Область техники
Если ленты, например, вследствие использованного процесса изготовления или вследствие предоставления со шпули, могут быть предоставлены только лишь ограниченной длины, и если в ходе процесса обработки желательно для ленты, чтобы этот процесс обработки был проведен с непрерывной лентой, которая длиннее, чем предоставляемая длина одной ленты, то необходимо, чтобы конечный участок первой ленты соединялся с начальным участком второй ленты, тем самым получалась образованная из обеих лент более длинная непрерывная лента. Поэтому возможно, чтобы таким образом множество лент соединялось друг с другом, благодаря чему еще больше может быть увеличена длина непрерывной ленты. Также может быть необходимым применение способа соединения конечного участка первой ленты с начальным участком второй ленты, если в процессе подачи и/или обработки ленты происходит надрыв или разрыв, поэтому эта лента в месте окружения разрыва или надрыва формирует конечный участок первой (частичной) ленты и начальный участок второй (частичной) ленты.
Изобретение касается применяемого в этих рамках способа соединения конечного участка первой ленты с начальным участком второй ленты. Далее изобретение касается устройства для соединения лент, системы обработки и нового использования.
В качестве возможной области применения способа и устройства соединения лент, не ограничивающей изобретение, указываются ленты в форме защитных лент, имеющих форму полос, для защищенных документов, таких как банкноты или входные билеты. С помощью такого рода защитных лент должна затрудняться или делаться невозможной подделка защищенного документа, поскольку копии защитной ленты очень трудно подделать, благодаря чему недозволенная копия является легко распознаваемой. У защищенных документов защитная лента может быть заделана в материал носителя, в частности, бумагу. При этом защитная лента может быть лентой из полимерного материала, которая снабжена защитными признаками, такими как голограммы. Защитная лента предоставляется на шпуле, разматывается с нее и подводится к процессу обработки, который здесь заключается в изготовлении защищенного документа. В процессе обработки защитная лента заделывается в материал носителя. Последовательное изготовление множества защищенных документов может происходить непрерывно, тем самым, требуется непрерывное подведение защитной ленты. Если достигается конец защитной ленты на первой шпуле, которой подается защитная лента, то в процесс обработки должна быть введена новая защитная лента со второй шпули. Предпочтительно это происходит как раз до того, как защитная лента полностью размотана с первой шпули, путем соединения конечного участка защитной ленты первой шпули с начальным участком защитной ленты второй шпули. Но для этого необходимо прерывание подведения защитной ленты и, тем самым, процесса обработки. После производства соединения и возобновления подведения (участка соединения старой защитной ленты и новой защитной ленты и затем только новой защитной ленты), и процесса обработки участок соединения обеих защитных лент в последующем процессе обработки должен быть отбракован (при определенных обстоятельствах, совместно с защищенным документом, в котором расположен этот участок соединения).
Уровень техники
DE 35 40 324 A1 показывает способ соединения двух текстильных нитей с помощью сжатого воздуха. При этом две, состоящие из отдельных скрученных волокон текстильные нити сначала раскручиваются на концах. Затем оба конца сращиваются друг с другом путем перекручивания. После сращивания обе текстильные нити удерживаются вместе за счет силы трения между отдельными волокнами и с помощью возникающей при растягивающей нагрузке самозадержки.
EP 1 209 115 A2 предлагает для сращивающего соединения наматываемого материала с учетом получения крестовой намотки, в области сращивающей головки предпринимать разогревание наматываемого материала, причем разогревание должно быть предпочтительным для сращивающего соединения различных видов пряжи.
В DE 33 36 202 A1 описано как известное соединение двух, образованных пряжей из филаментов лент в машинах с автоматическими узловязателями, пневматическими устройствами сращивания или механическими устройствами сращивания, при этом здесь описывается как недостаток то, что известные способы соединения требуют успокоения лент во время производства соединения, что обуславливает остановку и возобновление процесса обработки, к которому подводится пряжа из филаментов. На этом фоне DE 33 36 202 A1 предлагает подводить первую нить пряжи от первой шпули через ушко для нити, щелевой нитенаправитель и первую камеру сращивания с расположенным за ней глазком нитенаправителя к проверочному аппарату. В вертикальной плоскости под первой нитью пряжи простирается покоящаяся вторая нить пряжи, которая была взята со второй шпули. При этом свободный конец второй нити пряжи удерживается зажимным элементом под первой нитью пряжи и перед первой камерой сращивания. С достижением конечного участка первой нити пряжи ползунок движется вертикально вверх. Ползунок несет приводимое в действие электрически отрезное устройство, устройство оттягивания вниз и расположенную между двумя щелевыми нитенаправителями вторую камеру сращивания. С движением ползунка вверх вторая нить пряжи заходит сверху в щелевые нитенаправители, поданные ползунком, и в открытую кверху вторую камеру сращивания. С достижением верхнего конечного положения ползунка вторая камера сращивания прижимается к неперемещаемой с ползунком противолежащей пластине с жесткой рамой, этим камера сращивания запирается кверху. В верхнем конечном положении ползунка во второй камере сращивания простираются с малым отступом параллельно друг другу первая, непрерывно подаваемая нить пряжи и вторая, еще покоящаяся нить пряжи. Затем вторая нить пряжи высвобождается путем ослабления зажимного элемента, а вторая камера сращивания подвергается действию пневматики, благодаря чему происходит перепутывание и сращивание обеих нитей пряжи друг с другом. После производства сращивания первая нить пряжи может захватывать с собой вторую нить пряжи. Захватыванием движения второй нити пряжи также в первую камеру сращивания с первой нитью пряжи заходит и пока несрощенная свободная конечная область второй нити пряжи, благодаря чему может происходить перепутывание этой конечной области второй нити пряжи с первой нитью пряжи.
DE 2 119 410 A1 раскрывает соединение концов мультифиламентов стекловолокна путем обшивания эластичной нитью наложенных друг на друга концов, которая прижимает друг на друга оба конца, благодаря чему они соединены друг с другом с фрикционным замыканием.
JP S 60-61452 A раскрывает соединение с геометрическим замыканием двух концов лент. При этом в первый конец первой ленты наносится прямоугольная сквозная выемка. Второй конец второй ленты снабжается пазами в виде канавок таким образом, чтобы остающееся в зоне пазов поперечное сечение второго конца соответствовало поперечному сечению прямоугольной сквозной выемки первого конца. Для соединения с геометрическим замыканием второй конец таким образом проводиться через сквозную выемку первого конца, чтобы второй конец в зоне своих пазов был помещен с геометрическим замыканием в сквозной выемке первого конца. Публикация раскрывает применяемые для получения соединения тиски.
Также известно соединение лент друг с другом с помощью дополнительной клейкой ленты, причем согласно EP 0 001 465 A1 клейкая лента покрывает упирающиеся впритык друг в друга конечные области лент для их соединения.
US 5,064,488 A раскрывает способ и устройство для соединения конечного участка первого пленочного материала рулона с начальным участком соответствующего пленочного материала другого рулона, при этом пленочный материал после соединения подается на обрабатывающую станцию, такую как этикетировочная машина. Соединение конечного участка с начальным участком происходит путем сращивания. При этом полоска для сращивания, покрытая клейкой субстанцией, вручную наносится на начальный участок. Вслед за этим проводится собственно процесс сращивания. Также возможно, чтобы клей на поверхность пленочного материала намазывался или разбрызгивался.
US 3,089,661 A раскрывает соединение полотен из сигаретной бумаги, у которых соединение конечного участка разматываемого полотна с начальным участком нового полотна происходит с помощью совместного прижима полотен и производства сращивания давлением, при котором клей не используется, а используется сплавление полотен вследствие давления во множестве маленьких контактных поверхностей между полотнами.
Следующий уровень техники известен из публикаций US 2010/0186879 A1 и US 3,607,507 A.
Задача изобретения
В основу изобретения положена задача предложить способ соединения конечного участка первой ленты с начальным участком второй ленты для получения непрерывной ленты, который улучшен, в частности, в отношении
- автоматизации и/или
- взаимодействия с процессом обработки для непрерывной ленты и/или
- сокращения внесения нежелательных дополнительных материалов в процесс обработки и/или
- расширения возможностей использования также для лент, которые не сформированы как жгут из нитей пряжи или как мультифиламент, и/или
- более щадящей обработки лент и/или
- упрощения смены предоставления первой ленты с первой шпули на предоставление второй ленты со второй шпули и/или
- повышения надежности процесса.
Далее в основу изобретения положена задача предложить соответственно улучшенное устройство для соединения лент, а также устройство обработки с такого рода устройством соединения лент. Наконец, в основу изобретения положена задача предложить новое использование.
Задача изобретения решается согласно изобретению с помощью признаков независимых патентных пунктов формулы изобретения. Другие предпочтительные соответствующие изобретению формы исполнения следует взять из зависимых патентных пунктов.
Раскрытие изобретения
Изобретение касается способа, с помощью которого конечный участок первой (в частности, протяженной в длину) ленты может быть соединен с начальным участком второй (в частности, протяженной в длину) ленты. Таким образом создается непрерывная лента, имеющая по меньшей мере первую ленту и вторую ленту, и длина которой равна сумме длин первой ленты и второй ленты (за вычетом длины участка соединения таковых или за вычетом суммы длин начального участка второй ленты и конечного участка первой ленты). При этом «протяженная в длину лента» означает, в частности, ленту, длина которой соответствует по меньшей мере 1.000-кратному, 10.000-кратному, 100.000-кратному или 1.000.000-кратному значению наибольшей поперечной протяженности ленты и/или которая имеет длину по меньшей мере 100 м, 1 км или 10 км.
У обработанной соответствующим изобретению способом ленты речь идет, в частности, о
- защитной ленте, например, с голограммой, для защищенного документа, такого как банкнота и/или
- ленте из ПЭС или ПЭ, не имеющей покрытия или алюминизированной и/или
- ленте, ширина которой в диапазоне от 16 до 120 (или от 30 до 100) раз больше, чем толщина (н-р, лента шириной в диапазоне от 1 мм до 12 мм и толщиной от 10 мкм до 60 мкм) и/или
- не о пасме нитей пряжи или не о мультифиламенте, а о цельной ленте и/или
- ленте из полимерного материала или о ленте из полимерного материала, имеющей покрытие и/или
- о ленте с замкнутым поперечным сечением, которое может иметь уплощение и/или может быть прямоугольным (при определенных обстоятельствах, также с закругленными углами).
В соответствующем изобретению способе непрерывная лента направляется в процесс обработки, в котором с помощью непрерывной ленты производится конечное изделие, имеющий, по меньшей мере, другой компонент, и/или непрерывная лента обрабатывается. В качестве примера формирования ленты как защитной ленты для защищенного документа, такого как банкнота, непрерывная лента подается в процесс обработки, в котором защитная лента заделывается в основной материал банкноты, в частности, водную суспензию или пульпу бумаги или хлопковой бумаги банкноты.
В соответствующем изобретению способе происходит соединение конечного участка первой ленты с начальным участком второй ленты через расположенную между ними жидкость. Жидкость соединяет на участке соединения адгезией конечный участок первой ленты и начальный участок второй ленты, благодаря чему образуется непрерывная лента, имеющая первую ленту и вторую ленту.
Таким образом, согласно изобретению не происходит сращивания лент филаментной пряжи и соединения клейкой полоской или обычным клеем, как это происходит по уровню техники. Напротив, находит применение жидкость, выполняющая одно из следующих условий, желательно два из следующих условий или все три следующих условия:
- жидкость представляет собой неотверждаемую жидкость и/или
- жидкость представляет собой жидкость, использованной в последующем процессе обработки и/или
- жидкость представляет собой воду, причем, н-р, может найти применение дистиллированная вода или вода, взятая из обычной городской водопроводной сети.
Дополнительно жидкость может выполнять одно, несколько или все следующие условия:
- жидкость представляет собой жидкость, испаряющуюся без остатка, и/или
- жидкость не вступает в химическую связь с поверхностями и материалом лент и/или
- жидкость представляет собой невысыхающую жидкость и/или
- чистую жидкость с одним единственным химическим компонентом и/или
- жидкость не имеет никаких добавок или компонентов для воздействия или установления клеящего действия и/или
- жидкость не является «клеем» в классическом смысле и/или
- жидкость имеет вязкость, которая меньше, чем 10 мПас или меньше, чем 5 мПас или меньше, чем 2 мПас или больше, чем 0,1 мПас или больше, чем 0,5 мПас и/или
- жидкость прилипает к лентам с помощью дипольного действия и/или
- жидкость прилипает к лентам с помощью поверхностного натяжения и/или
- жидкость обладает малым граничным поверхностным натяжением к лентам, при этом угол контакта Тэта (Theta) или краевой угол или угол увлажнения, который обозначает угол, который образует капля жидкости на поверхности твердого вещества к этой поверхности, меньше, чем 15° или меньше, чем 10° или меньше, чем 5°.
При этом предпочтительно происходит соединение без использования способа сращивания или какого-либо другого способа дополнительно к соединению через жидкость.
Если речь идет о защитной ленте для изготовления банкноты, то в качестве жидкости может найти применение вода, при этом вода используется также как жидкость в пульпе бумаги или хлопковой бумаги.
Таким образом, данным изобретением преодолевается предубеждение специалиста, что для производства соединения первой ленты с второй лентой требуется
- дополнительный соединительный элемент, такой как эластичная нить для обшивки наложенных друг на друга концов согласно DE 21 19 410 A1,
- соединение с геометрическим замыканием лент согласно JP S60-61452 A,
- дополнительная клейкая лента согласно EP 0 001 465 A1 или
- сращивание нескольких филаментов пряжи согласно DE 35 40 324 A1, EP 1 209 115 A2, DE 33 36 202 A1.
Напротив, изобретением неожиданным образом обнаружено, что соединение обеих лент может происходить через жидкость с помощью адгезии. Это упрощает получение соединения, поскольку не требуется обшивания и использования дополнительного элемента, такого как клейкая лента. Также согласно изобретению можно избежать нежелательного взаимодействия классического клея с процессом обработки и сопровождающего это внесения нежелательных компонентов в процесс обработки.
После производства соединения и являющейся результатом этого непрерывной ленты, в рамках соответствующего изобретению способа непрерывная лента подается непрерывно в процесс обработки. При этом в рамках изобретения понимается под «непрерывной» подачей, в частности,
- как подача без останова, то есть с постоянной или изменяемой скоростью, большей, чем ноль,
- так и тактовая подача, при которой соответственно после останова после заданной длительности такта происходит продвижение или происходит подача в прерывистом режиме с регулярным форматом.
Таким образом, в рамках изобретения не должна меняться подача во время смены первой ленты на вторую ленту (до того момента, пока на участке соединения обеих лент в процесс обработки будут поданы наложенные друг на друга обе ленты).
Как предложение изобретения, в способе первая лента подается с отступом от начального участка второй ленты, при этом предпочтительно вторая лента не движется или не подается в своем продольном направлении. Происходит нанесение увлажнения из ранее названной жидкости на конечный участок первой ленты. Альтернативно или дополнительно увлажнение может наносится из жидкости на начальный участок второй ленты. Через соединительное устройство начальный участок второй ленты и/или конечный участок первой ленты движется так, чтобы их отступ друг от друга уменьшался. При этом изобретение включает в себя как формы исполнения, у которых соединительное устройство активно перемещает ленту, так и формы исполнения, у которых соединительное устройство только высвобождает ленту, тем самым, она может быть перемещена и, например, под собственным весом может «падать вниз» в направлении другой ленты вследствие собственного веса. Начальный участок второй ленты и конечный участок первой ленты приходят в наложение друг на друга на участке соединения, что может происходить также при создании прижимного усилия. Вследствие увлажнения жидкостью и являющегося результатом этого расположения жидкости на участке соединения между первой лентой и второй лентой, устанавливается адгезионное соединение между лентами. Вместе с или после установления адгезионного соединения происходит затем совместное передвижение первой ленты и второй ленты к процессу обработки.
Поскольку, как это пояснялось выше, возможно, чтобы во время производства соединения первая лента перемещалась со своей скоростью подачи, в то время как вторая лента сначала (не рассматривая движение для приближения к первой ленте) не подвержена подающему движению, то для совместного движения первой ленты и второй ленты к процессу обработки вторая лента должна быть ускорена до скорости подачи первой ленты. При этом возможно, чтобы соединения, созданного адгезией, было достаточно именно для того, чтобы обеспечить усилие для ускорения второй ленты, поэтому вторая лента передвигается совместно с первой лентой (что при определенных обстоятельствах может происходить также со все более уменьшающимся проскальзыванием на соединенном адгезией участке соединения). Но также возможно, чтобы адгезионное соединение через жидкость предоставляло только часть необходимого усилия для ускорения второй ленты, причем эта часть может быть, например, меньше, чем 50%, меньше, чем 40%, меньше, чем 30%, меньше, чем 20% или даже меньше, чем 10% вообще действующего усилия для ускорения второй ленты.
Как особое предложение изобретения, усилие для ускорения второй ленты для создания совместного движения первой ленты и второй ленты частично вызывается приводом, то есть не только усилием, которое создается в области адгезионного соединения. Например, возможно, чтобы от отдельного привода приводился в движение подающий ролик, при этом отдельный привод приводится в движение до или вместе с прижиманием второй ленты к первой ленте с помощью соединительного устройства. Такого рода привод может быть расположен в рабочей зоне соединительного устройства или до, или позади него и приводить в движение, например, приводным подающим роликом ленту, охватывающую, по меньшей мере, частично с помощью трения подающий ролик.
Как особое усовершенствование этой идеи начальный участок второй ленты лежит на первом подающем ролике. Если с помощью соединительного устройства начальный участок второй ленты перемещается таком образом, чтобы уменьшался отступ между обеими лентами до тех пор, пока они не придут в наложение друг на друга, то создается движение первого подающего ролика, который может быть составной частью соединительного устройства, в направлении (предпочтительно непрерывно подаваемой) первой ленты. В конце этого движения первый подающий ролик вступает во взаимодействие со вторым подающим роликом, причем предпочтительно рабочая поверхность первого подающего ролика образует фрикционный контакт с рабочей поверхностью второго подающего ролика. При этом второй подающий ролик вращается соответственно движению непрерывно подаваемой первой ленты. При этом второй подающий ролик может быть сформирован как приводимый в движение от двигателя подающий ролик, которым вызывается или поддерживается бесперебойная подача первой ленты. Но также возможно, чтобы второй подающий ролик обвивался первой лентой, и вследствие подающего движения первой ленты лента приводила во вращение второй подающий ролик. Вследствие взаимодействия между обоими подающими роликами на первый подающий ролик действует сила для ускорения, которая, вследствие обвивания первого подающего ролика второй лентой, приводит к приводному усилию. С помощью этого приводного усилия происходит ускорение начального участка второй ленты для совместного движения конечного участка первой ленты и начального участка второй ленты после установления адгезионного соединения. Таким образом, в этом случае, с одной стороны, обе ленты соединены адгезионным соединением, благодаря чему может быть обеспечена часть ускоряющего усилия или же лишь совместное удержание обеих лент. По меньшей мере, часть усилия для ускорения второй ленты берется, таким образом, от движения подачи первой ленты или соответствующего подающего ролика.
Следующий аспект соответствующего изобретению способа посвящается требованию, чтобы проводка первой ленты происходила также и в отношении положения, направления подачи и ориентации ленты по ее продольной оси с помощью по меньшей мере одного жестко установленного направляющего устройства. В качестве возможных жестко установленных направляющих устройств могут найти применение два стержня для скольжения или направляющих ролика. Оба стержня для скольжения или направляющих ролика могут располагаться параллельно друг другу. При этом возможно, чтобы между стержнями для скольжения или направляющими роликами была сформирована щель, через которую может проходить первая лента, благодаря чему может обеспечиваться горизонтальная проводка при вертикальной ориентации стержней для скольжения или направляющих роликов. Но также возможно, чтобы на боковых поверхностях стержней для скольжения или направляющих роликов первая лента направлялась в противоположном направлении. Альтернативно или дополнительно возможно, чтобы в качестве направляющего устройства нашел применение правильный ролик, с помощью которого может происходить изменение ориентации поперечного сечения первой ленты относительно ее продольной оси. Альтернативно или дополнительно возможно, чтобы в качестве стационарно установленного направляющего устройства нашел применение по меньшей мере один отклоняющий ролик, с помощью которого возможно изменение направления подачи первой ленты соответственно углу огибания отклоняющего ролика. Наконец, также возможно, чтобы в качестве направляющего устройства использовать выводную проводку, с помощью которой можно предварительно задать место и ориентацию, с которой и на котором непрерывная лента покидает использованное устройство для соединения лент. Кроме того, возможно, чтобы нашла применение проводка для совместной проводки, при которой одновременно проведены первая лента и вторая лента, при необходимости даже перед их соединением, и с помощью которой движение обеих лент друг на друга проведено вследствие перевода соединительного устройства из неактивного рабочего положения в активное рабочее положение. Например, проводка как совместная проводка может быть сформирована как пластина с прорезью, в которой друг над другом расположены и проведены обе ленты и в которой обе ленты сбоку направлены так, чтобы ленты ложились друг на друга, когда соединительное устройство переводится в активное рабочее положение. Вышеназванные направляющие устройства могут иметь регулирующее устройство, с помощью которого могут быть выставлены их положение и ориентация.
Возможно, чтобы приведение в действие необходимых для проведения способа конструктивных элементов происходило исключительно вручную. Но также возможна частичная или полная автоматизация способа. Для этого изобретение предлагает, чтобы в способе нашел применение электронный управляющий блок. Посредством электронного управляющего блока (и соответствующей логики управления) может осуществляться управление участвующими конструктивными элементами, при этом в рамках изобретения «управление» должно включать в себя также и регулировку. При этом управлением от управляющего блока может осуществляться приведение в действие удерживающего устройства, которым конец второй ленты может быть удержан и зафиксирован. Альтернативно или дополнительно возможно, чтобы управление управляющего блока приводило в действие увлажняющее устройство, с помощью которого осуществляется увлажнение первой и/или второй ленты жидкостью. Альтернативно или дополнительно возможно, чтобы управление управляющего блока управляло соединительным устройством. Наконец, также возможно, чтобы управляющий блок управлял отрезным устройством. При этом может быть использована любая философия управления.
В качестве предложения изобретения в рабочем положении без подачи энергии от блока управления удерживающее устройство и/или зажимное устройство находится в положении, удерживающем или зажимающем вторую ленту (в частности, вследствие действия пружины), в то время как высвобождение удерживающего устройства или зажимного устройства происходит путем подачи на них энергии управляющим блоком (в частности, противоположно действию вышеназванной пружины).
В качестве управляемого управляющим блоком исполнительного элемента могут найти применение любые, управляемые непосредственно или опосредованно электроникой исполнительные элементы. Так, например, может найти применение серводвигатель или шаговый двигатель. В качестве особого предложения изобретения управляющий блок управляет через клапан пневматическим исполнительным элементом, в частности, пневматическим сервоцилиндром, причем пневматический исполнительный элемент приводит в действие удерживающее устройство, зажимное устройство, увлажняющее устройство, соединительное устройство или отрезное устройство. Возможно, чтобы для ранее названных устройств нашли применение несколько исполнительных элементов. Но также возможно, чтобы многофункционально использовался один пневматический исполнительный элемент, приводя в действие как зажимное устройство, так и отрезное устройство. При этом, например, на первом отрезке хода пневматического исполнительного элемента зажимное устройство переводится из положения зажима в высвобождающее вторую ленту положение высвобождения, в котором вторая лента может быть перемещена в своем продольном направлении, но с помощью зажимного устройства направлена с отступом от первой ленты поперечно продольному направлению. На втором отрезке хода пневматического исполнительного элемента приводится в действие отрезное устройство для отрезания первой ленты, при этом на втором отрезке хода незадолго до отрезания, одновременно с отрезанием или сразу после отрезания зажимное устройство затем открывается таким образом, чтобы вторая лента могла двигаться в направлении первой ленты. Альтернативно или дополнительно возможно, чтобы был многофункционально использован клапан путем управления им одновременно, например, с одной стороны, переводом соединительного устройства в активное рабочее положение, а, с другой стороны, переводом зажимного устройства в не зажимающее рабочее положение.
Возможности обслуживания в соответствующем изобретению способе могут быть расширены, если удерживающее устройство и/или зажимное устройство могут быть приведены в действие как от управляющего блока электронно, так и вручную. При этом, например, ручное приведение в действие может быть использовано, чтобы захватывать или удерживать удерживающим устройством конец второй ленты от шпули, а затем устанавливать удерживающее устройство на устройстве соединения лент. При этом удерживающее устройство приводится в действие вручную. Предпочтительно удерживающее устройство фиксирует конец второй ленты пружиной, поэтому заправка конца второй ленты в удерживающее устройство требует ручной манипуляции с пружиной, но в удерживающем устройстве конец второй ленты удержан и зафиксирован без приложенных вручную сил. Соответственно вторая лента может быть заправлена приведением в действие вручную зажимающего устройства в не зажимающем рабочем положении, в то время как пружина может запирать зажимное устройство, тем самым без приложения вручную сил вторая лента зажата в зажимном устройстве.
В соответствующем изобретению способе выполняются следующие этапы способа:
а) происходит удерживание конца второй ленты удерживающим устройством. Вторая лента заправляется в зажимное устройство, и происходит зажимание второй ленты зажимным устройством. Вторая лента также заправляется в рабочую зону соединительного устройства, которая находится между удерживающим устройством и зажимным устройством. Для вышеназванных этапов процесса последовательность произвольная. В частности, в случае, когда вторая лента удерживается под натяжением разматывающим устройством (н-р, так называемыми двойными натяжителями (Bitensoren), которые также ограниченно наматывают), то предпочтительной последовательностью является: заправка в удерживающее устройство, заправка в соединяющее устройство и заправка в зажимное устройство.
b) Вслед за этим происходит приведение в действие увлажняющего устройства. Вследствие этой манипуляции происходит нанесение увлажнения из жидкости на конечный участок первой ленты и/или на начальный участок второй ленты.
с) Вслед за этим происходит приведение в действие соединительного устройства. Эта манипуляция ведет к тому, что начальный участок второй ленты движется таким образом, чтобы уменьшался отступ начального участка второй ленты от поданной первой ленты, чтобы они пришли в наложение друг на друга, и установилось адгезионное соединение между начальным участком второй ленты и конечным участком первой ленты вследствие увлажнения на участке соединения.
При этом до, во время и/или после названных этапов могут быть выполнены другие этапы. Так предпочтительно происходит высвобождение второй ленты 6 удерживающим устройством 15, высвобождение второй ленты 6 зажимным устройством 13 и объединение второй линии 5 с подающей линией 3.
Во время этапов а), b) и с) способа происходит непрерывная подача первой ленты, в то время как (вплоть до движения для уменьшения отступа между двумя лентами) вторая лента находится в покое. Вместе с или после этапа с) способа происходит затем совместное движение первой ленты и второй ленты к процессу обработки.
В рамках изобретения способ может найти применение исключительно для непрерывной ленты. Но также вполне возможно, чтобы по меньшей мере в одном обрабатывающем устройстве обрабатывались параллельно несколько непрерывных лент, тем самым, непрерывные ленты проходят по параллельным линиям обработки по меньшей мере через одно обрабатывающее устройство. Если здесь устанавливаются соединения между лентами отдельных непрерывных лент нескоординированным образом или, при необходимости, вручную, то соединительные участки обеих лент в соответствующих непрерывных лентах проходят по меньшей мере через одно обрабатывающее устройство со смещением по времени. Если изготовленные в обрабатывающем устройстве изделия не должны содержать участок соединения лент, поскольку это не соответствует требованиям качества, то требуется отсортировка этих изделий, как брака. Для нескоординированного и, при необходимости, ручного соединения должны быть отсортированы изделия, для которых в одной из непрерывных лент обработан участок соединения, но, тем самым, должны быть отсортированы также и изделия другой непрерывной ленты, в которых не имеется участок соединения другой непрерывной ленты, или должны быть увеличены затраты на сортировку. Эта проблематика учитывается соответствующим изобретению способом таким образом, что в способе в одну непрерывную ленту параллельно соединяются соответственно несколько пар первых и вторых лент, которые подводятся параллельно к одному и тому же обрабатывающему устройству или к различным обрабатывающим устройствам. По изобретению находит применение управляющий блок, которым управляется и, в частности, синхронизируется приведение в действие необходимых для соответствующего изготовления соединения устройств. Например, синхронизация может происходить таким образом, чтобы созданные в отдельных непрерывных лентах соединительные участки одновременно подводились по меньшей мере к одному обрабатывающему устройству, тем самым, затем произведенные к одному и тому же моменту времени издения, содержащие участок соединения, могли быть отсортированы для всех непрерывных лент обработки, тем самым, могут быть сокращены расходы на сортировку и, при необходимости, также и выбраковка.
Следующее решение положенной в основу изобретения задачи представляет собой устройство соединения лент, с помощью которого осуществляется способ, как это было описано ранее. В устройстве для соединения лент, в частности, по направляющим устройствам, предусмотрена первая подающая линия для первой ленты, вдоль которой подается первая лента. Далее, соответственно через ранее описанные конструктивные элементы задается вторая линия для второй ленты, вдоль которой простирается вторая лента (сначала неподвижно). Далее устройство соединения лент имеет увлажняющее устройство. Увлажняющим устройством могут/может быть увлажнены/увлажнена жидкостью первая лента и/или вторая лента на участке соединения. Также устройство соединения лент имеет соединительное устройство. С его помощью можно оказывать воздействие на первую подающую линию и/или на вторую линию. При этом соединительное устройство имеет неактивное рабочее положение и активное рабочее положение:
- в неактивном рабочем положении первая подающая линия для первой ленты и вторая линия для второй ленты расположены в рабочей зоне соединительного устройства с отступом друг от друга.
- Напротив, в активном рабочем положении первая подающая линия для первой ленты и вторая линия для второй ленты в рабочей зоне соединительного устройства объединены друг с другом таким образом, чтобы начальный участок второй ленты и конечный участок первой ленты на участке соединения приходили в наложение друг на друга. Таким образом устанавливается адгезионное соединение между начальным участком второй ленты и конечным участком первой ленты вследствие увлажнения жидкостью на участке соединения.
В рамках изобретения устройство соединения лент может иметь удерживающее устройство, зажимное устройство и/или отрезное устройство.
Предпочтительно имеется управляющий блок с управляющей логикой, которым может происходить приведение в действие удерживающего устройства, зажимного устройства, увлажняющего устройства, соединительного устройства и/или отрезного устройства.
Также возможно, чтобы устройство соединения лент имело пневматический исполнительный элемент для удерживающего устройства, зажимного устройства, увлажняющего устройства, соединительного устройства или отрезного устройства.
В устройстве соединения лент удерживающее устройство и/или зажимное устройство могут приводиться в действие как от управляющего блока электронно, так и вручную.
Поскольку в рамках данного изобретения речь идет об управляющем блоке, то речь может идти о единственном локальном управляющем блоке. Но также возможно, чтобы речь шла о нескольких сообщающихся друг с другом или объединенных друг с другом в сеть управляющих блоках из частей.
Следующее решение лежащей в основе изобретения задачи представляет собой система обработки, при которой происходит обработка нескольких непрерывных лент. Непрерывные ленты имеют соответственно пары первых и вторых лент. Пары первых и вторых лент на участке соединения соединены друг с другом с помощью адгезии через жидкость на конечном участке первой ленты и начальном участке второй ленты, как это было описано ранее. В соответствующей изобретению системе обработки имеется по меньшей мере один электронный управляющий блок. При этом этот электронный управляющий блок имеет управляющую логику, которой может управляться приведение в действие устройств, необходимых для соответствующего производства соединения на участках соединения, при этом это управление осуществляется предпочтительно синхронизировано. С помощью синхронизации, например, как пояснялось ранее, может быть обеспечена одновременная подача участков соединения в процесс обработки в системе обработки.
Следующее решение лежащей в основе изобретения задачи представляет собой применение
- способа, как он был разъяснен ранее,
- устройства соединения лент, как оно было разъяснено ранее, или
- системы обработки, как она была разъяснена ранее
для сформированной как защитная лента для защищенного документа первой ленты и второй ленты.
Предпочтительные усовершенствования изобретения видны из формулы изобретения, описания и чертежей. Указанные в описании преимущества признаков и комбинаций нескольких признаков взяты только в качестве примеров и могут альтернативно или обобщенно быть действительными без необходимости принудительного достижения соответствующими формами исполнения этих преимуществ. Без изменения таким образом предмета прилагаемых пунктов, в отношении объема раскрытия первоначальных заявочных документов и патента имеет силу следующее: другие признаки следует брать из чертежей, в частности, из изображенных форм и относительных габаритов нескольких конструктивных элементов по отношению друг к другу, а также их относительного расположения и функциональной связи. Комбинация признаков различных форм исполнения изобретения или признаков различных пунктов формулы изобретения также возможна в отступление от выбранных взаимосвязей патентных пунктов формулы и этим инициируется. Это касается также таких признаков, которые изображены на отдельных рисунках или упоминаются в их описании. Эти признаки также могут быть скомбинированы с признаками различных пунктов формулы изобретения. Также приведенные в пунктах формулы изобретения признаки могут быть ненужными для других форм исполнения изобретения.
Указанные в пунктах формулы изобретения и описании признаки следует понимать в отношении их количества таким образом, что точно это количество или большее количество имеется в качестве указанного количества без нужны использовать в явной форме наречие «по меньшей мере». Итак, например, если речь идет об элементе, то это следует понимать так, что имеется точно один элемент, два элемента или более элементов. Эти признаки могут быть дополнены другими признаками или могут быть единичными признаками, из которых состоит соответствующее изделие.
Содержащиеся в пунктах формулы изобретения обозначения не представляют собой ограничения объема защищенных пунктами формулы предметов изобретения. Они лишь служат цели сделать пункты формулы изобретения более понятными.
Краткое описание чертежей
Далее изобретение более подробно поясняется и описывается с помощью представленных на фигурах предпочтительных примеров исполнения.
Фиг.1 показывает на пространственном изображении устройство для соединения лент.
Фиг.2 показывает в пространственном виде зажимное и отрезное устройство устройства для соединения лент по фиг.1.
Фиг.3 показывает в пространственном виде подающий ролик соединительного устройства в устройстве для соединения лент по фиг.1.
Фиг.4 показывает в пространственном виде удерживающее устройство устройства для соединения лент по фиг.1.
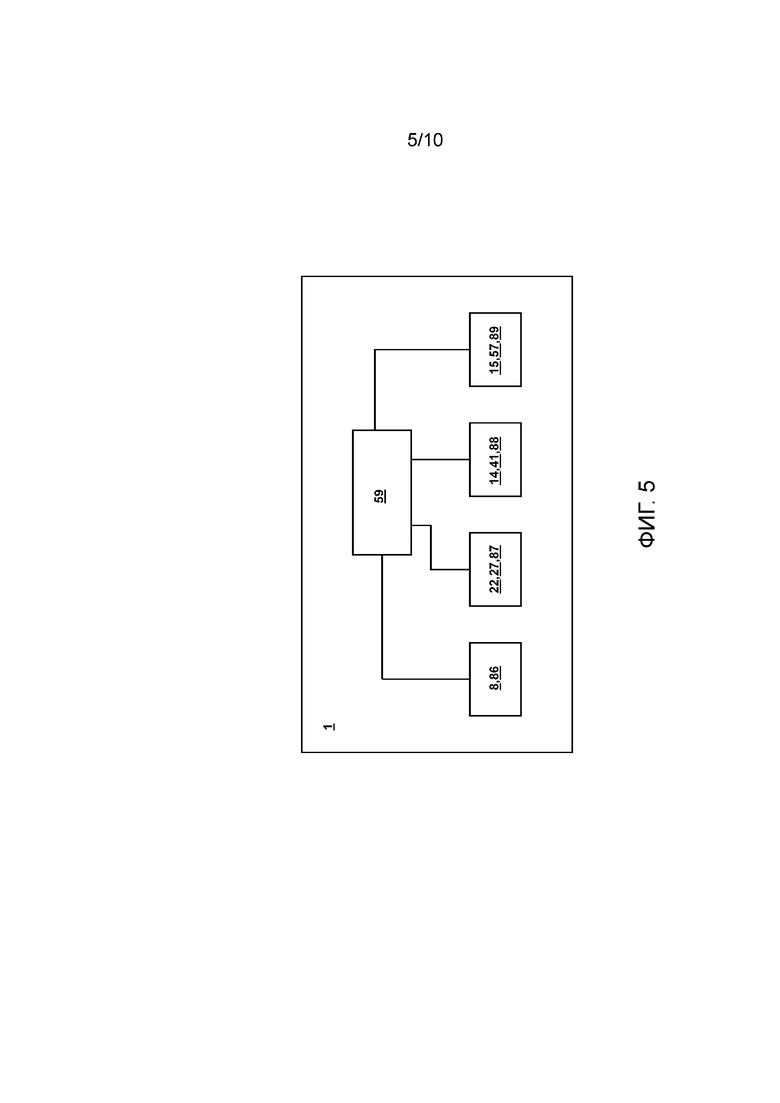
Фиг.5 схематично показывает взаимодействие управляющего блока с исполнительными элементами устройства для соединения лент.
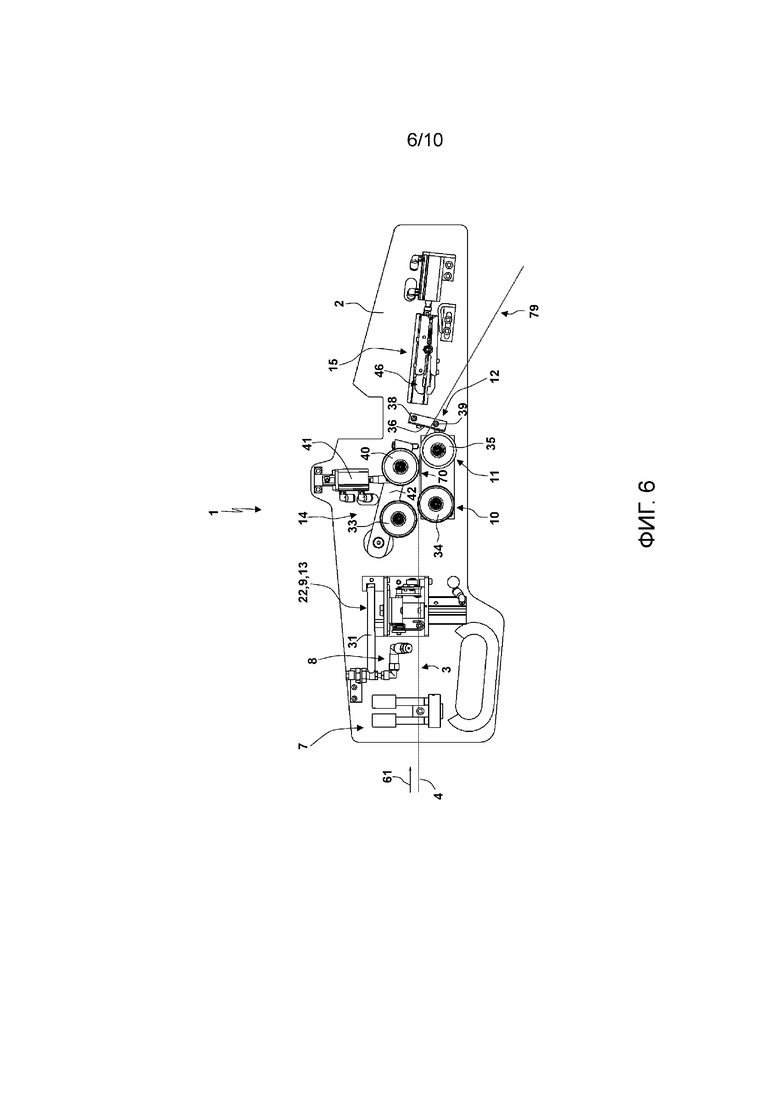
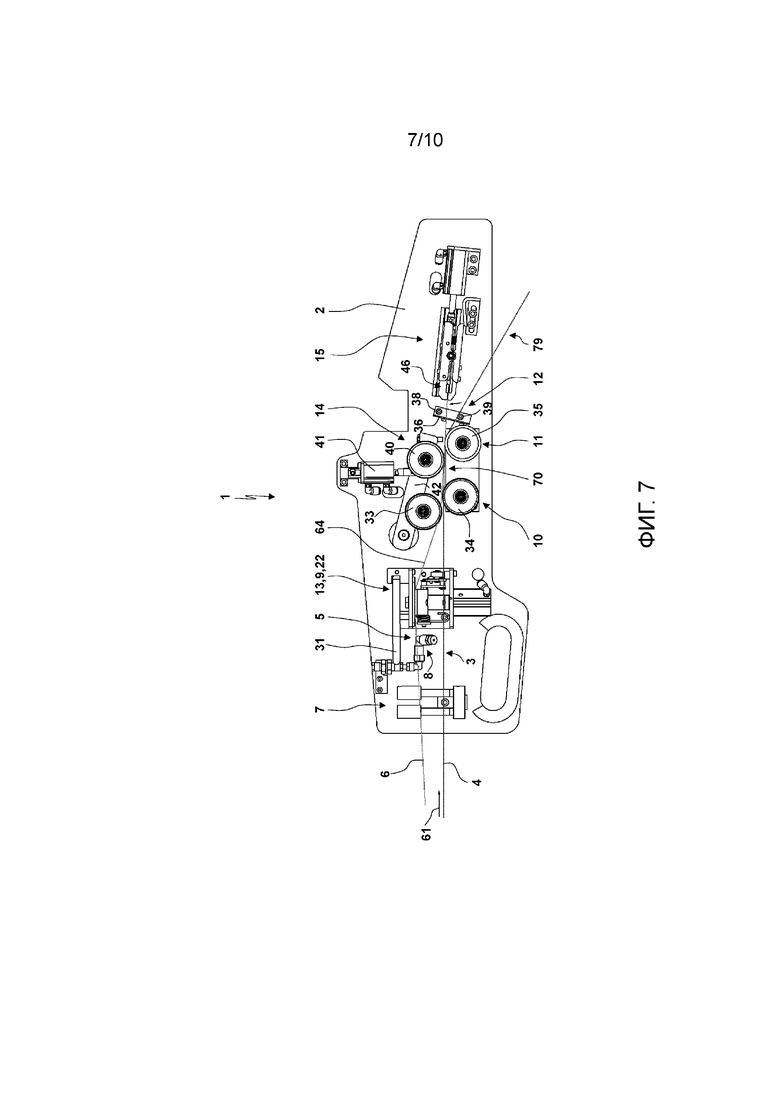
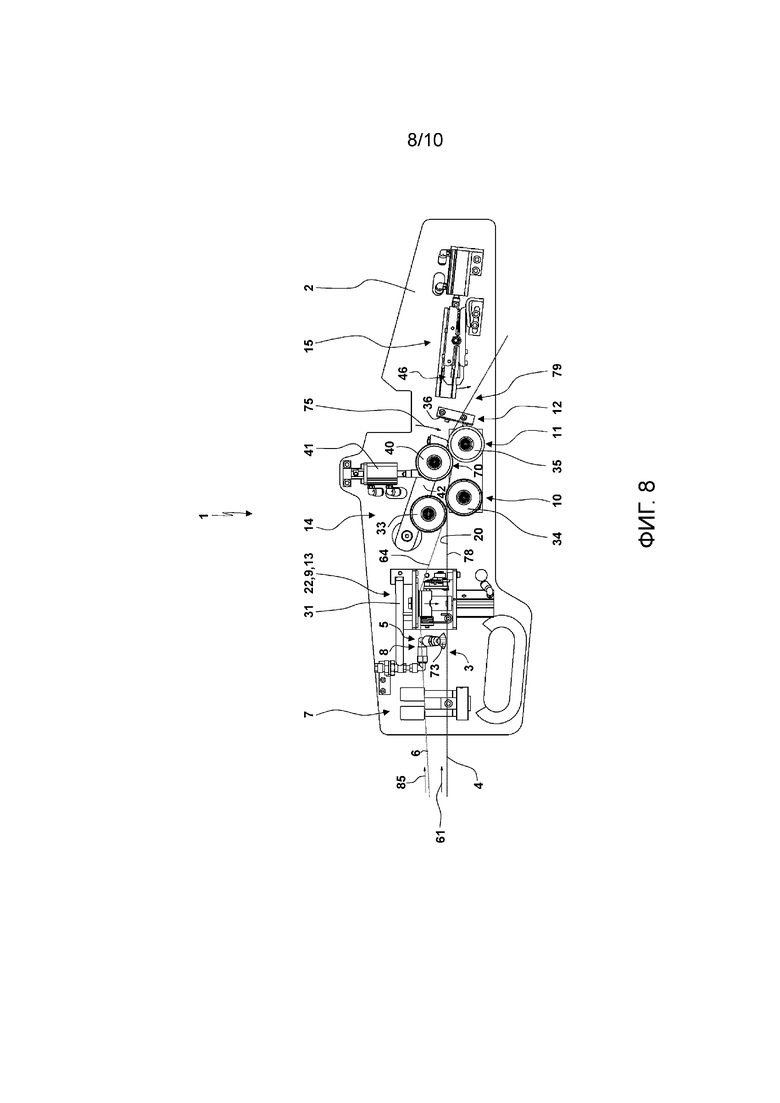
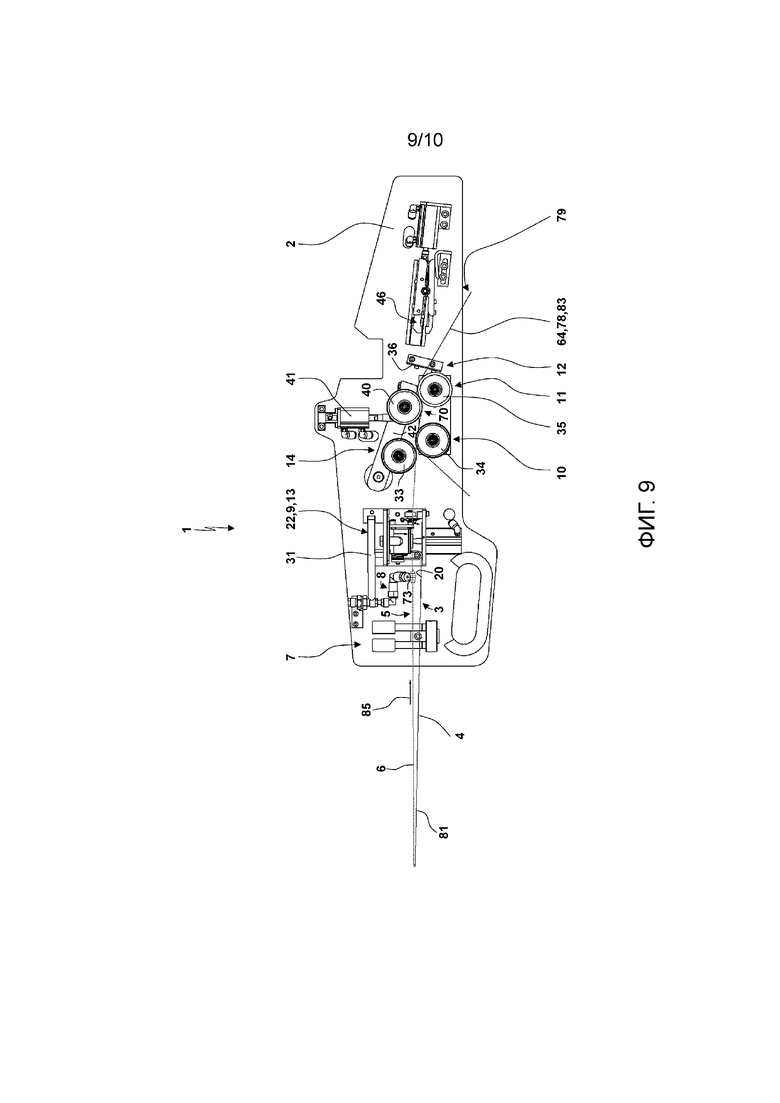
Фиг. с 6 по 9 показывают на виде спереди устройство для соединения лент по фиг.1 в различные моменты времени во время исполнения способа для соединения двух лент.
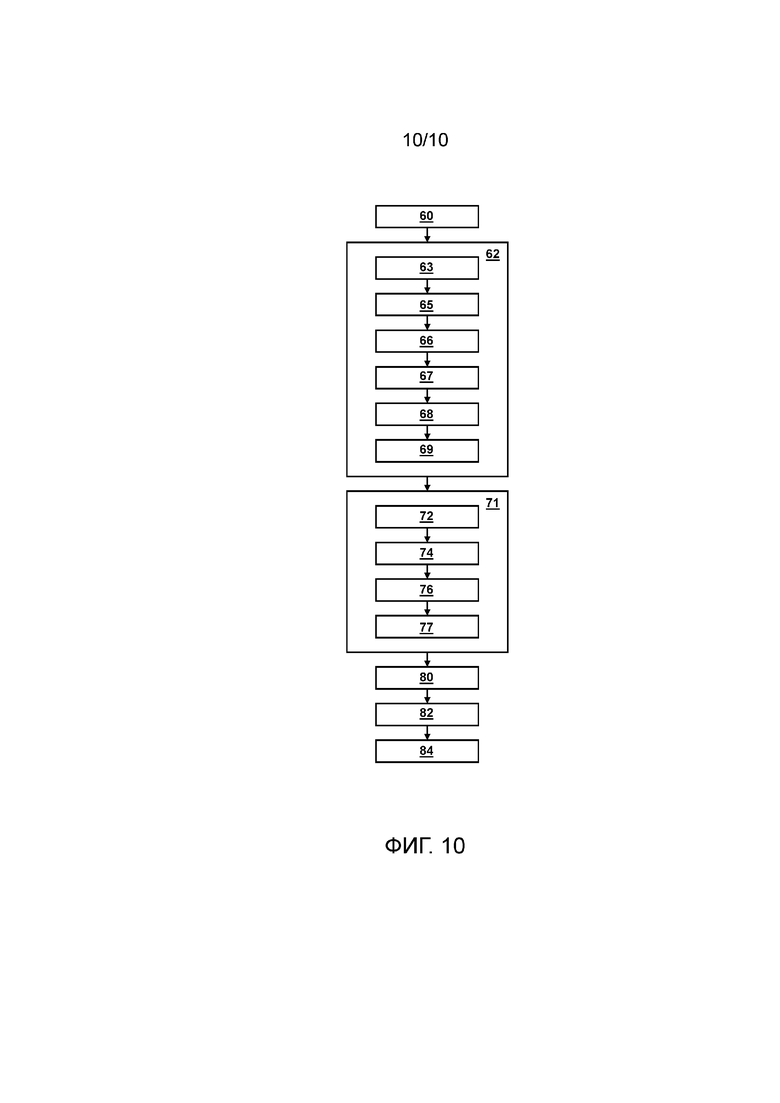
Фиг.10 схематично показывает последовательность проведения способа соединения двух лент.
Осуществление изобретения
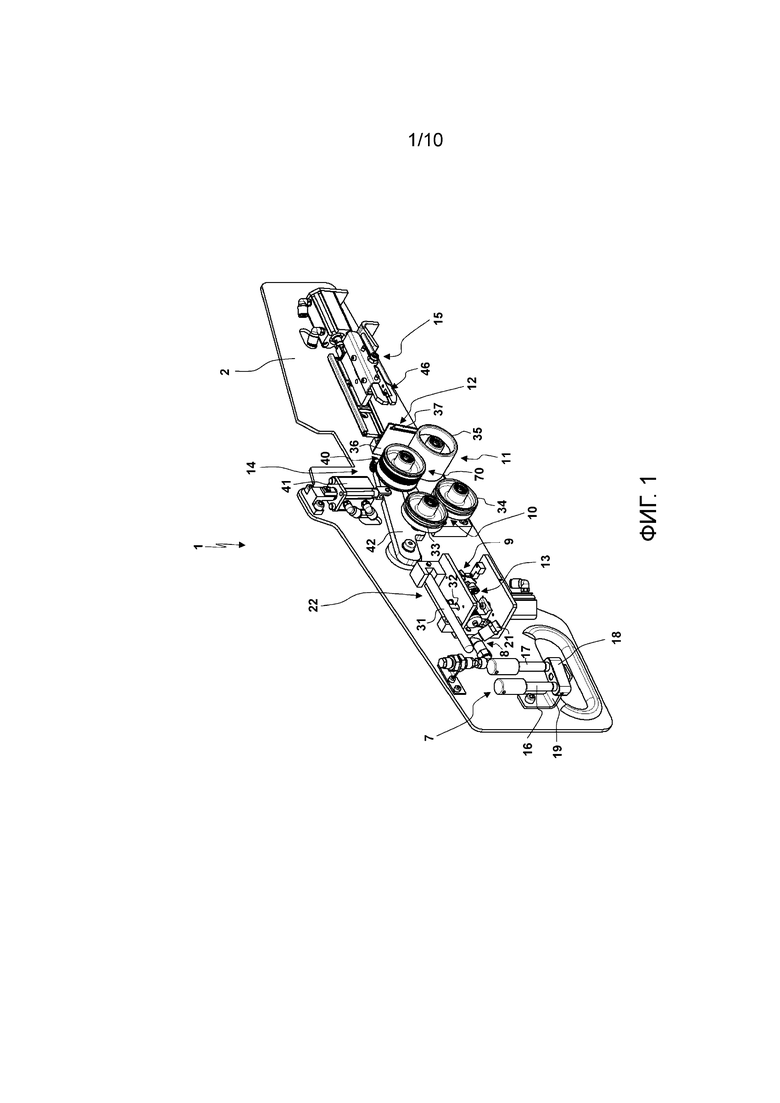
Фиг.1 показывает в пространственном виде устройство 1 для соединения лент. Устройство 1 для соединения лент имеет несущую конструкцию 2, здесь в виде пластины. Несущая конструкция 2 расположена между станцией обеспечения для лент и обрабатывающим устройством, в котором происходит обработка непрерывной ленты до изделия (здесь не изображено). Несущая конструкция 2 расположена стационарно или с возможностью перемещения. Например, несущая конструкция 2 с помощью не показанного механизма, н-р, на видимой на фиг.1 ручке может быть повернута вниз/вперед, чтобы облегчить заправку лент. В неповернутом вниз обычном режиме несущая конструкция 2 может находиться, н-р, выше высоты головы. В качестве устройства обеспечения может использоваться первая шпуля для предоставления первой ленты, а также вторая шпуля для предоставления второй ленты (при необходимости, с множеством следующих шпуль с следующими лентами). Но также возможно, чтобы станция обеспечения была устройством для изготовления, которое, изготавливает, с одной стороны, первую ленту, а, с другой стороны, вторую ленту. Далее возможно, чтобы с помощью устройства 1 соединения лент была возможной смена между двумя различными типами лент, н-р, с различными голограммами. в качестве обрабатывающего устройства может применяться, например, устройство изготовления для защищенного документа, такого как банкнота, у которого образованный лентами непрерывная лента представляет собой защитную ленту, которая заделывается в основной материал банкноты.
В устройстве 1 для соединения лент сформирована подающая линия 3 для первой ленты 4. Вдоль подающей линии 3 непрерывно подается первая лента 4, что может происходить с постоянной скоростью, изменяющейся скоростью, большей 0 или прерывисто с регулярным форматом. Далее, в устройстве 1 для соединения лент сформирована линия 5 для второй ленты 6. В линии 5 сначала не осуществляется движение подачи второй ленты 6 перед соединением лент 4, 6. Однако происходит движение сближения или объединения линии 5 в направлении подающей линии 3.
Устройство 1 для соединения лент имеет направляющее устройство 7, увлажняющее устройство 8, отрезное устройство 9, направляющее устройство 10, направляющее устройство 11, а также направляющее устройство 12, которые в этом направлении в направлении подачи первой ленты 4 в подающей линии 3 приходят во взаимодействие с первой лентой 4.
Устройство 1 для соединения лент имеет направляющее устройство 7, зажимное устройство 13, соединительное устройство 14, направляющее устройство 12 и удерживающее устройство 15, которые расположены в этом порядке вдоль линии 5 второй ленты 6.
Расположенное вначале устройства 1 для соединения лент направляющее устройство 7 состоит из двух цилиндрических направляющих роликов 16, 17, которые на свободных концевых зонах имеют расширение в форме ступеньки, и ось вращения которых здесь ориентирована вертикально. Рабочие поверхности направляющих роликов 16, 17 с меньшим диаметром вступают во взаимодействие с лентами 4, 6, поэтому продольная протяженность этой частичной зоны направляющих роликов 16, 17 имеет такие размеры, чтобы эта зона простиралась в подающей линии 3 и линии 5. Направляющие ролики 16, 16 удерживаются с возможностью поворота на носителе 18. Носитель 18, в свою очередь, удерживается с помощью несущего элемента 19, выполненного здесь как L-угловая зона, на несущей конструкции 2. При этом путем поворота носителя 18 относительно несущего элемента 19 вокруг регулировочной оси, ориентированной параллельно оси вращения направляющих роликов 16, 17, может производиться точное выставление направляющего устройства 7. Если смотреть в направлении подачи первой ленты 4, то направляющие ролики 16, 17 образуют вертикальную щель, ширина которой может быть выставлена с помощью указанной юстировки. Направляющее устройство 7 служит для проводки ленты 4 в горизонтальной плоскости и поперечно направлению подачи таковой.
Увлажняющее устройство 8 имеет подключение, через которое к увлажняющему устройству 8 подводится жидкость, которая должна быть нанесена в качестве увлажнения 20 на первую ленту 4. Далее, увлажняющее устройство 8 имеет расположенную со стороны выхода форсунку 21, с помощью которой предварительно задается характер нанесения жидкости из увлажняющего устройства 8. Далее, увлажняющее устройство 8 имеет электронно управляемый клапан 86 и электронное подключение управления для регулировки клапана 86 электронным управляющим блоком 59. При помощи клапана 86 может быть активировано увлажняющее устройство 8, если должно производиться соединение лент 4, 6, и оно может быть деактивировано, если не производится соединение лент 4, 6.
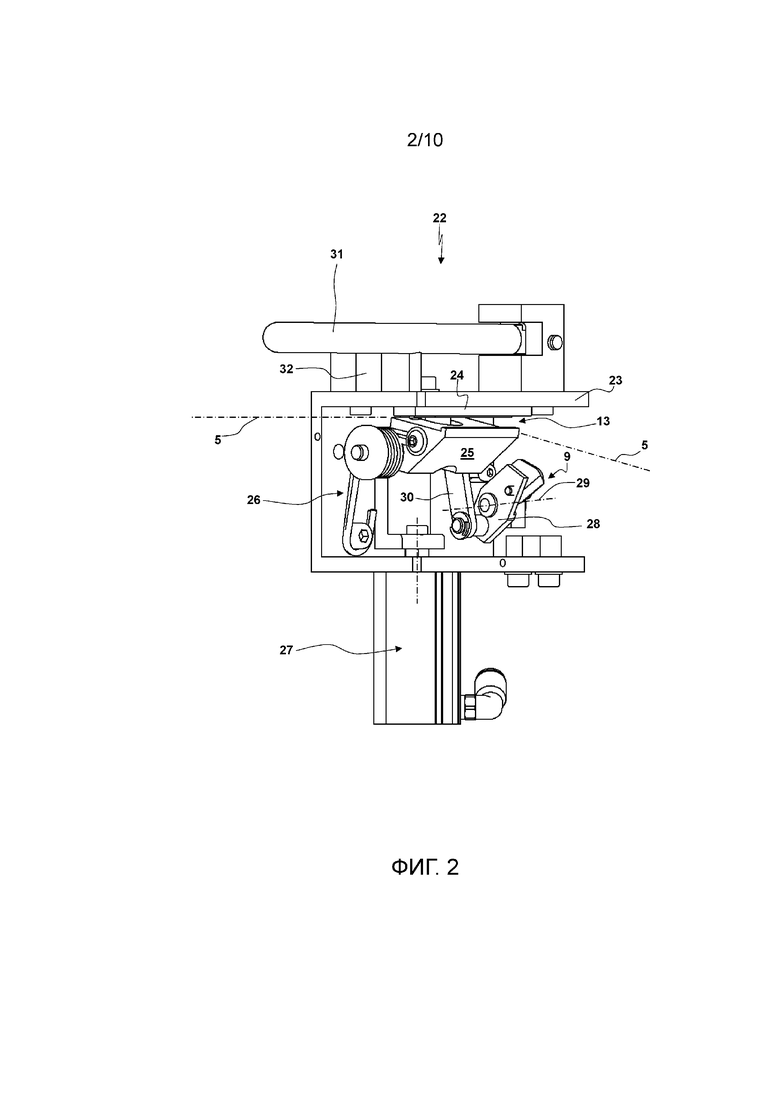
В качестве изображенного примера исполнения устройства 1 для соединения лент отрезное устройство 9 и зажимное устройство 13 образуют комбинированное зажимное и отрезное устройство 22, изображенное на фиг.2. Зажимное и отрезное устройство 22 удерживается с помощью несущего элемента 23, здесь U-образного, на несущей конструкции 2. Зажимное устройство 13 имеет зафиксированную на несущем элементе 23 зажимную пластину 24, а также размещенную с возможностью поворота на несущем элементе 23 зажимную колодку 25. С помощью пружины 26, здесь торсионной пружины кручения, зажимная колодка 25 в направлении зажимной пластины 24 приведена в положение зажима, в котором проложенная между зажимной пластиной 24 и зажимной колодкой 25 вторая лента 6 в линии 5 зажата и, таким образом, удерживается и фиксируется. С помощью пневматического исполнительного элемента 27 и толкателя или любого кинематического соединения, который или которое соединяет пневматический исполнительный элемент 27 с поворотной зажимной колодкой 25, может быть создана действующее на зажимную колодку 25 открывающее усилие, с помощью которого против усилия пружины 26 зажимная колодка 25 может быть переведена в положение открывания, активное на фиг.2, в котором зажатая в положении зажима вторая лента 6 высвобождается. Без пневматического нагружения пневматического исполнительного элемента 27 зажимное устройство 13 принимает положение зажима, в то время как для достижения положения открывания зажимного устройства 13 согласно фиг.2 требуется пневматическое нагружение пневматического исполнительного элемента 27. Также и пневматический исполнительный элемент 27 управляется через управляемый электронно клапан 87 электронным управляющим блоком 59.
Пневматический исполнительный элемент 27 зажимного и отрезного устройства 22 состыкован также через толкатель или кинематическое соединение с отрезным устройством 9 для приведения его в действие, при этом здесь также может найти применение то же самое кинематическое соединение или соединительная штанга для соединения пневматического исполнительного элемента 27 с зажимным устройством 13. Отрезное устройство 9 имеет режущий нож 28, который размещен с возможностью поворота вокруг поворотной оси 29 относительно несущего элемента 23. Режущий нож 28 образует состоящий из двух частей рычаг, у которого одна часть рычага образует режущую кромку, в то время как к другой части рычага шарнирно подсоединено кинематическое соединение или соединительная штанга 30, с помощью которых режущий нож 28 состыкован с пневматическим исполнительным элементом 27.
Формирование и регулировка пневматического исполнительного элемента 27 происходит таким образом, чтобы он имел первый отрезок хода и второй отрезок хода. На первом отрезке хода может происходить открывание зажимной колодки 25 из положения зажима в положение открывания согласно фиг.2. В этом положении открывания можно передвигать вторую ленту 6 в ее продольном направлении. С другой стороны, вторая лента 6 в положении открывания направлена между зажимной колодкой 25 и зажимной пластиной 24 в вертикальном направлении, благодаря чему в положении открывания в зоне зажимного устройства 13 сохраняется отступ между первой лентой 4 и второй лентой 6. На этом первом отрезке хода также поворачивается режущий нож 28, не достигая, однако, положения резки. Таким образом, первый отрезок хода используется исключительно для высвобождения зажатой в зажимном устройстве второй ленты 6, в то время как дальше проводка происходит в вертикальном направлении. В противоположность этому, на втором отрезке хода зажимная колодка 25 открывается дальше, таким образом отпадает нижняя проводка второй ленты 6, и вторая лента 6 может двигаться вниз, пока она не будет простираться вдоль подающей линии 5. Поскольку одновременно с помощью отрезного устройства 9 происходит рассечение первой ленты 4, то тогда процесс может продолжаться дальше со второй лентой 6.
На втором отрезке хода поворотный нож 28 переводится в закрытое положение или положение резки, в котором он может вступать во взаимодействие с первой лентой 4, при этом возможно, чтобы в положении резки лезвие режущего ножа 28 прижималось к поверхности прижима, удерживаемой на несущем элементе 23.
Таким образом, пневматический исполнительный элемент 27 используется многофункционально, приводя в действие как отрезное устройство 9, так и зажимное устройство 13.
Наряду с приведением в действие зажимного и отрезного устройства 22 с помощью пневматического исполнительного элемента 27 вследствие электронного управления электронным управляющим блоком 59, может также происходить и ручное приведение в действие таковых: на несущем элементе 23 установлен с возможностью поворота обслуживающий рычаг 31. Обслуживающий рычаг 31 связан через соединительную штангу или кинематическое соединение 32 с зажимной колодкой 25 (и с режущим ножом 28). Если (в частности, для осуществления заправки второй ленты 6) на обслуживающий рычаг 31 вручную нажимают вниз, то сила ручного приведения в действие, созданная на обслуживающем рычаге 31 и переданная через соединительную штангу или кинематическое соединение 32 может переводить зажимную колодку 25 в положение открывания согласно фиг.2, для чего силой ручного приведения в действие должна быть преодолена запирающее усилие пружины 26.
В качестве направляющего устройства 10 используется направляющий ролик 34, который огибает нижняя сторона первой ленты 4 и который обеспечивает правильную ориентацию поперечного сечения первой ленты 4. В частности, направляющий ролик 34 обеспечивает ориентировку ленты 4 уплощением вверх, поэтому уплощение может быть снабжено увлажнением 20 от увлажняющего устройства 8, и, как еще будет разъяснено далее, вторая лента 6 может быть наложена сверху на уплощение первой ленты 4 для установления желаемого адгезионного соединения в области уплощения. Если в качестве лент 4, 6 используются ленты с прямоугольным поперечным сечением, то направляющий ролик 34 обеспечивает, например, чтобы более длинная сторона прямоугольного поперечного сечения первой ленты 4 была ориентирована горизонтально, при этом также обеспечивается соответствующее ориентирование поперечного сечения второй ленты 6.
Направляющее устройство 11 сформировано как отклоняющий ролик 35. Первая лента 4 лежит под углом обхвата (для изображенного примера исполнения в диапазоне, например, от 20° до 60°) на направляющем ролике 35. Соответственно углу обхвата происходит изменение направления подачи и протяженности первой ленты 4, с которым первая лента 4 покидает устройство соединения лент, и она подводится к обрабатывающему устройству.
Дополнительно за направляющим устройством 11 может быть расположено следующее направляющее устройство 12, которое для изображенного примера исполнения может быть сформировано как пластина 36 с вертикальной прорезью 37. Первая лента 4 простирается сквозь прорезь 37, благодаря чему осуществляется горизонтальная проводка ленты. Также возможно, чтобы направляющее устройство 12 имело два отстоящих друг от друга направляющих ролика, которые ориентированы поперечно прорези 37 и которые предварительно задают в прорези 37 максимально верхнее положение и максимально нижнее положение первой ленты 4 (и второй ленты 6, см. ниже).
Соединительное устройство 14 имеет соединительный ролик 40 и направляющий ролик 33. Направляющие ролики 33, 34 заботятся о том, чтобы ленты 4, 6 были ориентированы горизонтально и проводились друг над другом с малым вертикальным отступом друг от друга. Направляющий ролик 33 и соединительный ролик 40 с помощью здесь пневматического исполнительного элемента 41, управляемого электронно управляющим блоком 59 через клапан 88, перемещаются таким образом, чтобы линия 5 второй ленты 6 могла быть объединена с подающей линией 3 первой ленты 4, и могло быть достигнуто усилие прижима между первой лентой 4 и второй лентой 6. Для изображенного примера исполнения направляющий ролик 33 и соединительный ролик 40 установлены на поворотном рычаге 42. В свою очередь, поворотный рычаг 42 установлен с возможностью поворота на несущей конструкции 2. На поворотный рычаг 42 воздействует вне его поворотной оси пневматический исполнительный элемент 41 через соединительную штангу или кинематическое соединение, поэтому приведением в действие пневматического исполнительного элемента 41 может быть достигнуто поворачивание поворотного рычага 42. Предпочтительно поворотный рычаг 42 находится без пневматического воздействия пневматического исполнительного элемента 41 в исходном положении, которое в дальнейшем также обозначается как неактивное рабочее положение, и в котором линия 5 второй ленты 6 расположена с отступом от подающей линии 3 первой ленты 4. Пневматическим приведением в действие пневматического исполнительного элемента 41 принимается положение соединения поворотного рычага 42 и соединительного ролика 40, которое также обозначается как активное рабочее положение, и в котором ленты 4, 6 приходят в наложение друг на друга и, при определенных обстоятельствах, даже прижимаются друг к другу.
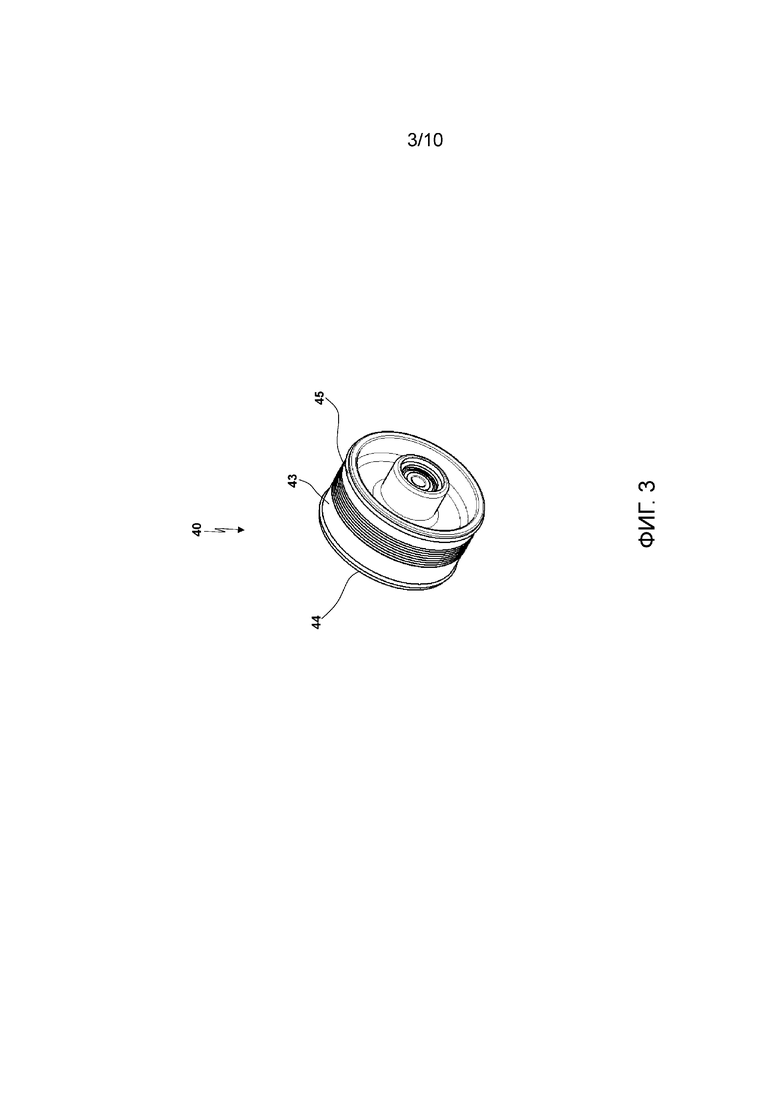
Фиг.3 показывает на пространственном виде возможную форму исполнения соединительного ролика 40. Соединительный ролик 40 имеет, в основном, цилиндрическую поверхность 43 направления ленты, которая на аксиальных концах ограничена ступенькой с расширением поперечного сечения, которые образуют фрикционные кольца 44, 45. Возможно, чтобы поверхность 43 направления ленты была снабжена покрытием, шероховатостью или подобным, чтобы влиять на условия контакта между соединительным роликом 40 и лентами 4, 6. Возможно, чтобы соединительный ролик 40, части соединительного ролика 40 или лишь фрикционные кольца 44, 45 были эластичными.
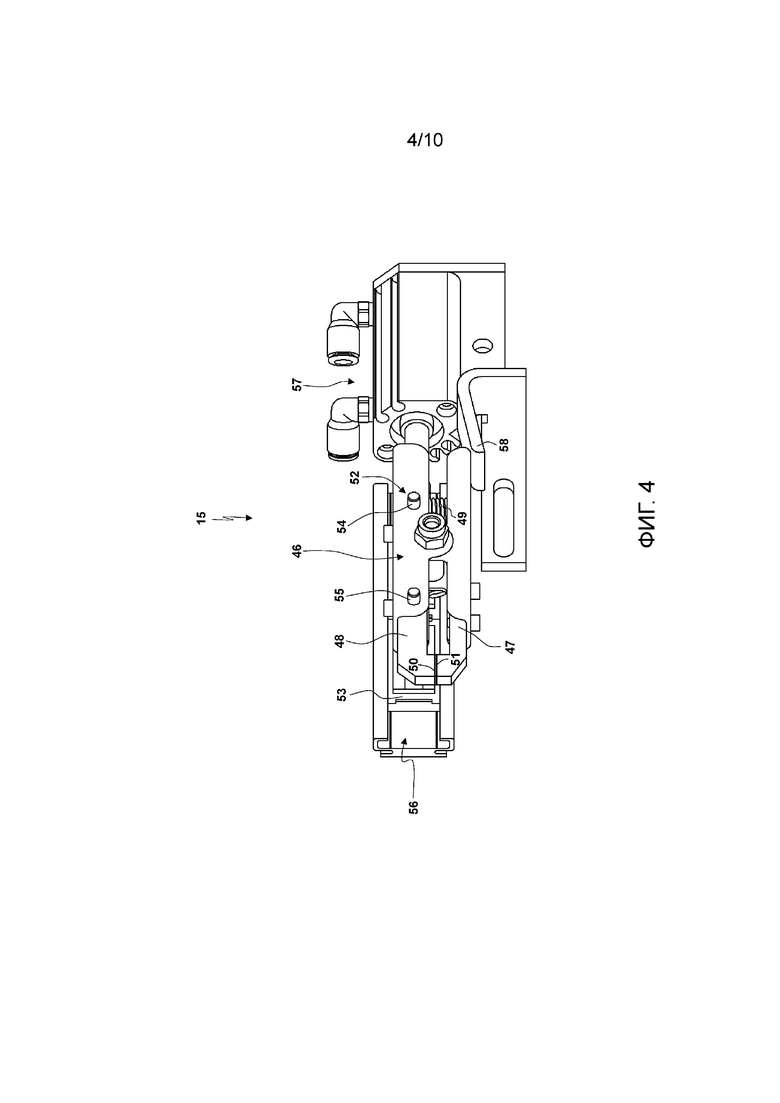
Фиг.4 показывает в пространственном виде возможную форму исполнения удерживающего устройства 15. Удерживающее устройство 15 имеет зажимное устройство 46, которым может быть зажат передний свободный конец второй ленты 6. Для изображенного примера исполнения зажимное устройство 46 имеет две зажимные колодки 47, 48, которые с помощью зажимной пружины 49 подаются в их положение зажима или запирания, в котором расположенные в концевой области зажимных колодок 47, 48 зажимные поверхности 50, 51 зажимают передний свободный конец второй ленты 6.
Зажимное устройство 46 может быть подвешено или закреплено с помощью разъемного соединения 52 на каретке 53. Разъемное соединение 52 может быть сформировано, н-р, как любое штекерное, стопорное или запирающее соединение. Для изображенного примера исполнения разъемное соединение имеет штифты 54, 55, которые могут быть вставлены в горизонтальном направлении в каретку 53. Каретка 53 направлена с возможностью смещения по линейной направляющей 56 с линейной степенью свободы. Предпочтительно линейная степень свободы ориентирована точно или приблизительно в направлении или параллельно подающей линии 3 или линии 5.
Каретка 53 может передвигаться с удерживаемым на ней зажимным устройством 46 с помощью показанного здесь пневматического исполнительного элемента 57. Этим движением каретки 53 часть рычага зажимной колодки 47, которая не является частью рычага с зажимной поверхностью 51, с управляемым движением приходит в наложение на поверхность 58 приведения в действие. Дальнейшим движением концевая область зажимной колодки 47 скользит вдоль поверхности 58 приведения в действие. Поскольку поверхность 58 приведения в действие наклонена навстречу линейному направлению движения, то это ведет к поворачиванию зажимной колодки 47, благодаря чему зажимные поверхности 50, 51 движутся друг от друга, и навстречу воздействию зажимной пружины 49 происходит открывание зажимных колодок 47, 48, благодаря чему конец второй ленты 6 может быть высвобожден. Для изображенного примера исполнения каретка 53 с зажимным устройством 46 движется вдоль линейной направляющей 56 с сопровождающим это управлением движения с помощью находящейся в покое поверхности 58 приведения в действие. Вполне возможно также, чтобы зажимное устройство 46 для создания открывающего движения не двигалось и жестко удерживалось на линейной направляющей 56 или вообще не имелось никакой линейной направляющей, в то время как тогда в этом случае пневматический исполнительный элемент 57 перемещает поверхность 58 приведения в действие. Также и здесь пневматический исполнительный элемент 57 управляется с помощью пригодного электронно управляемого клапана 89 от электронного управляющего блока 59. Предпочтительным у показанного линейного движения является то, что зажимная колодка 51 перемещается назад горизонтально от второй ленты 6. Вторая лента 6, таким образом, не может оставаться лежать на зажимной колодке 51, а надежно падает вниз.
Фиг.5 показывает скоординированное управление увлажняющим устройством 8, зажимным и отрезным устройством 22, соединительным устройством 14 и удерживающим устройством 15 с помощью управляющего блока 59. При этом управляющий блок 59 управляет предпочтительно электронными клапанами 86, 87, 88, 89, которые соответствуют пневматическим исполнительным элементам 27, 41, 57 или увлажняющему устройству 8. Но также могут быть использованы отличающиеся исполнительные элементы, у которых, например, происходит непосредственно преобразование электрического управляющего сигнала в усилие и движение (например, электрический тактовый двигатель или электрический привод).
На фиг.6 - 9 изображен на различных стадиях способа проводимый с помощью устройства 1 для соединения лент способ соединения лент 4, 6, причем этот способ поясняется также с помощью последовательности проведения способа согласно фиг.10:
на этапе 60 способа, для которого на фиг.6 изображено устройство 1 для соединения лент, первая лента 4 перемещается вдоль подающей линии 3 с движением 61 подачи через устройство 1 для соединения лент и подается к расположенному следом обрабатывающему устройству.
На этапе 62 способа вторая лета 6 вводится в устройство 1 для соединения лент. Этап 62 способа может быть осуществлен именно до перехода в режим подачи для первой ленты 4, поэтому, с одной стороны, первая лента 4 заправляется в устройство 1 соединения лент, а, с другой стороны, вторая лента заправляется в устройство 1 соединения лент, и именно до перехода в режим подачи для первой ленты 4 уделяется внимание более поздней смене от подачи первой ленты 4 ко второй ленте 6. Но также возможно, чтобы происходила заправка второй ленты 6, когда первая лента 4 подавалась предварительно заданное время, была подана предварительно заданная и, при необходимости, отмеренная длина первой ленты 4 или происходило приближение или достижение конечного участка 78 первой ленты 4.
На этапе 62 способа сначала на этапе 63 способа зажимное устройство 46 убирается от удерживающего устройства 15, и свободный конец начального участка 64 второй ленты 6 зажимается между зажимными поверхностями 50, 51. Это может происходить, например, в области шпули, на которой намотана вторая лента 6. При этом вручную открывается зажимное устройство 46, конец заводится между зажимными поверхностями 50, 51, и зажимное устройство 46 с устранением ручных усилий приведения в действия достигает, вследствие действия зажимной пружины 49, положения зажима. Вслед за этим начальный участок 64 второй ленты 6 вводится в устройство 1 для соединения лент. Для этого начальный участок 64 на этапе 65 способа вводится в направляющее устройство 7. На этапе 66 способа с помощью ручного приведения в действие обслуживающего рычага 31 зажимное устройство 13 открывается, и начальный участок 64 кладется между зажимной пластиной 24 и зажимной колодкой 25. Если с обслуживающего рычага 31 устраняется ручное усилие приведения в действие, то пружина 26 закрывает зажимную колодку 25, тем самым начальный участок 64 зажимается зажимным устройством 13. При этом не происходит задействование отрезного устройства 9 в той мере, которая приводит к разрезанию первой ленты 4. На этапе 67 способа начальный участок 64 накладывается на направляющий ролик 33, при этом угол обвивания направляющего ролика 33 может составлять только несколько градусов (в частности, 1° до 10° или от 2° до 6°), и проводится вдоль соединительного ролика 40. На этапе 68 способа начальный участок 64 проводится через направляющее устройство 12. В заключении на этапе 69 способа зажимное устройство 46 крепится или подвешивается на каретке 53 удерживающего устройства 15. В заправленном таким образом состоянии подающая линия 3 находится на расстоянии от линии 5, поэтому везде существует промежуточное пространство между обеими лентами 4, 6. Соединительное устройство 14 находится в неактивном рабочем положении, тем самым в рабочей зоне 70 соединительного устройства 14 еще имеется маленькая щель между лентами 4, 6. Во время всех названных этапов способа происходит непрерывная подача ленты 4 с движением 61 подачи, в то время как не происходит подачи второй ленты 6. При этом вызывается вращение направляющего ролика 34 и/или направляющего ролика 35 трением первой ленты 4 о них. Но также возможно, чтобы, например, отклоняющий ролик 35 приводился в движение не изображенным здесь приводом.
Затем на этапе 71 способа происходит собственно создание адгезионного соединения обеих лент 4, 6 (сравни фиг.8):
для этого сначала на этапе 71 способа (в частности, от управляющего блока 59 через клапан 86) увлажняющее устройство 8 управляется таким образом, чтобы оно выдавало жидкость 73, благодаря чему на первой ленте 4 на обращенной ко второй ленте 6 стороне создавалось увлажнение.
Если снабженный увлажнением 20 участок первой ленты 4 попадает в рабочую зону 70 соединительного устройства 14, то на этапе 74 способа (в частности, от управляющего блока 59 через клапан 88) приводится в действие соединительное устройство 14, что имеет следствием то, что поворотный рычаг 42 поворачивается в направлении 75 поворота. Это имеет следствием то, что соединительный ролик 40 с фрикционными кольцами 44, 45 приходит в наложение на рабочую поверхность направляющего ролика 35. Вследствие созданного таким образом фрикционного контакта соединительный ролик 40 приводится во вращение. Высота фрикционных колец 44, 45 и эластичность сформированы так, чтобы между рабочей поверхностью 43 проводки ленты и рабочей поверхностью направляющего ролика 35 вторая лента 6 ложилась на снабженную увлажнением 20 первую ленту 4 и прижималась к ней. Предпосылкой для движения второй ленты 6 в продольном направлении является высвобождение удерживающим устройством 46 и зажимным устройством 13. Вследствие обеспеченной увлажнением 20 адгезии происходит захват второй ленты 6 первой лентой 4, причем это может происходить непосредственно, или происходит плавное ускорение второй ленты 6 с уменьшающимся проскальзыванием. Сначала первой лентой 4 совершается только тянущее усилие. С приведением в движение второй ленты 6 также поворачивается направляющий ролик 33 вследствие прижима или обвивания.
Незадолго до, одновременно или сразу после соединения происходит на этапе способа (в частности, от управляющего блока 59 и клапана 89) приведение в действие исполнительного элемента 57 таким образом, чтобы зажимное устройство 46 переводилось в незажимающее положение, благодаря чему свободный конец второй ленты 6 высвобождается и под своим собственным весом может падать вниз на первую ленту 4. Чтобы избежать того, чтобы вторая лента 6 ложилась горизонтально рядом с первой лентой 4, вторая лента 6 может быть направлена горизонтально через направляющее устройство 12.
Также до, вместе с или сразу после соединения (в частности, с помощью управления клапаном 87 управляющим блоком 59) зажимное устройство 13 переводится в положение высвобождения, для чего исполнительный элемент 27 выполняет первый отрезок хода. Также и в положении высвобождения зажимного устройства 13 оно продолжает удерживать вторую ленту 6 сверху с отступом от первой ленты 4, поэтому соединение лент 4, 6 происходит только в рабочей зоне 70 соединительного устройства 14. После этого производства соединения за максимально короткий промежуток времени и для малой длины участка непрерывной ленты к расположенному после устройства 1 соединения лент обрабатывающему устройству подводится участок соединения непрерывной ленты, на котором начальный участок 64 второй ленты 6 лежит на конечном участке 78 первой ленты 4, и они при помощи увлажнения 20 адгезией соединены друг с другом до тех пор, пока не достигнут свободный конец конечного участка 78 первой ленты 4. Однако является предпочтительным, если участок соединения, на котором ленты 4, 6 наложены друг на друга, остается максимально коротким.
На опциональном этапе 80 способа отрезным устройством 9 по направлению хода участка соединения, длина которого отмерена так, чтобы было достигнуто достаточное адгезионное воздействие, уже ненужный остаточный конец 81 первой ленты 4 может быть отделен. При этом управляющим блоком 59 управляется исполнительный элемент 27 зажимного и отрезного устройства 22 для выполнения также и второго отрезка хода, по окончанию которого режущий нож 28 отрезает первую ленту 4.
В заключении на этапе 82 способа происходит высвобождение второй ленты 6 зажимным устройством 13 таким образом, чтобы она могла принять положение первой ленты 4 в обычном режиме подачи согласно фиг.6, благодаря чему вторая лента 6 движется вдоль подающей линии 3, и вторая лента 6, с точки зрения возможного более позднего процесса соединения со следующей лентой, становится первой лентой 4. Таком образом, одновременно или во временном окружении управляющий блок 59 обратно направляет соединительное устройство 14 в неактивное рабочее положение, в котором не имеет место фрикционный контакт соединительного ролика 40 с направляющим роликом 35.
Возможно, чтобы происходило лишь однократное соединение первой ленты 4 со второй лентой 6. Но также возможно, чтобы этот процесс проводился соответственно при достижении конца ленты, поэтому создается непрерывная лента 79, длина которой соответствует многократной длине одной ленты 4, 6.
С помощью соответствующего изобретению способа может происходить, в частности, соединение лент 4, 6 без использования вспомогательных средств, не относящихся к процессу, например, клейкой полосы, клея или нити для сшивания. Более того, в качестве жидкости 73 может быть использована, например, вода, которая и так уже находит применение в процессе обработки или является испаряющейся без остатка. Далее, благодаря соответствующему изобретению способу должно быть возможным параллельное одновременное соединение пар лент друг с другом при координации с помощью управляющего блока 59 или нескольких, соединенных друг с другом в сеть или сообщающихся друг с другом управляющих блоков.
Возможно, чтобы увлажняющее устройство 8 имело распылитель для жидкости 73, который мог быть сформирован с форсункой или иным образом.
Увлажнение 20 первой ленты 4 может быть сформировано так, а прижим лент 4, 6 в зоне соединительного устройства 14 осуществляться таким образом, чтобы между лентами 4, 6 кроме жидкости не располагалось ничего, и, в частности, никакого воздуха.
Возможно, чтобы соединительный ролик 40 и/или отклоняющий ролик 35 были эластичными.
Наряду с поясненными рабочими положениями соединительного устройства 14, соединительное устройство 14 (управляющим блоком 59 или, при определенных обстоятельствах, также вручную) может переводиться в расширенное положение открывания, в котором упрощается заправка второй ленты.
Возможно, чтобы отклоняющий ролик 35 был из материала с высокой плотностью или был оснащен вращающимися дополнительными массами, и, тем самым, имел большую инерцию массы, чем соединительный ролик 40 (например, по меньшей мере, в 1,5 раза больше, по меньшей мере, в 2 раза больше, по меньшей мере, в 3 раза больше или, по меньшей мере, в 5 раз больше), поэтому большой инерцией массы направляющего ролика 35 можно добиться ускорения соединительного ролика 40. Также возможно, чтобы любой из роликов 33, 34, 35, 40 приводился в движение дополнительным приводом, чтобы обеспечивать подающее движение.
Опционально на этапе 84 способа может происходить, например, цветная маркировка участка 83 соединения путем нанесения краски, поэтому после подачи участка 83 соединения к процессу обработки может быть упрощена последующая выбраковка изделий, произведенных процессом обработки и в которых находится участок 83 соединения.
На случай, когда исполнительный элемент 22 сформирован пневматически, может производится различение обоих отрезков хода с помощью различных уровней давления при приведении в действие пневматического исполнительного элемента 27, поэтому может найти применение соответствующее устройство регулировки давления.
С помощью ускорения второй ленты 6 она воспринимает подающее движение 85, которое с ростом снижения проскальзывания приближается к скорости подающего движения 61.
Узкие цилиндрические рабочие поверхности фрикционных колец 44, 45 образуют поверхности захвата, которые могут быть захвачены рабочей поверхностью направляющего ролика 35.
Радиальным габаритом фрикционных колец 44, 45 создается щель между рабочей поверхностью направляющего ролика 35 и рабочей поверхностью 43 проводки ленты, которая снижает усилие удержания второй ленты 6 на соединительном ролике 40. Обычное усилие, действующее на ленты 4, 6 между направляющим роликом 35 и соединительным роликом 40, может быть предварительно задано конструктивно с помощью эластичности соединительного ролики 40, фрикционных колец 44, 45 и/или направляющего ролика 35, а также с помощью радиального габарита фрикционных колец 44, 45.
В описании и в пунктах формулы изобретения также дается ссылка на параллельный режим работы нескольких устройств 1a, 1b,… для соединения лент для одновременного предоставления нескольких непрерывных лент 79a, 79b,… для совместного процесса обработки или нескольких параллельных процессов обработки. Здесь для одинаковых конструктивных элементов различных параллельных устройств используются одни и те же ссылочные обозначения, причем тогда соответствующие, параллельно работающие устройства отличаются друг от друга дополняющими буквами a, b, ….
Ширина лент 4, 6 находится предпочтительно в диапазоне от 0,5 мм до 20 мм или в диапазоне от 1 мм до 12 мм, причем для обоих указанных диапазонов толщина лент 4, 6 может находится в диапазоне от 5 мкм до 80 мкм или в диапазоне от 10 мкм до 60 мкм.
Альтернативно ранее описанной форме исполнения возможно, чтобы для управления пневматическим исполнительным элементом 27 для зажимного устройства 13 и для управления пневматическим исполнительным элементом 41 для управления соединительным устройством 14 использовался один и тот же (тогда многофункциональный) клапан. В этом случае пневматический расчет происходит таким образом, чтобы было достаточным одно и то же пневматическое давление, регулируемое многофункциональным клапаном, для переключения соединительного устройства 14 из неактивного рабочего положения в активное рабочее положение и одновременного перевода зажимного устройства 13 в незажимающее рабочее положения без открывания зажимного устройства 13 в более открытое рабочее положение, и, тем самым, также срабатывания отрезного устройства 9. В этом случае можно достичь отрезания избыточной концевой области первой ленты 4 после установления адгезионного соединения ручным приведением в действие обслуживающего рычага 31.
Вторая лента 6 в протекающем процессе подкладывается вручную, когда первая лента 4 еще не закончилась. При этом процесс изготовления бумаги не прерывается. Области, в которых ленты 4, 6 лежат вдвойне, маркируются и позже отбраковываются.
Список ссылочных обозначений
1 устройство соединения лент
2 несущая конструкция
3 подающая линия
4 первая лента
5 линия
6 вторая лента
7 направляющее устройство
8 увлажняющее устройство
9 отрезное устройство
10 направляющее устройство
11 направляющее устройство
12 направляющее устройство
13 зажимное устройство
14 соединительное устройство
15 удерживающее устройство
16 направляющий ролик
17 направляющий ролик
18 носитель
19 несущий элемент
20 увлажнение
21 форсунка
22 зажимное и отрезное устройство
23 несущий элемент
24 зажимная пластина
25 зажимная колодка
26 пружина
27 пневматический исполнительный элемент
28 режущий нож
29 поворотная ось
30 кинематическое соединение, соединительная штанга
31 обслуживающий рычаг
32 соединительная штанга, кинематическое соединение
33 направляющий ролик
34 направляющий ролик
35 отклоняющий ролик
36 пластина
37 прорезь
38 направляющий ролик
39 направляющий ролик
40 соединительный ролик
41 пневматический исполнительный элемент
42 поворотный рычаг
43 поверхность проводки ленты
44 фрикционное кольцо
45 фрикционное кольцо
46 зажимное устройство
47 зажимная колодка
48 зажимная колодка
49 зажимная пружина
50 зажимная поверхность
51 зажимная поверхность
52 разъемное соединение
53 каретка
54 штифт
55 штифт
56 линейная проводка
57 пневматический исполнительный элемент
58 поверхность приведения в действие
59 управляющий блок
60 этап способа
61 подающее движение
62 этап способа
63 этап способа
64 начальный участок
65 этап способа
66 этап способа
67 этап способа
68 этап способа
69 этап способа
70 рабочая зона
71 этап способа
72 этап способа
73 жидкость
74 этап способа
75 направление поворота
76 этап способа
77 этап способа
78 конечный участок
79 непрерывная лента
80 этап способа
81 остаточный конец
82 этап способа
83 участок соединения
84 этап способа
85 подающее движение
86 клапан
87 клапан
88 клапан
89 клапан
Изобретение касается устройства для соединения лент и способа для соединения первой ленты со второй лентой для создания непрерывной ленты. В соответствующем изобретению устройстве для соединения лент при непрерывной подаче первой ленты происходит соединение конечного участка первой ленты с начальным участком второй ленты с помощью адгезионного соединения через расположенную на участке соединения жидкость, в частности воду. Далее изобретение касается способа соединения двух лент, системы обработки и применения способа. Соответствующее изобретению устройство для соединения лент и способ могут быть использованы, в частности, для непрерывного предоставления защитной ленты для защищенного документа, такого как банкнота. Упрощается процесс получения соединений лент. 6 н. и 13 з.п. ф-лы, 10 ил.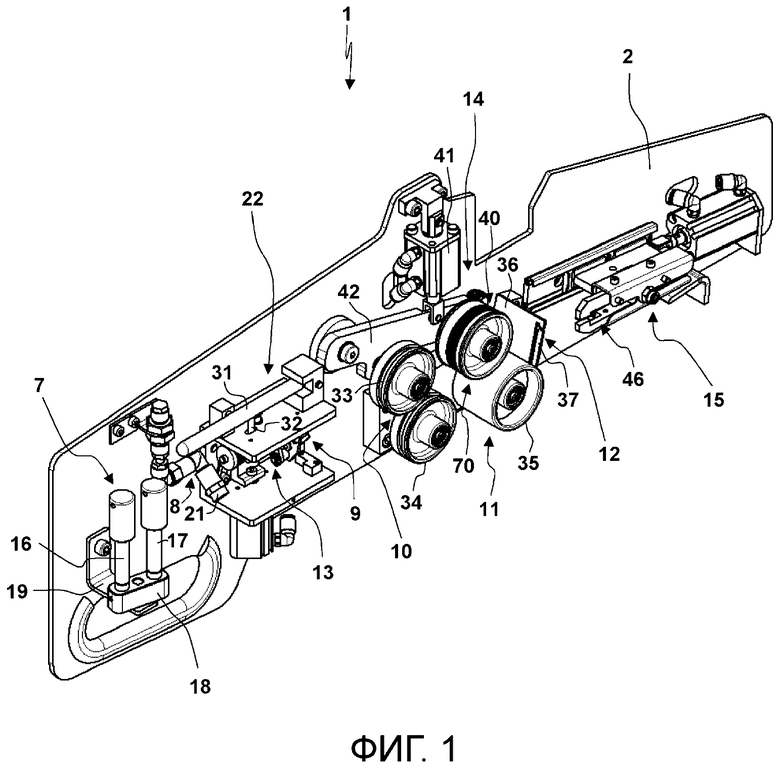
1. Способ соединения конечного участка (78) первой ленты (4) с начальным участком (64) второй ленты (6) для получения имеющей по меньшей мере первую ленту (4) и вторую ленту (6) непрерывной ленты (79), подаваемой на процесс обработки, со следующими этапами способа:
а) соединение конечного участка (78) первой ленты (4) с начальным участком (64) второй ленты (6) с помощью адгезии расположенной между конечным участком (78) первой ленты (4) и начальным участком (64) второй ленты жидкости (73), благодаря чему образована имеющая первую ленту (4) и вторую ленту (6) непрерывная лента (79), причем жидкость
- представляет собой неотверждаемую жидкость и/или
- соответствует использованной в последующем процессе обработки жидкости и/или
- является водой,
и
b) непрерывное подведение непрерывной ленты (79) к процессу обработки.
2. Способ по п. 1 со следующими этапами способа:
а) подача первой ленты (4) с отступом от начального участка (64) второй ленты (6),
b) нанесение увлажнения (20) из жидкости (73) на конечный участок (78) первой ленты (4) и/или на начальный участок (64) второй ленты (6),
с) движение начального участка (64) второй ленты (6) и/или конечного участка (78) первой ленты (4) через соединительное устройство таким образом, чтобы отступ между начальным участком (64) второй ленты (6) и конечным участком (78) первой ленты (4) уменьшался так, чтобы начальный участок (64) второй ленты (6) и конечный участок (78) первой ленты (4) на участке (83) соединения пришли в наложение друг на друга, благодаря чему устанавливается адгезионное соединение между начальным участком (64) второй ленты (6) и конечным участком (78) первой ленты (4) вследствие увлажнения (20) на участке (83) соединения,
и
d) совместное движение первой ленты (4) и второй ленты (6) с и/или после установления адгезионного соединения на участке (83) соединения к процессу обработки.
3. Способ по п. 2, отличающийся тем, что усилие для ускорения второй ленты (6) для создания совместного движения первой ленты (4) и второй ленты (6) вызывают частично с помощью привода.
4. Способ по п. 3, отличающийся тем, что
а) начальный участок (64) второй ленты (6) лежит на соединительном ролике (40),
b) движением начального участка (64) второй ленты (6) и/или конечного участка (78) первой ленты (4) таким образом, чтобы уменьшался отступ начального участка (64) второй ленты (6) от первой ленты (4), создают движение соединительного ролика (40) в направлении первой ленты (4) и
с) движением соединительного ролика (40) в направлении первой ленты (4) соединительный ролик (40) вступает во взаимодействие с подающим роликом или отклоняющим роликом (35), который вращается соответственно движению первой ленты (4), чем создается усилие для ускорения начального участка (64) второй ленты (6) для совместного движения конечного участка (78) первой ленты (4) и начального участка (64) второй ленты (6) с или после установления адгезионного соединения.
5. Способ по одному из предыдущих пунктов, отличающийся тем, что осуществляют проводку первой ленты (4) через по меньшей мере одно жестко установленное направляющее устройство, в частности,
а) между двумя стержнями для скольжения или направляющими роликами (16, 17) и/или
b) по меньшей мере через один регулировочный ролик для изменения ориентации поперечного сечения первой ленты (4) относительно ее продольной оси,
с) по меньшей мере через один отклоняющий ролик (35) для изменения направления подачи первой ленты (4) в зависимости от угла обвивания и/или
d) выходным направляющим устройством или устройством совместной проводки (направляющим устройством (12)).
6. Способ по одному из предыдущих пунктов, отличающийся тем, что управляющим блоком (59) осуществляют управление приведением в действие
а) удерживающего устройства (15) для конца второй ленты (6), и/или
b) зажимного устройства (13) для второй ленты (6), и/или
с) увлажняющего устройства (8) для увлажнения первой ленты (4) и/или второй ленты (6) жидкостью (73), и/или
d) соединительного устройства (14), и/или
е) отрезного устройства (9).
7. Способ по п. 6, отличающийся тем, что управляющий блок через клапан (86, 87, 88, 89) управляет пневматическим исполнительным элементом (27; 41; 57), который приводит в действие
а) удерживающее устройство (15), или
b) зажимное устройство (13), или
с) увлажняющее устройство (8), или
d) соединительное устройство (14), или
е) отрезное устройство (9).
8. Способ по п. 6 или 7, отличающийся тем, что удерживающее устройство (15) и/или зажимное устройство (13) могут быть приведены в действие как с помощью управляющего блока (59), так и вручную.
9. Способ по одному из пп. 2-8, отличающийся следующими этапами способа:
а) удерживание второй ленты (6) с помощью удерживающего устройства (15), заправка второй ленты (6) в зажимное устройство (13) и в расположенную между удерживающим устройством (15) и зажимным устройством (13) рабочую зону (70) соединительного устройства (14),
b) приведение в действие увлажняющего устройства (8), чем производится нанесение увлажнения (20) из жидкости (73) на конечный участок (78) первой ленты (4) и/или начальный участок (64) второй ленты (6),
с) приведение в действие соединительного устройства (14), благодаря чему движение начального участка (64) второй ленты (6) производится таким образом, чтобы отступ начального участка (64) второй ленты (6) от поданной первой ленты (4) уменьшался таким образом, чтобы начальный участок (64) второй ленты (6) и конечный участок (78) первой ленты (4) на участке (83) соединения приходили в наложение друг на друга, и устанавливалось адгезионное соединение между начальным участком (64) второй ленты (6) и конечным участком (78) первой ленты (4) вследствие увлажнения (20) на участке (83) соединения,
при этом этапы a), b) и c) способа проводят в этой последовательности, и во время этих этапов a), b) и c) способа производят непрерывную подачу первой ленты (4), а вместе с или после этапа c) способа осуществляют совместное движение первой ленты (4) и второй ленты (6) в непрерывной ленте (79) к процессу обработки.
10. Способ по одному из предыдущих пунктов, отличающийся тем, что
а) параллельно несколько пар первых и вторых лент (4a, 6a; 4b, 6b; …) соединяют друг с другом соответственно в непрерывную ленту (79a, 79b, …), которые подводят параллельно к одному и тому же обрабатывающему устройству или различным обрабатывающим устройствам, и
b) по меньшей мере с помощью одного или этого управляющего блока (59) управляют приведением в действие необходимых для соответствующего создания соединения устройств (8, 9, 13, 14, 15).
11. Устройство (1) для соединения лент для осуществления способа по одному из предыдущих пунктов, содержащее
а) первую подающую линию (3) для первой ленты (4) и
b) вторую линию (5) для второй ленты (6),
с) увлажняющее устройство (8), с помощью которого первую ленту (4) и/или вторую ленту (6) увлажняют жидкостью (73) на участке (83) соединения, при этом жидкость
- представляет собой неотверждаемую жидкость и/или
- соответствует использованной в последующем процессе обработке жидкости и/или
- является водой, и
d) воздействующее на первую подающую линию (3) и/или вторую линию (5) соединительное устройство (14), которое
da) имеет неактивное рабочее положение, в котором первая подающая линия (3) для первой ленты (4) и вторая линия (5) для второй ленты (6) в рабочей зоне (70) соединительного устройства (14) расположены с отступом друг от друга, и
db) имеет активное рабочее положение, в котором первая подающая линия (3) для первой ленты (4) и вторая линия (5) для второй ленты (6) в рабочей зоне (70) соединительного устройства (14) соединены друг с другом так, что начальный участок (64) второй ленты (6) и конечный участок (78) первой ленты (4) на участке (83) соединения приходят в наложение друг на друга, благодаря чему устанавливается адгезионное соединение между начальным участком (64) второй ленты (6) и конечным участком (78) первой ленты (4) вследствие увлажнения жидкостью (73) на участке (83) соединения.
12. Устройство (1) для соединения лент по п. 11, отличающееся тем, что предусмотрено
а) удерживающее устройство (15), и/или
b) зажимное устройство (13), и/или
с) отрезное устройство (9).
13. Устройство (1) для соединения лент по п. 11 или 12, отличающееся тем, что имеется по меньшей мере один электронный управляющий блок (59), имеющий управляющую логику для управления приведением в действие
а) одного или указанного удерживающего устройства (15) для конца второй ленты (6), и/или
b) одного или этого зажимного устройства (13) для второй ленты (6), и/или
с) увлажняющего устройства (8) первой ленты (4), и/или
d) соединительного устройства (14), и/или
е) одного или этого отрезного устройства (9) первой ленты (4).
14. Устройство (1) для соединения лент по п. 13, отличающееся тем, что имеется пневматический исполнительный элемент (27; 41; 57), который приводит в действие
а) удерживающее устройство (15), или
b) зажимное устройство (13), или
с) увлажняющее устройство (8), или
d) соединительное устройство (14), или
е) отрезное устройство (9).
15. Устройство (1) для соединения лент по п. 13 или 14, отличающееся тем, что
а) удерживающее устройство (15) и/или
b) зажимное устройство (13)
являются приводимыми в действие как с помощью управляющего блока (59), так и вручную.
16. Система обработки для нескольких непрерывных лент (79a, 79b, …), имеющих соответственно пары первых и вторых лент (4a, 6a; 4b, 6b; …), которые соединены друг с другом соответственно на участке (83a; 83b; …) соединения адгезией через жидкость (73) на конечном участке (78a; 78b; …) первой ленты (4a; 4b; …) и начальном участке (64a; 64b; …) второй ленты (6a; 6b; …) с помощью способа по одному из пп. 1-10, по меньшей мере с одним электронным управляющим блоком, имеющим управляющую логику, с помощью которой управляют приведением в действие устройств (8a, 9a, 13a, 14a, 15a; 8b, 9b, 13b, 14b, 15b; …), необходимых для соответствующего производства соединения на участках (83a; 83b; …) соединения.
17. Применение способа по одному из пп. 1-10 для выполненной
а) в качестве защитной ленты для защищенного документа и/или
b) в качестве ПЭС-ленты или алюминизированной ПЭ-ленты первой ленты (4) и второй ленты (6).
18. Применение устройства (1) для соединения лент по одному из пп. 11-15 для выполненной
а) в качестве защитной ленты для защищенного документа и/или
b) в качестве ПЭС-ленты или алюминизированной ПЭ-ленты первой ленты (4) и второй ленты (6).
19. Применение системы обработки по п. 16 для выполненной
а) в качестве защитной ленты для защищенного документа и/или
b) в качестве ПЭС-ленты или алюминизированной ПЭ-ленты первой ленты (4) и второй ленты (6).
| US 5064488 А, 12.11.1991 | |||
| US 3089661 A, 14.05.1963 | |||
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| УСТРОЙСТВО И СПОСОБ СРАЩИВАНИЯ ПО СУЩЕСТВУ ПЛОСКОГО НЕПРЕРЫВНОГО МАТЕРИАЛА | 2015 |
|
RU2694738C2 |
| СКЛАДНАЯ ВЕТРОТУРБИНА С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 1994 |
|
RU2101561C1 |
| US 3607507 A, 21.09.1971. | |||

