Изобретение относится к обработке металлов давлением, а именно к защитно- смазочным покрытиям, используемым в процессах горячей обработки давлением преимущественно титановых сплавов, в частности изотермической штамповки.
Цель изобретения - повышение стойкости деформирующего инструмента, выполненного из сплавов группы железа и никеля, кобальта и железа при проведении процессов горячей штамповки и прессования титановых сплавов, в том числе в изотермических условиях и в состоянии сверхпластичности, а также процесса сверхпластической деформации с диффузионной сваркой, массовое использование которого в промышленности сдерживается отсутствием надежного защитно-смазочного покрытия.
Защитно-смазочное покрытие содержит по массе 60-95% углерода в виде мелкодисперсной сажи, такой как ДГ-100 (К-354) или ПМ-100 (П-234), и остальное жидкость, имеющая температуру кипения 40-100°С, например вода, спирты, метиловый или этиловый, изоприловый, насыщенные углероды, такие как пентан, гексан, гептан.
Легкокипящая жидкость необходима для нанесения сажи на контактирующие поверхности штампа и заготовки. В дальнейшем при повышении температуры или при ва- куумировании штампа легкокипящая жидкость испаряется.
Количество легкокипящей жидкости в покрытии было определено экспериментальным путем. При содержании легкокипящей жидкости менее 5% сажа или при температуре кипения менее 40°С может отдельными участками осыпаться с заготовки, при увеличении количества легкокипящей жидкости более 40% суспензия может стечь с заготовки.
К5
образовывая тем самым неравномерное покрытие, что нежелательно.
Сажу с легкокипящей жидкостью на контактирующие поверхности можно наносить любым известным методом: напылением, окунанием заготовки в суспензию, обмазыванием, электрофорезом, напылением на заготовку, покрытую слоем упомянутого связующего.
Были проведена эксперименты по определению влияния сорта углерода, используемого в качестве технологического покрытия, на кинетику процессов твердофазного взаимодействия сплавов никеля и титана.
В результате экспериментов было установлено, что графит различных марок, а именно марок С-О, С-1, С-2, С-3, спектрально-чистый и электродный графит раз- . ичной дисперсности, а также крупиодис- персная сажа, например марок П-803 и ТГ-900, не влияют на процессы образования эвтектик титан-никель, она образуется в любом случае, а при -использовании .мелкодисперсных саж, гаких как ДГ-100 (К-354) или ПМ-100 (П-234), процессы образования эг.тектик качественно изменяются, их образование подавляется, а в продуктах реакции обнаруживается нестехиометрический карбид титана.
Из этого можно сделать вывод, что за счег повышенной химической активности мелкодисперсной сажи при появлении первых капель жидкости эвтектического состава, мелкодисперсная сажа, растворяясь в жидкости, взаимодействует с титаном, а никель осаживается на поверхности штампа. При этом температура эвтектики карбид гитана-никель смещаема к более высоким температурам (1288°С), жидкость исчезает и процесс приостанавливается.
Кроме того, были проведены эксперименты но определению коэффициентов трения сплавов титана и никеля в присутствии различных сортов углерода. Было также установлено, что при переходе от графита различных сортов и крупнодисперсиой сажи и мелкодисперсной коэффициент трения уменьшается скачком с 0,3-0,4 до 0,08-0,1.
Подобные же эксперименты были проведены на модельных штампах из сплавов на основе кобальта и железа, а также из твердых сплавов на основе карбида титана со связкой из никелевых, кобальтовых и железных сплавов. Получены аналогичные результаты.
Свойства предлагаемого защитно-смазочного покрытия определяли в трех сериях экспериментов.
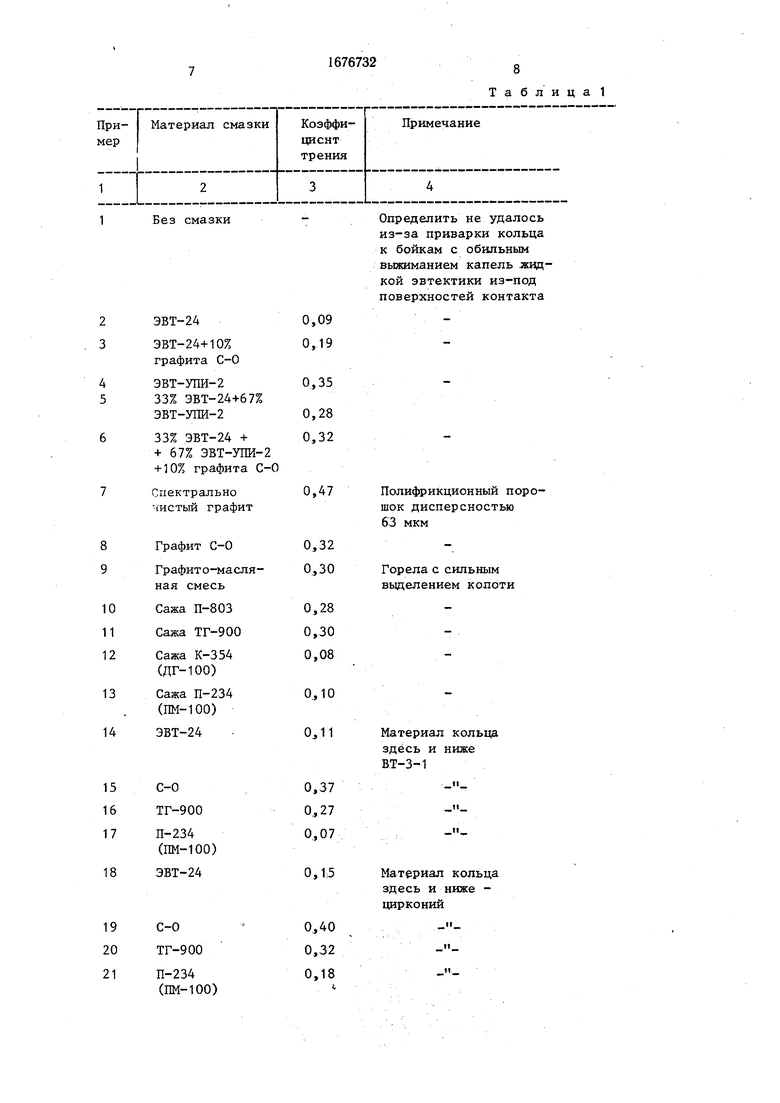
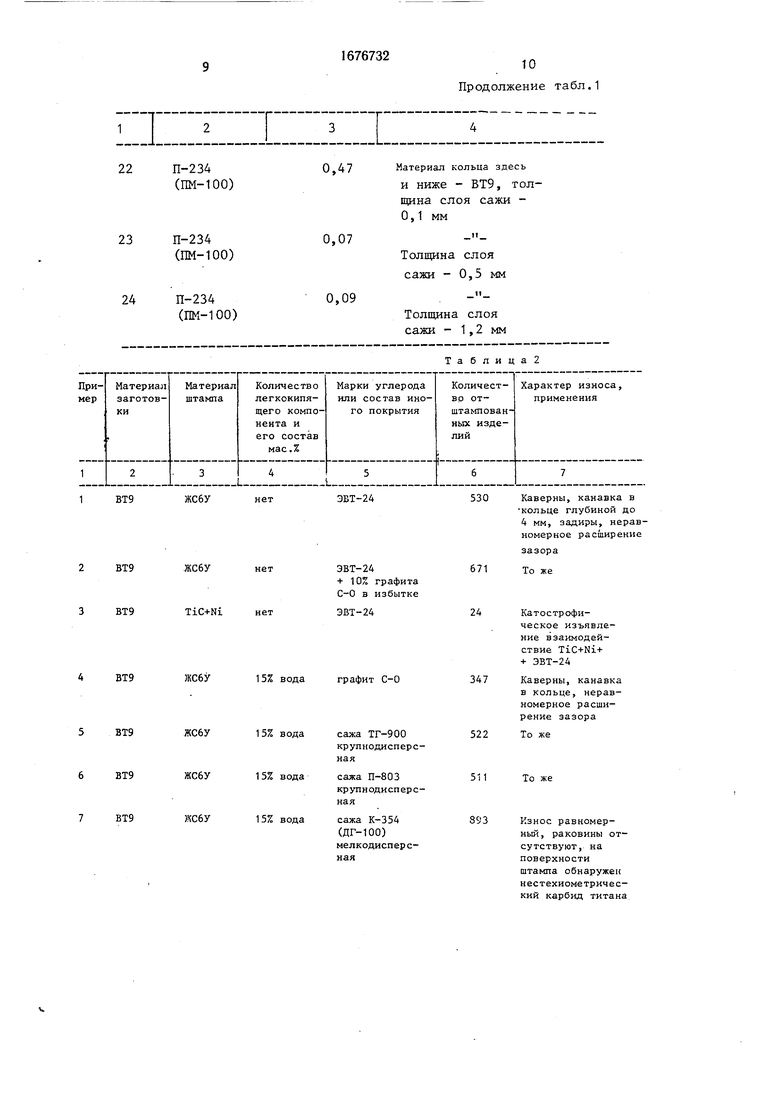
В первой серии определяли коэффициент грения. Его определяли по методике- Мале- Кокрофта путем осадки кольцевых образцов с отношением размеров 6/3/2. Кольца изготавливали из титанового сплава ВТ-9 высотой 5,3 мм, внешним диаметром 16 мм н внутренним диаметром 8 мм. Кроме колец из сплава ВТ-9, были также испытаны кольца из сплавов ВТ 18 и ВТЗ-1. Температура испытаний для титановых сплавов составляла 950°С. Степень деформации во
всех случаях составляла 40%, скорость деформирования 1 и 0,5 мм/мин. Бойки изготавливали из штампового материала - сплава ЖС6У на никелевой основе. В качестве смазки использовали сажу различных марок, графит и стеклоэмали. Результаты
испытаний сведены в табл. 1.
Во всех случаях толщина слоя сажи составляла 0,3-0,6 мм. Серия специальных экспериментов показала, что при осадке ко5 лец в данном диапазоне толщин слоя сажи заметных изменений коэффициента трения не наблюдается, изменения наблюдаются только при выходе за нижний предел толщины слоя сажи. При выходе за верхний предел толщины слоя сажи коэффициент трения
0 также изменяется несущественно, но в отдельных случаях наблюдалось осыпание сажи с образцов, особенно при хранении.
Поскольку слой сажк наносили на плоские поверхности колец, то количество свя5 зующего влияло несущественно. Коэффициент трения оставался неизменным даже при нанесении сухой сажи без связующего. Кроме определения коэффициента трения, предлагаемое защитно-смазочное покрытие использовали при штамповке лопа0 ток в опытно-промышленных условиях.
Процесс деформации заготовок из титанового сплава ВТ 9 осуществляли в рабочей камере штампа, выполненного из сложно- легированного сплава ЖС6У. Изготавливали малогабаритные лопатки 8-й ступени ком5 нрессора газотурбинного двигателя.
Рабочая камера штампа образована неподвижной матрицей, подвижным пуансоном и подвижным относительно матрицы и пуансона кольцом.
Заготовку выполняли диаметром 11 мм и
0 длиной 24 мм. Она была изготовлена из титанового сплава ВТ 9., Штамповали малогабаритную лопатку с замком толщиной 4 мм со средней толщиной пера лопатки 2 мм, высотой замка 4 мм, высотой пера 49
(. и шириной 20 мм.
В данном примере заготовку покрывали слоем мелкодисперсной сажи марки К-354 (ДГ-100) окунанием в суспензию сажи, имеющую г„мгтаннообразную консистенцию. Количество легкокипящей жидкости - во0 ды - составляло 20% от массы сажи. Полученный на поверхности заготовки слой сажи1 составлял примерно 0,5 мм.
Затем заготовку, покрытую сажей, укладывали на матрицу. При этом кольцо было убрано вниз для облегчения процессов ук5 ладки заготовки и выемки готового изделия. Затем кольцо поднимали в верхнее положение, опускали пуансон до соприкосновения с заготовкой и производили нагре -- а
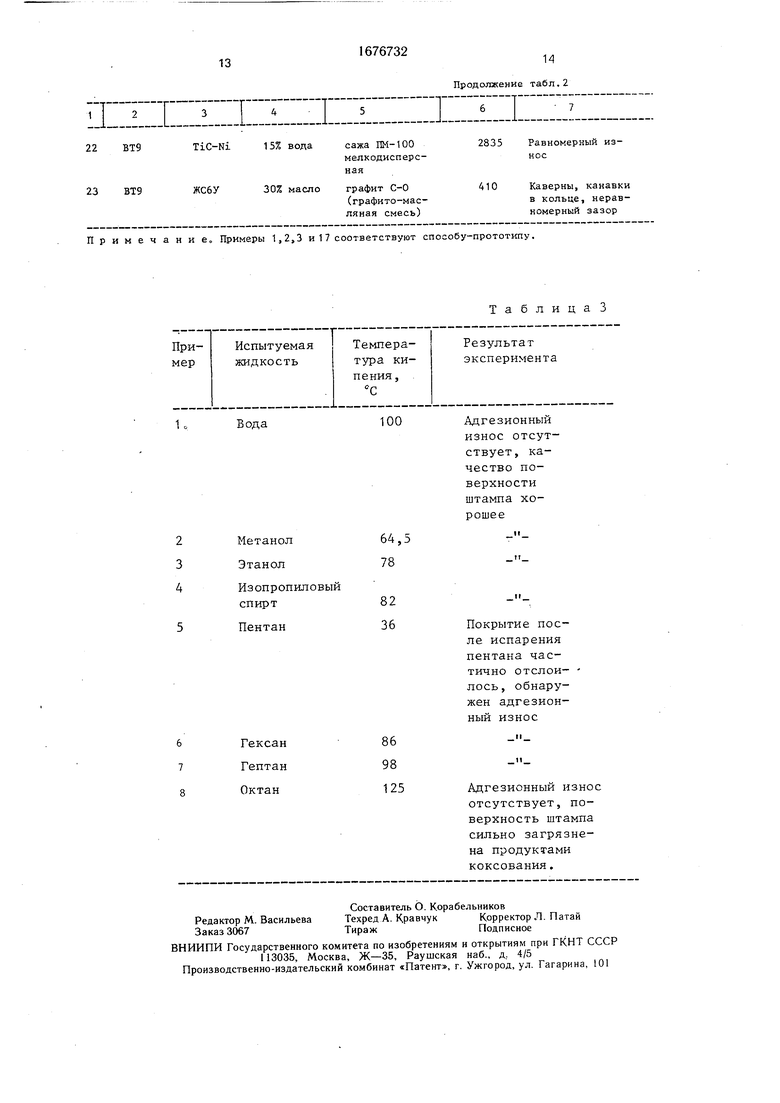
в исследуемой жидкости, которая находилась в количестве 15 мас.% от массы суспензии. Суспензию готовили при помощи ультразвукового эмульгатора, наносили ее ,- окунанием. Использовали мелкодисперсную сажу ПМ-100. Данные по экспериментам сведены в табл. 3.
Из табл. 3 следует, что при оптимальном соотношении сажи и связующего и при
и заготовки встроенным в штамп индукционным нагревателем до температуры 950±10°С, производили изотермическую выдержку в течение 5 минут для выравнивания температуры и осевым перемещением пуансона производили деформацию заготовки со скоростью 20 мм/мин до получения готовой детали. После этого поднимали пуансон в верхнее положение, опускали кольцо в нижнее положение и извлекали готовую
отштампованную деталь. На этом проведение 10 условии, что используют мелкодисперсную процесса заканчивали.сажу, состав связующего не влияет на каЗазор между кольцом, пуансоном и мат- чество поверхности штампа при условии, что рицей перед началом штамповки составлял температура кипения жидкости выше 40°С не более 0,1 мм. Поверхности кольца, мат- и не превышает 100°С. При температуре кипения жидкости более 100°С, например при использовании октана, поверхность штампа сильно загрязняется продуктами коксования, что нежелательно, так как приходится периодически очищать штамп от загрязнений. Защитно-смазочное покрытие обеспечи- 20 вает повышение стойкости штамповой оснастки по сравнению со способом-прототипом в 1,9 раза за счет уменьшения темпа износа и изменения характера износа.
рицы и пуансона были отполированы. В процессе штамповки периодически производили осмотр поверхностей штампа, а через каждые 100 изготовленных деталей производили обмер геометрии штампа и определяли зазор между кольцом, матрицей и пуансоном. При этом определяли характер износа.
Кроме того, отбирали соскобы с поверхностей штампа и изучали их в растровом электронном микроскопе и методами рентгеновского фазового анализа.
Критерием износа штампа являлось уве15
При этом уменьшается также окислительличение зазора между движущимися частя- 5 ный износ рабочих поверхностей штампа.
ми более 0,8 мм и изъязвление поверхности. Штамп снимали с эксплуатации и отправляли на переплав в случае, когда готовые лопатки коробились при извлечении из штампа, и в случае, когда утолщения на лопатках превышали пределы припусков на штамповку, что происходило при образовании раковин на рабочих поверхностях штампа.
Аналогично производили процесс штамповки лопаток на других штампах, изменяя при этом сорт сажи или графита, а также используя иные защитно-смазочные покрытия. Ряд штамповок производили в экспериментальных штампах, выполненных из твердых сплавов на основе тугоплавких соединений со связкой из никеля, кобальта и железа.
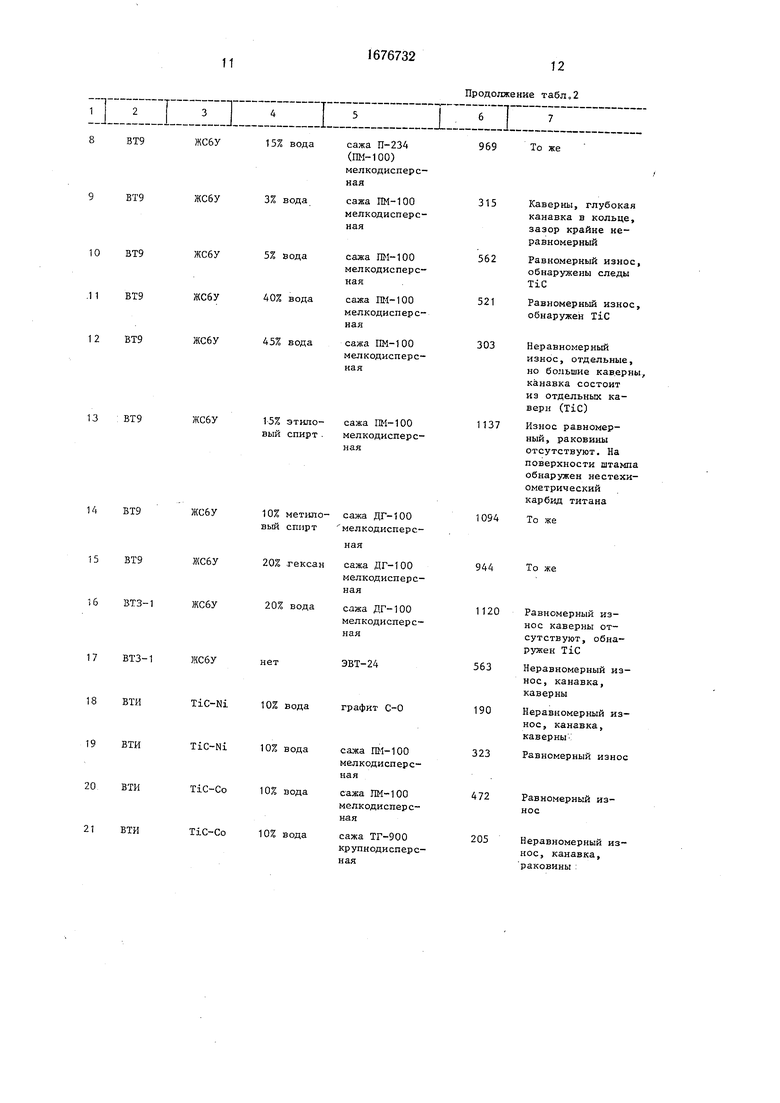
Данные по проведению процесса штамповки сведены в табл. 2.
Сплав ВТИ - экспериментальный интер- металлидный сплав. Температура его деформации соответствует 1050±20°С. Остальные условия и конструкция штампа неизменны.
Из табл. 2 также следует, что только выполнение процесса штамповки в присутствии мелкодисперсной сажи при толщине слоя от 0,15 до 0,7 мм приводит к повышению стойкости штамповой оснастки.
В третьей серии экспериментов исследовали влияние состава связующего на стойкость штамповой оснастки. Для этого на «свежем штампе изготавливали партию в 100 лопаток, после чего очищали поверхность штампа от загрязнений и исследовали ее. В дальнейшем штамповку деталей продолжали по серийной технологии. Во всех экспериментах использовали суспензию сажи
30
Защитно-смазочное покрытие также обеспечивает возможность замены материала ЖС6У на твердые сплавы со связкой из металлов группы железа, что ранее было невозможно из-за отсутствия смазки, так как серийно используемая смазка ЭВТ-24 активно реагирует с материалом штампа. Это дало возможность повысить стойкость штампа более чем в 4 раза по сравнению со штампом, выполненным из сплава ЖС6У.
35
Кроме того, защитно-смазочное покрытие обеспечивает возможность штамповки деталей из интерметаллидного сплава ВТИ в приемлемых количествах, что делает процесс штамповки деталей из данного сплава 40 экономически выгодным, а также обеспечивает проведение процессов сверхпластической деформации с диффузионной сваркой в вакууме или в защитных средах.
45
Формула изобретения
Защитно-смазочное покрытие заготовок преимущественно из титановых сплавов для горячей обработки давлением, содержащее углерод и жидкость с температурой кипения не выше 100°С, отличающееся тем, что, 5° с целью повышения стойкости деформирующего инструмента из никелевых, кобальтовых и железных сплавов, оно содержит углерод в виде мелкодисперсной сажи и жидкость с температурой кипения 40-100°С при следующем соотношении ингредиентов, мас.%:
Мелкодисперсная сажа 60-95 ЖидкостьОстальное
55
в исследуемой жидкости, которая находилась в количестве 15 мас.% от массы суспензии. Суспензию готовили при помощи ультразвукового эмульгатора, наносили ее окунанием. Использовали мелкодисперсную сажу ПМ-100. Данные по экспериментам сведены в табл. 3.
Из табл. 3 следует, что при оптимальном соотношении сажи и связующего и при
условии, что используют мелкодисперсную сажу, состав связующего не влияет на каПри этом уменьшается также окислитель износ рабочих поверхностей штампа.
ный износ рабочих поверхностей штампа.
Защитно-смазочное покрытие также обеспечивает возможность замены материала ЖС6У на твердые сплавы со связкой из металлов группы железа, что ранее было невозможно из-за отсутствия смазки, так как серийно используемая смазка ЭВТ-24 активно реагирует с материалом штампа. Это дало возможность повысить стойкость штампа более чем в 4 раза по сравнению со штампом, выполненным из сплава ЖС6У.
Кроме того, защитно-смазочное покрытие обеспечивает возможность штамповки деталей из интерметаллидного сплава ВТИ в приемлемых количествах, что делает процесс штамповки деталей из данного сплава экономически выгодным, а также обеспечивает проведение процессов сверхпластической деформации с диффузионной сваркой в вакууме или в защитных средах.
45
Формула изобретения
Защитно-смазочное покрытие заготовок преимущественно из титановых сплавов для горячей обработки давлением, содержащее углерод и жидкость с температурой кипения не выше 100°С, отличающееся тем, что, ° с целью повышения стойкости деформирующего инструмента из никелевых, кобальтовых и железных сплавов, оно содержит углерод в виде мелкодисперсной сажи и жидкость с температурой кипения 40-100°С при следующем соотношении ингредиентов, мас.%:
Мелкодисперсная сажа 60-95 ЖидкостьОстальное
5
Таблица 1
1676732
10
Продолжение табл.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения деталей из карбидообразующих переходных металлов в изотермических условиях | 1989 |
|
SU1690905A1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЖАРОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 1989 |
|
RU2020020C1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2456112C2 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2021 |
|
RU2785111C1 |
| Способ горячей изотермической штамповки в закрытых штампах | 1990 |
|
SU1794577A1 |
| ЗАЩИТНО-СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2019 |
|
RU2756616C2 |
| ЗАЩИТНО-СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2019 |
|
RU2741047C1 |
| Способ горячего деформирования металлов | 1990 |
|
SU1784390A1 |
| Инструмент для горячей и полугорячей штамповки | 1988 |
|
SU1562056A1 |
| Способ штамповки деталей с глубокими полостями | 1985 |
|
SU1311827A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при горячем деформировании заготовок из титановых сплавов. Цель изобретения - повышение стойкости деформирующего инструмента из никелевых, кобальтовых и железных сплавов. Защитно-смазочное покрытие состоит из 60-95 мас.% мелкодисперсной сажи, например, марки ДГ-100 (К-354) илиПМ-100 (П-234) и легкокипящей жидкости (остальное) с температурой кипения 40-100°С (вода, спирты и т. п.). Сажу с жидкостью наносят на поверхность заготовки, затем жидкость испаряется. Нагретую заготовку, равномерно покрытую слоем сажи, подвергают горячему деформированию. Мелкодисперсная сажа подавляет образование эвтектик типа титан-никель, способствующих схватыванию материалов заготовки и штампа, т. е. предотвращает адгезионный износ штампа. Кроме того, при использовании мелкодисперсной сажи по сравнению с крупнодиспергной или графитом коэффициент контактного трения уменьшается скачком с 0,3-0,4 до 0,08-0,1. 3 табл. и
ВТ9
ВТ9
ЖС6У
TiC+Ni
ЭВТ-24
+ 10% графита
С-0 в избытке
ЭВТ-24
ВТ9
ВТ9
ВТ9
ВТ9
ЖС6У
ЖС6У
ЖС6У
КС6У
15%вода
15%вода
15%вода
15%вода
графит С-0
сажа ТГ-900 крупнодисперсная
сажа П-803 крупнодисперсная
сажа К-354 (ДГ-100) мелкодисперсная
Таблица2
кольце глубиной до 4 мм, задиры, неравномерное расширение
зазора То же
Катострофическое изъявление взаимодействие TiC+Ni+ -t- ЭВТ-24
Каверны, канавка в кольце, неравномерное расширение зазора
То же
511 То же
Износ равномерный, раковины отсутствуют, на поверхности штампа обнаружен нестехиометричес- кий карбид титана
Продолжение табл.2
Продолжение табл.2
OZZIZZZZZZIZZZZZZZZZ IZZ
22ВТ9 TiC-Ni 15% вода сажа ПМ-100 2835 Равномерный измелкодисперс-нос
ная
23ВТ9 ЖС6У 30% масло графит С-0 410 Каверны, канавки
(графкто-мас-в кольце, неравляная смесь)номерный зазор
Примечание, Примеры 1,2,3 и 17 соответствуют способу-прототипу.
ТаблицаЗ
При- Испытуемая Темпера- Результат мер жидкость тура ки- эксперимента
пения, °С
1о
Вода
Метанол Этанол
Изопропиловый спирт
Пентан
Гексан Гептан Октан
Адгезионный износ отсутствует, качество поверхностиштампа хорошее
5
Покрытие после испарения пентана частично отслоилось, обнаружен адгезионный износ
Адгезионный износ отсутствует, поверхность штампа сильно загрязнена продуктами коксования.
| Грудев А | |||
| П | |||
| и др | |||
| Трение и смазки при обработке металлов давлением | |||
| Справочник | |||
| - М.: Металлургия, 1982, с | |||
| Кулиса для фотографических трансформаторов и увеличительных аппаратов | 1921 |
|
SU213A1 |
