Изобретение относится к деревообрабатывающей промышленности, в частности к производству столярно-строительных изделий из древесных материалов и может использоваться в качестве облицовочного материала панельного типа для внутренней отделки помещений.
Известен способ изготовления гофрокартонной плиты [Лукаш А.А., Лукутцова Н.П. Гофрокартонная плита - эффективный теплоизоляционный материал // Строительные материалы, 2014. №10. С. 24-27] характеризующейся наличием внутри воздушных прослоек. Каждый слой гофрокартонной плиты собирают из полос (кусков) гофрированного картона, таким образом, чтобы он равнялся площади готовой плиты. Каждый последующий слой собирают из полос, укладывая их так, чтобы перекрыть стыки между полосами предыдущего слоя. Слои соединяются между собой степлером с использованием металлических скоб.
Недостатками известного способа изготовления гофрированной плиты являются высокая трудоемкость работ, обусловленная необходимостью соединения большого количества полос с перекрытием стыков между полосами предыдущего слоя и необходимостью использования металлических скоб, склонность картона к быстрому разбуханию даже при не продолжительном контакте с водой, сложность монтажа смежных плит, обусловленная отсутствием монтажных пазов по краям
Известен способ изготовления слоистого древесного материала, выполненного в виде склеенных между собой наружных и внутренних слоев, например, из шпона [Куликов В.А., Чубов А.Б. Технология клееных материалов и плит. Москва: Лесная промышленность, 1984. С. 8].
Недостатком данного способа изготовления слоистого древесного материала является отсутствие воздушных прослоек между смежными слоями, что ведет к увеличению массы готового изделия, увеличению расхода клеящих веществ, необходимых для покрытия всей площади соединяемых элементов, низкие показатели теплоизоляции.
Известен способ изготовления шпонированных панелей (Стеновые панели из шпона для внутренней отделки // Strir.ru, 2023. - Электронный ресурс.- Режим доступа: https://strir.ru/vnutren-otdelka/paneli/shponirovannye (дата обращения 20.04.2023) состоящих из двух основных слоев. Первый слой - основа, изготовленный из плит МДВ или листов ДСП, второй слой - декоративный, изготовленный из шпона. Первый слой и второй соединяются между собой клеевым соединением.
Недостатками известного способа изготовления шпонированных панелей являются необходимость использования в производстве разнородных материалов таких как плиты МДФ, листы ДСП, плохие теплоизоляционные свойства, низкая жесткость, сложность монтажа смежных панелей, обусловленная отсутствием монтажных пазов по краям.
Известен способ изготовления плиты фанерной ячеистой [Описание к патенту RU 2252865. Способ склеивания древесных слоистых материалов. Заявлено 08.12.2003, опубликовано 27.05.2005] состоящей из нескольких слоев. При изготовлении плиты фанерной ячеистой, выполненной в виде склеенных наружных и внутренних слоев, каждый внутренний слой выполняют из параллельно размещенных с интервалом полос материала. Каждый предыдущий слой является основанием для последующего слоя, полосы которого размещают под углом к полосам предыдущего, при этом начиная с третьего внутреннего слоя, полосы располагают относительно полос первого внутреннего слоя со смещением. Величина интервала между полосами устанавливается меньше ширины полосы, а величина смещения меньше разности между шириной полосы и величиной интервала.
Недостатками известного способа изготовления плиты фанерной ячеистой являются высокие материалоемкость и трудоемкость изготовления, обусловленные необходимостью использования большого числа полос, укладываемых определенным образом относительно друг друга, большая масса, плохие теплоизоляционные свойства, сложность монтажа смежных панелей, обусловленная отсутствием монтажных пазов по краям, низкая жесткость фанерной плиты.
Наиболее близким по своей сущности и взятым за прототип является способ изготовления фанерной панели [Описание к патенту RU 193354. Фанерная панель. Заявлено 10.06.2019, опубликовано 25.10.2019] формируемой последовательной укладкой снизу вверх: сухого продольного листа лущеного шпона; поперечного листа лущеного шпона с нанесенным с обеих сторон клеем; решетчатой конструкции внутреннего слоя из реек от форматной обрезки фанеры; поперечного листа лущеного шпона с нанесенным с обеих сторон клеем; сухого продольного листа лущеного шпона.
Недостатком известного способа изготовления фанерной панели является высокая трудоемкость процесса изготовления обусловленная необходимостью изготовления элементов решетчатой конструкции и соединением их друг с другом, большим расходом клеящего состава для крепления элементов решетчатой конструкции, большая масса, плохие теплоизоляционные свойства, обусловленным наличием большого количества «мостиков холода» в виде элементов решетчатой конструкции, сложность монтажа смежных панелей, обусловленная отсутствием монтажных пазов по краям и высокие теплопотери через стыки смежных панелей в виду отсутствия преграды для прямого движения потока воздуха.
Технический результат способа изготовления панели гофрошпонной заключается в получении изделия с повышенными теплоизоляционными свойствами и высокой жесткости, малым расходом клеящих веществ в процессе изготовления, удобством соединения смежных панелей при сборке с обеспечением теплоизоляционных свойств стыкового шва, сохранении природного свойства древесины, характеризуемого как способность «дышать».
Достигается технический результат тем, что в способе изготовления панели гофрошпонной, характеризующемся подготовкой наружного и внутреннего слоя путем деформирования их противоположных торцевых областей, с одного торца делают два изгиба с формированием выступающей наружу ступени, с другого торца делают два изгиба с формированием уходящей внутрь ступени, причем расстояние между соседними изгибами выбирают таким, чтобы обеспечить при сборке панели расположение между наружным и внутренним слоями промежуточного слоя и образованием из выступающих наружу ступеней шипа, а из уходящих внутрь ступеней паза соответствующего по размеру шипу, подготавливают листы шпона путем его гофрирования, наружные поверхности волн гофрированного шпона промазывают клеевым составом, формируют промежуточный слой путем укладки листов гофрированного шпона друг на друга с перекрестным расположением волн, промежуточный слой размещают между наружным и внутренним слоями, на время высыхания клеевого состава осуществляют прижатие наружного слоя, промежуточного слоя, внутреннего слоя друг к другу.
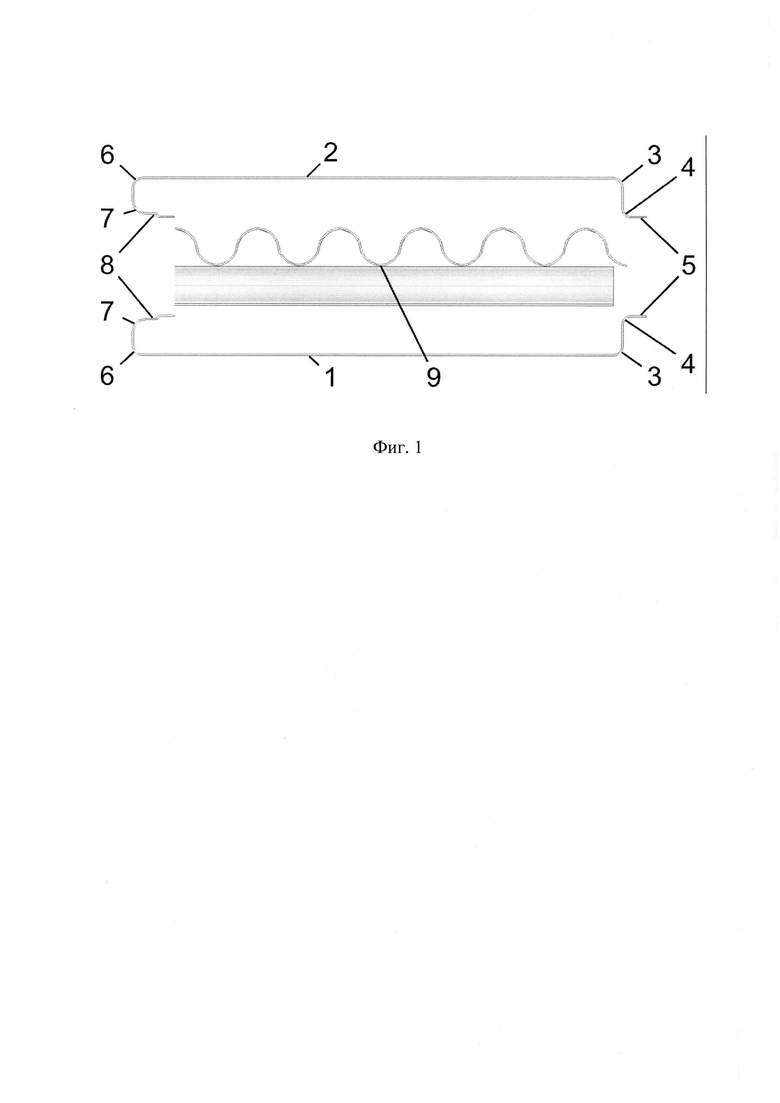
На фиг. 1 представлена схема реализации способа изготовления панели гофрошпонной.
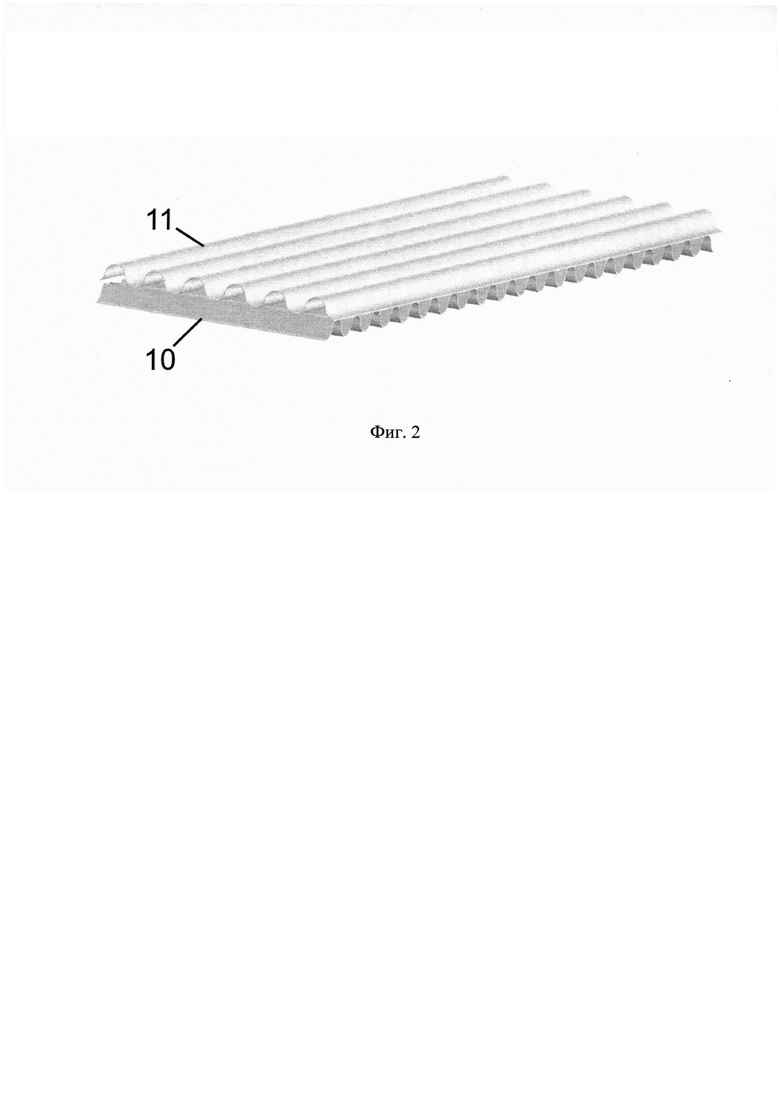
На фиг. 2 представлен внутренний слой панели гофрошпонной.
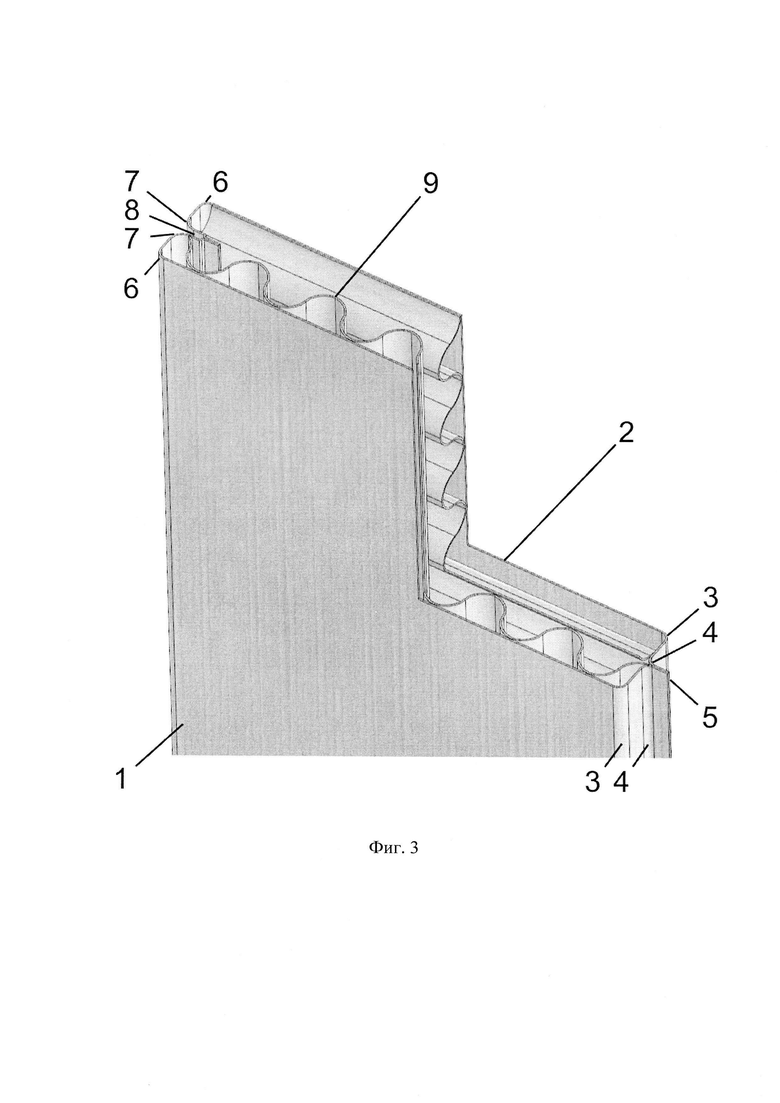
На фиг. 3 представлен вид панели гофрошпонной с вырезом одной четвертой части, полученной с использованием предлагаемого способа.
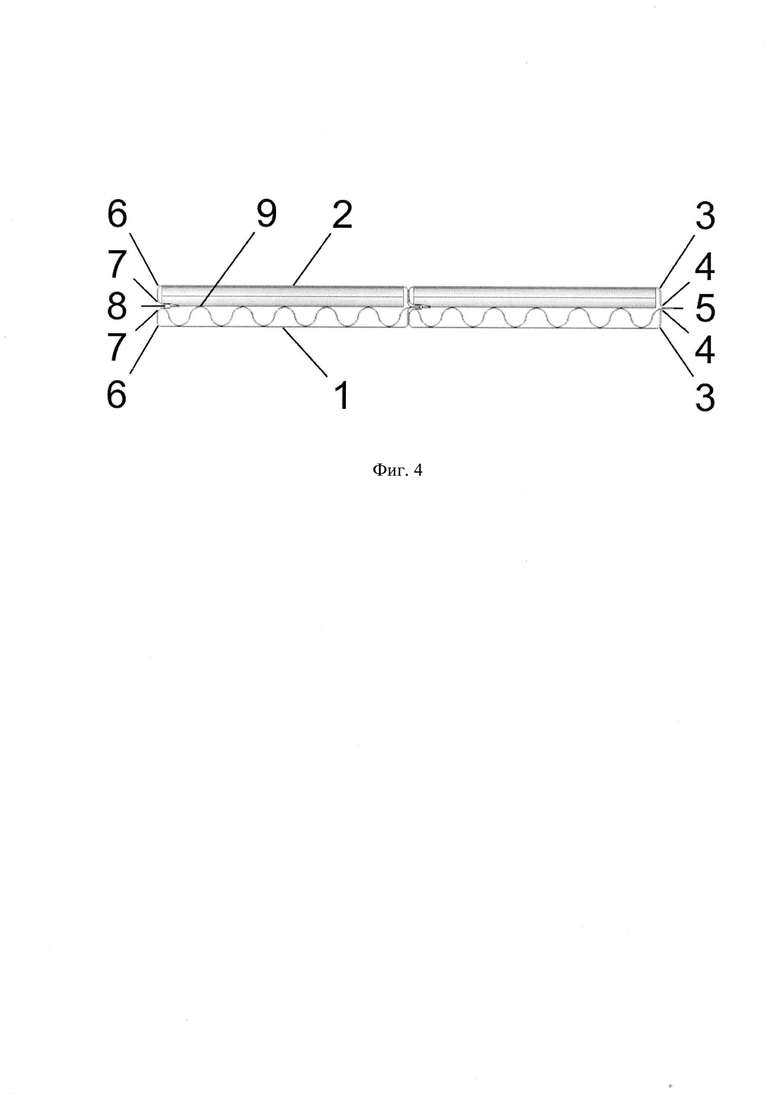
На фиг. 4 представлен вид сверху на две соединенные вместе панели гофрошпонные, полученной с использованием предлагаемого способа.
Способ изготовления панели гофрошпонной включает подготовку наружного 1 и внутреннего 2 слоя путем деформирования их противоположных торцевых областей, на каждом слое с одного торца делают два изгиба 3, 4 с формированием выступающей наружу ступени 5. С другого торца делают два изгиба 6, 7 с формированием уходящей внутрь ступени 8. Расстояние между соседними изгибами 3 и 4, 6 и 7 выбирают таким, чтобы обеспечить при сборке панели расположение между наружным 1 и внутренним 2 слоями промежуточного слоя 9 и образованием из выступающих наружу ступеней 5 шипа, а из уходящих внутрь ступеней 8 паза соответствующего по размеру шипу. Для изготовления промежуточного слоя 9 подготавливают листы шпона 10, 11 путем его гофрирования, наружные поверхности волн гофрированного шпона промазывают клеевым составом. Формируют промежуточный слой путем укладки листов гофрированного шпона друг на друга с перекрестным расположением волн. Промежуточный слой 9 размещают между наружным 1 и внутренним 2 слоями. На время высыхания клеевого состава осуществляют прижатие наружного слоя, промежуточного слоя, внутреннего слоя друг к другу.
Реализуется способ изготовления панели гофрошпонной следующим образом. Изготавливают необходимое количество листов шпона. Путем механического деформирования после предварительного распаривания на листах, выполняющих функцию наружного и внутреннего слоев формируют с одного торца наружную ступень 5, с другого внутреннюю ступень 8. Путем механического деформирования после предварительного распаривания листам шпона, используемым при изготовлении промежуточного слоя, придают гофрированную форму. На наружные поверхности волн гофрированного шпона наносят клеевой состав. Формируют промежуточный слой путем укладки листов гофрированного шпона друг на друга с перекрестным расположением волн. Промежуточный слой 9 с нанесенным на наружные поверхности волн клеевым составом размещают между наружным 1 и внутренним 2 слоями, при этом наружный и внутренний слой совмещают таким образом, чтобы совпали их наружные ступени 5. На время высыхания клеевого состава осуществляют прижатие наружного слоя, промежуточного слоя, внутреннего слоя друг к другу.
Благодаря выполнению внутреннего слоя из гофрированных листов шпона, уложенных с перекрестным расположением волн на смежных листах, обеспечивается создание воздушных карманов, обеспечивающих повышение теплоизоляционных свойств панели. Благодаря укладке гофрированных листов шпона во внутреннем слое с перекрестным расположением волн будет обеспечиваться равная прочность и жесткость конструкции в различных направлениях, при снижении общей массы панели по сравнению с аналогами. Укладка гофрированных листов шпона во внутреннем слое с перекрестным расположением волн способствует точечному касанию смежных слоев, что обеспечит минимальное количество «мостиков» холода и будет способствовать повышению теплоизоляционных свойств по сравнению с аналогами, имеющими большую площадь «мостиков холода». Такая укладка гофрированных листов позволяет наносить клеевой состав только на гребни их волн, что будет способствовать минимизации использования клеящих веществ по сравнению с аналогами и высокой экологичности гофрированных панелей. Основная площадь листов шпона не будет подвергаться покрытию клеевым составом, что позволит сохранить природные свойства древесины, характеризуемые как способность «дышать».
При необходимости совместного использования нескольких панелей смежные панели соединяются путем размещения шипа одной панели в пазе другой.
Благодаря тому, что с противоположных торцевых областей наружного и внутреннего слоя, с одного торца делается два изгиба с формированием выступающей наружу ступени, с другого торца делается два изгиба с формированием уходящей внутрь ступени, причем расстояние между соседними изгибами выбирается таким, чтобы обеспечить при сборке панели расположение между наружным и внутренним слоями промежуточного слоя и образованием из выступающих наружу ступеней шипа, а из уходящих внутрь ступеней паза соответствующего по размеру шипу, обеспечивается удобство соединения нескольких панелей друг с другом при исключении потерь тепла через данное соединение.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТРОИТЕЛЬНЫЙ ДЕРЕВЯННЫЙ ЭЛЕМЕНТ | 2024 |
|
RU2830146C1 |
| Способ изготовления конструкционного материала | 2022 |
|
RU2783136C1 |
| СПОСОБ ПОЛУЧЕНИЯ БОЛЬШЕФОРМАТНОЙ ФАНЕРЫ | 2000 |
|
RU2185957C1 |
| Способ склеивания пластин в многослойной панели (варианты) | 2016 |
|
RU2627396C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1995 |
|
RU2097193C1 |
| Деревянная сборно-клеёная стеновая панель | 2023 |
|
RU2811652C1 |
| ТРЕХСЛОЙНАЯ СТРОИТЕЛЬНАЯ ПАНЕЛЬ | 2006 |
|
RU2344246C2 |
| КОСТЫЛЬ МЕДИЦИНСКИЙ, УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2222308C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ НА ОСНОВЕ ДРЕВЕСНОГО ШПОНА | 2006 |
|
RU2311288C1 |
| Способ изготовления несущих стен | 2023 |
|
RU2816138C1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к производству столярно-строительных изделий из древесных материалов. Выполняют подготовку наружного и внутреннего слоев путем деформирования их противоположных торцевых областей. С одного торца делают два изгиба с формированием выступающей наружу ступени. С другого торца делают два изгиба с формированием уходящей внутрь ступени. Причем расстояние между соседними изгибами выбирают таким, чтобы обеспечить при сборке панели расположение между наружным и внутренним слоями промежуточного слоя и образованием из выступающих наружу ступеней шипа, а из уходящих внутрь ступеней паза, соответствующего по размеру шипу. Подготавливают листы шпона путем его гофрирования, наружные поверхности волн гофрированного шпона промазывают клеевым составом, формируют промежуточный слой путем укладки листов гофрированного шпона друг на друга с перекрестным расположением волн, промежуточный слой размещают между наружным и внутренним слоями. На время высыхания клеевого состава осуществляют прижатие наружного слоя, промежуточного слоя, внутреннего слоя друг к другу. Повышаются теплоизоляционные свойства и жесткость панели, снижается расход клеящих веществ в процессе изготовления, обеспечивается удобство соединения смежных панелей при сборке с обеспечением теплоизоляционных свойств стыкового шва, сохранении природного свойства древесины. 4 ил.
Способ изготовления панели гофрошпонной, характеризующийся подготовкой наружного и внутреннего слоя путем деформирования их противоположных торцевых областей, с одного торца делают два изгиба с формированием выступающей наружу ступени, с другого торца делают два изгиба с формированием уходящей внутрь ступени, причем расстояние между соседними изгибами выбирают таким, чтобы обеспечить при сборке панели расположение между наружным и внутренним слоями промежуточного слоя и образованием из выступающих наружу ступеней шипа, а из уходящих внутрь ступеней паза соответствующего по размеру шипу, подготавливают листы шпона путем его гофрирования, наружные поверхности волн гофрированного шпона промазывают клеевым составом, формируют промежуточный слой путем укладки листов гофрированного шпона друг на друга с перекрестным расположением волн, промежуточный слой размещают между наружным и внутренним слоями, на время высыхания клеевого состава осуществляют прижатие наружного слоя, промежуточного слоя, внутреннего слоя друг к другу.
| Способ подачи смазочно-охлаждающего технологического средства | 1983 |
|
SU1093518A1 |
| WO 2008067662 A1, 12.06.2008 | |||
| 0 |
|
SU193354A1 | |
| СЛОИСТЫЙ ДРЕВЕСНЫЙ МАТЕРИАЛ | 2003 |
|
RU2252865C1 |
| ВНУТРЕННИЙ СЛОЙ ДЛЯ МНОГОСЛОЙНОГО КОМПОЗИТА, ИМЕЮЩИЙ ДЕРЕВЯННЫЕ ЭЛЕМЕНТЫ | 2014 |
|
RU2659238C2 |
| УСТРОЙСТВО для ОТГИБАНИЯ КОНЦА РУЛОНА ЛИСТОВОГО ПРОКАТА | 0 |
|
SU177394A1 |

