Изобретение относится к промышленности строительных материалов, и может найти применение при производстве теплозвуко- изоляционных изделий, например, матов с наполнителем из базальтового волокна, стекловолокна, минераловатных плит, используемых для изоляции поверхностей сложной конфигурации.
Цель изобретения - снижение трудозатрат на монтаже.
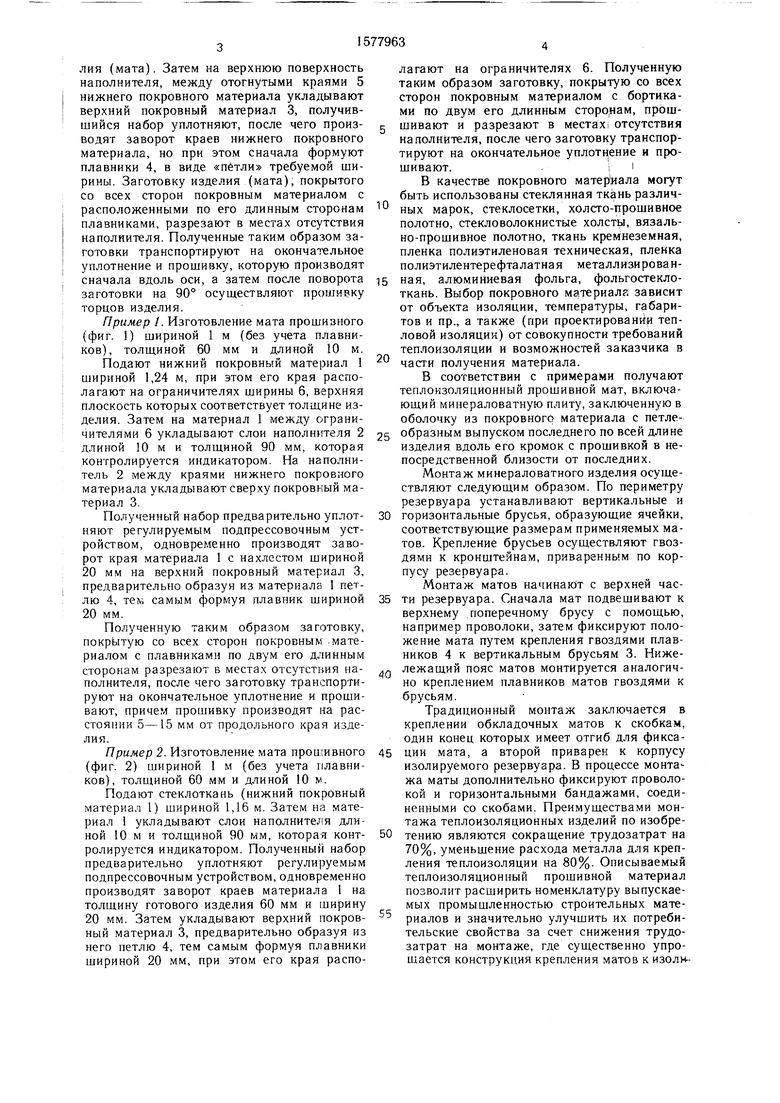
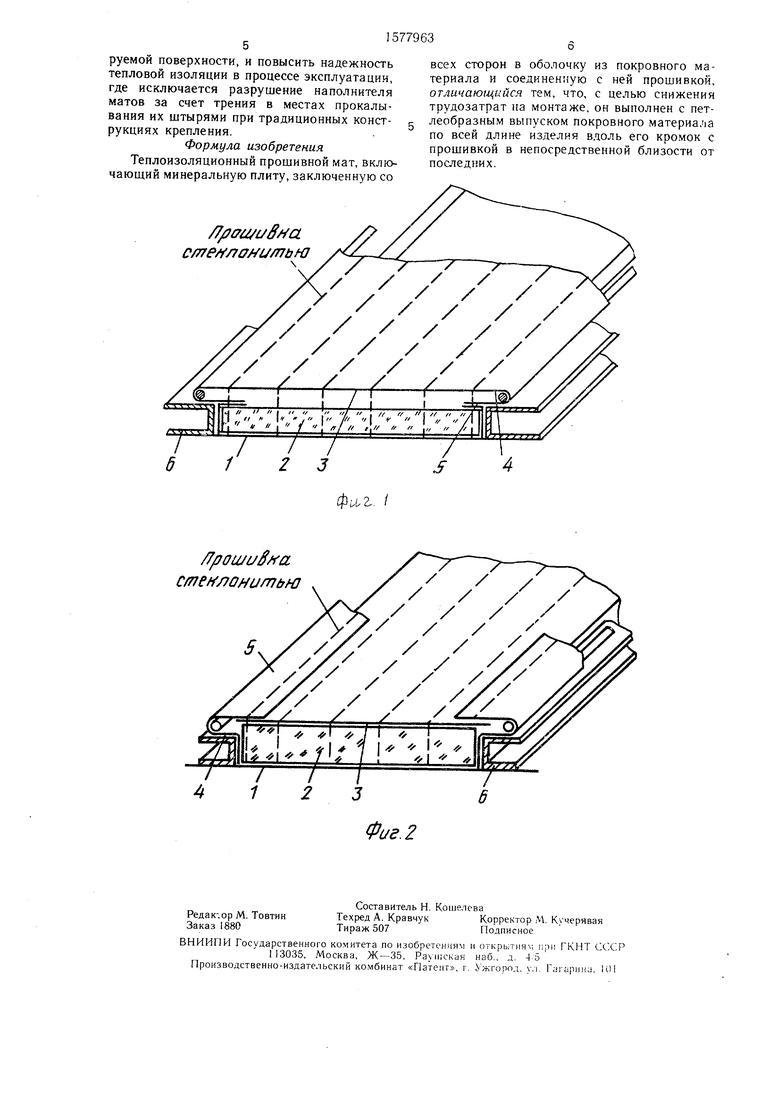
На фиг. 1 изображен теплоизоляционный прошивной материал с плавниками, сформованными из верхнего покровного материала; на фиг. 2 - плавники формуют из нижнего покровного материала.
Описываемые изделия получают следующими способами.
Производят подачу нижнего покровного материала 1 (фиг. 1), на него укладывают порциями наполнитель 2, длина которого равна длине готового изделия (мата). Затем производят заворот краев нижнего покровного материала. Далее укладывают верхний покровный материал 3, предварительно сформировав плавники 4 в виде «петли требуемой ширины, при этом продольные края 5 материала 3 располагаются на ограничителях 6. Заготовку изделия (мата), покрытого со всех сторон покровным материалом с расположенными по его длинным сторонам плавниками, прошивают и разрезают в местах отсутствия наполнителя. Полученные таким образом заготовки транспортируют на окончательное уплотнение и прошивку, которую производят сначала вдоль оси, а затем после поворота заготовки на 90° осуществляют прошивку торцов изделия.
Производят подачу нижнего покровного материала 1 (фиг. 2), ширина которого превышает ширину готового изделия (мата минераловатного в окладке), при этом продольные края 5 материала 1 располагаются на ограничителях 6 ширины, между которыми на материал 1 укладывается наполнитель 2.
Наполнитель 2 укладывают порциями, длина которых равна длине готового издеСП
|
4
;о о со
лия (мата). Затем на верхнюю поверхность наполнителя, между отогнутыми краями 5 нижнего покровного материала укладывают верхний покровный материал 3, получившийся набор уплотняют, после чего производят заворот краев нижнего покровного материала, но при этом сначала формуют плавники 4, в виде «петли требуемой ширины. Заготовку изделия (мата), покрытого со всех сторон покровным материалом с расположенными по его длинным сторонам плавниками, разрезают в местах отсутствия наполнителя. Полученные таким образом заготовки транспортируют на окончательное уплотнение и прошивку, которую производят сначала вдоль оси, а затем после поворота заготовки на 90° осуществляют прошивку торцов изделия.
Пример 1. Изготовление мата прошизного (фиг. 1) шириной 1 м (без учета плавников), толщиной 60 мм и длиной 10 м.
Подают нижний покровный материал 1 шириной 1,24 м, при этом его края располагают на ограничителях ширины 6, верхняя плоскость которых соответствует толщине изделия. Затем на материал 1 между ограничителями 6 укладывают слои наполнителя 2 длиной 10 м и толщиной 90 мм, которая контролируется индикатором. На наполнитель 2 между краями нижнего покровного материала укладывают сверху покровный материал 3.
Полученный набор предварительно уплотняют регулируемым подпрессовочным устройством, одновременно производят заворот края материала 1 с нахлестом шириной 20 мм на верхний покровный материал 3, предварительно образуя из материала 1 петлю 4, тем самым формуя плавник шириной 20 мм.
Полученную таким образом заготовку, покрытую со всех сторон покровным материалом с плавниками по двум его длинным сторонам разрезают Б местах отсутствия наполнителя, после чего заготовку транспортируют на окончательное уплотнение и прошивают, причем прошивку производят на расстоянии 5-15 мм от продольного края изделия.
Пример 2. Изготовление мата прошивного (фиг. 2) шириной 1 м (без учета плавников), толщиной 60 мм и длиной 10 м.
Подают стеклоткань (нижний покровный материал 1) шириной 1,16 м. Затем на материал 1 укладывают слои наполнителя длиной 10 м и толщиной 90 мм, которая контролируется индикатором. Полученный набор предварительно уплотняют регулируемым подпрессовочным устройством, одновременно производят заворот краев материала 1 на толщину готового изделия 60 мм и ширину 20 мм. Затем укладывают верхний покровный материал 3, предварительно образуя из него петлю 4, тем самым формуя плавники шириной 20 мм, при этом его края распо0
лагают на ограничителях 6. Полученную таким образом заготовку, покрытую со всех сторон покровным материалом с бортиками по двум его длинным сторожам, прошшивают и разрезают в местах отсутствия наполнителя, после чего заготовку транспортируют на окончательное уплотнение и прошивают,I i
В качестве покровного материала могут быть использованы стеклянная ткань различных марок, стеклосетки, холсто-прошивное полотно, стекловолокнистые холсты, вязаль- но-прошивное полотно, ткань кремнеземная, пленка полиэтиленовая техническая, пленка полиэтилентерефталатная металлизирован5 ная, алюминиевая фольга, фольгостекло- ткань. Выбор покровного материаля зависит от объекта изоляции, температуры, габаритов и пр., а также (при проектировании тепловой изоляции) от совокупности требований теплоизоляции и возможностей заказчика в
° части получения материала.
В соответствии с примерами получают теплоизоляционный прошивной мат, включающий минераловатную плиту, заключенную в оболочку из покровного материала с петле5 образным выпуском последнего по всей длине изделия вдоль его кромок с прошивкой в непосредственной близости от последних.
Монтаж минераловатного изделия осуществляют следующим образом. По периметру резервуара устанавливают вертикальные и
0 горизонтальные брусья, образующие ячейки, соответствующие размерам применяемых матов. Крепление брусьев осуществляют гвоздями к кронштейнам, приваренным по корпусу резервуара.
Монтаж матов начинают с верхней час5 ти резервуара. Сначала мат подвешивают к верхнему поперечному брусу с помощью, например проволоки, затем фиксируют положение мата путем крепления гвоздями плавников 4 к вертикальным брусьям 3. Ниже0 лежащий пояс матов монтируется аналогично креплением плавников матов гвоздями к брусьям.
Традиционный монтаж заключается в креплении обкладочных матов к скобкам, один конец которых имеет отгиб для фикса5 ции мата, а второй приварен к корпусу изолируемого резервуара. В процессе монта жа маты дополнительно фиксируют проволокой и горизонтальными бандажами, соединенными со скобами. Преимуществами монтажа теплоизоляционных изделий по изобре0 тению являются сокращение трудозатрат на 70%, уменьшение расхода металла для крепления теплоизоляции на 80%. Описываемый теплоизоляционный прошивной материал позволит расширить номенклатуру выпускаемых промышленностью строительных материалов и значительно улучшить их потребительские свойства за счет снижения трудозатрат на монтаже, где существенно упрощается конструкция крепления матов к изолн
5
15779636
руемой поверхности, и повысить надежностьвсех сторон в оболочку из покровного матепловой изоляции в процессе эксплуатации,териала и соединенную с ней прошивкой.
где исключается разрушение наполнителяотличающийся тем, что, с целью снижения
матов за счет трения в местах прокалы-трудозатрат на монтаже, он выполнен с петвания их штырями при традиционных конст- слеобразным выпуском покровного материала
рукциях крепления..по всей длине изделия вдоль его кромок с
Формула изобретенияпрошивкой в непосредственной близости от
Теплоизоляционный прошивной мат, вклю-последних.
чающий минеральную плиту, заключенную со
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для производства прошивных теплоизоляционных изделий | 1983 |
|
SU1119996A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТОГО ТЕПЛОИЗОЛЯЦИОННОГО ПРОШИВНОГО МАТА | 2023 |
|
RU2809425C1 |
| Линия для производства прошивных теплоизоляционных изделий | 1988 |
|
SU1527001A1 |
| ТЕПЛОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ | 1995 |
|
RU2083774C1 |
| СПОСОБ ПРОИЗВОДСТВА МИНЕРАЛОВАТНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2151692C1 |
| Способ изготовления минераловатных прошивных матов | 1981 |
|
SU992500A1 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ ТРУБОПРОВОДА МАТАМИ ИЗ МИНЕРАЛЬНОЙ ВАТЫ | 2024 |
|
RU2830768C1 |
| Поточная линия для производства прошивных теплоизоляционных изделий | 1987 |
|
SU1461634A1 |
| Теплоизоляционное изделие | 1988 |
|
SU1650441A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2580745C1 |
Изобретение относится к промышленности строительных материалов и может быть применено при производстве теплозвукоизоляционных изделий, например матов с наполнителем из базальтового волокна, стекловолокна, минераловатных плит, используемых для изоляции поверхностей сложной конфигурации. С целью снижения трудозатрат на монтаже теплоизоляционный прошивной мат, включающий минераловатную плиту, заключенную со всех сторон в оболочку из покровного материала и соединенную с ней прошивкой, выполнен с петлеобразным выпуском покровного материала по всей длине изделия вдоль его кромок с прошивкой в непосредственной близости от последних. Использование изобретения позволит расширить номенклатуру строительных материалов и улучшить их потребительские свойства за счет снижения затрат на монтаж. 2 ил.
/7/yffWL/ffxa
Т1
/ / / / / / / / / / / / / / / / ////// / / / / / /
S (
L
i i i i t i ji i
1 i, « f j % f | i, / Л
« i 1 / 11
7
7
s
/7роши##а c/netf/WHumtrH
7
s
| Поточная линия для изготовленияВЕРТиКАльНОСлОиСТыХ ТЕплОизОляциОННыХиздЕлий | 1979 |
|
SU806658A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Поточная линия для производства прошивных теплоизоляционных изделий | 1983 |
|
SU1119996A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
