Изобретение относится к способам защиты стальных изделий и может применяться в газотранспортной отрасли для повышения ресурса эксплуатации газопроводных труб.
Извлечение водорода является актуальным вопросом на всех стадиях производства, включая плавку, прокатку, сварку и т.д. Не менее важен вопрос борьбы с наводороживанием изделий из стали в ходе эксплуатации.
При нахождении металла в коррозионных средах, к которым относится, в частности, увлажненный грунт, большое значение уделяется электрохимической защите, осуществляемой путем приложения к металлу постоянного напряжения, противодействующего химическому потенциалу металл-грунт. Однако, одновременно с предотвращением коррозии, происходит диффузия ионов водорода в толщу металла, вызывающая охрупчивание и снижение механической прочности.
Известные способы извлечения водорода из стали связаны с термическим воздействием. В частности, известен способ по патенту [SU 1010140], включающий извлечение водорода из расплавленного металла под вакуумом. Этот и аналогичные способы связаны с уничтожением изделия как такового. Задача предлагаемого способа - извлечение излишка водорода их стальных изделий без разрушения и с сохранением выполняемой функции.
Известны способы, связанные с созданием температурного профиля охлаждения изделий, например, [SU 1730179], однако применяемые температуры порядка 900°С не приемлемы для труб. Согласно нормативам, нагрев труб допускается в пределах 200°С.
Известны способы разводороживания, связанные с воздействием альтернативными энергетическими агентами. Известен, в частности, способ воздействия высокоинтенсивной радиацией [RU 2402755 С2], представляющий повышенную опасность для природы и персонала. Известен также менее опасный способ воздействия электронным пучком, как это предусмотрено публикацией [Ю.И. Тюрин, В.В. Ларионов. Разводороживание сварных швов облучением электронами // Материаловедение и термическая обработка сплавов. 2018, № 6, с. 62-65], а также патентом «Способ разводороживания сварных швов магистральных газопроводов» [РФ 2580582]. Недостаток известного способа - сложность оборудования, малый размер участка воздействия.
Задача изобретения - создание более доступного способа десорбции водорода из стальных изделий в условиях, не нарушающих эксплуатационных пределов.
Технический результат изобретения - продление срока службы стальных изделий, находящихся под воздействием электрохимической защиты в условиях коррозионной среды.
Технический результат достигается тем, что способ разводороживания стальных изделий, включающий одновременное термическое и дополнительное энергетическое воздействие, отличается тем, что термическое воздействие производят посредством высокочастотного индукционного нагрева стальных изделий, а дополнительное энергетическое воздействие производят приложением переменного магнитного поля амплитудой 0,4-0,8 килоэрстед.
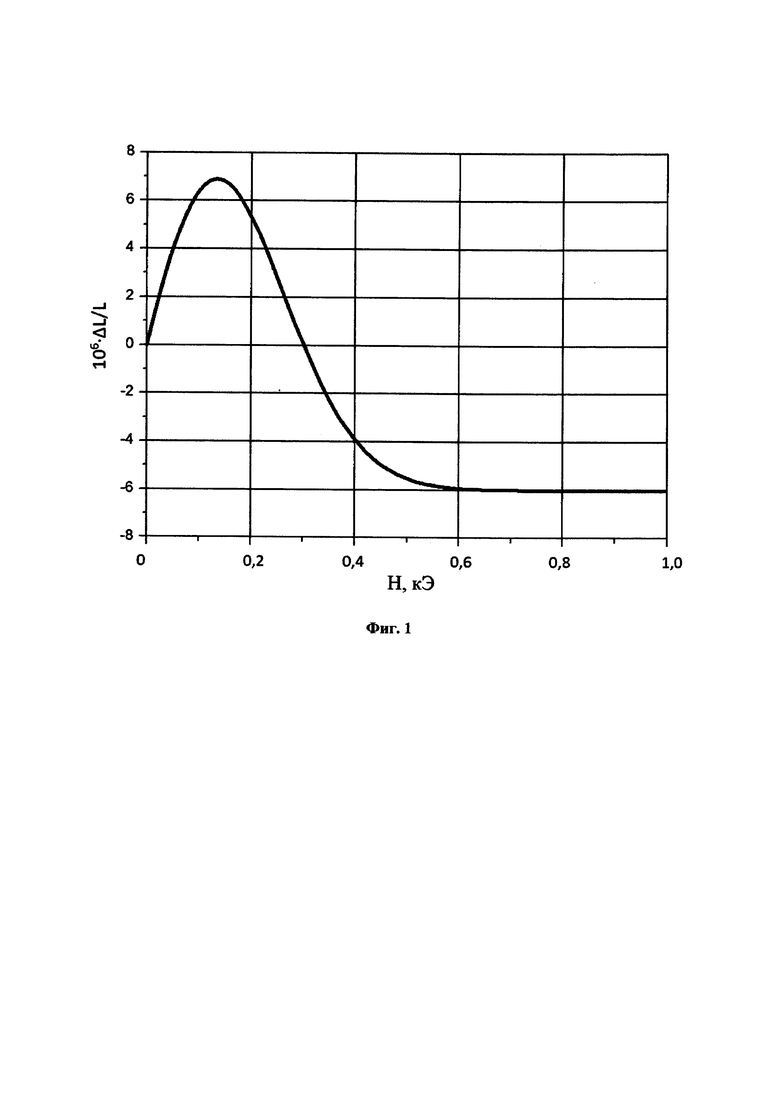
Способ разводороживания стальных изделий включает одновременное термическое и альтернативное энергетическое воздействие. Отличие состоит в том, что термическое воздействие осуществляют посредством высокочастотного индукционного нагрева. При этом одновременно сталь испытывает дополнительное энергетическое, к данном случае механическое воздействие благодаря силам магнитострикции. Под действием магнитного поля сталь испытывает деформацию, связанную с переориентацией спиновых моментов атомов, ведущей к смещениям их равновесных положений относительно друг друга. Зависимость относительной деформации стали, выраженной в миллионных долях ΔL/L, от приложенного магнитного поля Н показана на фиг. 1. Характерными особенностями являются знакопеременная деформация и насыщение, наступающее в умеренных полях порядка 0,4-0,8 кЭ. Из рисунка видно, что указанный диапазон является необходимым и достаточным для полного проявления эффекта магнитострикции.
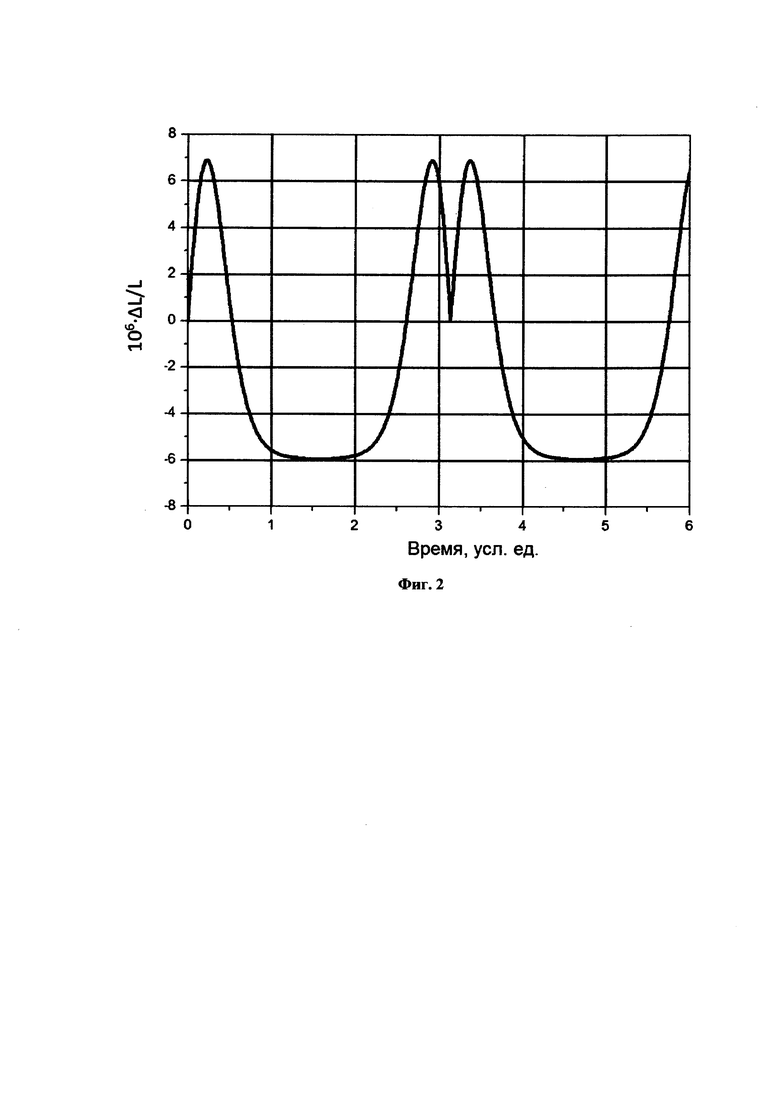
Зависимость относительной деформации, от времени в синусоидальном поле представлена на фиг. 2. Можно видеть, что при относительно низкой частоте, например, 50 Гц, темпы изменения деформации оказываются значительно выше, что способствует усилению локальных напряжений. Величина деформации достигает ±(5…10)⋅10-6. В соответствии с законом Гука этой деформации сопутствуют напряжения порядка (1…2) МПа. Испытываемые напряжения приводят к активизации движения атомов водорода, усиливающей активизацию теплового движения под действием повышенной температуры. Эти факторы вызывают диффузию водорода в направлении области с его наименьшей концентрацией, то есть к поверхности. Один из вариантов реализации способа ограничивается применением индукционного нагрева, при этом магнитное поле индукционного нагревателя само по себе служит источником магнитострикционных колебаний. Второй вариант реализации включает применение дополнительного источника магнитного поля типа соленоида или катушки с сердечником. Второй вариант позволяет изменять направление вектора магнитного поля и частоту воздействия, то есть создает возможность оптимизации процесса.
Экспериментально исследованы образцы искусственно наводороженной стали, помещаемые в поле индукционного нагревателя.
Наводороживание стали производят в 20% растворе NaOH. В качестве анода используется платина, образец стали является катодом. Наводороживание производят при поверхностной плотности тока порядка 0,125 А/см2. Продолжительность процесса составляет от 36 до 72 часов. Концентрация водорода определяется путем точного измерения массы образцов до и после наводороживания. Достигаемые величины концентрации водорода составляют от 60 до 200 ppm.
Распределение водорода в образцах стали исследуется при помощи оптического эмиссионного спектрометра радиочастотного тлеющего разряда GD-Profiler 2. Спектрометр измеряет свечение атомов различных элементов в плазме тлеющего разряда в процессе их постепенного катодного распыления с исследуемой поверхности. Данный метод позволяет осуществлять анализ профиля элементного состава поверхностей на глубину от десятков нанометров до десятков микрометров.
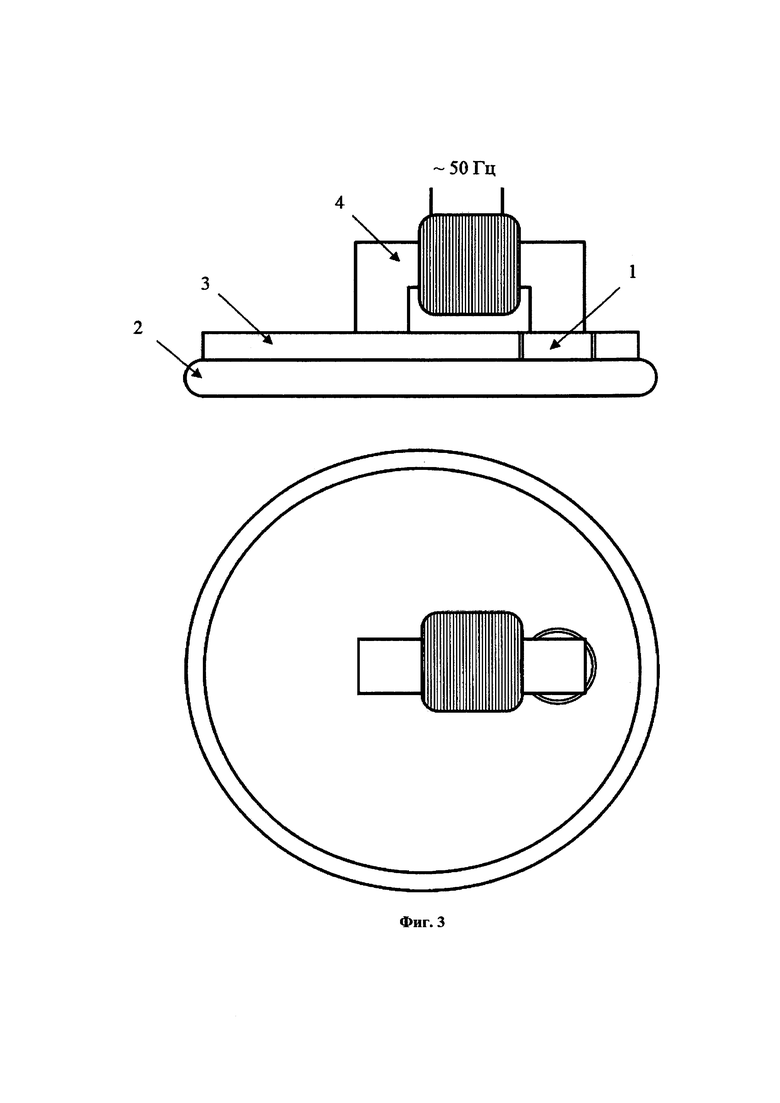
Схема эксперимента по термо-магнитострикционной обработке образцов представлена на фиг. 3. Образцы в виде стальных дисков 1 помещаются в поле плоской спирали 2 индукционного нагревателя мощностью до 1,5 кВт с функцией стабилизации температуры. Рабочая частота нагревателя составляет 20 КГц. Для удобства эксперимента образцы выполняются малоразмерными - диаметром 25 мм и толщиной от 1 до 3 мм - и вставляются в соответствующее отверстие в стальной пластине 3, перекрывающей площадь спирали. Эта конфигурация обеспечивает штатную нагрузку для схемы индуктора и в то же более равномерное распределение высокочастотного магнитного поля по площади образца. Низкочастотное магнитное поле с частотой сети 50 Гц подводится к образцу электромагнитом с П-образным сердечником 4, опирающимся одним концом на образец 1, а другим - на свободную поверхность стальной пластины 3.
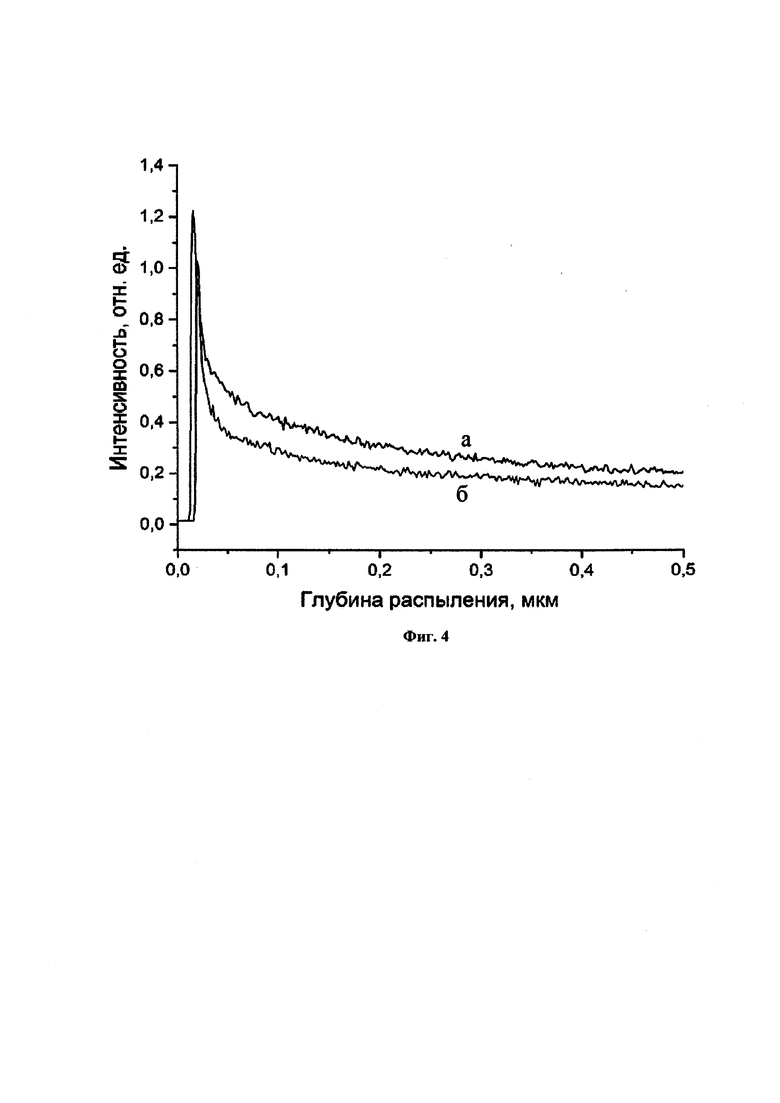
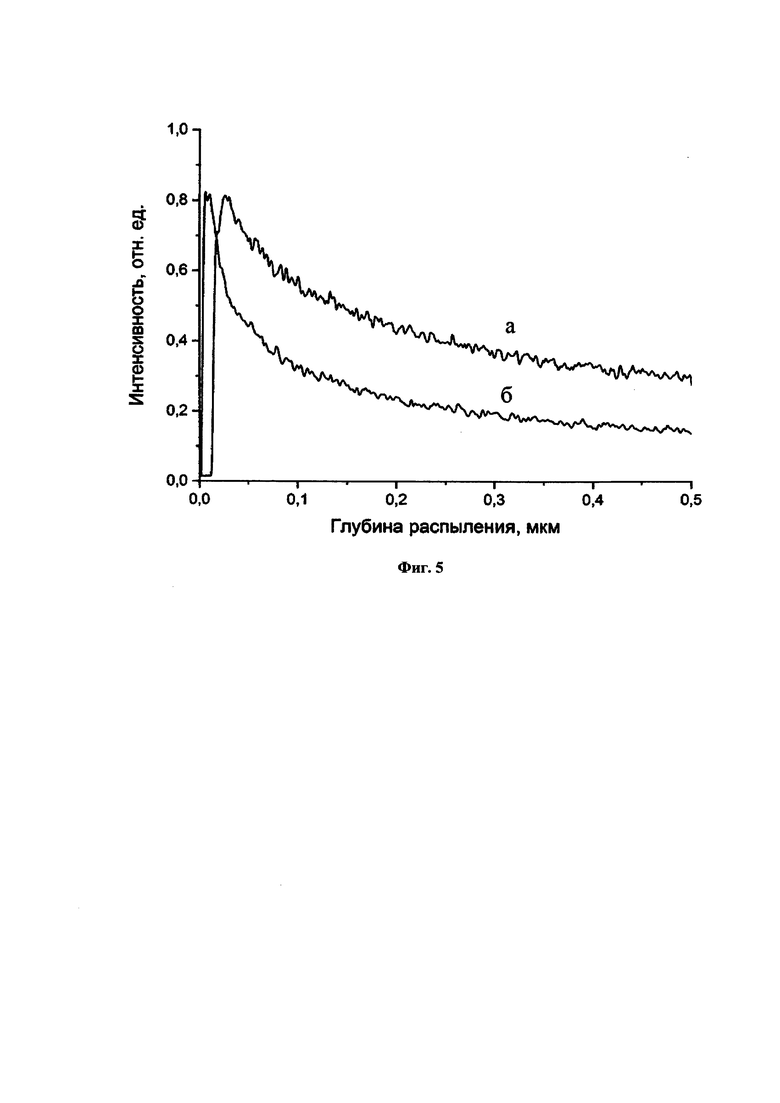
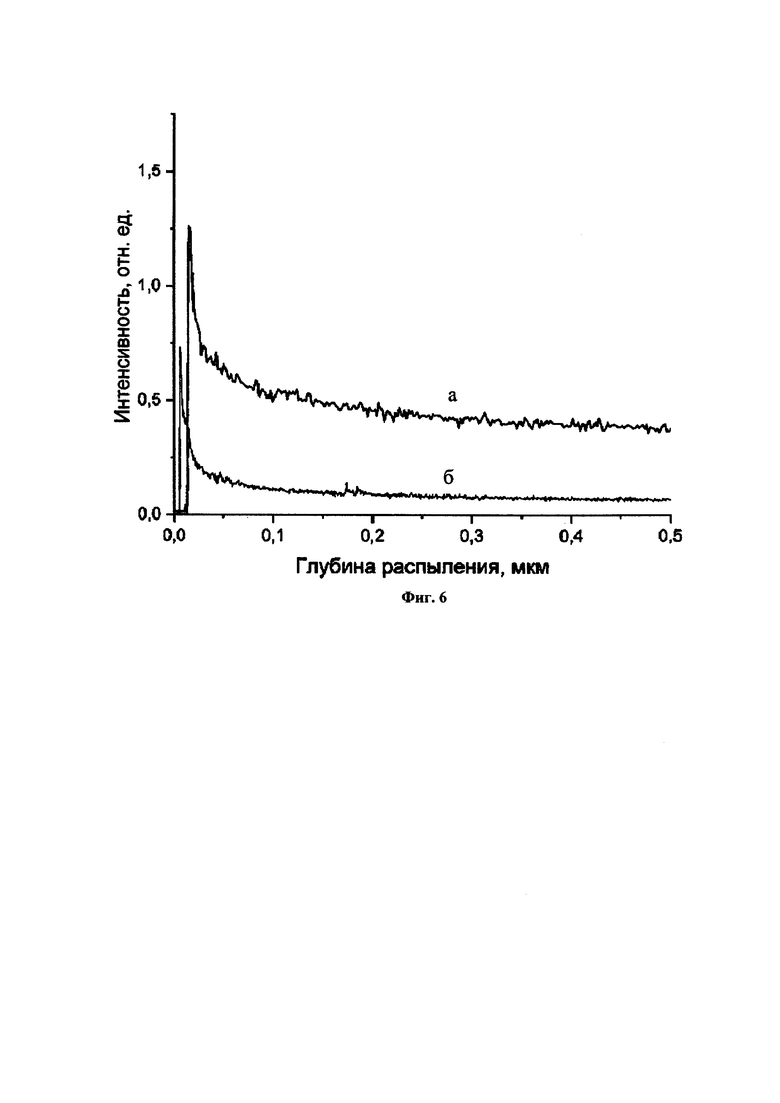
Экспериментальные результаты представлены на фиг. 4-6, показывающих профиль концентрации водорода по глубине образцов до обработки (а) и после обработки (б). Температура во всех случаях поддерживается в пределах от 200 до 220°С автоматикой индукционного генератора. Фиг. 4 соответствует воздействию магнитным полем высокой частоты в течение 4 часов, концентрация водорода за это время снижается примерно на 30%. Фиг. 5 соответствует воздействию магнитным полем высокой частоты в течение 12 часов, концентрация водорода снижается примерно на 50%. Сопоставление графиков фиг. 4 и фиг. 5 показывает, что концентрация водорода в образце, как и следует ожидать, монотонно снижается с увеличением времени обработки. Фиг. 6 соответствует комбинированному воздействию магнитным полем высокой частоты и полем электромагнита с частотой 50 Гц, концентрация водорода снижается примерно на 80%. Сопоставление графиков фиг. 5 и фиг. 6 показывает, что низкочастотное магнитное поле заметно ускоряет десорбцию водорода. Вероятное объяснение этого эффекта может быть связано с различием условий намагничивания: высокочастотное поле проникает в образец на толщину скин-слоя, оцениваемую для частоты 20 КГц как 50 мкм, а низкочастотное поле - на всю глубину.
Таким образом, предлагаемый способ разводороживания стали обеспечивает снижение концентрации водорода в изделиях из стали не менее чем в 5 раз, в условиях, не нарушающих эксплуатационных пределов. Благодаря этому снижаются показатели разрыхления и охрупчивания материала. Тем самым реализуется технический результат, состоящий в повышении срока службы изделий в коррозионных средах под воздействием электрохимической защиты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ передачи данных по сети газопроводов и устройство для его осуществления | 2023 |
|
RU2816565C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПОЛЯРИЗАЦИОННОГО ПОТЕНЦИАЛА ПОДЗЕМНОГО МЕТАЛЛИЧЕСКОГО СООРУЖЕНИЯ | 2012 |
|
RU2499270C1 |
| Способ осушки газопровода | 2021 |
|
RU2777908C1 |
| Способ разделения изотопов легких газов | 2023 |
|
RU2802327C1 |
| АКУСТОЭЛЕКТРИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2024 |
|
RU2835592C1 |
| Способ закрытия отсека клапан-дросселя | 2023 |
|
RU2799268C1 |
| Способ вырезки технологического отверстия в трубопроводе с газовой смесью | 2023 |
|
RU2816235C1 |
| Способ питания от токов наведения от защищаемой коммуникации и непрерывного контроля исправности установки дренажной защиты, оснащенной телемеханикой и связью | 2024 |
|
RU2832722C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕЙКИ ТВЕРДООКСИДНОГО ТОПЛИВНОГО ЭЛЕМЕНТА НА НЕСУЩЕЙ МЕТАЛЛИЧЕСКОЙ ОСНОВЕ | 2014 |
|
RU2571824C1 |
| ЭНЕРГОУСТАНОВКА НА ОСНОВЕ ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 2013 |
|
RU2526851C1 |
Изобретение относится к способам защиты стальных изделий и может применяться в газотранспортной отрасли для повышения ресурса эксплуатации газопроводных труб. Способ разводороживания стальных изделий включает одновременное термическое и дополнительное энергетическое воздействие. Термическое воздействие производят посредством высокочастотного индукционного нагрева стальных изделий, а дополнительное энергетическое воздействие производят приложением переменного магнитного поля амплитудой 0,4-0,8 килоэрстед. Технический результат изобретения - продление срока службы стальных изделий, находящихся под воздействием электрохимической защиты в условиях коррозионной среды. 6 ил.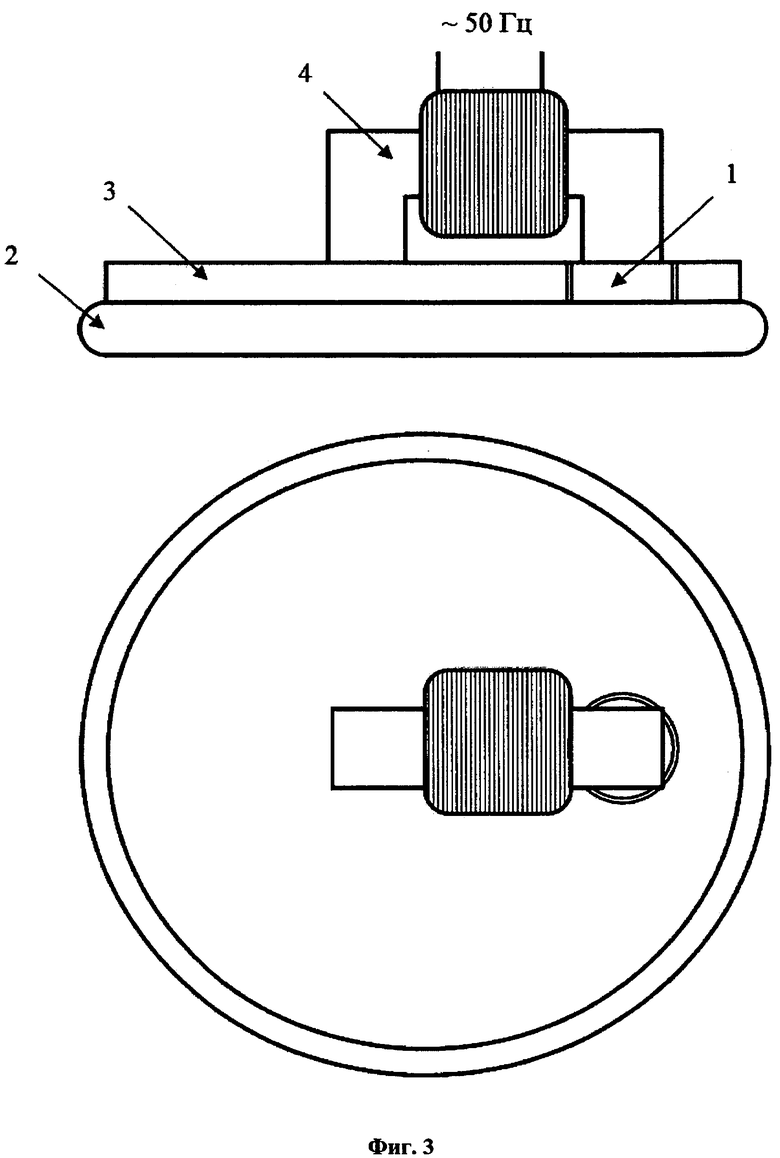
Способ разводороживания стальных изделий, включающий одновременное термическое и дополнительное энергетическое воздействие, отличающийся тем, что термическое воздействие производят посредством высокочастотного индукционного нагрева стальных изделий, а дополнительное энергетическое воздействие производят приложением переменного магнитного поля амплитудой 0,4-0,8 килоэрстед.
| СПОСОБ РАЗВОДОРОЖИВАНИЯ СВАРНЫХ ШВОВ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ | 2014 |
|
RU2580582C2 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ ПУТЕМ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ С ПРЕДВАРИТЕЛЬНЫМ НАГРЕВОМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2244023C2 |
| 1971 |
|
SU410108A1 | |
| СПОСОБ И УСТРОЙСТВО РАЗВОДОРОЖИВАНИЯ СТЕНОК МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ | 2008 |
|
RU2402755C2 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИКОРРОЗИОННОГО ПИГМЕНТА | 0 |
|
SU167592A1 |
| Способ удаления водорода из заготовок сталей | 1990 |
|
SU1730179A1 |
| JP 5740698 B2, 24.06.2015. | |||

