, безразмерная скорость газа в активаторе была равна 0,15, значение стандартного отклонения пульсации давления в любой точке слоя реакционной зоны плотной фазы, поддерживаемой путем добавления мелкодисперсных частиц, составляло 500 Па.
Коэффициент расширения реакционной зоны плотной фазы (коэффициент расширения = высота реакционной зоны плотной фазы/высота неподвижного слоя, качество псевдоожижения в общем выражали в виде коэффициента расширения, в общем, чем больше был коэффициент расширения, тем лучше было качество псевдоожижения) был равен 1,64, максимальная разность температур в любой части в реакционной зоне составляла 7,2°C, содержание отложения углерода, когда время реакции составляло 90 минут при высокой объемной скорости, могли поддерживать равным не более 0,7%, и результаты были подробно представлены в Таблице 4.
Пример 18
Использовали установку для получения анилина путем гидрирования нитробензола, который показан на фиг. 1, реактор с псевдоожиженным слоем имел диаметр 45 мм. Запас твердых частиц (единица измерения - кг) реактора гидрирования : запас твердых частиц (единица измерения - кг) реактора регенерации : запас твердых частиц (единица измерения - кг) реактора активации = 40:3:3. Высота (единица измерения - м) реактора гидрирования : высота (единица измерения - м) реактора регенерации : высота (единица измерения - м) реактора активации = 5:1:1. Диаметр (единица измерения - м) реактора гидрирования : диаметр (единица измерения - м) реактора регенерации : диаметр (единица измерения - м) реактора активации = 6:1:1.
Все средние массовые расходы для транспортировки по трубопроводам (A1-A6 и B1-B5) составляли 13 кг/ч и для объемных долей частиц для трубопроводов (C1-C6 и D1-D5) C1-C5 составляли 0,9%, C6 составляла 0,6%, D1-D5 составляли 1,2%. Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 100 мкм составляло 5%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведенная скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура регенерации составляла 410°C; условия проведения реакции в активаторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура активации составляла 220°C.
Отношение среднего массового расхода добавляемого катализатора гидрирования, транспортируемого к запасу катализатора гидрирования в реакторе гидрирования, составляло 0,00005 кг/ч, безразмерный диаметр частиц в реакторе с псевдоожиженным слоем был равен 10, безразмерная скорость газа в реакторе с псевдоожиженным слоем была равна 0,1, безразмерный диаметр частиц в регенераторе был равен 8, безразмерная скорость газа в регенераторе была равна 0,15, безразмерный диаметр частиц в активаторе был равен 8, безразмерная скорость газа в активаторе была равна 0,15, значение стандартного отклонения пульсации давления в любой точке слоя реакционной зоны плотной фазы, поддерживаемой путем добавления мелкодисперсных частиц, составляло 500 Па.
Коэффициент расширения реакционной зоны плотной фазы (коэффициент расширения = высота реакционной зоны плотной фазы/высота неподвижного слоя, качество псевдоожижения в общем выражали в виде коэффициента расширения, в общем, чем больше был коэффициент расширения, тем лучше было качество псевдоожижения) был равен 1,66, максимальная разность температур в любой части в реакционной зоне составляла 7,0°C, содержание отложения углерода, когда время реакции составляло 90 минут при высокой объемной скорости, могли поддерживать равным не более 0,73%, и результаты были подробно представлены в Таблице 1.
Сравнительный пример 1
Использовали установку для получения анилина путем гидрирования нитробензола, который показан на фиг. 1, реактор с псевдоожиженным слоем имел диаметр 45 мм. Запас твердых частиц (единица измерения - кг) реактора гидрирования : запас твердых частиц (единица измерения - кг) реактора регенерации : запас твердых частиц (единица измерения - кг) реактора активации = 40:3:3. Высота (единица измерения - м) реактора гидрирования : высота (единица измерения - м) реактора регенерации : высота (единица измерения - м) реактора активации = 5:1:1. Диаметр (единица измерения - м) реактора гидрирования : диаметр (единица измерения - м) реактора регенерации : диаметр (единица измерения - м) реактора активации = 4:1:1.
Все средние массовые расходы для транспортировки по трубопроводам (A1-A6 и B1-B5) были равны 7 кг/ч, и для объемных долей частиц для трубопроводов (C1-C6 и D1-D5) C1-C5 составляли 0,83%, C6 составляла 0,55%, D1-D5 составляли 1,06%. Катализатор представлял собой наполненный металлом катализатор c медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 100 мкм составляло 5%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведенная скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа. Условия проведения реакции в регенераторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура регенерации составляла 410°C; условия проведения реакции в активаторе были следующими: приведенная скорость газа составляла 0,3 м/с, средняя температура активации составляла 220°C.
Отношение среднего массового расхода добавляемого катализатора гидрирования, транспортируемого к запасу катализатора гидрирования в реакторе гидрирования, составляло 0,00005 кг/ч, безразмерный диаметр частиц в реакторе с псевдоожиженным слоем был равен 10, безразмерная скорость газа в реакторе с псевдоожиженным слоем была равна 0,1, безразмерный диаметр частиц в регенераторе был равен 8, безразмерная скорость газа в регенераторе была равна 0,15, безразмерный диаметр частиц в активаторе был равен 8, безразмерная скорость газа в активаторе была равна 0,15, добавлением катализатора из мелкодисперсных частиц управляли не согласно пульсации давления в реакционной зоне плотной фазе.
Коэффициент расширения реакционной зоны плотной фазы был равен 1,46, максимальная разность температур в любой части в реакционной зоне составляла 13,8°C, содержание отложения углерода, когда время реакции составляло 90 минут при высокой объемной скорости, могли поддерживать равным не более 0,7%, и результаты были подробно представлены в Таблице 4.
Сравнительный пример 2
Использовали известный реактор с псевдоожиженным слоем установки для получения анилина путем гидрирования нитробензола без регенератора и активатора, и добавлением катализатора из мелкодисперсных частиц управляли не согласно пульсации давления в реакционной зоне плотной фазе. Реактор с псевдоожиженным слоем имел диаметр 45 мм. Использованный катализатор представлял собой наполненный металлом катализатор с медью в качестве основного активного компонента, подложка представляла собой диоксид кремния, катализатор имел средний диаметр частиц 400 мкм, а содержание частиц менее 100 мкм составляло 5%. Условия проведения реакции в реакторе с псевдоожиженным слоем были следующими: приведенная скорость газа составляла 0,4 м/с, молярное отношение газообразного водорода к нитробензолу было равно 11, среднюю температуру реакции в реакционной зоне плотной фазы поддерживали на 240°C, давление реакции в реакционной зоне плотной фазы составляло 0,1 МПа.
Коэффициент расширения реакционной зоны плотной фазы был равен 1,38, максимальная разность температур в любой части в реакционной зоне составляла 15,9°C, и результаты были подробно представлены в Таблице 4.
Очевидно, что установка и способ настоящего изобретения могут решать проблемы, такие как плохое качество псевдоожижения крупных частиц в технологии гидрирования нитробензола с псевдоожиженным слоем для получения анилина, неравномерное распределение температуры в реакционной зоне, склонность катализаторов к закоксовыванию и дезактивации, сложность в длительном цикле, необходимость добавления катализатора и т.п., и могут быть использованы в промышленном цикле для гидрирования нитробензола для получения анилина.
Таблица 1
Таблица 1 (продолжение)
Таблица 2
Таблица 2 (продолжение)
Таблица 3
Таблица 3 (продолжение)
Таблица 4
Таблица 4 (продолжение)
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАМЕЩЕНИЯ ГАЗА, АППАРАТ ДЛЯ ЗАМЕЩЕНИЯ ГАЗА И СПОСОБ ПРОВЕДЕНИЯ РЕАКЦИИ ГИДРИРОВАНИЯ НИТРОСОЕДИНЕНИЯ | 2019 |
|
RU2805504C2 |
| ЭЛЕМЕНТ В ВИДЕ ДВУХ ТРАПЕЦИЙ, УСТАНОВКА С ПСЕВДООЖИЖЕННЫМ СЛОЕМ И СПОСОБ ПРОВЕДЕНИЯ РЕАКЦИИ ГИДРИРОВАНИЯ НИТРОСОЕДИНЕНИЯ | 2019 |
|
RU2802870C2 |
| СПОСОБ ПОЛУЧЕНИЯ АРОМАТИЧЕСКИХ АМИНОВ ПУТЕМ ГАЗОФАЗНОГО ГИДРИРОВАНИЯ | 1997 |
|
RU2200150C2 |
| УСТРОЙСТВО ДЛЯ РЕГЕНЕРАЦИИ, УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ НИЗКОУГЛЕРОДИСТЫХ ОЛЕФИНОВ И ИХ ПРИМЕНЕНИЕ | 2020 |
|
RU2815512C1 |
| РЕГЕНЕРАТОР С ПСЕВДООЖИЖЕННЫМ СЛОЕМ, УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ НИЗКОУГЛЕРОДИСТЫХ ОЛЕФИНОВ И ИХ ПРИМЕНЕНИЕ | 2020 |
|
RU2807509C1 |
| АППАРАТ ДЛЯ ПРОВЕДЕНИЯ КАТАЛИТИЧЕСКИХ РЕАКЦИЙ В ПСЕВДООЖИЖЕННОМ СЛОЕ | 1994 |
|
RU2107540C1 |
| СПОСОБ КАТАЛИТИЧЕСКОГО ОСУЩЕСТВЛЕНИЯ МНОГОФАЗНЫХ РЕАКЦИЙ, В ОСОБЕННОСТИ РЕАКЦИЙ ГИДРОФОРМИЛИРОВАНИЯ | 2000 |
|
RU2266894C2 |
| Способ дегидрогенизации псевдоожиженного слоя материала для производства лёгких олефинов и устройство для его осуществления | 2021 |
|
RU2790056C1 |
| РЕАКТОР С ПСЕВДООЖИЖЕННЫМ СЛОЕМ, УСТРОЙСТВО И СПОСОБ ПОЛУЧЕНИЯ НИЗКОУГЛЕРОДИСТЫХ ОЛЕФИНОВ ИЗ КИСЛОРОДСОДЕРЖАЩЕГО СОЕДИНЕНИЯ | 2020 |
|
RU2806760C1 |
| СПОСОБ ПОЛУЧЕНИЯ АМИНОВ ПУТЕМ ГИДРИРОВАНИЯ НИТРИЛЬНЫХ СОЕДИНЕНИЙ | 2008 |
|
RU2470010C2 |
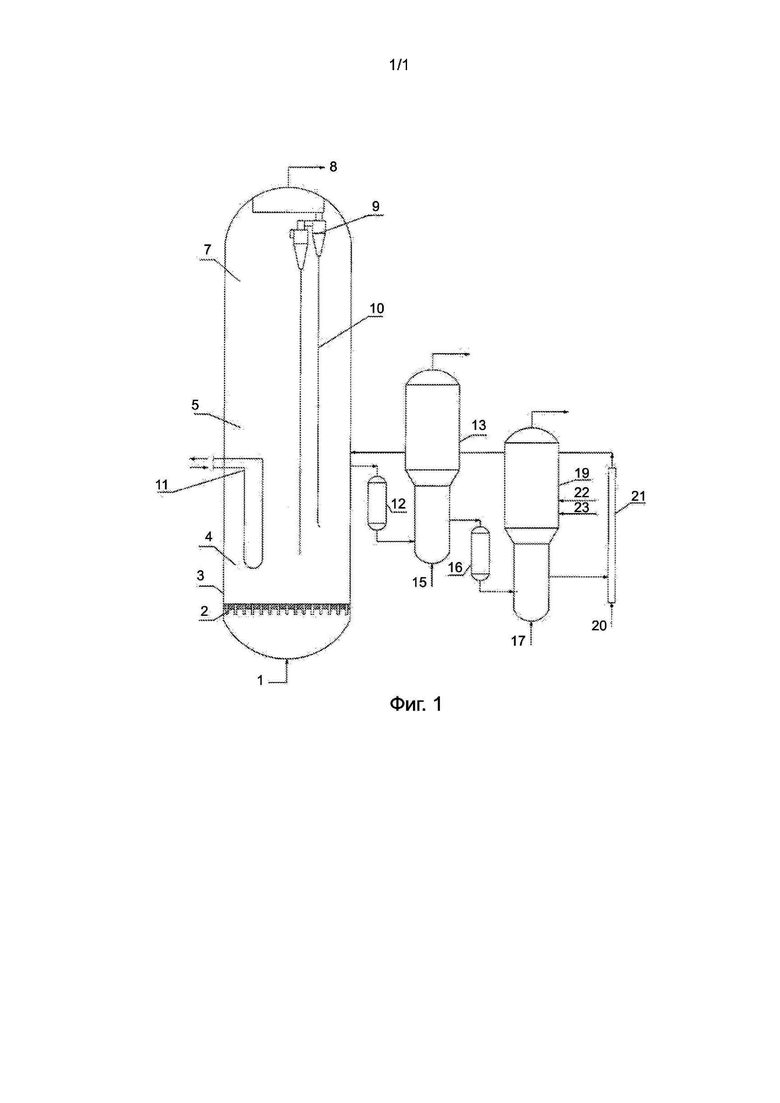
Группа изобретений относится к способу реакции гидрирования нитросоединения и установке проведения реакции гидрирования, которые могут достигать задач непрерывной реакции нитросоединения и длительного цикла регенерации и активации. Способ проведения реакции гидрирования нитросоединения включает в себя этап гидрирования, этап регенерации, этап активации и этап рециркуляции. В зависимости от обстоятельств имеется по меньшей мере один этап, на котором дегазируют регенерированный катализатор, между этапом регенерации и этапом активации. Также заявлена установка проведения реакции гидрирования нитросоединения, применяемая в способе проведения реакции гидрирования нитросоединения, содержащая реактор гидрирования, реактор регенерации, реактор активации и блок рециркуляции. Группа изобретений обеспечивает непрерывную регенерацию и активацию закоксованного катализатора, стабильный цикл производства, реализуемый путем целенаправленного добавления катализатора. 2 н. и 19 з.п. ф-лы, 4 табл., 18 пр., 1 ил.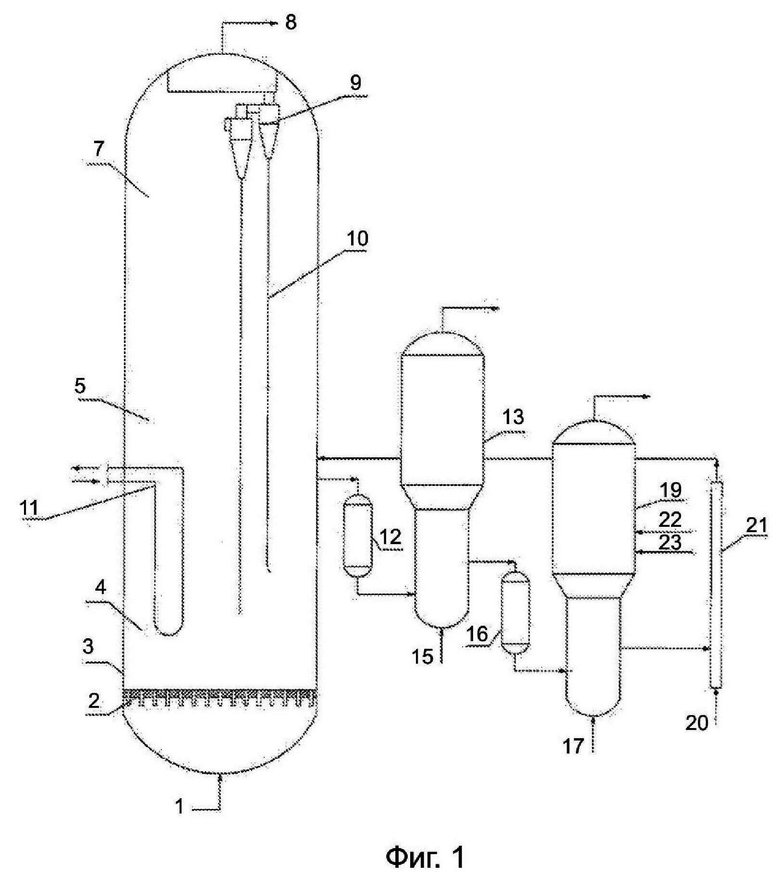
1. Способ проведения реакции гидрирования нитросоединения, включающий в себя этап гидрирования, этап регенерации, при необходимости, этап активации и этап рециркуляции, отличающийся тем, что на этапе гидрирования нитросоединение в качестве реакционного сырья приводят в контакт с газообразным водородом и катализатором гидрирования в реакторе, представляющем собой реактор гидрирования, для получения продукта реакции и отработанного катализатора; на этапе регенерации отработанный катализатор регенерируют в реакторе, представляющем собой реактор регенерации, для получения регенерированного катализатора, при этом при необходимости, на этапе активации регенерированный катализатор активируют в реакторе, представляющем собой реактор активации, для получения активированного катализатора, на этапе рециркуляции регенерированный катализатор и/или активированный катализатор рециркулируют на этап гидрирования; причём имеется по меньшей мере один этап, на котором дегазируют отработанный катализатор, называемый этапом дегазации гидрирования, между этапом гидрирования и этапом регенерации и (1) в случае, если имеется этап активации, имеется по меньшей мере один этап, на котором дегазируют регенерированный катализатор, называемый первым этапом дегазации регенерации, между этапом регенерации и этапом активации, при необходимости, имеется по меньшей мере один этап, на котором дегазируют активированный катализатор, называемый этапом дегазации активации, между этапом активации и этапом рециркуляции, и, при необходимости, имеется по меньшей мере один этап, на котором дегазируют регенерированный катализатор, называемый вторым этапом дегазации регенерации, между этапом регенерации и этапом рециркуляции или (2) в случае, если этап активации отсутствует, имеется по меньшей мере один этап, на котором дегазируют регенерированный катализатор, называемый третьим этапом дегазации регенерации, между этапом регенерации и этапом рециркуляции, в котором при условии, что средний массовый расход, единица измерения – кг/ч, отработанного катализатора, транспортируемого с этапа гидрирования на этап дегазации гидрирования, равен A1, средний массовый расход, единица измерения – кг/ч, отработанного катализатора, транспортируемого с этапа дегазации гидрирования на этап регенерации, равен B1, средний массовый расход, единица измерения – кг/ч, регенерированного катализатора, транспортируемого с этапа регенерации на первый этап дегазации регенерации, равен A2, средний массовый расход, единица измерения – кг/ч, регенерированного катализатора, транспортируемого с первого этапа дегазации регенерации на этап активации, равен B2, средний массовый расход, единица измерения – кг/ч, активированного катализатора, транспортируемого с этапа активации на этап дегазации активации, равен A3, средний массовый расход, единица измерения – кг/ч, активированного катализатора, транспортируемого с этапа дегазации активации на этап рециркуляции, равен B3, средний массовый расход, единица измерения – кг/ч, регенерированного катализатора, транспортируемого с этапа регенерации на второй этап дегазации регенерации, равен A4, средний массовый расход, единица измерения – кг/ч, регенерированного катализатора, транспортируемого со второго этапа дегазации регенерации на этап рециркуляции, равен B4, средний массовый расход, единица измерения – кг/ч, регенерированного катализатора, транспортируемого с этапа регенерации на третий этап дегазации регенерации, равен A5, средний массовый расход, единица измерения – кг/ч, регенерированного катализатора, транспортируемого с третьего этапа дегазации регенерации на этап рециркуляции, равен B5, средний массовый расход, единица измерения – кг/ч, регенерированного катализатора или активированного катализатора, транспортируемого с этапа рециркуляции на этап гидрирования, равен A6, то все из A1-A6 и B1-B5 составляет 5-100 кг/ч.
2. Способ проведения реакции гидрирования по п. 1, в котором указанным нитросоединением является нитробензол, и/или указанный реактор гидрирования представляет собой реактор с псевдоожиженным слоем, и/или указанный продукт реакции представляет собой анилин, и/или указанный реактор регенерации представляет собой реактор с псевдоожиженным слоем, и/или указанный реактор активации представляет собой реактор с псевдоожиженным слоем, и/или регенерированный катализатор, и/или активированный катализатор рециркулируют с помощью подъемной трубы на стадию гидрирования, и/или все с A1 по A6 и с B1 по B5 составляют 10-30 кг/ч.
3. Способ проведения реакции гидрирования по п. 1, в котором при условии, что объёмная доля частиц, единица измерения – %, в транспортировочном трубопроводе отработанного катализатора, транспортируемого с этапа гидрирования на этап дегазации гидрирования, равна С1, объёмная доля частиц, единица измерения – %, в транспортировочном трубопроводе отработанного катализатора, транспортируемого с этапа дегазации гидрирования на этап регенерации, равна D1, объёмная доля частиц, единица измерения – %, в транспортировочном трубопроводе регенерированного катализатора, транспортируемого с этапа регенерации на первый этап дегазации регенерации, равна C2, объёмная доля частиц, единица измерения – %, в транспортировочном трубопроводе регенерированного катализатора, транспортируемого с первого этапа дегазации регенерации на этап активации, равна D2, объёмная доля частиц, единица измерения – %, в транспортировочном трубопроводе активированного катализатора, транспортируемого с этапа активации на этап дегазации активации, равна C3, объёмная доля частиц, единица измерения – %, в транспортировочном трубопроводе активированного катализатора, транспортируемого с этапа дегазации активации на этап рециркуляции, равна D3, объёмная доля частиц, единица измерения – %, в транспортировочном трубопроводе регенерированного катализатора, транспортируемого с этапа регенерации на второй этап дегазации регенерации, равна C4, объёмная доля частиц, единица измерения – %, в транспортировочном трубопроводе регенерированного катализатора, транспортируемого со второго этапа дегазации регенерации на этап рециркуляции, равна D4, объёмная доля частиц, единица измерения – %, в транспортировочном трубопроводе регенерированного катализатора, транспортируемого с этапа регенерации на третий этап дегазации регенерации, равна C5, объёмная доля частиц, единица измерения – %, в транспортировочном трубопроводе регенерированного катализатора, транспортируемого с третьего этапа дегазации регенерации на этап рециркуляции, равна D5, объёмная доля частиц, единица измерения – %, в транспортировочном трубопроводе регенерированного катализатора или активированного катализатора, транспортируемого с этапа рециркуляции на этап гидрирования, равна C6, то все из C1-C6 и D1-D5 составляет 0,1-15%.
4. Способ проведения реакции гидрирования по п. 3, в котором все из C1-C6 и D1-D5 составляет 0,5-5%.
5. Способ проведения реакции гидрирования по п. 1, в котором реакция этапа гидрирования проводится при следующих условиях: приведенная скорость газа составляет 0,2-0,8 м/с, молярное отношение газообразного водорода к реакционному сырью составляет 6-21, температура реакции составляет 220-280°C, давление реакции составляет 0,05-1 МПа, манометрическое давление, и/или реакция этапа регенерации проводится при следующих условиях: в присутствии кислородсодержащего газа приведенная скорость газа составляет 0,1-0,6 м/с, температура реакции составляет 350-450°C, давление реакции составляет 0,05-1 МПа, манометрическое давление, и/или реакция этапа активации проводится при следующих условиях: в присутствии газообразного водорода приведенная скорость газа составляет 0,1-0,6 м/с, температура реакции составляет 200-250°C, давление реакции составляет 0,05-1 МПа, манометрическое давление.
6. Способ проведения реакции гидрирования по п. 5, в котором приведенная скорость газа составляет 0.3-0.6 м/с, и/или указанное реакционное сырье представляет собой нитробензол, и/или указанный кислородсодержащий газ представляет собой воздух или газообразный кислород, и/или приведенная скорость газа составляет 0.2-0.4 м/с.
7. Способ проведения реакции гидрирования по п. 1, в котором безразмерный диаметр частиц реактора гидрирования находится в диапазоне 1-60 и/или безразмерный диаметр частиц реактора регенерации находится в диапазоне 1-40 и/или безразмерный диаметр частиц реактора активации находится в диапазоне 1-30, причём безразмерный диаметр частиц определяется по следующему уравнению:

где средний диаметр частиц представляет собой объемный средний диаметр частиц, единица измерения – м, твердых частиц в реакторе, плотность газа представляет собой плотность, единица измерения – кг/м3, газа в реакторе, разность плотности газа и твердых частиц представляет собой разность плотности, единица измерения – кг/м3, твердых частиц и плотности, единица измерения – кг/м3, газа в реакторе, кинематическая вязкость газа представляет собой кинематическую вязкость, единица измерения – Па⋅с, газа в реакторе, а g – абсолютное значение ускорения силы тяжести, 9,8 м/с2.
8. Способ проведения реакции гидрирования по п. 1, который дополнительно включает в себя этап, на котором транспортируют добавляемый катализатор гидрирования на по меньшей мере один из этапа гидрирования, этапа регенерации, при необходимости, этапа активации и этапа рециркуляции.
9. Способ проведения реакции гидрирования по п. 1, содержащий этап, на котором транспортируют добавляемый катализатор гидрирования на этап активации, называемый этапом добавления катализатора.
10. Способ проведения реакции гидрирования по п. 8, в котором на этапе добавления катализатора отношение среднего массового расхода добавляемого катализатора гидрирования, транспортируемого к запасу катализатора гидрирования в реакторе гидрирования, единица измерения – кг, составляет 0-10 ч-1.
11. Способ проведения реакции гидрирования по п. 10, в котором отношение среднего массового расхода добавляемого катализатора гидрирования, транспортируемого к запасу катализатора гидрирования в реакторе гидрирования, единица измерения – кг, составляет 0,00002-0,001 ч-1.
12. Способ проведения реакции гидрирования по п. 8, в котором реактор гидрирования представляет собой реактор с псевдоожиженным слоем, реактор с псевдоожиженным слоем содержит реакционную зону (4) плотной фазы, по меньшей мере одну точку измерения динамического давления устанавливают на боковой стенке реакционной зоны (4) плотной фазы для измерения колебания мгновенного давления в реакционной зоне (4) плотной фазы, когда стандартное отклонение колебания мгновенного давления больше 600 Па, начинают этап добавления катализатора и/или реактор гидрирования представляет собой реактор с псевдоожиженным слоем, реактор с псевдоожиженным слоем содержит реакционную зону (4) плотной фазы, когда частицы катализатора, имеющие диаметр частиц менее 100 мкм, составляют более 3 вес.% всех частиц катализатора в реакционной зоне (4) плотной фазы, начинают этап добавления катализатора.
13. Способ проведения реакции гидрирования по п. 12, в котором частота отклика составляет не менее 100 Гц, и/или когда стандартное отклонение колебания мгновенного давления больше 1500 Па, начинают этап добавления катализатора и/или, когда частицы катализатора, имеющие диаметр частиц менее 100 мкм, составляют более 5 вес.% всех частиц катализатора в реакционной зоне (4) плотной фазы, начинают этап добавления катализатора.
14. Способ проведения реакции гидрирования по п. 8, в котором добавляемый катализатор гидрирования выбирается из по меньшей мере одного из катализатора с наполнением на основе меди, катализатора с загрузкой на основе никеля и катализатора с наполнением на основе благородного металла, имеющего средний диаметр частиц 5-150 мкм.
15. Способ проведения реакции гидрирования по п. 14, средний диаметр частиц катализатора гидрирования составляет 20-70 мкм.
16. Способ проведения реакции гидрирования по п. 1, в котором катализатор гидрирования выбирается из по меньшей мере одного из катализатора с наполнением на основе меди, катализатора с наполнением на основе никеля и катализатора с наполнением на основе благородного металла, и/или катализатор гидрирования имеет объёмную плотность 300-1200 кг/м3 и/или катализатор гидрирования имеет средний диаметр частиц 30-800 мкм и частицы катализатора, имеющие диаметр частиц менее 80 мкм, составляют не менее 2 вес.% всех частиц катализатора и/или нитросоединение выбирается из по меньшей мере одного из соединений, представленных следующей формулой (1)
R-NO2 (1),
в структурной формуле (1) R представляет собой, при необходимости замещённый C2-20 неразветвлённый, разветвлённый или циклический гидрокарбил.
17. Способ проведения реакции гидрирования по п. 16, в котором катализатор гидрирования имеет средний диаметр частиц 40-500 мкм или 50-600 мкм, и/или частицы катализатора, имеющие диаметр частиц менее 80 мкм, составляют 5-15 вес.% всех частиц катализатора, и/или в структурной формуле (1) R представляет собой, при необходимости замещённый C4-20 циклический гидрокарбил, или, при необходимости замещённый C6-20 арил, или, при необходимости замещённый фенил.
18. Установка проведения реакции гидрирования нитросоединения, применяемого в способе проведения реакции гидрирования нитросоединения по п. 1, содержащая реактор гидрирования, реактор регенерации, реактор активации и блок рециркуляции, реактор гидрирования сообщается с реактором регенерации через по меньшей мере один дегазатор отработанного катализатора по транспортировочным трубопроводам, реактор регенерации сообщается с реактором активации через по меньшей мере один дегазатор регенерированного катализатора по транспортировочным трубопроводам, реактор активации сообщается с блоком рециркуляции по транспортировочным трубопроводам или сообщается с блоком рециркуляции через по меньшей мере один дегазатор активированного катализатора по транспортировочным трубопроводам, блок рециркуляции сообщается с реактором гидрирования по транспортировочным трубопроводам, причём запас твёрдых частиц, единица измерения – кг, реактора гидрирования: запас твёрдых частиц, единица измерения – кг, реактора регенерации: запас твёрдых частиц, единица измерения – кг, реактора активации = (10-200):(0,1-20):(0,1-20).
19. Установка проведения реакции гидрирования нитросоединения по п. 18, в которой указанный реактор гидрирования представляет собой реактор с псевдоожиженным слоем, и/или указанный реактор регенерации представляет собой реактор с псевдоожиженным слоем, и/или указанный реактор активации представляет собой реактор с псевдоожиженным слоем, и/или блок рециркуляции представляет собой подъемную трубу, и/или запас твердых частиц реактора гидрирования, единица измерения – кг: запас твердых частиц реактора регенарации, единица измерения – кг: запас твердых частиц реактора активации, единица измерения – кг, составляет (20-100):(0,5-8):(0,5-8).
20. Установка проведения реакции гидрирования по п. 18, в которой реактор гидрирования имеет высоту 5-60 м и диаметр 0,5-12 м и/или реактор регенерации имеет высоту 1-15 м и диаметр 0,1-3 м и/или реактор активации имеет высоту 1-15 м и диаметр 0,1-3 м и/или внутренние диаметры транспортировочных трубопроводов составляют, идентичные или отличные друг от друга, каждый независимо 30-400 мм.
21. Установка проведения реакции гидрирования по п. 20, в которой реактор гидрирования имеет высоту 10-30 м и диаметр 1-8 м, и/или реактор регенерации имеет высоту 3-6 м и диаметр 0,3-1 м, и/или реактор активации имеет высоту 3-6 м и диаметр 0,3-1 м, и/или внутренние диаметры транспортировочных трубопроводов составляют, идентичные или отличные друг от друга, каждый независимо 50-300 мм.
| CN 101016247 A, 15.08.2007 | |||
| СПОСОБ ПРЕОБРАЗОВАНИЯ АРОМАТИЧЕСКОГО НИТРОСОЕДИНЕНИЯ В АМИНЫ | 2010 |
|
RU2518110C1 |
| CN 106866429 A, 20.06.2017 | |||
| Устройство для измерения отклонения частоты от заданного значения | 1984 |
|
SU1206707A1 |
| US 4714689 A1, 22.12.1987 | |||
| WO 2012013677 A1, 02.02.2012 | |||
| СПОСОБ РЕГЕНЕРАЦИИ КАТАЛИЗАТОРА, ИСПОЛЬЗУЕМОГО ПРИ ДЕГИДРАТАЦИИ ГЛИЦЕРИНА | 2007 |
|
RU2484895C2 |
| Способ получения катализатора для гидрирования органических соединений | 1983 |
|
SU1109190A1 |

