Изобретение относится к области авиационного двигателестроения и может быть использовано при изготовлении полых рабочих лопаток вентиляторов газотурбинных двигателей и других изделий ячеистого типа облегченной конструкции из титановых сплавов. Полые изделия ячеистого типа, изготавливаются из титановых сплавов методами диффузионной сварки и сверхпластической формовки (ДС/СПФ). Получение таких изделий включает этапы нанесения на участки, не подлежащие диффузионной сварке, защитного антисварочного покрытия путем распыления или трафаретной печати. Состав защитного покрытия должен быть химически инертен по отношению к титановым сплавам при температурах ДС/СПФ, стойким к осыпанию, технологичным для операций нанесения и сушки, экологически безопасным.
Известны составы защитного покрытия для технологии ДС/СПФ (Патент US 4220276, публ. 02.09.1980 В21Д 26/055, В23К, 20/18, 35/224), в котором используются защитные покрытия двух составов, приведенные в таблице 1:
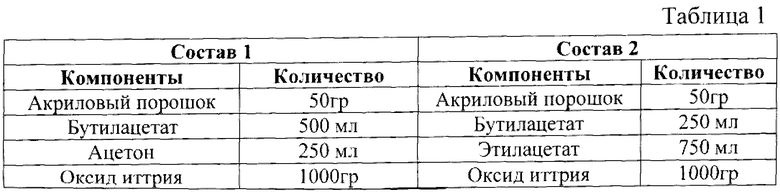
Из множества исследованных основ для защитных покрытий, включая оксид алюминия, графит, нитрид бора, нитрид кремния и другие, оксид иттрия был выбран единственным, который оказался достаточно инертным к химически активным металлам, таким как титан и его сплавы, чтобы избежать образования альфа-фазы при высоких температурах, возникающих при диффузионном соединении и сверхпластичном формовании.
Недостатки данного способа заключаются в следующем:
1. Низкое содержание связующего (акриловый порошок) вызывает частичное осыпание покрытия при выполнении последующих технологических операций.
2. Применение быстроиспаряющихся компонентов таких, как ацетон и
этилацетат затрудняет нанесение покрытия однородной толщины на изделия большой площади, а также одновременно на серию изделий.
3. Составляющие компоненты способны поглощать влагу, остатки которой приводят к образованию альфа-фазы на внутренней поверхности изделий при нагревании.
Известен способ применения защитного покрытия (Патент US 5316203 А, публ. 31.05.1994, В23К 20/00, 20/18, 35/22) в котором используются защитные покрытия трех составов, приведенные в таблице 2, из которых составы А и Б являются основными, а состав С - герметизирующим:
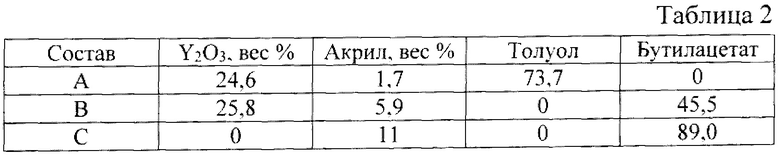
Герметизирующее покрытие, имеющее тот же состав связующего, что и состав А, содержит связующее и растворитель, совместимые с составом основного защитного покрытия, но не содержит оксида иттрия.
Основные покрытия наносят на металлическую поверхность обычными известными способами, такими как нанесение кистью, окунанием, нанесение распылением или методами шелкотрафаретной печати и оставляют высыхать. Поверх основного покрытия наносится герметизирующее покрытие, являющееся средством увеличения содержания связующего в покрытии только на поверхности, что повышает его прочность и предотвращает смещение частиц оксида. Защитное покрытие состава С наносится кистью или распылением, далее проводится обычная обработка для удаления растворителя и отверждения связующего из смолы. Таким обратом, создается композитное 2-слойное стопорное покрытие, в отличие от любых покрытий, ранее использовавшихся для обработки диффузионного соединения при сверхпластической формовке. Затем детали формуют и соединяют обычным способом, например, горячим изостатическим прессованием.
Недостатки данного покрытия заключаются в следующем:
1. Применение двух операций нанесения и сушки покрытий, причем, вторая операция должна выполняться через отдельный трафарет, который необходимо совмещать с первоначальным рисунком, усложняет технологию.
2. Повторное воздействие растворителя может повредить контуры первоначального рисунка.
Известно защитное покрытие (Патент ЕР 0266073 публ. 04.05.1988 В23К 20/18; В23К 35/22), состав которого включает:
1) 1500 г оксидиттрия (99,99%),
2) 600 г смолы (Synacryl 9123S), т.е. 2,5:1 иттрий к акриловому связующему,
3) 600 мл растворителя (Butyl cellosolve-acetate),
4) 45 г crayvallac MT (антикоагулянт).
Антикоагулянт, введенный в раствор термопластичного акрилового полимера, препятствует осаждению для увеличения срока годности. Предпочтительное соотношение иттрия к акриловому связующему лежит в диапазоне от 2:1 до 4:1. Смесь измельчают в шаровой мельнице со сменой шаров, которые занимает от 1/3 до 1/2 от общего объема мельницы в течение от шести до восьми часов. Если обычный «лязгающий звук» не слышен в течение пяти минут, добавляют дополнительные порции по 10 мл растворителя до тех пор, пока не будет достигнут шум. Материал защитного покрытия наносится на металлические заготовки известными способами распылением или трафаретной печатью. Затем детали с трафаретной печатью подвергают принудительной сушке.
Недостатки данного защитного покрытия заключаются в следующем.
Высокое соотношение иттрия к акриловому связующему (от 5:1 до 4:1) вызывает частичное осыпание покрытия при выполнении последующих технологических операций. Кроме того, применение антикоагулянта ослабляет связь между частицами порошка оксида иттрия.
Известно защитное покрытие BONDERITE L-GP 4156 (htths://e-ecolog.ru/crc/RU.77.01.34.008.%D0%95.000407.02.18), которое представляет собой пастообразное вещество молочно-белого цвета с характерным запахом растворителя на основе бутилметакрилата, легко воспламеняется, содержит: бутил-2-метилпроп-2-еноат CAS 97-88-1 (бутиловый эфир метакриловой кислоты), ацетат бутилового эфира этиленгликоля (2-butoxyethyl acetate) CAS 112-07-2, сольвент нефтяной (Нефрас А 130/150) CAS 64742-95, оксид иттрия CAS 1314-36-9.
Основным недостатком этого состава является «острая оральная токсичность, LD50 более 2000 мг/кг, 3 класс опасности по ГОСТ 12.1.007-76 и острая ингаляционная токсичность, 3 класс опасности». Второй недостаток заключается в том, что при взаимодействии покрытия с титановым сплавом в условиях ДС/СПФ происходит образование избыточной альфа-фазы на внутренней поверхности, ухудшающей свойства сплава.
Заявляемое изобретение направлено на решение задачи создания материала защитного покрытия для реализации технологии ДС/СПФ изделий из титановых сплавов.
Технический результат заключается в повышении качества покрытия за счет увеличения прочности связки, замедлении высыхания в процессе нанесения, понижении токсичности, снижении отрицательного воздействия на структуру и свойства титанового сплава,
Задача решается, а технический результат достигается материалом антисварочного покрытия для защиты поверхностей изделий из титановых сплавов при диффузионной сварке со сверхпластической формовкой, содержащим порошок оксида иттрия, связующее, растворитель и ингибитор испарения при следующем соотношении компонентов, масс. %:
оксид иттрия 36-60
органическое связующее 2-10
ингибитор испарения 13-20
растворитель остальное,
причем в качестве органического связующего он содержит акриловую смолу и/или этилцеллюлозу, в качестве растворителя - метилизобутилкетон, а в качестве ингибитора - терпинеол или сосновое масло.
Согласно изобретению, в качестве акриловой смолы материал может содержать полиметилметакрилат марки HD03.
Согласно изобретению, в материале может быть использована этилцеллюлоза марки К-100.
Согласно изобретению, материал может содержать смесь полиметилметакрилата марки HD03 и этилцеллюлозы марки К-100 в соотношении 2:1.
Согласно изобретению, в материале может быть использован терпениол марки 70150.
Согласно изобретению, в материале может быть использовано сосновое масло марки МС-85.
Количество оксида иттрия менее 36% не обеспечивает защиты поверхностей от диффузионной сварки, больше 60% приводит к осыпанию покрытия при технологических операциях. Содержание органического связующего менее 2% не обеспечивает прочной связки порошка оксида иттрия, при содержании более 10% возможно неполное удаление и карбонизация органического вещества. Ингибитор замедляет естественное высыхание раствора, что обеспечивает наиболее однородную толщину покрытия на серии изделий большой площади при использовании техники шелкографии (трафаретной печати). При содержании ингибитора менее 12% снижается его эффективность, при содержании более 20% чрезмерно повышается время сушки. Растворитель метилизобутилкетон, обладающий малой гигроскопичностью, снижает вероятность образования «альфированного» слоя на внутренней поверхности изделий из титановых сплавов при операциях ДС/СПФ. Кроме того, метилизобутилкетон обладает оральной токсичностью 5 класса опасности (минимальной в своей группе) и ингаляционной токсичностью 5 класса опасности, что повышает экологическую безопасность применения предлагаемого состава в сравнении с BONDERITE L-GP 4156.
Таким образом, достигается повышение качества покрытия за счет увеличения прочности связки, замедлении высыхания в процессе нанесения, понижении токсичности, снижении отрицательного воздействия на структуру и свойства титанового сплава.
Примеры конкретного исполнения изобретения
Состав 1
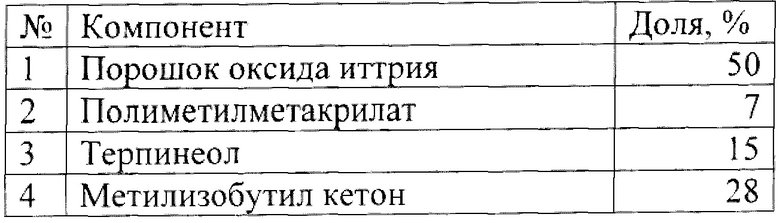
Приведенный выше состав в выбранных пропорциях размешивается в течении суток в планетарной шаровой мельнице с использованием керамических стаканов, в частности стаканы из Al2O3, и размольных шаров, в частности из Al2O3
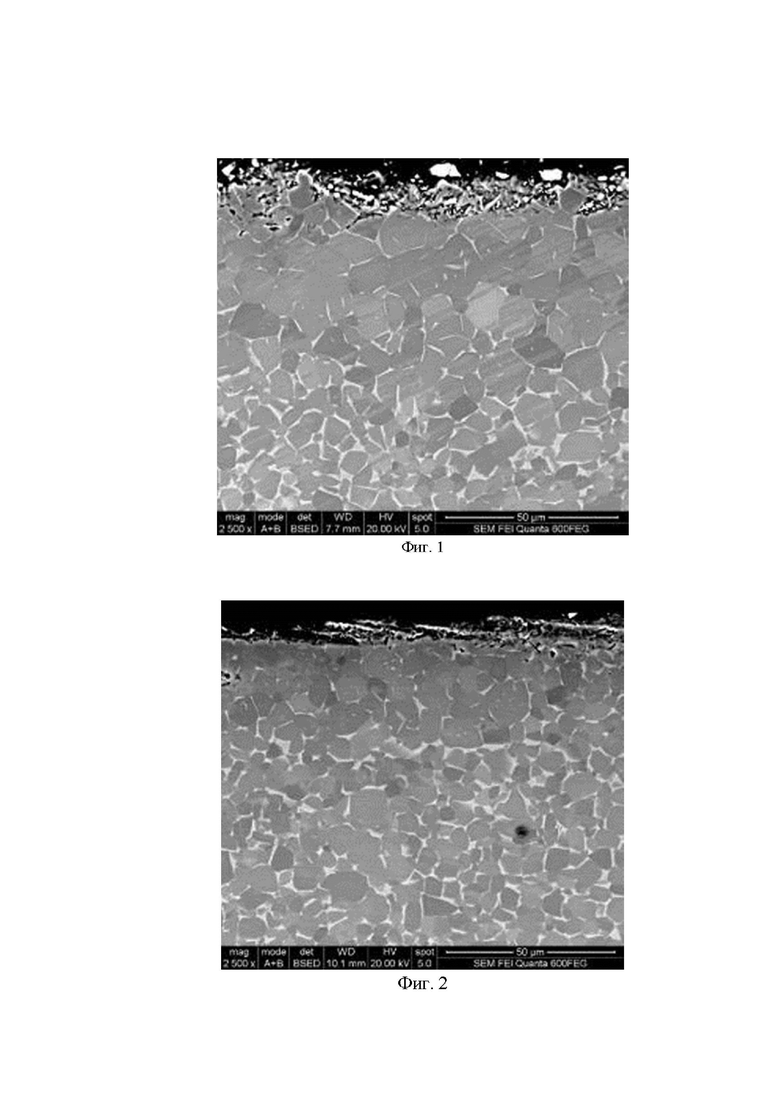
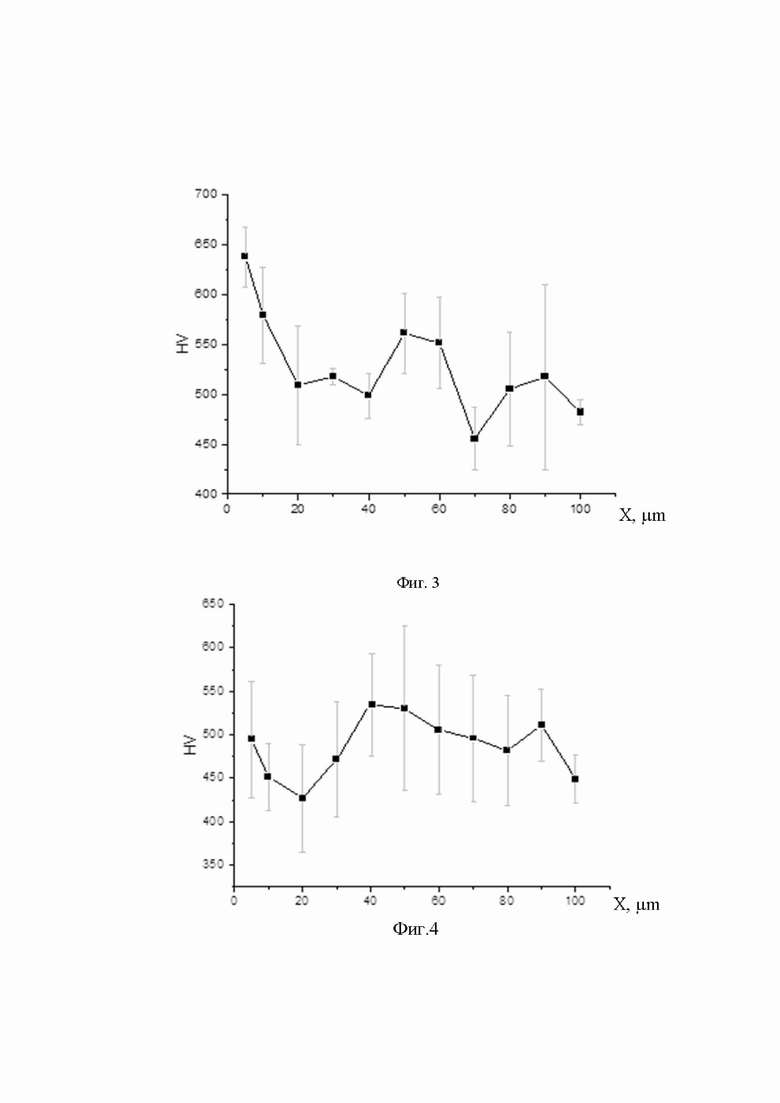
Провели исследование влияния заявленного защитного покрытия и покрытия BONDERITE L-GP 4156 на структуру и твердость поверхностного слоя листов из титанового сплава ВТ6. Покрытия наносили на участки листов методом шелкографии. Листы были сварены по контуру в пакет, в котором создавался вакуум. Удаление органических компонентов проводили при температуре 350°С, диффузионную сварку проводили в автоклаве при температуре 930°С и давлении 40 бар. Продолжительность выдержки, режимы охлаждения и нагрева пакетов были одинаковы. Результаты исследования микроструктуры приповерхностного в поперечном сечении листа с применением покрытия BONDERITE L-GP 4156 представлены на Фиг. 1, а с применением заявленного защитного покрытия состава 1 - на Фиг. 2. Анализ показал, что после операции диффузионной сварки, при использовании заявленного состава 1 глубина слоя с измененной структурой существенно меньше (Фиг. 2), чем при использовании покрытия BONDERITE L-GP 4156 (Фиг. 1). Результаты исследования зависимости микротвердости поперечного сечения листа от расстояния от поверхности на косом шлифе с углом 10°, с применением покрытия BONDERITE L-GP 4156 представлены на Фиг. 3, а с применением заявленного защитного покрытия состава 1 - на Фиг. 4. Анализ показал, что при использовании состава 1 твердость приповерхностного слоя, Снижающая характеристики усталостной прочности, существенно меньше, чем при использовании покрытия BONDERITE L-GP 4156.
Установлено, что покрытие состава 1 оказывает существенно меньшее отрицательное воздействие на поверхность листов пакета, чем покрытие BONDERITE L-GP 4156 при одинаковых условиях обработки.
Состав 2
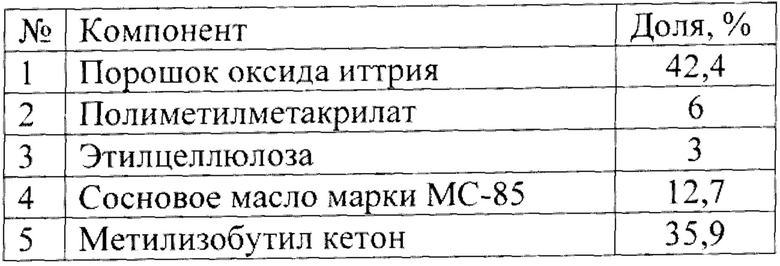
Состав 3
Материалы защитных покрытий состава 2 и состава 3 изготавливали и наносили на листы титанового сплава аналогично процессу, описанному для состава 1. Удаление органических компонентов проводили при температуре 400°С, диффузионную сварку проводили в автоклаве при температуре 920°С и давлении 40 бар. Продолжительность выдержки, режимы охлаждения и нагрева пакетов были одинаковы. Результат исследования микроструктуры поперечного сечения сваренного пакета с применением заявленного защитного покрытия состава 2 представлен на Фиг. 5, а с применением заявленного защитного покрытия состава 3 на Фиг. 6, Анализ показал, что при использовании в материале покрытия этилцеллюлозы достигается дополнительное повышение качества покрытия, заключающееся в полном устранении слоя с измененной микроструктурой. При использовании материала покрытия состава 2 обнаружены незначительные микроспайки размером до 20 мкм (Фиг. 5), как результат локального выпадения частиц покрытия. При использовании материала покрытия состава 3 спаек не обнаружено. На контактных поверхностях в местах нанесения покрытий состава 2 и состава 3 избыточное количество альфа-фазы и другие структурные изменения не обнаружены. По месту диффузионной сварки (вне покрытия) вид микроструктуры и фазовый состав не отличается от основного материала (Фиг. 6).
Таким образом, предложенное изобретение позволяет повысить качество защитного покрытия для реализации технологии ДС/СПФ за счет увеличения прочности связки, замедления высыхания в процессе нанесения, обеспечивает пониженную токсичность, снижает вредное воздействие на структуру и свойства титанового сплава.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления упрочняющей накладки передней кромки лопатки вентилятора | 2019 |
|
RU2711697C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2015 |
|
RU2595193C1 |
| ПАКЕТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОГО МНОГОСЛОЙНОГО ЯЧЕИСТОГО ИЗДЕЛИЯ СПОСОБОМ ДИФФУЗИОННОЙ СВАРКИ И СВЕРХПЛАСТИЧЕСКОЙ ФОРМОВКИ | 2014 |
|
RU2570714C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2640692C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2569441C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ МЕТАЛЛИЧЕСКОЙ ЛОПАТКИ ТУРБОМАШИНЫ | 2014 |
|
RU2569614C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2011 |
|
RU2477191C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2013 |
|
RU2555274C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК КОМПРЕССОРА ИЗ ТИТАНОВОГО СПЛАВА ВТ6 | 2016 |
|
RU2629138C1 |
| Защитно-смазочное покрытие заготовок преимущественно из титановых сплавов для горячей обработки давлением | 1989 |
|
SU1676732A1 |

Изобретение может быть использовано при изготовлении диффузионной сваркой со сверхпластической формовкой полых рабочих лопаток вентиляторов газотурбинных двигателей и других изделий ячеистого типа облегченной конструкции из титановых сплавов. Материал антисварочного покрытия содержит компоненты в следующем соотношении, мас.%: оксид иттрия 36-60, органическое связующее 2-10, ингибитор испарения 13-20, растворитель – остальное. В качестве органического связующего он содержит акриловую смолу и/или этилцеллюлозу, в качестве растворителя - метилизобутилкетон, а в качестве ингибитора - терпинеол или сосновое масло. Защитное покрытие имеет высокую прочность связки, медленную скорость высыхания в процессе нанесения, при этом обеспечивает низкую токсичность и воздействие на структуру и свойства титанового сплава. 5 з.п. ф-лы, 6 ил., 5 табл.
1. Материал антисварочного покрытия для защиты поверхностей изделий из титановых сплавов при диффузионной сварке со сверхпластической формовкой, содержащий порошок оксида иттрия, органическое связующее, растворитель и ингибитор испарения при следующем соотношении компонентов, мас.%:
причем в качестве органического связующего он содержит акриловую смолу и/или этилцеллюлозу, в качестве растворителя - метилизобутилкетон, а в качестве ингибитора - терпинеол или сосновое масло.
2. Материал защитного покрытия по п. 1, отличающийся тем, что в качестве акриловой смолы он содержит полиметилметакрилат марки HD03.
3. Материал защитного покрытия по п. 1 или 2, отличающийся тем, что в нем использована этилцеллюлоза марки К-100.
4. Материал защитного покрытия по п. 3, отличающийся тем, что он содержит смесь полиметилметакрилата марки HD03 и этилцеллюлозы марки К-100 в соотношении 2:1.
5. Материал защитного покрытия по п. 1, отличающийся тем, что в нем использован терпениол марки 70150.
6. Материал защитного покрытия по п. 1, отличающийся тем, что в нем использовано сосновое масло марки МС-85.
| КАССЕТА ДЛЯ ПЛОСКИХ КЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ | 0 |
|
SU266073A1 |
| US 4220276 A, 02.09.1980 | |||
| US 5316203 A, 31.05.1994 | |||
| Способ изготовления упрочняющей накладки передней кромки лопатки вентилятора | 2019 |
|
RU2711697C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ МЕХАНИЧЕСКОЙ ДЕТАЛИ ПРИ ПОМОЩИ ДИФФУЗИОННОЙ СВАРКИ И СВЕРХПЛАСТИЧНОГО ФОРМОВАНИЯ | 2004 |
|
RU2355541C2 |

