Изобретение относится к области обработки металлов давлением, более конкретно, к способам изготовления полой лопатки вентилятора газотурбинного двигателя (ГТД), состоящей из выполненных из титанового сплава обшивок и заполнителя. Способ предполагает использование диффузионной сварки для соединения обшивок и заполнителя и сверхпластической формовки для образования полого пера и ребер жесткости.
Заявляемый способ может найти применение в авиационном двигателестроении. В том числе заявляемый способ может быть успешно использован для изготовления полой лопатки высокооборотного осевого вентилятора, имеющей сложный аэродинамический профиль, представление о котором дает описание, приведенное в [1]. Профили поперечных сечений лопатки расположены по ее высоте таким образом, что центры тяжести профилей в меридиональной плоскости находятся на кривой линии, имеющей вынос вперед в периферийной части и выпуклость в средней части. При этом передняя кромка лопатки имеет обратную стреловидность в периферийной части и уравновешивающую ее выпуклость в средней части передней кромки лопатки, исключающую появление изгибно-крутильного флаттера на расчетной частоте вращения рабочего колеса. Форма кривой линии положения центров тяжести профилей поперечных сечений лопатки в меридиональной плоскости определяется кубическим многочленом:

где C1 - константа при члене третьей степени и находится в диапазоне, равном -2,08÷-1,78; С2 - константа при члене второй степени и находится в диапазоне, равном 2,95÷3,05; С3 - константа при члене второй степени и находится в диапазоне, равном -1,21÷-1,11; rвт - радиус втулки рабочей лопатки; rпер - радиус периферии рабочей лопатки; rцт - радиус центра тяжести профиля текущего плоского сечения рабочей лопатки; Хцт - координата центра тяжести текущего профиля плоского сечения лопатки; Хвт - координата центра тяжести втулочного профиля рабочей лопатки, а аэродинамический профиль поперечного сечения рабочей лопатки образован линией разрежения и линией давления, охватывающими среднюю линию профиля рабочей лопатки, изогнутую от входного конструктивного угла β'1 профиля рабочей лопатки до выходного конструктивного угла β'2 профиля рабочей лопатки, и определяется по соотношению

где β'1 - конструктивный угол средней линии профиля рабочей лопатки; β'1 - входной конструктивный угол профиля рабочей лопатки; β'2 - выходной конструктивный угол профиля рабочей лопатки; l - длина средней линии профиля рабочей лопатки; m - показатель степени при отношении (Δl/l) определяет положение максимального прогиба средней линии профиля лопатки и выбирается из условия обеспечения плавного нарастания градиента давления на поверхности рабочей лопатки, при m>1,0.
В соответствии с формой изогнутой средней линии профиля лопатки линия разрежения одной лопатки и линия давления смежной лопатки образуют конфигурацию проточной части межлопаточного канала, обеспечивающую плавное торможение сверхзвукового потока в системе слабых косых скачков уплотнения с образованием замыкающего скачка уплотнения в выходной части межлопаточного канала. В результате снижаются потери давления при торможении сверхзвукового потока, увеличивается коэффициент полезного действия вентилятора и запас его газодинамической устойчивости.
Линия разрежения и линия давления лежат на поверхностях, называемых соответственно спинкой и корытом лопатки.
Разность между входным конструктивным углом β′1 профиля рабочей лопатки и выходным конструктивным углом β′2 профиля рабочей лопатки обеспечивается при изготовлении за счет закрутки пера [1].
Рассматриваемая лопатка обладает рядом неоспоримых преимуществ, касающихся аэродинамических показателей. Но при попытке изготовления полой лопатки, имеющей столь сложный аэродинамический профиль, возникают проблемы, которые подробно рассмотрены ниже, разрешить которые становится возможным при помощи настоящего изобретения.
Кроме того, при изготовлении полой лопатки наметилась тенденция к использованию исходных заготовок, по крайней мере, заготовки заполнителя, с как можно более мелкозернистой структурой, а именно с субмикрокристаллической (СМК) или нанокристаллической (НК) структурой [2]. Использование заготовок с СМК или НК структурой позволит улучшить эксплуатационные характеристики лопатки. Эксплуатационные характеристики лопатки во многом определяются качеством соединения заполнителя с обшивками, полученного диффузионной сваркой. Использование, по крайней мере, заготовки заполнителя с НК или СМК структурой позволит значительно повысить качество соединения заполнителя с обшивками. В настоящее время размер зерен в заготовке заполнителя варьируется в пределах 5... 10 мкм [3].
Однако при попытке использования заготовки заполнителя с СМК или НК структурой при изготовлении полой лопатки также возникают проблемы, разрешить которые, наряду с проблемами, связанными с профилем лопатки, становится возможным при помощи настоящего изобретения.
Таким образом, объектом настоящего изобретения является способ изготовления полой вентиляторной лопатки, имеющей сложный аэродинамический профиль, характеризующийся соотношениями типа (1) и (2). Далее для краткости будем называть такую лопатку усовершенствованной полой лопаткой.
Также объектом изобретения является способ изготовления полой лопатки, в том числе усовершенствованной полой лопатки, с использованием заготовки заполнителя с СМК или НК структурой.
Одной из основных технологических операций при изготовлении полой лопатки, как уже отмечалось, является диффузионная сварка. При этом соединяются заготовки обшивок с предварительно спрофилированной частью, предназначенной для крепления лопатки на диске рабочего колеса, в частности, в виде замка, и листовая заготовка заполнителя. Заготовки соединяются на строго определенных участках так, чтобы при формовке была получена заданная конфигурация ребер жесткости. На другие участки заготовок наносится защитное покрытие, препятствующее в процессе диффузионной сварки соединению заготовок. Другой основной операцией способа изготовления полой лопатки является сверхпластическая формовка, в результате которой формируются ребра жесткости и окончательный профиль полого пера лопатки. Не менее важной является осуществляемая в условиях горячей пластической деформации операция придания заготовкам аэродинамического профиля, включая образование спинки и корыта лопатки и закрутку пера лопатки [4, 5, 6].
Рассмотрим известные способы более подробно.
Способ изготовления полой вентиляторной лопатки газотурбинного двигателя [4] включает следующие операции:
- горячую объемную штамповку заготовок обшивок и заполнителя с предварительным формированием замка и пера лопатки, а также с приданием заготовкам аэродинамического профиля, включая образование спинки и корыта лопатки и закрутку ее пера;
- механическую обработку резанием заготовок обшивок с оформлением участков, подвергаемых соединению, в виде выступов с плоской в поперечном сечении поверхностью и участков, не подвергаемых соединению, в виде пазов, при этом, по крайней мере, часть поверхности пазов, противолежащую в собранном для диффузионной сварки пакете выступам, выполняют в поперечном сечении плоской;
- сборку заготовок обшивок и заполнителя в пакет и диффузионную сварку заготовок обшивок и заполнителя, при этом перед сборкой пакета на поверхность участков заготовок обшивок, не подвергаемых соединению, то есть в пазы, наносят защитное покрытие;
- формирование полого пера и ребер жесткости сверхпластической формовкой путем подачи рабочей среды под давлением во внутренние полости цельной конструкционной заготовки, полученной посредством диффузионной сварки.
В совмещении приемов образования необходимого запаса материала в области замка лопатки и придания каждой заготовке в отдельности аэродинамического профиля есть определенная технологическая целесообразность, заключающаяся в исключении необходимости иметь специальное оборудование для осуществления операции придания аэродинамического профиля цельной конструкционной заготовке, полученной диффузионной сваркой.
Однако совмещение отмеченных операций влечет за собой и усложнение способа, в частности нанесение защитного покрытия на криволинейные поверхности заготовок обшивок, несмотря на наличие пазов, является достаточно трудоемкой операцией. Трудоемкой является также механическая обработка криволинейных поверхностей заготовок обшивок для формирования на них пазов и выступов.
Способ изготовления полой вентиляторной лопатки [5] позволяет в определенной степени устранить недостатки, присущие способу [4], поскольку в способе [5] аэродинамический профиль придают уже цельной конструкционной заготовке.
Соответственно способ [5] включает следующие основные операции:
- механическую обработку резанием заготовок обшивок с предварительно сформированными замком и пером, при которой на их плоской поверхности оформляют участки, подвергаемые соединению, в виде выступов с плоской в поперечном сечении поверхностью и участки, не подвергаемые соединению, в виде пазов, при этом, по крайней мере, часть поверхности пазов, противолежащую в собранном для диффузионной сварки пакете выступам, выполняют в поперечном сечении плоской;
- сборку заготовок обшивок и заполнителя в пакет и диффузионную сварку заготовок обшивок и заполнителя, при этом перед сборкой пакета на поверхность участков заготовок обшивок, не подвергаемых соединению, то есть в пазы, наносят защитное покрытие;
- придание цельной конструкционной заготовке аэродинамического профиля путем приложения к ней деформирующей нагрузки, включая формирование корыта и спинки лопатки и закрутку пера лопатки;
- формирование полого пера и ребер жесткости сверхпластической формовкой путем подачи рабочей среды под давлением во внутренние полости цельной конструкционной заготовки.
Кроме того, в обоих известных способах [4, 5] необходимой является также отдельная операция разрыва адгезионной связи между защитным покрытием и заготовками, возникающей в процессе диффузионной сварки под воздействием приложенного давления. Является ошибочным отмеченное в способе [5] мнение, что разрыв адгезионной связи можно осуществить на начальном этапе сверхпластической формовки, поскольку при этом возникает риск повреждения цельной конструкционной заготовки. Возможность возникновения риска повреждения цельной конструкционной заготовки отмечается в описании способа изготовления полой вентиляторной лопатки [6], а его причины вскрываются и разъясняются ниже в данном описании при анализе признаков способа [6].
Поскольку в способе [5] механической обработке резанием для формирования пазов и выступов подвергаются плоские поверхности заготовок обшивок, трудоемкость способа несколько снижается, но тем не менее остается на достаточно высоком уровне, что не приводит к существенному снижению экономических затрат. Кроме того, в обоих известных способах [4, 5], если при диффузионной сварке прикладывать к пакету заготовок изостатическое давление, на внешней поверхности заготовок обшивок образуются волнообразные складки, глубина которых зависит от высоты выступов/глубины пазов. Рекомендуется прикладывать к пакету давление только со стороны заготовки обшивки, образующей спинку лопатки. В этом случае складки могут разгладиться в процессе формовки [5].
Известный способ изготовления полого изделия [6], по крайней мере, из двух заготовок, при этом, по крайней мере, одна из заготовок должна быть выполнена из металла или сплава, имеющего способность к сверхпластической деформации, также предполагает использование диффузионной сварки для соединения заготовок и сверхпластической формовки для образования ребер жесткости.
При изготовлении по способу [6] полой вентиляторной лопатки ГТД заготовки двух обшивок и заполнителя выполняются из титанового сплава. На поверхности участков заготовок обшивок и/или заготовки заполнителя, не подвергаемых соединению при диффузионной сварке, наносят защитное покрытие, препятствующее соединению. Собирают заготовки обшивок и заполнителя в пакет, герметизируют пакет по кромкам, исключая место установки, по крайней мере, одной трубки, затем подсоединяют трубку для получения герметичного пакета. Полости пакета последовательно вакуумируют и заполняют инертным газом для удаления из них кислорода. Нагревая пакет, удаляют (выпаривают) из его полостей связующее вещество защитного покрытия при непрерывном вакуумировании полостей пакета. Далее нагревают пакет и осуществляют диффузионную сварку заготовок. Придают цельной конструкционной заготовке, полученной после сварки, аэродинамический профиль, включая формирование корыта и спинки лопатки и закрутку пера лопатки, посредством горячей деформации. После придания цельной конструкционной заготовке аэродинамического профиля подают в ее полости рабочую среду для осуществления операции разрыва адгезионной связи между заготовками обшивок и заполнителя и защитным покрытием, образующуюся при диффузионной сварке на участках, не подвергаемых соединению, посредством создания в полости давления, достаточного для упругой деформации заготовок. Нагревают цельную конструкционную заготовку и подают в ее полости рабочую среду для создания давления, необходимого для сверхпластической формовки до получения полого пера лопатки и формирования ребер жесткости. Перед операцией сверхпластической формовки полости цельной конструкционной заготовки также последовательно вакуумируют и заполняют инертным газом для удаления из них кислорода.
Другими словами последовательное вакуумирование и заполнение инертным газом полостей пакета или цельной конструкционной заготовки предназначено для их очистки от кислорода.
Кроме того, перед операциями диффузионной сварки и сверхпластической формовки последовательное вакуумирование и заполнение инертным газом полостей соответственно пакета и цельной конструкционной заготовки для удаления из них кислорода осуществляют многократно.
Заполнение инертным газом полостей пакета и цельной конструкционной заготовки осуществляют под давлением, доходящим до уровня атмосферного давления. Для выполнения вакуумирования и подачи инертного газа в полости пакета и цельной конструкционной заготовки используют, по крайней мере, одну трубку, устанавливаемую на кромке пакета. Может потребоваться не одна трубка. В частности, можно установить две трубки для каждой пары смежных поверхностей соединяемых заготовок. Кроме того, для подачи инертного газа, используемого в качестве рабочей среды, в полости цельной конструкционной заготовки в процессе сверхпластической формовки или для разрыва адгезионной связи между заготовками и защитным покрытием, а также для очистки полостей могут потребоваться различные трубки. По окончании процесса изготовления лопатки все трубки демонтируются, а оставшиеся после этого отверстия заделываются.
В данном способе диффузионную сварку осуществляют в условиях, когда поверхности заготовок обшивок, смежные с поверхностью заготовки заполнителя, являются плоскими по всей площади. Отсутствие необходимости выполнения выступов на поверхности заготовок обшивок значительно повышает экономичность способа [6]. При отсутствии выступов диффузионная сварка беспрепятственно может быть
осуществлена в условиях изостатического давления, для чего целесообразнее всего использовать газостат, что также повышает экономичность способа [6]. Для осуществления операции придания цельной конструкционной заготовке аэродинамического профиля может быть использовано специальное приспособление, представленное в описании к патенту [7]. В некоторых случаях, возможно, потребуется завершить процесс закрутки с коррекцией формы гнутой цельной конструкционной заготовки в соответствии с заданной формой штампа, используемого в процессе сверхпластической формовки. При этом используется штамп пресса горячего пластического деформирования, который контактирует с цельной конструкционной заготовкой только в технологических зонах, то есть в тех зонах, которые в дальнейшем будут удалены. В качестве альтернативы можно осуществить завершающий этап закрутки, используя штамп, предназначенный для сверхпластической формовки.
Известный способ [6] в течение длительного времени довольно успешно используется для изготовления полой вентиляторной лопатки, поэтому он выбран за прототип заявляемого способа.
Здесь необходимо отмстить, что способ [6] был создан в период существования ГТД предыдущего поколения, имеющего вентилятор, лопатки которого в отличие от усовершенствованной лопатки характеризуются достаточно простым аэродинамическим профилем [6, фиг.1]. При этом размер зерен в заготовке заполнителя варьируется в пределах 5…10 мкм [3].
При попытке использовать способ-прототип для изготовления усовершенствованной полой лопатки, как уже отмечалось выше, возникает ряд проблем. Проблемы также возникают при использовании заготовки заполнителя с СМК или НК структурой. Для выяснения причин возникновения этих проблем и обеспечения возможности их разрешения была осуществлена глубокая проработка каждой из операций способа-прототипа [6]. Кроме того, были проведены испытания и всесторонний контроль, включая разрушающий контроль после операций диффузионной сварки и сверхпластической формовки, опытных образцов - имитаторов лопатки, изготовленных по известным способам, в том числе по способу-прототипу, а также по заявляемому способу.
В результате исследований было выявлено, что при изготовлении усовершенствованной полой лопатки, а также при использовании заготовки заполнителя с НК или СМК структурой неблагоприятными оказываются условия проведения операции разрыва адгезионной связи между заготовками и защитным покрытием на участках, не подвергаемых соединению, осуществляемой после придания цельной конструкционной заготовке аэродинамического профиля. Вместе с тем в описании способа-прототипа отмечено, что осуществление разрыва адгезионной связи до придания цельной конструкционной заготовке аэродинамического профиля может привести к нарушению конструкционной целостности изделия.
Прежде всего, необходимо выяснить, почему при изготовлении полой лопатки необходима отдельная операция разрыва адгезионной связи между заготовками и защитным покрытием и в чем причина прочности этой связи. С одной стороны, как отмечено в описании способа-прототипа, целостность защитного покрытия после удаления из него связующего вещества может быть легко нарушена. Нарушение целостности защитного покрытия до диффузионной сварки может привести к соединению заготовок обшивок и заполнителя на участках, где между ними соединения быть не должно. Попадание частиц защитного покрытия на участки соединения может привести к появлению в зоне соединения непроваров. В обоих случаях возникает необратимый брак при изготовлении лопатки. Поэтому собранный пакет заготовок переносится в газостат с большой осторожностью. Причем в качестве альтернативы даже предлагается оставить в защитном покрытии заданное количество связующего вещества. В этом случае защитное покрытие будет менее хрупким, благодаря чему собранный пакет можно будет перенести в газостат без нарушения целостности покрытия. Кроме того, в процессе приложения давления для диффузионной сварки может быть нарушена первоначальная равномерность толщины защитного покрытия из-за возможности перемещения частиц покрытия. Тем более в газостате собранный пакет может быть размещен в вертикальном положении.
С другой же стороны, что также отмечено в описании способа-прототипа, если попробовать разорвать адгезионную связь между защитным покрытием и заготовками при температуре сверхпластической формовки, имеется серьезный риск возникновения прогрессирующей локальной пластической деформации заготовок. В таких случаях часто возникает разрыв цельной конструкционной заготовки. Отмеченное обстоятельство свидетельствует в пользу прочности адгезионной связи. С учетом хрупкости защитного покрытия и возможности легкого нарушения его целостности прочность адгезионной связи может быть объяснена только одной причиной. А именно, из-за приложения к заготовкам значительного по величине давления при диффузионной сварке на участках, где заготовки заполнителя и обшивок не подлежат соединению, по вершинам отдельных микровыступов происходит неизбежное нарушение целостности защитного покрытия и микроскопическое по размерам оголение поверхности заготовок. В результате возникают отдельные также микроскопические «мостики», соединяющие заготовки обшивок и заполнителя. И если даже эти «мостики» в поперечном сечении имеют микронные размеры, становится необходимой упругая деформация заготовок для разрыва адгезионной связи между заготовками и защитным покрытием. Таким образом, рассматриваемую связь только условно можно назвать адгезионной связью между заготовками и защитным покрытием.
Факт возникновения при диффузионной сварке отдельных микроскопических «мостиков», соединяющих заготовки обшивок и заполнителя на участках, не подвергаемых соединению, подтвердился при разрушающем контроле изготовленного по способу-прототипу имитатора, осуществленном после операции диффузионной сварки.
Разрыв адгезионной связи в способе-прототипе осуществляется под воздействием фиксированного давления рабочей среды - аргона, подаваемой во внутренние полости цельной конструкционной заготовки при комнатной температуре после придания ей аэродинамического профиля. При этом аргон с одного конца цельной конструкционной заготовки осторожно вводится в те зоны, где имеется защитное покрытие. Аргон, просачиваясь через защитное покрытие, достигает противоположного конца цельной конструкционной заготовки. Можно пропустить аргон сначала между заготовками одной обшивки и заполнителя, затем он, достигнув противоположного конца цельной конструкционной заготовки, вернется на вход, пройдя между заготовками другой обшивки и заполнителя. Данная операция выполняется при комнатной температуре, поскольку при этом имеющая место деформация заготовок не выходит за пределы упругой области. Из этих же соображений выбирается и фиксированная величина давления аргона, подаваемого во внутренние полости цельной конструкционной заготовки. Поскольку заготовки обшивок в части, подвергающейся упругой деформации, имеют переменную толщину, уменьшающуюся от замка к периферии пера, величина давления выбирается с учетом максимальной толщины заготовок обшивок.
При использовании обеих схем пропускания аргона заготовки обшивок, упруго деформируясь, расходятся в стороны относительно друг друга, освобождаясь от адгезионной связи с защитным покрытием. При этом тонкая заготовка заполнителя подвергается упругому изгибу и растяжению. Здесь необходимо отметить то обстоятельство, что упругая деформация участков заготовки обшивки, образующей корыто, где имеется встречная по отношению к направлению действующих усилий выпуклость, оказывается по величине, заметно меньшей, чем деформация соответствующих участков заготовки обшивки, образующей спинку лопатки. С позиций теории упругости устойчивость отмеченных участков заготовки обшивки, образующей корыто лопатки, под воздействием давления аргона можно рассматривать как устойчивость пологой оболочки под воздействием внешней равномерно распределенной нагрузки [8]. Вследствие устойчивости отмеченных участков заготовки обшивки, образующей корыто лопатки, упругая деформация может оказаться недостаточной для разрыва адгезионной связи, и возникает необходимость увеличения давления аргона. В таких условиях целесообразнее использовать вторую схему пропускания аргона через полости цельной конструкционной заготовки, позволяющую более объективно судить о том, насколько полно проходит процесс разрыва, и более точно определить величину, на которую необходимо увеличить давление аргона.
При изготовлении усовершенствованной полой лопатки после закрутки пера на довольно значительный по величине угол, требуемый для обеспечения разности между выходным и входным конструктивными углами аэродинамического профиля лопатки (2), возникает перегиб пера, в области которого участки заготовок обшивок и заполнителя приобретают выраженную выпуклость/вогнутость. Вследствие устойчивости участков заготовок, выпуклых по отношению к направлению действующих при разрыве усилий, их упругая деформация становится практически невозможной. С позиций теории упругости устойчивость отмеченных участков заготовок под воздействием давления аргона можно рассматривать как устойчивость эллиптической оболочки под воздействием равномерно распределенного внешнего давления [9]. В результате возникает необходимость увеличить давление, создаваемое в полости цельной конструкционной заготовки, для того, чтобы на отмеченных участках разорвать адгезионную связь за счет достаточной по величине деформации заготовки обшивки, имеющей вогнутость по отношению к направлению действующих при разрыве усилий, и заготовки заполнителя. Что касается выпуклых по отношению к направлению действующих при разрыве усилий участков заготовки обшивки, при любом увеличении давления преодолеть их устойчивость удается только посредством перестройки формы изгиба [9].
С увеличением давления повсеместно увеличивается степень упругой деформации заготовок обшивок и тонкой заготовки заполнителя и, по крайней мере, на отдельных участках в отдельных слоях заготовки заполнителя становится возможным переход деформации из упругой области в пластическую область. Такой переход при упругой деформации заготовки заполнителя изгибом и растяжением становится возможным по причине резкого снижения предела текучести отдельных слоев заготовки заполнителя, предварительно подвергнутых изгибу в противоположном направлении и сжатию при горячей пластической деформации посредством гибки и кручения. Эффект резкого снижения предела текучести по отношению к напряжениям противоположного знака широко известен в технике под названием эффекта Баушингера [8, 10, 11, 12, 13]. В среднем для металлов и сплавов снижение предела текучести из-за проявления эффекта Баушингера достигает 50% [8]. Влияние эффекта Баушингера подлежит обязательному учету при обработке металлов давлением, особенно при осуществлении процессов листовой штамповки [12, 13]. Кроме того, данный эффект проявляется тем сильнее, чем мельче размер зерен в заготовке [11]. Титановые сплавы наиболее подвержены влиянию эффекта Баушингера. Снижение предела текучести в заготовке из титанового сплава с мелкозернистой структурой может достигать 80% [10].
В соответствии с последним отмеченным обстоятельством при использовании листовой заготовки заполнителя с СМК или НК структурой эффект Баушингера может проявиться даже при меньших степенях ее изгиба и растяжения, чем те, которые наблюдаются при изготовлении усовершенствованной полой лопатки, то есть и в процессе изготовления обычной лопатки [6, фиг.1].
Физическая природа эффекта Баушингера объясняется явлением упругого гистерезиса, обусловленного наличием в образце остаточных напряжений после его предварительной пластической деформации [8, 14]. Здесь возможны возражения относительно образования остаточных напряжений при горячей деформационной обработке, посредством которой осуществляется операция придания лопатке аэродинамического профиля. Как известно [15], при горячей деформационной обработке за процессом динамического упрочнения следуют процессы динамического разупрочнения (рекристаллизация и возврат). Однако известно также, что структура, получаемая в результате горячей деформационной обработки, зависит от того, в какой точке кривой напряжение-деформация будет прекращен процесс деформирования. Кривая напряжение-деформация имеет три участка, характеризуемые соответствующими степенями деформации. Первый участок, характеризуемый малыми степенями деформации (относительная деформация до 10%), отражает увеличение плотности дислокации и формирование субструктуры, необходимых для дальнейшего деформирования. Третий участок, характеризуемый степенями деформации более 50%, соответствует стабилизации структуры. Переходный второй участок характеризуется колебаниями напряжения [15]. При формировании профиля лопатки степени деформации заготовок, в том числе заготовки заполнителя и отдельных ее слоев, не выходят за пределы первого участка кривой напряжение-деформация.
После операции придания цельной конструкционной заготовке аэродинамического профиля отсутствует какая-либо операция термообработки в течение времени, необходимого для релаксации напряжений и уменьшения влияния эффекта Баушингера [8, 16]. К тому же осуществление термообработки перед операцией сверхпластической формовки с позиций излишнего роста зерен, затрат энергии и повышения трудоемкости является нецелесообразным.
Необходимо заметить, что при изготовлении усовершенствованной полой лопатки рост касательных напряжений при упругом изгибе может привести тонкую заготовку заполнителя или отдельные ее слои в состояние «на пределе текучести» [17] даже без учета эффекта Баушингера.
Далее в результате рекристаллизации в процессе нагрева под сверхпластическую формовку на локальном участке заготовки заполнителя, где, по крайней мере, ее отдельные слои претерпели холодную пластическую деформацию, формируется структура, по размеру зерен резко отличающаяся от структуры заготовки заполнителя в целом. При малых скоростях деформирования, используемых для осуществления сверхпластической деформации, напряжения течения в значительной мере зависят от размера зерен. Поэтому при сверхпластической формовке неоднородность структуры по размеру зерен приведет к локализации деформации при формировании отдельных ребер жесткости и нарушению равномерности толщины этих ребер, что, в свою очередь, приведет к потере запаса их прочности и несущей способности. Даже малейшая потеря запаса прочности и несущей способности ребер жесткости совершенно недопустима для такого изделия, как полая вентиляторная лопатка. Наличие таких ребер жесткости было обнаружено при разрушающем контроле имитатора после операции сверхпластической формовки, имеющего более простой по сравнению с лопаткой [1] аэродинамический профиль, при изготовлении которого использовалась заготовка заполнителя с размером зерен 0,6 мкм.
Из-за своей малости рассматриваемый дефект может остаться незамеченным, однако при этом он не становится менее опасным.
Таким образом, при изготовлении усовершенствованной полой лопатки по способу-прототипу при разрыве адгезионной связи после придания цельной конструкционной заготовке сложного аэродинамического профиля возникает риск перехода деформации слоев тонкой заготовки заполнителя из упругой области в пластическую область вследствие проявления эффекта Баушингера. Эффект Баушингера при разрыве адгезионной связи может проявиться и при изготовлении более простой по конструкции лопатки с использованием заготовки заполнителя с СМК или НК структурой. В конечном результате в обоих случаях возникает риск образования ослабленных ребер жесткости в готовой лопатке. При изготовлении усовершенствованной полой лопатки с использованием заготовки заполнителя с СМК или НК структурой отмеченные риски суммируются.
Необходимо также отметить наличие масштабного эффекта, свидетельствующего о большей вероятности появления технологических затруднений или каких-либо дефектов в большем объеме материала [17].
В способе изготовления полой вентиляторной лопатки масштабный эффект проявляется при увеличении хорды лопатки.
Однако в описании способа-прототипа, как уже упоминалось, отмечено, что попытка осуществить разрыв адгезионной связи до придания цельной конструкционной заготовке аэродинамического профиля может привести к нарушению конструкционной целостности изделия. В описании способа-прототипа не объясняются причины возможного нарушения конструкционной целостности изделия, но детальные исследования позволили вскрыть их. Защитное покрытие может включать порошковый иттрий, распределенный в связующем веществе, и
растворитель. После удаления связующего вещества, как уже отмечалось, частицы защитного покрытия могут перемещаться даже до диффузионной сварки, что предотвращается осторожным обращением с пакетом заготовок.
При разрыве адгезионной связи частицы защитного покрытия, перемещаясь по поверхности участков, не подвергнутых соединению диффузионной сваркой, могут сгруппироваться и образовать локальные скопления, чему не в малой степени способствует расположение заготовки в процессе разрыва. В частности, при расположении цельной конструкционной заготовки вертикально при разрыве адгезионной связи - это самый неблагоприятный случай, такие скопления частиц защитного покрытия становятся неизбежными. При горячей деформации посредством гибки и закрутки скопления частиц более твердого иттрия внедрятся в пластичные заготовки, в первую очередь в заготовку заполнителя. В дальнейшем при сверхпластической формовке в этом месте будет развиваться резкое локальное утонение заготовки заполнителя и соответственно ребра жесткости, что может привести к его разрыву, то есть к отмеченному в описании способа-прототипа нарушению конструкционной целостности готового изделия.
После диффузионной сварки порошок защитного покрытия несколько уплотняется и оказывается зажатым между заготовками обшивок и заполнителя, что делает условия проведения закрутки благоприятными. При последующем разрыве адгезионной связи из-за того, что защитное покрытие находится на поверхностях, уже имеющих аэродинамический профиль, происходит некоторое перемещение его частиц, несмотря на осторожное введение аргона в полости цельной конструкционной заготовки. Но это перемещение в силу своей незначительности, которая обусловлена достаточно простой формой пера лопатки, в способе-прототипе оказывается некритичным при последующей сверхпластической формовке, сопровождающейся раскрытием полостей цельной конструкционной заготовки.
При изготовлении усовершенствованной полой лопатки в процессе разрыва, осуществляемого после закрутки, частицы защитного покрытия вследствие наличия выраженного перегиба пера при любом расположении цельной конструкционной заготовки, несмотря на осторожное введение аргона в ее полости, активно перемещаются, ссыпаясь, как в чашу, на соответствующие участки заготовок обшивок и заполнителя. Ссыпавшись таким образом, частицы защитного покрытия образуют значительное по объему скопление, которое вызывает после снятия давления аргона, необходимого для разрыва адгезионной связи, выпучивание заготовок обшивок и заполнителя в упругой области. Такое выпучивание в упругой области перед операцией сверхпластической формовки становится теперь весьма критичным, особенно для заготовки заполнителя. Во-первых, на начальном этапе формовки, пока полости цельной конструкционной заготовки не раскрылись, а раскрываются они медленно, в месте, где имеется, необходимо еще раз подчеркнуть, значительное по объему скопление частиц защитного покрытия, также произойдет локальная пластическая деформация заготовки заполнителя, что в дальнейшем также может привести к разрыву ребра жесткости в лопатке. Во-вторых, в процессе нагрева в результате рекристаллизации на локальном участке заготовки заполнителя, где была запасена ощутимая по величине упругая энергия, сформируется структура, отличная от структуры заготовки заполнителя в целом. О влиянии упругой энергии на процесс рекристаллизации в заготовке из титанового сплава, учитывая единую природу металлов и сплавов, можно судить по источнику [18], где оценивается влияние упругой энергии на формирование структуры при рекристаллизации в кремнистой стали. О том, что неоднородная структура заготовки заполнителя приводит к нарушению равномерной толщины ребра жесткости и к потере запаса его прочности и несущей способности, было подробно сказано выше.
Таким образом, с рассмотренной позиции, как и с позиции нежелательного проявления эффекта Баушингера, в случае изготовления усовершенствованной полой лопатки вентилятора с использованием способа [6] при осуществлении операции разрыва адгезионной связи между защитным покрытием и заготовками обшивок и заполнителя создаются предпосылки для возникновения риска образования в готовом изделии опасных дефектов.
Задачей изобретения является расширение технологических возможностей способа изготовления полой вентиляторной лопатки, позволяющих изготовить как лопатку, имеющую достаточно простой аэродинамический профиль, так и усовершенствованную лопатку, характеризующуюся сложным аэродинамическим профилем.
Задачей изобретения также является повышение качества полой лопатки за счет использования, по крайней мере, заготовки заполнителя с субмикрокристаллической или нанокристаллической структурой.
Поставленная задача решается посредством способа изготовления полой вентиляторной лопатки газотурбинного двигателя, состоящей из выполненных из титанового сплава обшивок и заполнителя, с использованием диффузионной сварки для соединения обшивок и заполнителя и сверхпластической формовки для образования полого пера и ребер жесткости, согласно которому в отмеченной ниже последовательности выполняют операции, заключающиеся в том, что на поверхность участков заготовок обшивок и/или заготовки заполнителя, не подвергаемых соединению при диффузионной сварке, наносят покрытие, препятствующее соединению, собирают заготовки обшивок и заполнителя в пакет, герметизируют пакет по кромкам, исключая место установки, по крайней мере, одной трубки, подсоединяют трубку к пакету, полости пакета последовательно вакуумируют и заполняют инертным газом для удаления из полостей пакета кислорода, нагревают пакет до температуры, необходимой для испарения из покрытия, препятствующего соединению, связующего вещества, продолжая вакуумирование пакета для удаления из него испаряющегося связующего вещества, полностью герметизируют пакет посредством герметизации трубки, нагревают пакет до температуры диффузионной сварки, прикладывают к пакету давление и осуществляют диффузионную сварку заготовок, осуществляют операцию разрыва адгезионной связи между заготовками обшивок и заполнителя и защитным покрытием, образующуюся при диффузионной сварке на участках, не подвергаемых соединению, посредством создания в полостях цельной конструкционной заготовки давления, достаточного для упругой деформации заготовок обшивок и заполнителя, причем при осуществлении операции разрыва адгезионной связи цельную конструкционную заготовку располагают таким образом, чтобы смежные поверхности заготовок обшивок и заполнителя находились в горизонтальной плоскости, осуществляют последовательное вакуумирование и заполнение инертным газом полостей цельной конструкционной заготовки для удаления из них кислорода, снова полностью герметизируют пакет, нагревают его и посредством горячей деформации придают цельной конструкционной заготовке, полученной после диффузионной сварки, аэродинамический профиль, включая формирование корыта и спинки лопатки и закрутку пера лопатки, нагревают цельную конструкционную заготовку до температуры сверхпластической формовки, подают в ее полости рабочую среду для создания давления, необходимого для сверхпластической формовки, и осуществляют сверхпластическую формовку до получения полого пера лопатки и формирования ребер жесткости.
Поставленная задача решается также в следующих случаях, когда:
- последовательное вакуумирование и заполнение инертным газом полостей цельной конструкционной заготовки для удаления из них кислорода перед операцией придания цельной конструкционной заготовке аэродинамического профиля осуществляют многократно;
- используют заготовку заполнителя с размером зерен менее 1 мкм;
- диффузионную сварку осуществляют в два этапа, при этом на первом этапе давление прикладывают при температуре ниже температуры второго этапа, близкой к нижней границе температурного интервала, обеспечивающего соответствующую условиям сверхпластичности заготовки заполнителя скорость деформации, в течение времени, достаточного для образования физического контакта между соединяемыми заготовками обшивок и заполнителя, а второй этап проводят при температуре и в течение времени, необходимых для развития между соединяемыми заготовками объемного взаимодействия;
- при использовании заготовки заполнителя с размером зерен 0,6…0,8 мкм первый этап диффузионной сварки осуществляют при температуре 650…700°С в течение 30 мин, второй этап диффузионной сварки осуществляют при температуре 900…950°С в течение 2 часов;
- используют заготовки обшивок, поверхности которых, смежные с поверхностью заготовки заполнителя, являются плоскими по всей площади;
- на поверхности заготовок обшивок оформляют участки, подвергаемые соединению, в виде выступов, плоская поверхность которых является смежной с поверхностью заготовки заполнителя, и участки, не подвергаемые соединению, в виде пазов, кроме того, при удалении связующего вещества защитного покрытия пакет заготовок располагают таким образом, чтобы смежные поверхности заготовок обшивок и заполнителя находились в горизонтальной плоскости, сохраняя такое положение пакета до и в процессе диффузионной сварки;
- давление при диффузионной сварке прикладывают со стороны обшивки, образующей спинку лопатки.
Совокупность и последовательность указанных выше операций способа обеспечивает решение поставленной задачи и получение технического результата, заключающегося в расширении технологических возможностей способа изготовления полой вентиляторной лопатки, позволяющих изготовить как лопатку, имеющую достаточно простой аэродинамический профиль, так и усовершенствованную лопатку, характеризующуюся сложным аэродинамическим профилем, описываемым соотношениями типа (1), (2). Способ позволяет также изготовить лопатку с использованием, по крайней мере, заготовки заполнителя с СМК или НК структурой. Приемы заявляемого способа позволяют полностью предотвратить проявление физических эффектов, таких как эффект Баушингера или рост касательных напряжений при изгибе тонкой заготовки заполнителя, а также перемещение и ссыпание частиц защитного покрытия с образованием скоплений при разрыве адгезионной связи.
Проявление эффекта Баушингера предотвращается, поскольку операция разрыва адгезионной связи между заготовками обшивок и заполнителя и защитным покрытием, сопровождающаяся упругим растяжением и изгибом заготовок, осуществляется до операции придания цельной конструкционной заготовке аэродинамического профиля, и соответственно отсутствует предшествующая пластическая деформация заготовок, прежде всего заготовки заполнителя, противоположного знака.
Одновременно ввиду отсутствия криволинейных поверхностей и расположения цельной конструкционной заготовки при разрыве адгезионной связи таким образом, что смежные поверхности заготовок обшивок и заполнителя имеют горизонтальное положение, предотвращается перемещение и ссыпание частиц защитного покрытия с образованием их скоплений. Непосредственно в процессе разрыва адгезионной связи частицы защитного покрытия могут несколько переместиться, однако после снятия давления они окажутся вновь распределенными достаточно равномерно, без выраженных скоплений, по поверхности участков заготовок, не подвергаемых соединению.
При осуществлении операции разрыва адгезионной связи аргон в полости цельной конструкционной заготовки необходимо вводить очень осторожно. Последнее условие соблюдается и в способе [6]. При этом возможно, как и в способе [6], использование двух схем пропускания аргона через полости цельной конструкционной заготовки. Согласно первой схеме аргон одновременно вводится во все зоны, где имеется защитное покрытие. Согласно второй схеме можно пропустить аргон сначала между заготовками одной обшивки и заполнителя, а затем между заготовками другой обшивки и заполнителя.
При использовании любой схемы в заявляемом способе в отличие от способа [6] заготовки обеих обшивок при отсутствии встречной по отношению к направлению действующих усилий выпуклости деформируются одинаково, что является одним из факторов, предотвращающих рост касательных напряжений при изгибе тонкой заготовки заполнителя.
Операция разрыва адгезионной связи так же, как в способе [6], выполняется при комнатной температуре, поскольку при этом имеющая место деформация заготовок не выходит за пределы упругой области. Из этих же соображений выбирается и величина фиксированного давления аргона, подаваемого во внутренние полости цельной конструкционной заготовки. Необходимо отметить, что в заявляемом способе величина давления может быть выбрана значительно меньшей, чем в способе [6], ввиду отсутствия встречного по отношению к направлению действующих усилий прогиба заготовок, что также является фактором, предотвращающим рост касательных напряжений при изгибе тонкой заготовки заполнителя.
После осторожно осуществленного при требуемом расположении цельной конструкционной заготовки разрыва адгезионной связи, вакуумирования и герметизации полостей цельной конструкционной заготовки защитное покрытие вновь оказывается зажатым между заготовками обшивок и заполнителя. В результате условия проведения операции придания цельной конструкционной заготовке аэродинамического профиля фактически становятся такими же, как в способе [6]. И, что особенно существенно, при изготовлении усовершенствованной лопатки из-за отсутствия операции разрыва адгезионной связи непосредственно перед операцией сверхпластической формовки частицы защитного покрытия не имеют возможности перемещаться и ссыпаться на участки, где имеется перегиб пера, что исключает неоднородную деформацию заготовки заполнителя при формировании ребер жесткости в процессе сверхпластической формовки.
В заявляемом способе так же, как в способе [6], перед операцией диффузионной сварки, многократно осуществляют последовательное вакуумирование и заполнение инертным газом полостей пакета и цельной конструкционной заготовки для удаления из них кислорода с последующей после вакуумирования герметизацией полостей.
В заявляемом способе отмеченную операцию осуществляют также перед операцией придания цельной конструкционной заготовке аэродинамического профиля. Последнее обстоятельство, безусловно, удлиняет технологический цикл изготовления изделия, но оно является необходимым для того, чтобы предотвратить окисление поверхностей заготовок при их горячей деформации, то есть в целом для решения поставленной перед изобретением задачи.
В качестве альтернативы можно сократить количество переходов операции или всю операцию последовательного вакуумирования и заполнения инертным газом полостей цельной конструкционной заготовки перед операцией сверхпластической формовки.
В процессе очистки полости цельной конструкционной заготовки при заполнении инертным газом уже не раскрываются, поскольку давление инертного газа не превышает атмосферного давления. Поэтому частицы защитного покрытия не имеют возможности перемещаться.
Также приемы заявляемого способа вследствие предотвращения проявления эффекта Баушингера позволят использовать заготовку заполнителя с СМК и НК структурой. Это позволит в значительной мере повысить качество соединения, получаемого посредством диффузионной сварки, за счет существенной разницы в пределах текучести заготовок обшивок и заполнителя. Для того чтобы более полно использовать преимущества отмеченной разницы свойств заготовок, рекомендуется диффузионную сварку осуществлять в два этапа. При этом на первом этапе сварки давление рекомендуется прикладывать при температуре, близкой к нижней границе температурного интервала сверхпластичности заготовки заполнителя, в течение времени, достаточного для образования физического контакта между соединяемыми поверхностями заготовок обшивок и заполнителя. В процессе образования физического контакта при указанной температуре первого этапа появляется возможность замедлить и даже предотвратить рост зерен в заготовке заполнителя, и, следовательно, сохранить количество и протяженность границ зерен, определяющих при образовании физического контакта релаксационную способность заготовки заполнителя, а также сохранить отмеченную существенную разницу в пределах текучести заготовок обшивок и заполнителя и за счет всех этих факторов значительно снизить степень деформационного упрочнения заготовки заполнителя при образовании физического контакта и, как результат, повысить качество соединения.
Второй же этап проводят при температуре и в течение времени, необходимых для развития при соединении объемного взаимодействия между заготовками обшивок и заполнителя. Время второго этапа должно быть достаточным для протекания в заготовках и в зоне соединения релаксационных процессов: рекристаллизации, приведения границ зерен в равновесное состояние, образования общих зерен в зоне соединения, снятия внутренних напряжений [19].
Также благодаря значительной релаксационной способности многочисленных границ зерен заготовки заполнителя с СМК и особенно с НК структурой, позволяющей в процессе диффузионной сварки избежать деформационного упрочнения при образовании физического контакта, становится возможным несколько снизить требования к чистоте поверхности свариваемых заготовок обшивок и заполнителя. В заявляемом способе этот эффект, учитывая значительную площадь поверхности заготовок обшивок и заполнителя, подвергаемой шлифованию и полированию, можно считать весьма существенным.
При использовании заготовки заполнителя с размером зерен 0,6…0,8 мкм рекомендуется осуществлять первый этап диффузионной сварки при температуре 650…700°С в течение 30 мин, а второй этап при температуре 900…950°С в течение 2 часов. Отмеченные режимы были использованы при изготовлении имитаторов лопатки. Полученные при этом результаты подтвердили высокое качество соединения, полученного диффузионной сваркой.
При использовании заготовки заполнителя с еще меньшим размером зерен рекомендуемые режимы следует пересматривать с учетом данных эксперимента.
В науке и технике известны решения [20], предполагающие использование прокладок со средним размером зерен менее 1 мкм для улучшения качества соединения, полученного диффузионной сваркой, заготовок с произвольной структурой. Известно также, что при использовании такой прокладки целесообразно осуществлять диффузионную сварку в два этапа [21]. При этом на первом этапе сварки давление рекомендуется прикладывать при температуре, близкой к нижней границе температурного интервала сверхпластичности заготовки заполнителя, в течение времени, достаточного для образования физического контакта между соединяемыми поверхностями заготовок. Второй же этап проводят при температуре и в течение времени, необходимых для развития при соединении объемного взаимодействия между заготовками обшивок и заполнителя.
Однако при изготовлении полой вентиляторной лопатки известные приемы могут быть использованы только в совокупности с основными приемами заявляемого способа. При этом существенным и новым для заявляемого способа является эффект, заключающийся в том, что, несмотря на некоторое увеличение общего времени диффузионной сварки, размер зерен в заготовке заполнителя благодаря его весьма малому исходному значению к моменту начала операции сверхпластической формовки увеличивается до меньших значений, чем в способе [6]. Отмеченное обстоятельство делает условия сверхпластической формовки более благоприятными для формообразования за счет увеличения ресурса пластичности.
С точки зрения эффективности способа, обусловленной исключением излишней механической обработки резанием, а также возможностью использования газостата при осуществлении диффузионной сварки, предпочтительно, чтобы поверхности заготовок обшивок, сопряженные с поверхностью заготовки заполнителя, как и в способе [6], были плоскими по всей площади.
Однако в случае, когда все же возникает необходимость на поверхностях заготовок обшивок оформить участки, подвергаемые соединению, в виде выступов и участки, не подвергаемые соединению, в виде пазов, в частности, в отсутствие технологии нанесения защитного покрытия методом шелкотрафаретной печати, приемы заявляемого способа также могут быть эффективно использованы.
При наличии выступов/пазов на поверхностях заготовок обшивок при удалении связующего вещества защитного покрытия пакет заготовок рекомендуется располагать таким образом, чтобы поверхности выступов находились в горизонтальной плоскости, сохраняя такое положение пакета до и в процессе диффузионной сварки. Такой прием направлен на то, чтобы не повредить защитное покрытие до операции разрыва адгезионной связи между защитным покрытием и заготовками.
При соблюдении отмеченных условий и при использовании основных приемов заявляемого способа, несмотря на наличие выступов/пазов на поверхностях заготовок обшивок, исключается возможность перемещения частиц защитного покрытия.
Готовым изделием, изготовленным по заявляемому способу, может явиться любая полая вентиляторная лопатка даже достаточно простой формы, как, например, лопатка, представленная в описании способа [6] [6, фиг.1].
Особенно успешно заявляемый способ может быть использован при изготовлении усовершенствованной полой лопатки.
Целесообразно использовать заявляемый способ при изготовлении любой по форме полой лопатки при использовании исходной заготовки заполнителя с СМК или НК структурой.
В заключение необходимо отметить, что в способе [6] при необходимости изготовления усовершенствованной полой лопатки и/или использования заготовки заполнителя с СМК или НК структурой невозможно предотвратить проявление физических эффектов, таких как эффект Баушингера или рост касательных напряжений при изгибе тонкой заготовки заполнителя. Также в способе [6] при необходимости изготовления усовершенствованной полой лопатки невозможно предотвратить неизбежное ссыпание частиц защитного покрытия при разрыве адгезионной связи на участки заготовок, расположенные в области перегиба пера.
Заявляемый способ изготовления полой вентиляторной лопатки поясняется графическими материалами.
На фиг.1 представлено схематичное изображение пакета заготовок в процессе его сборки перед операцией диффузионной сварки.
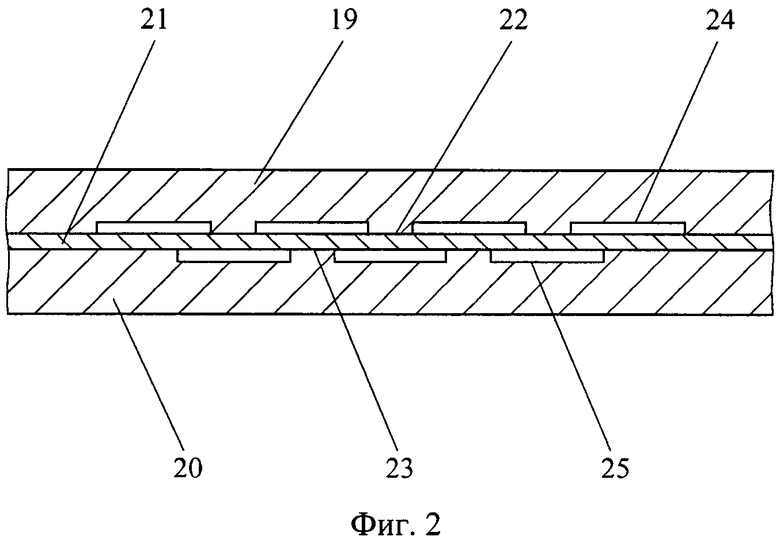
На фиг.2 представлено поперечное сечение пакета заготовок в случае, когда на поверхности заготовки обшивок выполнены выступы и пазы.
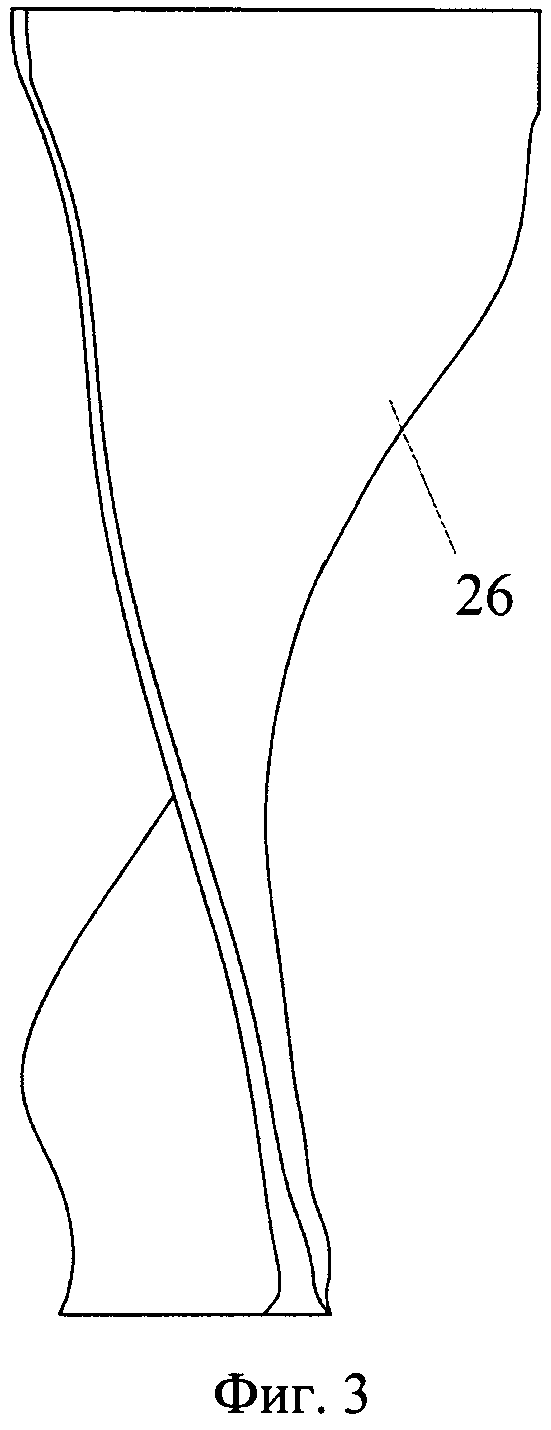
На фиг.3 схематично изображено перо лопатки после его закрутки.
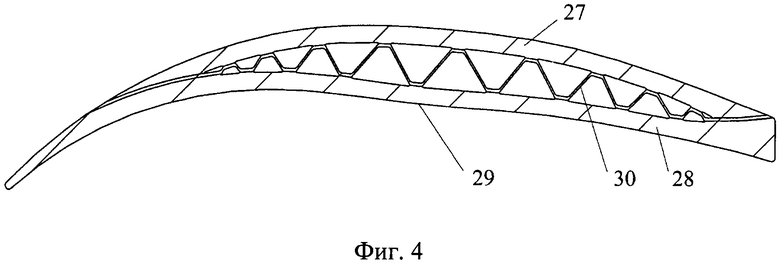
На фиг.4 представлено поперечное сечение пера лопатки после выполнения операции сверхпластической формовки и механической обработки.
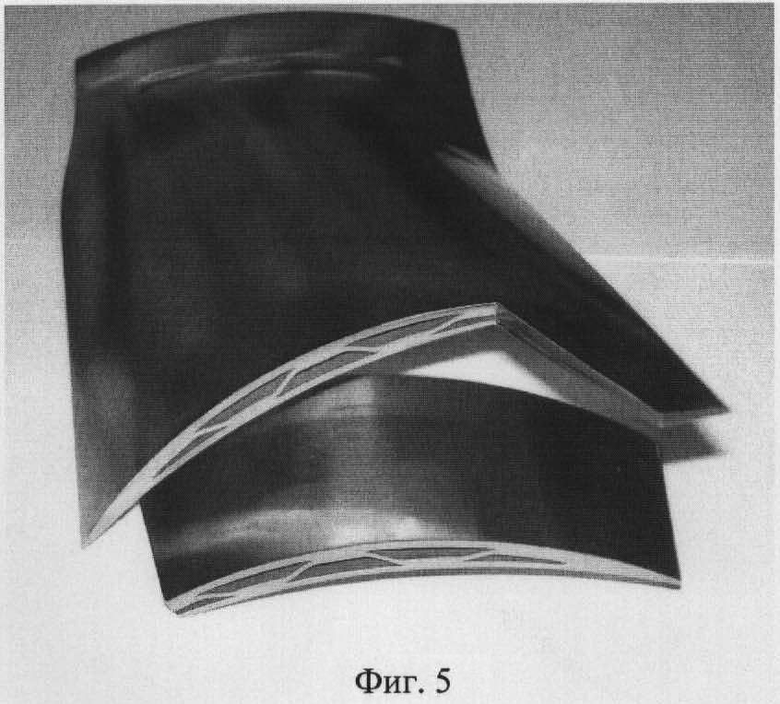
На фиг.5 представлено фото имитатора полой лопатки с разрезом в поперечном сечении.
На фиг.1 представлено изображение пакета заготовок в процессе его сборки перед операцией диффузионной сварки в случае, когда поверхности заготовок обшивок 1, 2 являются смежными с поверхностью заготовки заполнителя 3 по всей площади, то есть поверхности заготовок обшивок 1, 2 являются плоскими.
На противоположной поверхности заготовок обшивок 1, 2 имеются предварительно сформированные выступы 4, 5 под замок лопатки. Кроме того, на этой же поверхности заготовок обшивок имеются технологические выступы 6, 7 со стороны, противоположной той, где сформированы выступы 4, 5 под замок лопатки. Технологические выступы 6, 7 предназначены для фиксации цельной конструкционной заготовки, полученной после диффузионной сварки, при осуществлении гибки для получения корыта и спинки лопатки и закрутки ее пера. В заготовках обшивок и заполнителя выполнены отверстия 8 для установочных штифтов 9, 10. В заготовках обшивок в части, где будет замок лопатки, выполнены проточки 11, 12. В заготовке заполнителя, также в части, где будет замок лопатки, выполнена прорезь 13. Проточки и прорезь служат для установки трубки 14. Участки 15 поверхности заготовки заполнителя 3 и соответствующие им участки поверхности (на фиг.1 не показаны) заготовки обшивки 1, а также участки 16 поверхности заготовки обшивки 2 и соответствующие им участки поверхности (на фиг.1 не показаны) заготовки заполнителя 3 подлежат соединению посредством диффузионной сварки. На участки 17, 18 поверхностей заготовок обшивки 2 и заполнителя 3 посредством шелкотрафаретной печати наносится защитное покрытие. Защитное покрытие препятствует соединению отмеченных участков в процессе диффузионной сварки. Проточки 11, 12 и прорезь 13 выполнены таким образом, что они соединяют участки, не подвергаемые соединению на поверхностях заготовок обеих обшивок и заполнителя.
На фиг.2 представлено поперечное сечение пакета заготовок обшивок 19, 20 и заполнителя 21 в случае, когда смежными с поверхностью заготовки заполнителя являются только поверхности выступов 22, 23, выполненных на поверхностях обшивок 19, 20. В пазы 24, 25 наносится защитное покрытие. В остальном пакет заготовок не отличается от пакета заготовок, изображенного на фиг.1.
Пояснение того, как осуществляется способ, в полном объеме дано для случая, когда заготовки обшивок являются плоскими (фиг.1), поскольку этот случай является наиболее распространенным.
Берут исходные заготовки обшивок, в качестве которых используют плиты или листы достаточной для оформления замковой части толщины. Исходной заготовкой для заполнителя является тонкий лист.
Исходные заготовки обшивок и заполнителя подвергают обработке резанием для того, чтобы получить предварительно заданную форму в меридиональной плоскости, в частности, определяемую кубическим многочленом (1). Также обработкой резанием получают выступы 4, 5 под замок лопатки и технологические выступы 6, 7. Поверхности заготовок обшивок и заполнителя подготавливают к диффузионной сварке посредством шлифования и полирования. Непосредственно перед сваркой свариваемые поверхности заготовок подвергают химической очистке. На заданные участки 17, 18 заготовок наносят защитное покрытие. Защитное покрытие может включать порошковый иттрий, распределенный в связующем веществе, и растворитель. Защитное покрытие наносят методом шелкотрафаретной печати. Заготовки 1, 2, 3 собирают в пакет и фиксируют относительно друг друга при помощи установочных штифтов 9, 10. Далее к пакету присоединяют трубку 14. Трубку 14 устанавливают таким образом, чтобы участки всех заготовок, не подвергаемые соединению, оказались соединенными между собой. Как уже было отмечено выше, можно при необходимости установить несколько трубок таким образом, что каждая из них будет соединять участки, не подвергаемые соединению, на смежных поверхностях заготовок каждой из обшивок и заполнителя. Кроме того, трубку 14 устанавливают так, чтобы она выступала за контур пакета, поскольку далее к выступающему концу трубки будет подсоединен трубопровод (на фиг.1 не показан) для соединения трубки 14 либо с вакуумным насосом, либо с системой подачи инертного газа. Все три заготовки 1, 2, 3 по кромкам соединяют между собой аргонодуговой сваркой. Трубку 14 закрепляют также посредством аргонодуговой сварки. Создается герметичная сборочная единица, за исключением входного отверстия трубки 14. Полости пакета вакуумируют.Затем в полости пакета подают инертный газ - аргон. После подачи аргона полости пакета вновь вакуумируют, затем в полости пакета вновь подают аргон. Аргон подают в полости пакета под давлением, доходящим до уровня атмосферного давления. Рекомендуется контролировать уровень кислорода в удаляемом в процессе вакуумирования аргоне. Многократное последовательное вакуумирование и подачу аргона необходимо осуществлять до полного удаления кислорода из полостей пакета. Конкретное число операций вакуумирования и заполнения аргоном зависит от размеров изделия.
Далее пакет устанавливают в печь, где его нагревают до температуры 250…350°С для выпаривания связующего вещества из защитного покрытия при непрерывном вакуумировании полостей пакета. Пакет вынимают из печи и охлаждают, продолжая непрерывное вакуумирование. Наличие остатков связующего вещества выявляют посредством контроля его уровня в удаляемом при вакуумировании газе. Далее трубку 14 герметизируют. Пакет осторожно переносят в газостат. Также, как в прототипе, возможно осуществить окончательное удаление связующего вещества и герметизацию трубки 14 тогда, когда пакет уже находится в газостате. В любом случае связующее вещество удаляют при температуре, указанной выше.
Далее осуществляют диффузионную сварку заготовок, выбирая необходимые температуру и давление. Температура может повышаться ступенчато для осуществления поэтапной диффузионной сварки.
По окончании операции диффузионной сварки полученную цельную конструкционную заготовку устанавливают таким образом, чтобы смежные поверхности заготовок обшивок и заполнителя располагались строго в горизонтальной плоскости. В полости цельной конструкционной заготовки осторожно вводят аргон для осуществления упругой деформации заготовок обшивок и заполнителя и разрыва адгезионной связи между защитным покрытием и заготовками. Операцию разрыва адгезионной связи осуществляют при комнатной температуре. После снятия давления полости цельной конструкционной заготовки вакуумируют и герметизируют.
Перед операцией придания цельной конструкционной заготовке аэродинамического профиля ее полости подвергают многократному последовательному вакуумированию и заполнению аргоном для удаления из них кислорода. После удаления кислорода из полостей цельной конструкционной заготовки полости вакуумируют и герметизируют.
Далее цельную конструкционную заготовку устанавливают в приспособление, подобное тому, которое описано в [7], и подвергают гибке и закрутке посредством горячей деформации. На заключительном этапе закрутки осуществляют коррекцию формы гнутой цельной конструкционной заготовки в соответствии с заданной формой штампа, используемого для сверхпластической формовки. При этом можно использовать штамп, непосредственно предназначенный для сверхпластической формовки. Разъемные половины штампа контактируют с цельной конструкционной заготовкой по части кромок, которая затем будет удалена. Целесообразно операцию придания цельной конструкционной заготовке аэродинамического профиля осуществлять в среде инертного газа во избежание интенсивного окисления внешних поверхностей заготовки.
На фиг.3 показано перо 26 лопатки, имеющее сложный аэродинамический профиль в соответствии с соотношением (2).
Для осуществления сверхпластической формовки цельную конструкционную заготовку устанавливают между уже упомянутыми разъемными половинами штампа, имеющими требуемую форму. Заготовку нагревают и подвергают сверхпластической деформации. Целесообразно данную операцию также проводить в среде инертного газа во избежание интенсивного окисления внешней поверхности цельной конструкционной заготовки. Деформацию осуществляют за счет давления аргона, подаваемого в полости цельной конструкционной заготовки так, чтобы обеспечить скорость деформации в интервале сверхпластичности заготовки заполнителя. В результате деформации заготовки обшивок принимают форму рабочей полости штампа, а заготовка заполнителя образует наклонные ребра жесткости. При этом на заготовке обшивки, образующей корыто лопатки, формируются две параболы, имеющие точку перегиба в месте расположения максимальной толщины профиля [1].
На фиг.4 показано поперечное сечение лопатки, где поз.27 обозначена обшивка, образующая спинку лопатки; поз.28 обозначена обшивка, образующая корыто лопатки. Поз.29 обозначена упомянутая точка перегиба. Поз.30 обозначены ребра жесткости.
После операции сверхпластической формовки полуфабрикат лопатки подвергают механической обработке резанием, при которой удаляют технологические зоны, окончательно формируют кромки пера лопатки, периферийную часть пера и замок лопатки. Кроме того, демонтируют все трубки, а оставшиеся после них отверстия заделывают.
Далее коротко дано пояснение того, как осуществляется способ в случае, когда на поверхности заготовок обшивок имеются выступы и пазы. Выступы и пазы оформляют обработкой резанием (фиг.2). Защитное покрытие наносят в пазы 24, 25, после чего заготовки обшивок и заполнителя собирают в пакет. При удалении связующего вещества защитного покрытия пакет заготовок располагают таким образом, чтобы смежные поверхности находились в горизонтальной плоскости, сохраняя такое положение пакета до и в процессе диффузионной сварки. Кроме того, давление при сварке прикладывают со стороны заготовки обшивки, образующей спинку лопатки.
Во всем остальном способ осуществляют так же, как описано выше для случая, когда поверхности заготовок обшивок являются плоскими по всей площади.
Полая вентиляторная лопатка изготавливается из титанового сплава. Наиболее распространенным титановым сплавом, используемым для изготовления такого рода изделий, является в России и за рубежом сплав ВТ6 (Ti-6Al-4V). Однако это не исключает использования для изготовления лопатки других титановых сплавов. В качестве рабочей среды, как правило, используют аргон.
Примеры конкретного выполнения.
Пример 1
По заявляемому способу была изготовлена полая лопатка вентилятора, имеющая сложный аэродинамический профиль, сконструированная в соответствии с ее описанием, представленным в [1].
В качестве исходных заготовок обшивок использовали плиты со средним размером зерен 6 мкм. В качестве исходной заготовки заполнителя использовали лист толщиной 1 мм со средним размером зерен 2 мкм. Поверхности заготовок обшивок и заполнителя являлись плоскими по всей площади.
С учетом средних размеров зерен в заготовках обшивок и заполнителя были выбраны следующие режимы диффузионной сварки:
температура сварки 920°С;
изостатическое давление, приложенное к пакету заготовок, 3 МПа;
время сварки 2 часа.
Операцию разрыва адгезионной связи между заготовками обшивок и заполнителя и защитным покрытием осуществляли при комнатной температуре, при этом величину давления аргона выбирали с учетом максимальной толщины заготовок обшивок.
Операцию придания цельной конструкционной заготовке аэродинамического профиля выполняли при температуре 800°С.
Сверхпластическую формовку осуществляли при температуре 920°С, аргон подавали под давлением по специальному графику, обеспечивая скорость деформации заготовки заполнителя в режиме сверхпластичности.
Пример 2
По заявляемому способу были изготовлены имитаторы лопатки, имеющие аэродинамический профиль, приближенный к профилю рабочей лопатки. При изготовлении нескольких имитаторов использовали заготовки обшивок с плоскими поверхностями. При изготовлении нескольких других имитаторов на поверхностях заготовок обшивок выполняли выступы и пазы.
В качестве исходных заготовок обшивок использовали листы со средним размером зерен 6 мкм. В качестве исходной заготовки заполнителя использовали лист толщиной 0,8 мм со средним размером зерен 0,6 мкм. Диффузионную сварку осуществляли в два этапа:
первый этап осуществляли при температуре 650…700°С в течение 30 мин, второй этап - при температуре 900…950°С в течение 2 часов.
Операцию придания цельной конструкционной заготовке аэродинамического профиля осуществляли при температуре 800°С.
Сверхпластическую формовку осуществляли при температуре 920°С.
Для проведения сравнительных исследований и испытаний из таких же заготовок были изготовлены несколько имитаторов по способу [6].
Имитаторы были подвергнуты всестороннему контролю.
Три имитатора, два из которых были изготовлены по заявляемому способу (один с выступами на поверхности заготовок обшивок, другой с плоской поверхностью заготовок обшивок) и один - по способу [6], были подвергнуты разрушающему контролю после операции диффузионной сварки. На всех трех имитаторах были выявлены микроскопические «мостики», соединяющие заготовки обшивок и заполнителя на участках, не подвергаемых соединению.
Кроме того, на внешней поверхности заготовки обшивки, образующей спинку имитатора лопатки, изготовленного по заявляемому способу, имеющего выступы и пазы на поверхностях заготовок обшивок, после диффузионной сварки образовались волнообразные складки, поскольку к пакету было приложено давление со стороны заготовки обшивки, образующей спинку.
После сверхпластической формовки имитаторы были подвергнуты голографическому контролю. По результатам голографического контроля имитаторов, изготовленных по способу [6], были сделаны предварительные предположения об отклонении значений жесткости некоторых ребер от заданного значения.
Три имитатора, два из которых также были изготовлены по заявляемому способу (один с выступами на поверхности заготовок обшивок, другой с плоской поверхностью заготовок обшивок) и один - по способу [6], были подвергнуты разрушающему контролю после операции сверхпластической формовки.
В имитаторе, изготовленном по способу [6], была обнаружена неравномерность по толщине в отдельных ребрах жесткости. В имитаторах, изготовленных по заявляемому способу, указанный недостаток отсутствовал.
Кроме того, в имитаторе, который имел выступы на поверхности заготовок обшивок, при сверхпластической формовке были устранены складки на внешней поверхности обшивки, образующей спинку лопатки.
На фиг.5 представлено фото имитатора полой лопатки с разрезом в поперечном сечении;
Для изготовления лопатки и имитаторов лопатки были использованы исходные заготовки обшивок и заполнителя, изготовленные металлургическим предприятием ОАО «Корпорация ВСМПО-АВИСМА» (РФ, г.Верхняя Салда). Для имитаторов лопатки были изготовлены специальные экспериментальные листовые заготовки заполнителя со средним размером зерен 0,6 мкм. В настоящее время ОАО «Корпорация ВСМПО-АВИСМА» изготавливает тонколистовой прокат с размером зерен 1-3 мкм, но в перспективе есть возможность изготавливать тонколистовой прокат с размером зерен менее 1 мкм. Такие листы предполагается использовать для изготовления заготовки заполнителя при серийном выпуске лопаток.
Серийный выпуск лопаток предполагается осуществлять на ОАО «Уфимское моторостроительное производственное объединение» (РФ, г.Уфа).
Источники информации
1. Патент РФ №2354854, МПК F04D 29/32, F04D 29/38, 2009.
2. Валиахметов О.Р. [и др.] Использование наноструктурных материалов и нанотехнологий для создания полых конструкций//Российские нанотехнологии. 2010. Т.5. №1-2 С.56-65.
3. Иноземцев А. А. О программе создания авиационных газотурбинных двигателей пятого поколения для семейства самолетов МС-21//Вестник Пермского научного центра. 2010. №4. С.28-46.
4. Европейский патент 0765711, патент-аналог США №5826332, B21D 26/02, В23К 20/02, 1998.
5. Патент РФ №2412017, МПК B21D 53/78, 2011.
6. Европейский Патент №0568201, B21D 53/78, 1993.
7. Патент Великобритании №2073631, B21D 11/14, 1980.
8. Зубчанинов В.Г. Основы теории упругости и пластичности: учебник для машиностроит. спец. вузов. М.: Высшая школа, 1990. 368 с.
9. Андреев Л.В., Ободан Н.И., Лебедев А.Г. Устойчивость оболочек при неосесимметричной деформации. М.: Наука, 1988. 208 с.
10. Труды ЛПИ №282 / Ленинградский ордена Ленина Политехнический Институт имени М.И.Калинина. Ленинград: Машиностроение, стр.39, 1967.
URL: http://www.mashb.ru/book_view.isp?idn=005493&page=39&format=html (дата обращения 20. 02. 2011)
11. Энциклопедический словарь по металлургии. Справочное издание. В 2-х т. Т.2: П-Я / Н.П.Лякишев [и др.]. М.: Интермет Инжиниринг, 2000.
12. Дель Г.Д., Гезе Г., Елисеев В.В., Меньших Я.В. Определение параметров эффекта Баушингера при моделировании процессов листовой штамповки // Кузнечно-штамповочное производство. 2000. №3. С.12-15.
13. Елисеев В.В., Елизаров Ю.М., Меньших Я.В. Определение параметра эффекта Баушингера при немонотонном изгибе // Заводская лаборатория. Диагностика материалов. 2005. №12. Том 71.
14. Физическая энциклопедия / Гл. редактор А.М. Прохоров. Ред. кол. Д.М.Алексеев, А.М.Балдин, А.М.Бонч-Бруевич, А.С.Боровик-Романов и др. Т.1. М.: Сов. Энциклопедия, 1988. 704 с.
15. Бэкофен В. Процессы деформации. Массачусетс, Калифорния 1972. Перевод с английского языка В.С Берковского и Ф.Я.Рузанова под редакцией С.Е.Рокотяна. М.: Металлургия, 1977. 288 с.
16. Елисеев В.В., Крупин Е.П. Исследование влияния релаксации добавочных напряжений на параметры эффекта Баушингера при немонотонном изгибе // Заводская лаборатория. Диагностика материалов. 2008. №9. Том 74.
17. Качанов Л.М. Основы механики разрушения. М.: Наука, 1974. 312 с.
18. Малинина Р.И., Александрович А.И., Книжник Е.Г. и Фролов С.В. Влияние упругой энергии на формирование кубической текстуры при первичной рекристаллизации в кремнистой стали // Известия Академии Наук СССР, серия физическая. 1989. №4. Том 53.
19. Каракозов Э.С. Сварка металлов давлением. - М.: Машиностроение, 1986, 280 с.
20. Патент US 3713207, МПК В23К 20/227, 1973 г.
21. Патент РФ №2415738, МПК В23К 20/16, 2011 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2013 |
|
RU2555274C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ МЕТАЛЛИЧЕСКОЙ ЛОПАТКИ ТУРБОМАШИНЫ | 2014 |
|
RU2569614C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2640692C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО ИЗДЕЛИЯ ТИПА ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2013 |
|
RU2548834C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2008 |
|
RU2412017C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2015 |
|
RU2595193C1 |
| ПАКЕТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОГО МНОГОСЛОЙНОГО ЯЧЕИСТОГО ИЗДЕЛИЯ СПОСОБОМ ДИФФУЗИОННОЙ СВАРКИ И СВЕРХПЛАСТИЧЕСКОЙ ФОРМОВКИ | 2014 |
|
RU2570714C2 |
| ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ ТУРБОМАШИНЫ СПОСОБОМ СВЕРХПЛАСТИЧЕСКОЙ ФОРМОВКИ | 2012 |
|
RU2525010C1 |
| Способ изготовления упрочняющей накладки передней кромки лопатки вентилятора | 2019 |
|
RU2711697C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2013 |
|
RU2555260C2 |
Изобретение может быть использовано в авиационном двигателестроении при изготовлении полой лопатки вентилятора газотурбинного двигателя, состоящей из выполненных из титанового сплава обшивок и заполнителя. Способ предполагает использование диффузионной сварки для соединения обшивок и заполнителя и сверхпластической формовки для образования полого пера и ребер жесткости. В соответствии со способом операцию разрыва адгезионной связи между заготовками обшивок и заполнителя и защитным покрытием осуществляют до операции придания цельной конструкционной заготовке аэродинамического профиля. При этом разрыв адгезионной связи осуществляют при расположении цельной конструкционной заготовки таким образом, чтобы смежные поверхности заготовок обшивок и заполнителя находились в горизонтальной плоскости. Перед операцией придания цельной конструкционной заготовке аэродинамического профиля осуществляют последовательное вакуумирование и заполнение инертным газом ее полостей для удаления из них кислорода с последующей после вакуумирования герметизацией полостей. Изобретение обеспечивает расширение технологических возможностей способа и повышение качества полой лопатки сложного аэродинамического профиля за счет возможности использования заготовок с субмикрокристаллической или нанокристаллической структурой. 7 з.п. ф-лы, 5 ил., 2 пр.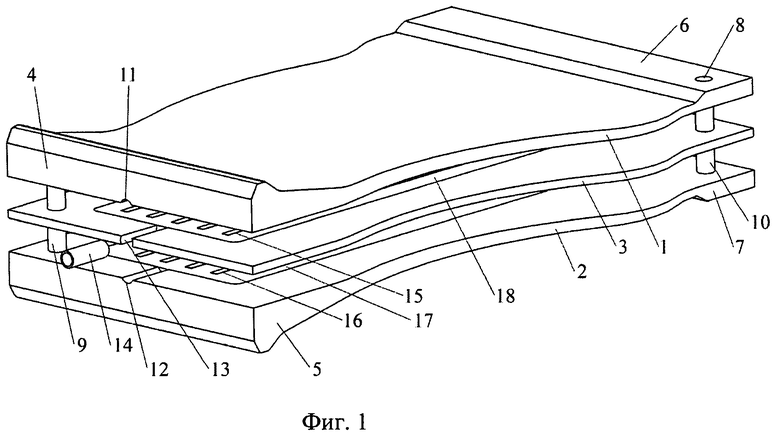
1. Способ изготовления полой вентиляторной лопатки газотурбинного двигателя, состоящей из выполненных из титанового сплава обшивок и заполнителя, с использованием диффузионной сварки для соединения обшивок и заполнителя и сверхпластической формовки для образования полого пера и ребер жесткости, заключающийся в том, что в отмеченной ниже последовательности выполняют операции, согласно которым на поверхность участков заготовок обшивок и/или заготовки заполнителя, не подвергаемых соединению при диффузионной сварке, наносят покрытие, препятствующее соединению, собирают заготовки обшивок и заполнителя в пакет, герметизируют пакет по кромкам, исключая место установки, по крайней мере, одной трубки, подсоединяют трубку к пакету, полости пакета последовательно вакуумируют и заполняют инертным газом для удаления из полостей пакета кислорода, нагревают пакет до температуры, необходимой для испарения из покрытия, препятствующего соединению, связующего вещества, продолжая вакуумирование пакета, полностью герметизируют пакет посредством герметизации трубки, нагревают пакет до температуры диффузионной сварки, прикладывают к пакету давление и осуществляют диффузионную сварку заготовок, затем проводят операцию разрыва адгезионной связи между заготовками обшивок и заполнителя и защитным покрытием, образующуюся при диффузионной сварке на участках, не подвергаемых соединению, посредством создания в полостях цельной конструкционной заготовки давления, достаточного для упругой деформации заготовок обшивок и заполнителя, причем при осуществлении операции разрыва адгезионной связи цельную конструкционную заготовку располагают таким образом, чтобы смежные поверхности заготовок обшивок и заполнителя находились в горизонтальной плоскости, осуществляют последовательное вакуумирование и заполнение инертным газом полостей цельной конструкционной заготовки для удаления из них кислорода, снова полностью герметизируют пакет, нагревают его и посредством горячей деформации придают цельной конструкционной заготовке, полученной после диффузионной сварки, аэродинамический профиль, включая формирование корыта и спинки лопатки и закрутку пера лопатки, нагревают цельную конструкционную заготовку до температуры сверхпластической формовки, подают в ее полости рабочую среду для создания давления, необходимого для сверхпластической формовки, и осуществляют сверхпластическую формовку до получения полого пера лопатки и формирования ребер жесткости.
2. Способ по п.1, отличающийся тем, что последовательное вакуумирование и заполнение инертным газом полостей цельной конструкционной заготовки для удаления из них кислорода перед операцией придания цельной конструкционной заготовке аэродинамического профиля осуществляют многократно.
3. Способ по п.1, отличающийся тем, что используют заготовку заполнителя с размером зерен менее 1 мкм.
4. Способ по п.3, отличающийся тем, что диффузионную сварку осуществляют в два этапа, при этом на первом этапе давление прикладывают при температуре ниже температуры второго этапа, близкой к нижней границе температурного интервала, обеспечивающего соответствующую условиям сверхпластичности заготовки заполнителя скорость деформации, в течение времени, достаточного для образования физического контакта между соединяемыми заготовками обшивок и заполнителя, а второй этап проводят при температуре и в течение времени, необходимых для развития объемного взаимодействия соединяемых заготовок.
5. Способ по п.4, отличающийся тем, что при использовании заготовки заполнителя с размером зерен 0,6…0,8 мкм первый этап диффузионной сварки осуществляют при температуре 650…700°С в течение 30 мин, второй этап диффузионной сварки осуществляют при температуре 900…950°С в течение 2 ч.
6. Способ по п.1, отличающийся тем, что используют заготовки обшивок, поверхности которых, смежные с поверхностью заготовки заполнителя, являются плоскими по всей площади.
7. Способ по п.1, отличающийся тем, что на поверхности заготовок обшивок оформляют участки, подвергаемые соединению, в виде выступов с плоской поверхностью и участки, не подвергаемые соединению, в виде пазов, при этом в процессе удаления связующего вещества защитного покрытия пакет заготовок располагают таким образом, чтобы смежные поверхности заготовок обшивок и заполнителя находились в горизонтальной плоскости, сохраняя такое положение пакета до и в процессе диффузионной сварки.
8. Способ по п.7, отличающийся тем, что давление при диффузионной сварке прикладывают со стороны обшивки, образующей спинку лопатки.
| Демодулятор ортогональных сигналов частотной телеграфии | 1976 |
|
SU568201A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ МЕХАНИЧЕСКОЙ ДЕТАЛИ ПРИ ПОМОЩИ ДИФФУЗИОННОЙ СВАРКИ И СВЕРХПЛАСТИЧНОГО ФОРМОВАНИЯ | 2004 |
|
RU2355541C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ЯЧЕИСТОЙ КОНСТРУКЦИИ | 1999 |
|
RU2170636C2 |
| US 4304821 А, 08.12.1981. | |||

