Изобретение относится к производству теплоизоляционных материалов, а именно к производству минераловатных изделий, в частности минераловатных матов.
Известен способ производства минераловатных матов для теплоизоляции промышленного оборудования [1] , в котором покрывают сформированный минераловатный ковер проволочной крученой или плетеной сеткой и в дальнейшем прошивают полуфабрикат в продольном и поперечном направлениях.
Недостатком данного способа является высокая стоимость минераловатных изделий, связанная с высокой стоимостью собственно сетки (порядка 30% от стоимости готовой продукции), ее транспортировки, а также большими трудозатратами при использовании проволочной сетки в процессе производства минераловатных матов.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ изготовления минераловатных изделий, в котором формируют минераловатный ковер, покрывают его металлической сеткой, после чего ковер прошивают [2]. Покрытие ковра сеткой осуществляется путем разматывания сетки из рулона диаметром 800 мм, установленного на барабане в линии изготовления минераловатных изделий. Сетка шириной 1000 мм, как и в указанном выше аналоге, выполнена крученой или плетеной, при этом длина ее в рулоне не превышает 220 м, а вес - 50 кг. Увеличить длину сетки в рулоне не представляется возможным ввиду ограниченных технологических возможностей оборудования для производства проволочных сеток и минераловатных изделий. A это в свою очередь предопределяет высокую стоимость транспортировки сетки (плотность рулона сетки не превышает 0,1 г/см3) и значительные трудозатраты при ее использовании в процессе изготовления минераловатных изделий, так как заправка сетки из нового рулона - трудоемкая и длительная по времени операция.
Таким образом, основным недостатком наиболее близкого аналога, как и способа [1], является высокая стоимость минераловатных изделий, связанная с высокой стоимостью покрывного материала (проволочной сетки), его транспортировкой и значительными трудозатратами при использовании проволочной сетки в процессе изготовления минераловатных изделий.
Задачей предлагаемого изобретения является устранение указанного недостатка, а именно снижение стоимости минераловатных изделий путем снижения стоимости покрывного материала и увеличения его длины в рулоне при одновременном уменьшении размеров последнего.
Поставленная задача достигается тем, что в способе производства минераловатных изделий, в котором формируют минераловатный ковер, покрывают ковер металлической сеткой, разматывая ее из рулона, и прошивают ковер, согласно изобретению покрывают ковер просечно-вытяжной сеткой, при изготовлении которой после выполнения продольных просечек на металлической ленте ее сворачивают в рулон и транспортируют к ковру, а растяжение ленты в поперечном направлении ведут в процессе ее размотки и покрытия ковра.
Использование вместо дорогостоящей проволочной сетки дешевой просечно-вытяжной позволяет существенно снизить стоимость минераловатных изделий.
То, что минераловатный ковер покрывают просечно-вытяжной сеткой, при изготовлении которой после выполнения продольных просечек, выполняемых, как правило, на прессе, ее сворачивают в рулон, позволяет значительно увеличить ее длину при высокой компактности рулона. Транспортировку полуфабриката просечно-вытяжной сетки к минераловатному ковру ведут в виде этих компактных рулонов, а не в виде готовой сетки, которую получают тут же на прессе в известных способах, растягивая ленту в поперечном направлении [3]. После транспортировки этого полуфабриката просечно-вытяжной сетки к минераловатному ковру его разворачивают и растягивают в поперечном направлении, покрывая полученной сеткой ковер.
В свою очередь получение компактного рулона обеспечивает дополнительное снижение стоимости готовой продукции за счет уменьшения транспортных расходов на поставку сетки и числа операций по смене рулонов при изготовлении минераловатных изделий.
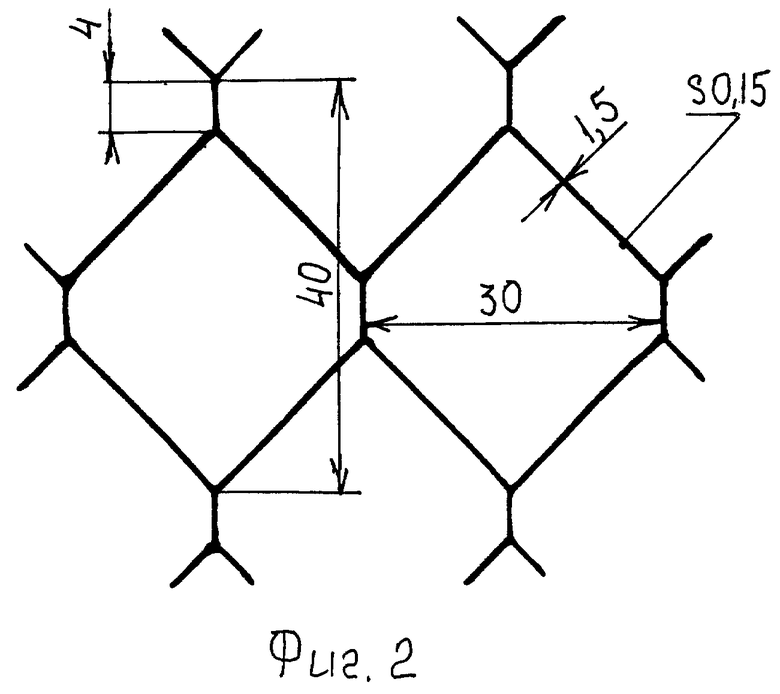
На фиг. 1 показана схема производства минераловатных изделий; на фиг. 2 - фрагмент просечно-вытяжной сетки.
На фиг. 1 обозначенo: 1 - пресс; 2 - рулон полуфабриката просечно-вытяжной металлической сетки; 3 - транспортное средство; 4 - установка производства минераловатных матов; 5 - ролики поперечного растяжения просеченной ленты; 6 - минераловатный ковер; 7 - прошивной станок; 8 - нож поперечной резки: 9 - готовые маты.
Способ осуществляется следующим образом.
На машиностроительном или метизно-металлургическом предприятии на прессе 1 на металлической ленте выполняют продольные просечки и сворачивают ее в рулон 2. На транспортном средстве 3 рулоны 2 доставляют на предприятие по выпуску строительных материалов и устанавливают рулоны 2 на установку 4. Разматывая рулон 2, ленту с просечками растягивают в поперечном направлении с помощью роликов 5 и покрывают полученной сеткой минераловатный ковер 6. После ведут прошивку ковра 6 с помощью прошивного станка 7 в продольном и поперечном направлениях, а затем разрезают его ножом 8 поперечной резки, получая готовые маты 9.
Согласно предлагаемому способу были получены минераловатные прошивные маты шириной 1000 мм. В качестве покрывного материала использовалась просечно-вытяжная сетка шириной 1000 мм с ромбической ячейкой, показанная на фиг. 2. Полуфабрикат сетки получали на опытно-промышленной установке из стальной ленты (сталь 08 ГОСТ 1050-88) шириной 70 мм и толщиной 0,15 мм. После просечки и смотки ленты было получено 5 рулонов диаметром 750 мм, и шириной 70-72 мм. Длина ленты в каждом из рулонов превышала 1500 м, а плотность рулонов составляла порядка 5,4 г/см3.
Рулоны полуфабриката сетки ленты были доставлены на Челябинский завод по производству теплоизоляционных строительных материалов. На установке по производству минераловатных матов рулоны закреплялись на барабанах и в момент размотки растягивались в поперечном направлении до ширины 1000 мм. Этой сеткой покрывали минераловатный ковер, который затем прошивали и резали на мерные длины. Длина сетки, полученная в результате поперечного растяжения ленты при размотке каждого из рулонов, превышала 1100 м. Прошивку минераловатного ковра осуществляли как проволокой, так и капроновой нитью. Обрывов капроновой нити в процессе изготовления и эксплуатации матов не отмечено. Эксплуатация минераловатных матов, полученных с использованием просечно-вытяжной сетки, показала, что эти маты по потребительским свойствам не уступают традиционным.
Таким образом, в результате опытного опробования можно утверждать, что использование предлагаемого изобретения по сравнению с известным техническим решением позволяет уменьшить стоимость минераловатных изделий за счет
- применения в качестве покрывного материала просечно-вытяжной сетки, которая более чем в два раза дешевле проволочной;
- уменьшения транспортных расходов путем увеличения плотности рулона более чем в 50 раз:
- сокращения числа трудоемких операций по замене рулонов в линии производства минераловатных матов (длина просечно-вытяжной сетки в рулоне в 5 раз больше длины проволочной сетки).
Следует отметить, что приведенные выше размеры и плотность рулонов просеченной ленты не являются предельными и могут быть улучшены применением известного оборудования для смотки ленты.
Область использования предлагаемого изобретения не ограничивается производством минераловатных изделий. Возможность эффективного компактирования сеточной продукции путем поставки потребителям полуфабриката позволяет существенно сократить затраты на транспортировку и складирование сеточной продукции в различных отраслях агропромышленного комплекса, связанных с большими объемами потребления сетки, например в строительстве для штукатурных работ и армирования различных материалов, в сельском хозяйстве для клеточной продукции и ограждений, в дорожном строительстве для бетонных работ и т. д. При этом, как показало опытное опробование при производстве минераловатных матов, устройство для поперечного растяжения полуфабриката сетки отличается незначительными габаритными размерами, малым весом и простотой в изготовлении и эксплуатации.
Источники информации
1. ГОСТ 21880-94. Маты минераловатные прошивные для тепловой изоляции промышленного оборудования.
2. Майзель И.Л., Сандлер В.Г. Технология теплоизоляционных материалов. - М: Высшая школа, 1988, с. 108-112.
3. Патент N 398917 Австрия, кл. 5 B 21 D 31/04. Устройство для изготовления растянутого поперек материала /Schrenk Hannes (Австрия). Заявлено 5.12.90; Опубликовано 27.02.95.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЦЕЛЬНОМЕТАЛЛИЧЕСКОЙ СЕТКИ | 2001 |
|
RU2187402C1 |
| УСТРОЙСТВО РАСТЯЖЕНИЯ ПОЛУФАБРИКАТА ЦЕЛЬНО-МЕТАЛЛИЧЕСКОЙ СЕТКИ | 2001 |
|
RU2187401C1 |
| МНОГОДИСКОВЫЕ НОЖНИЦЫ | 1999 |
|
RU2148479C1 |
| ЛИНИЯ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТЫ | 2001 |
|
RU2192940C1 |
| Способ изготовления минераловатных прошивных матов | 1986 |
|
SU1447663A1 |
| ДИСКОВЫЕ НОЖНИЦЫ | 1999 |
|
RU2155116C1 |
| Способ изготовления минераловатных прошивных матов | 1981 |
|
SU992500A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТОГО ТЕПЛОИЗОЛЯЦИОННОГО ПРОШИВНОГО МАТА | 2023 |
|
RU2809425C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2580745C1 |
| Поточная линия для производства прошивных теплоизоляционных изделий | 1987 |
|
SU1461634A1 |
Изобретение относится к строительству, а именно к способам для производства теплоизоляционных изделий. Способ производства минераловатных изделий включает формирование минераловатного ковра, покрытие ковра металлической сеткой при разматывании ее из рулона и прошивание ковра. Сетку изготавливают просечно-вытяжной с продольными просечками. После изготовления сетки ее сворачивают в рулон и транспортируют к ковру. Растяжение ленты в поперечном направлении ведут в процессе ее размотки и покрытия ковра. Изобретение позволит снизить стоимость минераловатных изделий. 2 ил.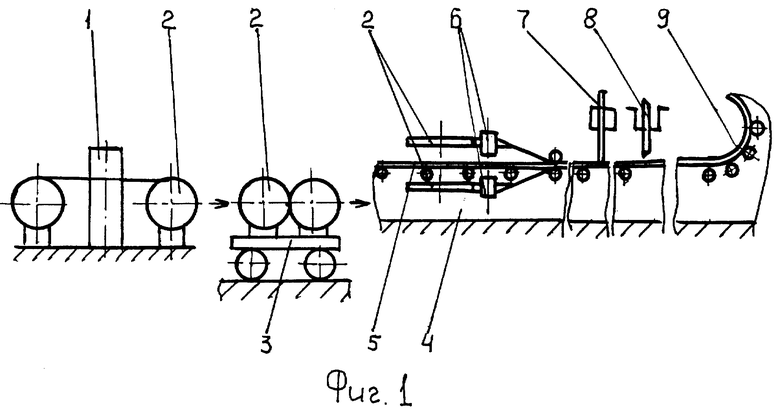
Способ производства минераловатных изделий, в котором формируют минераловатный ковер, покрывают ковер металлической сеткой, разматывая ее из рулона, и прошивают ковер, отличающийся тем, что покрывают ковер просечно-вытяжной сеткой, при изготовлении которой после выполнения продольных просечек на металлической ленте, ее сворачивают в рулон и транспортируют к ковру, а растяжение ленты в поперечном направлении ведут в процессе ее размотки и покрытия ковра.
| Сукновальная машина для валки сукна в расправленном состоянии | 1929 |
|
SU21880A1 |
| Маты минераловатные прошивные для тепловой изоляции промышленного оборудования | |||
| ГОРЯЙНОВ К.Э | |||
| и др | |||
| Технология теплоизоляционных материалов и изделий | |||
| - М.: Стройиздат, 1982, с.203 | |||
| Теплоизоляционный мат | 1990 |
|
SU1738658A1 |
| СПОСОБ РЕАБИЛИТАЦИИ НЕФТЕЗАГРЯЗНЕННЫХ ЗЕМЕЛЬ | 2008 |
|
RU2396133C2 |
| СПОСОБ ОБЕЗВРЕЖИВАНИЯ ОТХОДЯЩИХ ГАЗОВ ПРОЦЕССА ХЛОРИРОВАНИЯ ТИТАНСОДЕРЖАЩЕГО СЫРЬЯ И УТИЛИЗАЦИИ ОТХОДОВ ОБЕЗВРЕЖИВАНИЯ ОТХОДЯЩИХ ГАЗОВ | 2010 |
|
RU2441691C1 |
| ПРОБИВНОЙ МЕХАНИЗМ ПЕРФОРАТОРОВ | 0 |
|
SU271134A1 |
