ОБЛАСТЬ ИЗОБРЕТЕНИЯ.
Настоящее изобретение относится к способу каталитической конверсии. Более конкретно, изобретение относится к процессу каталитической конверсии для преобразования тяжелого исходного сырья в высокооктановый бензин, и повышенный выход пропилена, в котором выходы сухого газа и кокса значительно снижены и, таким образом, нефтяные ресурсы используются более эффективно.
КРАТКОЕ СОДЕРЖАНИЕ ИЗОБРЕТЕНИЯ
Легкие олефины, такие как пропилен являются важным органическим химическим исходным сырьем. Коммерческий пропилен используется для производства полипропилена, акрилонитрила и других химических веществ. Потребность в пропилене увеличивается с каждым годом вместе с повышенным спросом на производные полипропилена. Во всем мире ежегодное количество требуемого пропилена увеличилось с 15,2 миллионов тонн двадцать лет назад до 51,2 миллионов тонн в 2000 году, и среднее ежегодное увеличение этого количества составляет 6,3%. Считается, что потребность в пропилене в 2010 году будет составлять 86 миллионов тонн, и среднее ежегодное увеличение производства составит 5,6% в течение этого периода.
Паровой крекинг и жидкостно-каталитический крекинг (FCC) являются основными процессами для производства пропилена. Легкая нефть, такая как лигроин, может использоваться, как исходное сырье при паровом крекинге для производства этилена и пропилена, и выход пропилена составляет около 15% по весу. При этом исходное сырье в процессе FCC представляет собой тяжелую нефть, в частности, вакуумный газойль (VGO). В настоящее время 61% пропилена является побочным продуктом процесса парового крекинга в процессе производства этилена, 34% пропилена получается, используя процесс FCC, и приблизительно 5% пропилена производится дегидрогенизацией пропана и в процессе реакции обмена бутена этилена.
Нефтехимическая промышленность будет ощущать нехватку легкого исходного сырья, недостаток перерабатывающих мощностей, высокую стоимость и другие ограничивающие факторы, если этилен и пропилен будут производиться обычным нефтехимическим способом, таким как паровой крекинг.
Роль процесса FCC становится все более и более важной, так как процесс FCC имеет преимущество высокой адаптации по отношению к исходному сырью и гибкую технологию. Почти 50% пропилена по процессу FCC производится в США. Технология каталитического крекинга с увеличенным выходом пропилена быстро усовершенствуется.
В патенте США №4980053 раскрывается процесс производства газообразных олефинов каталитической конверсией углеводородов. Различные фракции нефти, включая кубовые остатки и сырую нефть, каталитически преобразуются в реакторах с псевдоожиженным или подвижным слоем в присутствии твердых кислых катализаторов при температуре от 500 до 650°С и при давлении от 0,15 до 0,3 МПа, с часовой объемной скоростью от 0,2 час-1 до 20 час-1 с отношением катализатора к нефти от 2 до 12. Катализатор непрерывно циркулирует между реактором и регенератором. Общий выход пропилена и бутена составляет приблизительно 40% по весу исходного сырья, и выход пропилена составляет около 26,34% по весу исходного сырья.
Документ WO 00/31215А1 раскрывает процесс каталитического крекинга для производства легкого олефина, в котором используется катализатор группы ZSM-5 и/или ZSM-11 в качестве активной составляющей и значительная часть инертного вещества как матрица. Однако выход пропилена составляет меньше 20% по весу VGO.
Патент США №4422925 раскрывает процесс жидкостно-каталитического крекинга, в котором используется множество операций крекинга исходного сырья углеводорода, включая, по меньшей мере, одно газообразное парафиновое исходное сырье углеводорода и, по меньшей мере, одно исходное жидкое углеводородное сырье, которые подвергаются действию различных реакций крекинга в нескольких реакционных зонах в присутствии регенерированного катализатора для производства легких олефинов с повышенным выходом.
Растущее количество автомобилей с бензиновым двигателем объясняется экономическим ростом различных стран, в которых увеличивается спрос на бензин высокого качества. В настоящее время технологии улучшения октанового числа включают каталитическую конверсию, алкилирование, изомеризацию, ввод добавок, повышающих октановое число, и т.д. Преимуществом каталитического реформинга является использование тяжелой фракции бензина, имеющей высокое октановое число, однако октановое число бензина легкой фракции ниже, в частности, стоимость катализатора реформинга выше, и требуется высокое качество исходного сырья. Технология алкилирования и изомеризации может привести к получению бензина с высоким октановым числом, который является чистым бензиновым компонентом желательного высокого октанового числа, однако с используемым катализатором требуется защита от коррозии и возникает проблема защиты окружающей среды. Добавка компонента, увеличивающего октановое число, например, метил-трет-бутилового эфира и этил-трет-бутилового эфира может повысить октановое число бензина и улучшить характеристики автомобиля, но повышает стоимость переработки. Бензин каталитического крекинга является главным источником бензина объединения фирм-производителей. На октановое число бензина каталитического крекинга влияет более низкое октановое число тяжелой бензиновой фракции. В целом, качество дизельного топлива FCC ниже качества дизельного топлива прямой перегонки. Дизельное топливо FCC богато монокольцевыми ароматическими углеводородами, которые могут быть каталитически преобразованы в компонент высокооктанового бензина и продукт пропилена.
Известные технологии недостаточно эффективны при каталитической конверсии молекул парафина, следовательно, при увеличении выхода пропилена резко возрастает количество сухого газа. Из-за недоиспользования потенциального содержания бензина в дизельном топливе, из которого можно получить высокооктановый бензин и светлые олефины, все еще есть возможность повышения качества и выхода бензина. Следовательно, желательно разработать процесс каталитического крекинга тяжелого исходного сырья для производства бензина с высоким октановым числом и повышенный выход пропилена, чтобы отвечать требованиям рынка легкого олефина и бензина.
КРАТКОЕ СОДЕРЖАНИЕ ИЗОБРЕТЕНИЯ
Цель настоящего изобретения состоит в том, чтобы обеспечить процесс каталитической конверсии, в частности, для преобразования тяжелого исходного сырья в высокооктановый бензин с повышенным выходом пропилена, в котором выход сухого газа и кокса значительно снижены, позволяя, таким образом, эффективно использовать нефтяные ресурсы.
В одном примере воплощения настоящего изобретения процесс каталитической конверсии, обеспечиваемый настоящим изобретением, включает каталитическую реакцию крекинга исходного углеводородного сырья в реакторе в контакте с катализатором, обогащенным цеолитом, со средним размером пор, отличающийся тем, что температура реакции, часовая объемная скорость (количество нефтепродукта на единицу веса катализатора в 4ac)(WHSV) и весовое отношение катализатор/исходное сырье (К/С) достаточно для достижения выхода газойля путем жидкостно-каталитического крекинга (FGO) в количестве от 12% до 60% по весу указанного исходного сырья, в котором указанная величина WHSV лежит в диапазоне от 25 час-1 до 100 час-1, указанная температура реакции лежит в пределах от 450°С до 600°С, и указанное отношение К/С выбрано в пределах от 1 до 30.
В более предпочтительном примере осуществления температура реакции поддерживается от 450°С до 600°С и предпочтительно между 460°С и 580°С и наиболее предпочтительно между 480°С и 540°С.
В еще одном предпочтительном примере осуществления величина WHSV поддерживается в диапазоне от 30 час-1 до 80 час-1, предпочтительно от 40 час-1 до 60 час-1.
В еще одном предпочтительном примере осуществления отношение К/С выбрано в пределах от 1 до 30, предпочтительно от 2 и 25 и наиболее предпочтительно от 3 до 14.
В еще одном предпочтительном примере осуществления реактивное давление поддерживается в диапазоне от 0,10 МПа до 1,00 МПа.
В еще одном предпочтительном примере осуществления указанное исходное сырье выбрано из или включает углеводород нефти и/или другой нефтепродукт, в котором углеводород нефти представляет собой углеводород, выбранный из группы, состоящей из вакуумного газойля (VGO), атмосферного газойля (AGO), газойля коксования (CGO), деасфальтированной нефти (DAO), вакуумного остатка (VR) и атмосферного остатка (AR) или их смеси, и другой нефтепродукт, выбранный из группы, состоящей из угольной сжиженной нефти, нефти битуминозного песка и сланцевой нефти или их смесей.
В еще одном предпочтительном примере осуществления указанный катализатор содержит цеолит, неорганическую окись и дополнительную глину, которые составляют следующее процентное содержание от общего веса катализатора соответственно; цеолит 1~50% по весу, неорганическая окись 5~99% по весу и глина 0~70% по весу. Указанный цеолит выбран из цеолита со средним размером пор и дополнительного цеолита с большим размером пор. Указанный цеолит со средним размером пор составляет 51~100% общего веса цеолита и предпочтительно 70~100% общего веса цеолита. Указанный цеолит с большим размером пор составляет 0~49% общего веса цеолита и предпочтительно 0~30% общего веса цеолита. Указанный цеолит со средним размером пор выбран из цеолитов ряда ZSM и/или цеолитов ZRP, и указанный цеолит с большим размером пор выбран из цеолитов ряда Y.
В еще одном предпочтительном примере осуществления указанный реактор содержит лифт-реактор, изолинейный псевдоожиженный слой, псевдоожиженный слой с постоянным диаметром, нисходящую передаточную линию и восходящую передаточную линию или их комбинацию, или комбинацию однотипных реакторов (двух или нескольких реакторов), в котором указанная комбинация является каскадной и/или параллельной. Указанный лифт-реактор представляет собой обычный лифт-реактор постоянного диаметра или лифт-реакторы различного диаметра.
В еще одном предпочтительном примере осуществления указанное исходное сырье загружают в реактор из одного положения, или из двух или нескольких положений, высота которых может быть одинаковой или различной.
В еще одном предпочтительном примере осуществления, указанный процесс содержит:
(1) отделение продуктов реакции от катализатора, при этом катализатор очищается, регенерируется путем выжигания кокса и затем возвращается в реактор,
(2) отделенные продукты включают пропилен, высокооктановый бензин и FGO.
В еще одном предпочтительном примере осуществления температура начала кипения указанного FGO не ниже 260°С, и содержание водорода в указанном FGO составляет не менее 10,5% по весу
В еще одном предпочтительном примере осуществления температура начала кипения указанного FGO не менее 330°С, и содержание водорода в указанном FGO составляет не менее 10,8% по весу.
Другой пример воплощения изобретения обеспечивает процесс каталитической конверсии, в котором исходное сырье реагирует, входя в контакт с катализатором, обогащенным цеолитом, со средним размером пор в реакторе, в котором:
(1) указанное исходное сырье включает трудно крекируемое сырье и легко крекируемое сырье, которые вводятся в реактор из одного положения или из двух или нескольких положений, высота которых может быть одинаковой или различной,
(2) трудно крекируемое сырье реагирует в реакторе одновременно с легко крекируемым сырьем,
(3) температура реакции, величина WHSV и отношение К/С достаточны для достижения выхода FGO в количестве от 12% до 60% по весу легко крекируемого сырья,
(4) указанная величина WHSV легко крекируемого сырья равна 5-100 час-1.
В еще одном предпочтительном примере осуществления указанное трудно крекируемое сырье является сырьем, выбранным из или содержащим суспензию, дизельное топливо, бензин, углеводороды с 4~8 атомами углерода или их смесь.
В еще одном предпочтительном примере осуществления указанное легко крекируемое сырье выбрано из или содержит углеводород нефти и/или другой нефтепродукт, в котором углеводород нефти представляет собой углеводород, выбранный из группы, состоящей из VGO, AGO, CGO, DAO, VRA и AR или их смесей, и другой нефтепродукт, выбранный из группы, состоящей из угольной сжиженной нефти, нефти битуминозного песка, сланцевой нефти или их смесей.
В еще одном предпочтительном примере осуществления указанный катализатор содержит цеолит, неорганическую окись и дополнительную глину, которые составляют следующее процентное содержание от общего веса катализатора соответственно; цеолит 1~50% по весу, неорганическая окись 5~99% по весу и глина 0~70% по весу. Указанный цеолит выбран из цеолита со средним размером пор и дополнительного цеолита с большим размером пор. Указанный цеолит со средним размера пор составляет 51~100% общего веса цеолита, и указанный цеолит с большим размером пор составляет 0~49% общего веса цеолита. Указанный цеолит со средним размером пор выбран из цеолитов ряда ZSM и/или цеолитов ZRP, и указанный цеолит с большим размером пор выбран из цеолитов ряда Y.
В еще одном предпочтительном примере осуществления указанный реактор содержит лифт-реактор, изолинейный псевдоожиженный слой, псевдоожиженный слой с постоянным диаметром, нисходящую передаточную линию и восходящую передаточную линию или их комбинацию или комбинацию однотипных реакторов (двух или нескольких реакторов), в котором указанная комбинация является каскадной и/или параллельной. Указанный лифт-реактор представляет собой обычный лифт-реактор с постоянным диаметром или лифт-реакторы различного диаметра.
В еще одном предпочтительном примере осуществления условия реакции трудно крекируемого сырья следующие: температура реакции поддерживается от 600°С до 750°С, величина WHSV поддерживается в диапазоне от 100 час-1 до 800 час-1, отношение К/С в диапазоне от 30 до 150, реактивное давление поддерживается в диапазоне от 0,10 МПа до 1,00 МПа, весовое отношение пар/трудно крекируемое сырье по весу выбрано в пределах от 0,05 до 1,00.
В еще одном предпочтительном примере осуществления условия реакции легко крекируемого сырья следующие: температура реакции поддерживается в диапазоне от 450°С до 600°С, величина WHSV в диапазоне от 5 час-1 до 100 час-1, отношение К/С в диапазоне от 1 до 30, реактивное давление поддерживается в диапазоне от 0,10 МПа до 1,00 МПа, весовое отношение пар/легко крекируемое сырье выбрано в пределах от 0,05 до 1,00.
В еще одном предпочтительном примере осуществления условия реакции легко крекируемого сырья следующие: температура реакции поддерживается в диапазоне от 460°С до 580°С; величина WHSV в диапазоне от 10 час-1 до 90 час-1, предпочтительно от 20 час-1 до 60 час-1 и наиболее предпочтительно от 30 час-1 до 50 час-1; отношение К/С в диапазоне от 3 до 14.
В еще одном предпочтительном примере осуществления изобретения оно содержит: отделенные продукты реакции и катализатор, в котором катализатор очищается, регенерируется путем выжигания кокса и затем возвращается в реактор, отделенные продукты включают пропилен, высокооктановый бензин и FGO.
В еще одном предпочтительном примере осуществления температура начала кипения FGO не ниже 260°С, и содержание водорода в FGO составляет не менее 10,5% по весу.
В еще одном предпочтительном примере осуществления температура начала кипения FGO не менее 330°С, и содержание водорода в FGO составляет не менее 10,8% по весу.
Третий пример воплощения изобретения обеспечивает процесс для производства пропилена и высокооктанового бензина, который содержит следующие стадии:
(1) Исходное сырье, содержащее трудно крекируемое сырье, входит в контакт с катализатором, обогащенным цеолитом, со средним размером пор и подвергается крекингу в реакторе при следующих рабочих условиях: температура реакции поддерживается в диапазоне от 600°С до 750°С, величина WHSV в диапазоне от 100 час-1 до 800 час-1, реактивное давление поддерживается в диапазоне от 0,10 МПа до 1,00 МПа, отношение К/С в диапазоне от 30 до 150, весовое отношение пар/трудно крекируемое сырье выбрано в пределах от 0,05 до 1,00.
(2) Поток продуктов реакции, содержащий трудно крекируемое сырье, вместе с легко крекируемым сырьем подвергается крекингу при следующих рабочих условиях: температура реакции поддерживается в диапазоне от 450°С до 600°С, величина WHSV в диапазоне от 5 час-1 до 100 час-1, реактивное давление от 0,10 МПа до 1,00 МПа, отношение К/С в диапазоне от 1,0 до 30,0, и весовое отношение пар/трудно крекируемое сырье выбрано в пределах от 0,05 до 1,00 по весу.
(3) Отработанный катализатор и пары продукта разделяются циклонным сепаратором. Как вариант, отработанный катализатор загружается в секцию очистки и очищается. Очищенный отработанный катализатор регенерируется путем выжигания кокса и возвращается в реактор. Пары продукта отделяются, чтобы получить продукт, включающий пропилен, высокооктановый бензин и FGO.
(4) Указанный продукт FGO подвергается гидроочистке и/или извлекается с ароматическими углеводородами, чтобы получить, гидроочищенный FGO (HFGO) и/или рафинированный FGO (RFGO). Указанный HFGO и/или RFGO возвращается на стадию (1) и/или на стадию (2), как трудно крекируемое сырье и/или как легко крекируемое сырье.
В еще одном предпочтительном примере осуществления, указанное трудно крекируемое сырье выбрано из или содержит суспензию, дизельное топливо, бензин и углеводороды с 4~8 атомами углерода или их смесь. Указанное легко крекируемое сырье выбрано из или содержит углеводороды нефти и/или другой нефтепродукт, в котором углеводород нефти представляет собой углеводород, выбранный из группы, состоящей из VGO, AGO, CGO, DAO, VRA и AR или их смесей, и другой нефтепродукт, выбранный из группы, состоящей из угольной сжиженной нефти, нефти битуминозного песка и сланцевой нефти или их смесей. Указанный бензин выбран из или содержит бензин, полученный из этого процесса, бензин каталитического крекинга, бензин прямой перегонки, коксовый бензин, пиробензин, бензин термического крекинга и гидробензин или их смесь, в котором бензин каталитического крекинга, бензин прямой перегонки, коксовый бензин, пиробензин, бензин термического крекинга и гидробензин являются продуктами, которые не были получены в процессе реализации настоящего изобретения. Указанное дизельное топливо выбрано из или содержит дизельное топливо, полученное в этом процессе, каталитическое дизельное топливо крекинга, дизельное топливо прямой перегонки, коксовое дизельное топливо, дизельное топливо, пиролитическое дизельное топливо, топливо термического крекинга и гидродизельное топливо или их смесь, в которой каталитическое дизельное топливо крекинга, дизельное топливо прямой перегонки, коксовое дизельное топливо, дизельное топливо, пиролитическое дизельное топливо термического крекинга и гидродизельное топливо являются продуктами, которые не получены из процесса по настоящему изобретению. Указанный углеводород с 4-8 атомами углерода, выбранный из или содержащий углерод, полученный из этого процесса, или те продукты, которые могут быть получены из обычного каталитического процесса крекинга, процесса коксования, процесса пиролиза, процесса термического крекинга, процесса гидроочистки и т.д.
В еще одном предпочтительном примере осуществления, указанный катализатор содержит цеолит, неорганическую окись и дополнительную глину, которые составляют следующее процентное содержание от общего веса катализатора соответственно: цеолит 1~50% по весу, неорганическая окись 5~99% по весу и глина 0~70% по весу. Указанный цеолит выбран из цеолита со средним размером пор и дополнительного цеолита с большим размером пор. Указанный цеолит со средним размером пор составляет 51~100% общего веса цеолита, и указанный цеолит с большим размером пор составляет 0~49% общего веса цеолита. Цеолит со средним размером пор выбран из цеолитов ряда ZSM и/или цеолитов ZRP, или ZSM и цеолитов ZRP, модифицированных с элементами неметалла, такими как фосфор, и/или элементами переходных металлов, таких как железо, кобальт и никель. См. патент США №5232675, где приводится более подробное описание цеолитов ZRP. Цеолит ряда ZSM выбран из группы, состоящей из ZSM-5, ZSM-11, ZSM-12, ZSM-23, ZSM-35, ZSM-38, ZSM-48 и других цеолитов с подобной структурой, или их смеси. См. патент США №3702886 для более подробного описания цеолитов ZSM-5. Цеолит с большим размером пор выбран из цеолитов ряда Y, которые включают: редкоземельные элементы Y (REY), редкоземельные элементы HY (REHY), ультраустойчивый Y и Y с высоким содержанием кремнезема, полученные различными способами, или их смеси. Неорганическая окись, используемая как связующий компонент, выбрана из кремнезема (SiO2) и/или окиси алюминия (Аl2О3). Глина является матрицей (т.е. основой) и выбрана из группы каолина и/или галлуазита. Каталитический катализатор крекинга в каждом реакторе может быть одним и тем же или различным.
В еще одном предпочтительном примере осуществления пары продукта на стадии (3) могут быть разделены, чтобы получить фракцию разгонки в диапазоне температур 180~260°С. Эта фракция может быть возвращена на стадию (1) и/или на стадию (2), как трудно крекируемое сырье и/или легко крекируемое сырье.
Указанная фракция разгонки при температуре 180~260°С может быть получена из этого процесса или из обычного каталитического процесса крекинга, процесса коксования, процесса пиролиза, процесса термического крекинга, процесса гидроочистки и т.д., или может содержать любые другие фракции, богатые монокольцевыми ароматическими соединениями.
В еще одном предпочтительном примере осуществления указанный реактор имеет лифт-реактор, изолинейный псевдоожиженный слой, псевдоожиженный слой с постоянным диаметром, нисходящую передаточную линию и восходящую передаточную линию, или их комбинацию, или комбинацию однотипных реакторов (двух или нескольких реакторов), в котором указанная комбинация является каскадной и/или параллельной. Указанный лифт-реактор представляет собой обычный лифт-реактор с постоянным диаметром или лифт-реакторы различного диаметра. Скорость газа в псевдоожиженном слое от 0,1 м/с до 2,0 м/с (катализатор не учитывается). Скорость газа в лифт-реакторе от 2 м/с до 30 м/с (катализатор не учитывается).
Один наилучший пример настоящего изобретения воплощен в лифт-реакторе с лифт-реактором переменного диаметра. Более подробное описание этого реактора приведено в китайской патентной заявке CN 1237477 A.
Чтобы увеличить отношение катализатор/исходное сырье в нисходящей зоне реактора и активность катализатора, можно подать в реактор часть среды, которая выбрана из и/или содержит горячий или охлажденный регенерированный катализатор, полурегенерированный катализатор, отработанный катализатор, свежий катализатор и т.д. Охлажденный регенерированный катализатор и охлажденный полурегенерированный катализатор получаются, охлаждая катализатор в холодильнике, после того как отработанный катализатор был регенерирован в устройстве двухступенчатой и одноступенчатой регенерации, соответственно. Регенерированный катализатор относится к катализатору, у которого остаточное содержание углерода менее 0,1% по весу и более предпочтительно менее 0,05% по весу. Полурегенерированный катализатор относится к катализатору, у которого остаточное содержание углерода от 0,1% до 0,9% по весу, более предпочтительно от 0,15% до 0,7% по весу. Отработанный катализатор относится к катализатору, у которого остаточное содержание углерода выше 0,9% по весу, более предпочтительно от 0,9% до 1,2% по весу.
Процесс разделения конечных продуктов, таких как пропилен, и продуктов реакции хорошо известен специалистам в данной области техники. Фракция разгонки в диапазоне 180~260°С, более предпочтительно 190~250°С может быть отделена в обычной ректификационной колонне FCC или в отдельной ректификационной колонне. Фракция FGO, имеющая температуру начала кипения свыше 250°С, или свыше 260°С, или свыше 330°С, может быть передана в экстракционный аппарат, чтобы получить тяжелые ароматические продукты и неароматические продукты (т.е. очищенную нефть), или в гидроочиститель, чтобы получить гидроочищенную фракцию FGO, которая также может использоваться как исходное сырье FCC.
Экстракционный раствор FGO выбран из или содержит сульфоксид этана, фурфурол, диметилформамид, моноэтаноламин, этиленгликоль и 1,2-пропандиол или их смесь. Экстракционный раствор может использоваться повторно. Температура экстракции равна 100°С, и отношение раствор/исходное сырье составляет 0,5 и 5,0 по объему. Извлекаемые тяжелые ароматические соединения являются желательными продуктами, а очищенная нефть FGO (т.е. неароматические углеводороды) может использоваться как один из видов исходного сырья FCC.
Гидроочистка FGO осуществляется в присутствии газообразного водорода, входящего в контакт с катализатором при следующих условиях: парциальное давление водорода 3,0 МПа ~ 20,0 МПа, температура реакции 300~450°С, отношение водород/нефть 300~2000 по объему и часовая объемная скорость динамического диапазона составляет 0,1~3,0 час-1. Гидроочищенный газойль FGO может использоваться как исходное сырье FCC.
Пример(ы) воплощения настоящего изобретения может включать процесс жидкостно-каталитического крекинга с FGO, процессом гидроочистки и/или процессом экстракции ароматических соединений FGO, чтобы получить высокооктановый бензин и повышенный выход легких олефинов, особенно пропилена, из тяжелого исходного сырья, имеющего относительно низкое содержание водорода. Настоящее изобретение имеет ряд важных преимуществ по отношению к существующей технологии, заключающихся в том, что:
1. Выход пропилена и селективность пропилена в LGP значительно улучшены, причем выход пропилена составляет 27% по весу.
2. Выход бензина и октановое число бензина значительно повышены.
3. Выходы сухого газа и кокса снижены, в то время как выход пропилена заметно увеличен.
4. Выход дизельного топлива увеличен, и значительно уменьшен выход раствора; следовательно, процесс по настоящему изобретению позволяет использовать нефтяные ресурсы более эффективно.
5. Срок жизни установок гидроочистки значительно увеличивается.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
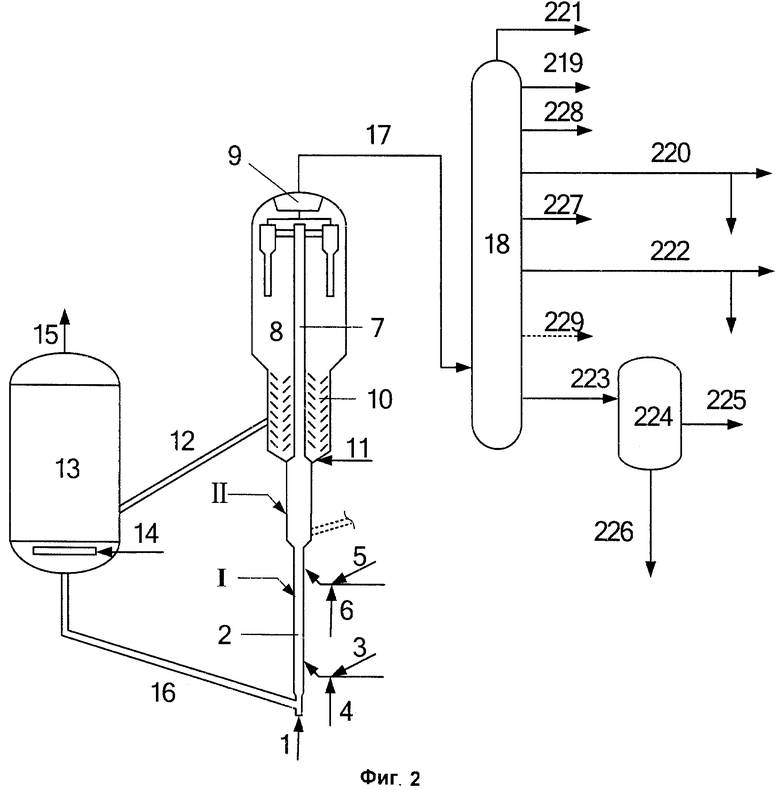
Фигура 1 - схематическое представление для первого примера воплощения процесса по настоящему изобретению.
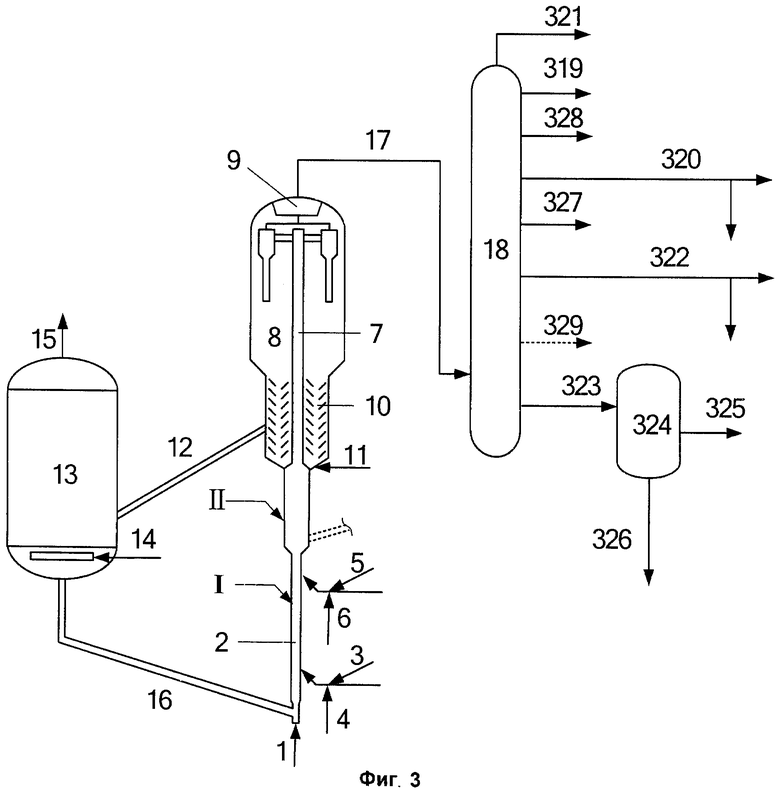
Фигура 2 - схематическое представление для второго примера воплощения процесса по настоящему изобретению.
Фигура 3 - схематическое представление для третьего примера воплощения процесса по настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ПРИМЕРОВ ВОПЛОЩЕНИЯ ИЗОБРЕТЕНИЯ
Сопровождающие чертежи, которые включены в настоящее описание, иллюстрируют несколько примеров воплощения изобретения и вместе с описанием служат для пояснения сущности изобретения, но не для ограничения объема изобретения. Таким образом, специалистам в данной области ясно, что в описываемом изобретении могут быть сделаны определенные модификации, не выходя из объема формулы изобретения, изложенной ниже.
Согласно первому конкретному примеру воплощения настоящего изобретения, процесс по настоящему изобретению может быть выполнен согласно схеме, показанной на фигуре 1.
Исходное сырье поступает по линии 1 в основание лифт-реактора 2. Регенерированный катализатор из наклонной трубы 16 захватывается поступающим сырьем и перемещается вверх. Часть исходного сырья из линии 3 вместе с распыленным паром, поступающим по линии 4, вводится в основание реакционной зоны 1 лифт-реактора 2 и смешивается с потоком в лифт-реакторе. Указанное исходное сырье подвергается крекингу на горячем катализаторе и затем перемещается вверх. Другая часть исходного сырья, поступающего по линии 5, вместе с распыленным паром, поступающим по линии 6, вводится в середину верхней части реакционной зоны 1 лифт-реактора 2 и смешивается с потоком в лифт-реакторе. Исходное сырье подвергается крекингу на нижнем катализаторе, имеющем отложенный на нем кокс, и эта масса перемещается вверх в реакционную зону II для продолжения реакции. Полученные пары продукта реакции и дезактивированный отработанный катализатор по линии 7 входят в циклонный сепаратор 8, в котором отработанный катализатор и пары продукта реакции отделяются друг от друга. Пары продукта реакции выходят из циклона и поступают в сборную камеру 9. Тонкие частицы катализатора возвращаются в разделитель через возвратную трубу. Отработанный катализатор из разделителя поступает в секцию очистки 10 и вступает в контакт с паром, поступающим по линии 11. Пары продукта реакции, очищенные от отработанного катализатора, входят в сборную камеру 9 через циклон. Очищенный отработанный катализатор поступает в регенератор 13 через наклонный трубопровод 12. Первичный воздух входит в регенератор через трубопровод 14 и используется для сжигания кокса, отложенного на отработанном катализаторе, и для регенерации дезактивированного отработанного катализатора. Топочный газ поступает в турбину по линии 15. Регенерированный катализатор передается в лифт-реактор по трубе 16.
Пары продукта реакции в сборной камере 9 транспортируются по передаточной линии 17 и вводятся в последующую разделительную систему 18. Отделенный продукт LPG удаляется по линии 20; отделенный бензиновый продукт удаляется по линии 21; отделенный продукт в виде сухого газа удаляется по линии 19; отделенное дизельное топливо удаляется по линии 22; и отделенный продукт FGO удаляется по линии 23. Диапазоны кипения различных фракций могут быть приспособлены к требованиям нефтеперерабатывающего завода.
Согласно второму конкретному примеру воплощения настоящего изобретения, процесс по настоящему изобретению может быть выполнен по схеме, показанной на фигуре 2.
Сырье поступает по линии 1 в основание лифт-реактора 2. Регенерированный катализатор, выходящий из наклонной трубы 16, захватываются поступающим сырьем и перемещается вверх. Трудно крекируемое сырье, поступающее по линии 3, вместе с распыленным паром, поступающим по линии 4, вводятся в основание реакционной зоны I лифт-реактора 2 и смешивается с существующим потоком в этом лифт-реакторе. Указанное трудно крекируемое сырье подвергается крекингу на горячем катализаторе и затем перемещается вверх. Легко крекируемое сырье, поступающее по линии 5, вместе с распыленным паром, поступающим по линии 6, вводится в середину верхней части реакционной зоны I лифт-реактора 2 и смешивается с потоком в лифт-реакторе. Легко крекируемое сырье подвергается крекингу на нижнем катализаторе, имеющем отложенный на нем кокс, и затем перемещается вверх в реакционную зону II для продолжения реакции. Полученные пары продукта реакции и дезактивированный отработанный катализатор входят по линии 7 в циклонный сепаратор 8, в котором отработанный катализатор и пары продукта реакции отделяются друг от друга. Пары продукта реакции выходят из циклона и поступают в сборную камеру 9. Тонкие частицы катализатора возвращаются в разделитель через возвратную трубу. Отработанный катализатор в разделителе поступает в секцию очистки 10 и вступает в контакт с паром, поступающим по линии 11. Пары продукта реакции, очищенные от отработанного катализатора, входят в сборную камеру 9 через циклон. Очищенный отработанный катализатор поступает в регенератор 13 через наклонный трубопровод 12. Первичный воздух входит в регенератор через трубопровод 14 и используется для сжигания кокса, отложенного на отработанном катализаторе, и регенерации дезактивированного отработанного катализатора. Топочный газ поступает в турбину по линии 15. Регенерированный катализатор поступает в лифт-реактор по трубе 16.
Пары продукта реакции в сборной камере 9 транспортируются по передаточной линии 17 и вводятся в последующую разделительную систему 18. Отделенный продукт пропилена удаляется по линии 219; отделенный продукт пропана удаляется по линии 228; олефин С4 удаляется по линии 220, и часть олефина поступает обратно в лифт-реактор 2; сухой газ от каталитического крекинга удаляется по линии 221; фракция разгонки при температуре 180~260°С поступает обратно в лифт-реактор 2 по линии 222; фракция дизельного топлива с температурой кипения 260~330°С может быть удалена по линии 229 или может быть удалена вместе с FGO в экстракционную установку 224; FGO вводится по линии 223 в экстракционную установку 224, в котором отделенный продукт, состоящий из тяжелых ароматических соединений, удаляется по линии 226, и RFGO поступает обратно в лифт-реактор 2 по линии 225; продукт в виде бензина с высоким октановым числом (С5~180°С) удаляется по линии 227. Диапазоны кипения различных фракций могут быть отрегулированы по требованиям нефтеперерабатывающего завода.
Согласно третьему конкретному примеру воплощения настоящего изобретения, процесс по настоящему изобретению может быть выполнен по схеме, показанной на фигуре 3.
Сырье поступает по линии 1 в основание лифт-реактора 2. Регенерированный катализатор из наклонной трубы 16 захватывается поступающим сырьем и перемещается вверх. Трудно крекируемое сырье, поступающее по линии 3 вместе с распыленным паром, поступающим по линии 4, вводится в основание реакционной зоны I лифт-реактора 2 и смешивается с потоком в лифт-реакторе. Указанное трудно крекируемое сырье подвергается крекингу на горячем катализаторе и затем перемещается вверх. Легко крекируемое сырье, поступающее по линии 5 вместе с распыленным паром, поступающим по линии 6, вводится в середину верхней части реакционной зоны I лифт-реактора 2 и смешивается с потоком в лифт-реакторе. Легко крекируемое сырье подвергается крекингу на нижнем катализаторе, имеющем отложенный на нем кокс, и затем перемещается вверх в реакционную зону II для продолжения реакции. Полученные пары продукта реакции и дезактивированный отработанный катализатор по линии 7 входят в циклонный сепаратор 8, в котором отработанный катализатор и пары продукта реакции отделяются друг от друга. Пары продукта реакции выходят из циклона и поступают в сборную камеру 9. Тонкие частицы катализатора возвращаются в разделитель через возвратную трубу. Отработанный катализатор в разделителе поступает в секцию очистки 10 и входит в контакт с паром, поступающим по линии 11. Пары продукта реакции, очищенные от отработанного катализатора, входят в сборную камеру 9 через циклон. Очищенный отработанный катализатор поступает в регенератор 13 через наклонный трубопровод 12. Первичный воздух входит в регенератор через трубопровод 14 и используется для сжигания кокса, отложенного на отработанном катализаторе, и регенерации дезактивированного отработанного катализатора. Топочный газ поступает в турбину по линии 15. Регенерированный катализатор поступает в лифт-реактор по трубе 16.
Пары продукта реакции в сборной камере 9 транспортируются по передаточной линии 17 и вводятся в последующую разделительную систему 18. Отделенный пропилен удаляется по линии 319; отделенный пропан удаляется по линии 328; олефин С4 удаляется по линии 320 или может быть передан обратно к основанию реакционной зоны I лифт-реактора 2; сухой газ каталитического крекинга удаляется по линии 321; каталитический крекинг-бензин выводят по линии 327; фракция разгонки при температуре 180~260°С поступает обратно к основанию реакционной зоны I лифт-реактора 2 по линии 322; фракция с точкой кипения свыше 260°С поступает по линии 323 в установку гидроочистки 324, в котором отделенный легкий компонент удаляется по линии 325, и HFGO поступает обратно к средней верхней части реакционной зоны I лифт-реактора 2 по линии 326. Диапазоны кипения различных фракций могут быть отрегулированы по требованиям нефтеперерабатывающего завода.
Следующие примеры используются, чтобы продемонстрировать эффект настоящего изобретения, и не предназначены, чтобы ограничить объем изобретения в показанных и подробно описанных здесь примерах. Свойства исходного сырья перечислены в таблице 1.
Катализатор, используемый в примерах, был подготовлен следующим образом:
(1) 20 г NH4Cl были растворены в 1000 г воды, и 100 г (на сухое вещество) кристаллизованного продукта цеолита ZRP-1 (МFI-структурированный цеолит, произведенный в компании «Qilu Petrochemical Co» с мольным отношением SiO2/Аl2O3, равным 30, с количеством редкоземельного элемента RЕ2О3=2,0% по весу) было добавлено к этому раствору, после теплообмена при 90°С в течение получаса с фильтрованием для получения фильтрата. 4,0 г Н3РО4 (с концентрацией 85% по весу) и 4.5 г Fе(NО3)3 были растворены в 90 г воды, чтобы получить раствор. Фильтрат был пропитан полученным раствором и высушен. Полученный твердый материал был прокален при 550°С в течение 2 часов, чтобы получить МFI-структурированный цеолит со средним размером пор, содержащий фосфор и железо. Химическая формула безводного катализатора:
0,1Na2O·5.1Аl2O3·2.4Р2O5·1.5Fe2O3·3.8RЕ2O3·88.1SiO2.
(2) 75,4 кг галлуазитовой глины (промышленный продукт компании «Suzhou Porcelain Clay Co» с содержанием твердого вещества 71,6% по весу) были разжижены 250 кг деминерализованной воды, куда было добавлено 54,8 кг псевдобемита (промышленный продукт Шаньдунского глиноземного завода с содержанием твердого вещества 63% по весу). Величина рН была отрегулирована как 2~4 соляной кислотой. Суспензия была равномерно размешана и отложена для старения при 60~70°С в течение 1 часа. Температура была понижена до величины менее 60°С, поддерживая величину рН порядка 2~4, и затем было добавлено 41,5 кг окиси алюминия (продукт «Qilu Petrochemical Co» с содержанием Аl2О3 21,7% по весу). После перемешивания в течение 40 минут была получена смешанная суспензия.
(3) 22,5 кг (на сухое вещество, подготовленное на стадии 1) МFI-структурированного цеолита со средним размером пор, содержащего фосфор и железо, и 2,0 кг (на сухое вещество) цеолита DASY (ультраустойчивый продукт цеолит Y поставки «Qilu Petrochemical Co» с размером элементарной ячейки 2,445~2,448 нм) были добавлены в смешанную суспензию (подготовленную на стадии 2), и суспензия равномерно перемешивалась, чтобы получить жидкий раствор. Полученная суспензия была подвергнута сушкой распылением, и полученный продукт был промыт свободным от +Na раствором первичного кислого фосфорнокислого аммония (содержание фосфора 1% по весу). После высыхания был получен образец каталитического катализатора крекинга. Состав катализатора включал 18% по весу МFI-структурированного цеолита со средним размером пор, содержащего фосфор и железо, 2% по весу цеолита DASY, 28% по весу псевдо-бемита, 7% по весу окиси алюминия и баланс каолина.
Пример 1
Эксперимент по настоящему примеру был выполнен по схеме, показанной на фигуре 1. Исходное сырье А использовалось непосредственно как исходное сырье каталитического крекинга, и эксперимент проводился в экспериментальной установке с лифт-реактором. Исходное сырье А было введено в реакционную зону I, в которой проводилась каталитическая реакция крекинга. Температура реакции поддерживалась равной 530°С, величина WHSV была 30 час-1, отношение К/С составляло 10 и весовое отношение пар/исходное сырье было 0,15. Пары продукта реакции и коксовый отработанный катализатор были отделены друг от друга в разделителе, и затем продукты были разделены с извлечением пропилена, бензина и FGO. Рабочие условия и состояние продукта показано на таблице 2.
Как можно видеть из таблицы 2, выход пропилена достигает 18,29% по весу, тогда как выходы сухого газа и кокса составляют только 2,36% и 3,95% по весу, соответственно, и выход FGO составляет 30,12% по весу, при содержании водорода, равном 11,08% по весу.
Пример 2
Эксперимент по настоящему примеру был выполнен по схеме, показанной на фигуре 2. Исходное сырье А использовалось непосредственно как исходное сырье каталитического крекинга, и эксперимент проводился в экспериментальной установке с лифт-реактором. Легко крекируемое сырье вводилось в середину верхней части реакционной зоны I, в которой температура реакции поддерживалась равной 580°С, величина WHSV составляла 60 час-1, отношение катализатор каталитического крекинга/легко крекируемое сырье (м/м) было равно 10, весовое отношение пар/легко крекируемое сырье было равно 0,15. Трудно крекируемое сырье было загружено в основание реакционной зоны I, в которой температура реакции поддерживалась равной 640°С, величина WHSV составляла 180 час-1, отношение катализатор каталитического крекинга/трудно крекируемое сырье (м/м) было равно 60, и весовое отношение пар/трудно крекируемое сырье составляло 0,20. В реакционной зоне II температура реакции была равна 540°С, величина WHSV составляла 30 час-1 и весовое отношение пар/легко крекируемое сырье составляло 0,15. Пары продукта реакции и отработанный катализатор были отделены друг от друга в разделителе, и затем конечные продукты были также разделены, причем пропилен и бензин были извлечены, а часть олефина С4 и фракции 180~260°С были возвращены в лифт-реактор. FGO (с выходом 28,45% по весу и водорода 11,01% по весу) был извлечен с фурфуролом, при этом температура экстракции была равна 100°С, отношение растворитель/FGO составляло 3,0 (по объему), и затем неароматические углеводороды и тяжелые ароматические соединения были отделены друг от друга. RFGO (т.е. указанные неароматические углеводороды) были смешаны с легко крекируемым сырьем и возвращены в лифт-реактор. Рабочие условия и состояние продуктов приведены в таблице 3.
Из таблицы 3 можно видеть, что выход пропилена достигает величины 29,02% по весу; выход бензина составляет 33,71% по весу, и его исследованное октановое число (RON) и моторное октановое число (MON) составляют 96,0 и 84,0, соответственно.
Пример 3
Эксперимент по настоящему примеру был выполнен на том же самом заводе, что и в примере 2. Исходное сырье использовалось непосредственно как исходное сырье каталитического крекинга, и эксперимент проводился в экспериментальной установке с лифт-реактором. Легко крекируемое сырье вводилось в середину верхней части реакционной зоны I, в которой температура реакции была равна 580°С, величина WHSV составляла 60 час-1, отношение катализатор каталитического крекинга/легко крекируемое сырье (м/м) составляло 10, и весовое отношение пар/легко крекируемое сырье составляло 0,15. Трудно крекируемое сырье загружалось в основание реакционной зоны II, в которой температура реакции была равна 640°С, величина WHSV составляла 180 час-1, отношение катализатор каталитического крекинга/трудно крекируемое сырье (м/м) составляло 60, и весовое отношение пар/трудно крекируемое сырье составляло 0,20. Кроме того, часть очищенного отработанного катализатора поступала из секции очистки в основание реакционной зоны II, чтобы уменьшить температуру и величину WHSV в реакционной зоне II. В реакционной зоне II температура реакции была равна 530°С, величина WHSV составляла 20 час-1, и весовое отношение пар/легко крекируемое сырье составляло 0,15. Пары продукта реакции и отработанный катализатор были отделены друг от друга в разделителе, и затем конечные продукты были также разделены, причем пропилен и бензин были извлечены, а часть олефина С4 и фракция 190~250°С были возвращены в лифт-реактор. FGO (с выходом 32.83% по весу и водорода 10.98% по весу) был извлечен с фурфуролом, в котором температура экстракции была равна 100°С, отношение растворитель/FGO составляло 3,0 (по объему), и затем неароматические углеводороды и тяжелые ароматические соединения были отделены друг от друга. RFGO (т.е. указанные неароматические углеводороды) были смешаны с исходным сырьем и возвращены в лифт-реактор. Рабочие условия и состояние продуктов приведены в таблице 3.
Из таблицы 3 можно видеть, что выход пропилена достигает величины 28,01% по весу; выход бензина составляет 35.20% по весу, и его исследованное октановое число (RON) и моторное октановое число (MON) представляют собой величины 97,1 и 85,0 соответственно.
Пример 4
Эксперимент по настоящему примеру был выполнен по схеме, показанной на фигуре 3. Исходное сырье А использовалось непосредственно как исходное сырье каталитического крекинга, и эксперимент проводился в экспериментальной установке с лифт-реактором. Легко крекируемое сырье вводилось в середину верхней части реакционной зоны I, в которой температура реакции была равна 580°С, величина WHSV составляла 60 час-1, отношение катализатор каталитического крекинга/легко крекируемое сырье (м/м) составляло 10, и весовое отношение пар/легко крекируемое сырье составляло 0,15. Трудно крекируемое сырье загружалось в основание реакционной зоны I, в котором температура реакции была равна 640°С, величина WHSV составляла 180 час-1, отношение катализатор каталитического крекинга/трудно крекируемое сырье (м/м) составляло 60, и весовое отношение пар/трудно крекируемое сырье составляло 0,20. В реакционной зоне II температура реакции была равна 540°С, величина WHSV составляла 30 час-1, и весовое отношение пар/легко крекируемое сырье составляло 0,15. Пары продукта реакции и отработанный катализатор были отделены друг от друга в разделителе, и затем конечные продукты были также разделены, причем пропилен и бензин были извлечены, а часть олефина С4 и фракции 180~260°С были возвращены в лифт-реактор. Газойль FGO (температура начала кипения свыше 260°С и выход составлял 28,46% по весу при содержании водорода 11,01% по весу) был подвергнут гидроочистке, при этом температура реакции была равна 350°С, парциальное давление водорода составляло 18,0 МПа, отношение водород/нефть было 1500 по объему, и часовая объемная скорость динамического диапазона была 1,5 час-1. Полученный HFGO был возвращен в указанный экспериментальный лифт-реактор. Рабочие условия и состояние продуктов приведены в таблице 4.
Как можно видеть из таблицы 4, выход пропилена достигает величины 30,02% по весу; выход сухого газа составляет только 3.32% по весу, и выход жидких продуктов составляет 90,68% по весу.
Пример 5
Эксперимент по настоящему примеру был выполнен на той же установке, что и в примере 4. Исходное сырье В использовалось непосредственно как исходное сырье каталитического крекинга, и эксперимент проводился в экспериментальной установке с лифт-реактором. Легко крекируемое сырье вводилось в середину верхней части реакционной зоны I, в которой температура реакции была равна 580°С, величина WHSV составляла 60 час-1, отношение катализатор каталитического крекинга/легко крекируемое сырье (м/м) составляло 10, и весовое отношение пар/легко крекируемое сырье составляло 0,15. Трудно крекируемое сырье загружалось в основание реакционной зоны I, в котором температура реакции была равна 640°С, величина WHSV составляла 180 час-1, отношение катализатор каталитического крекинга/трудно крекируемое сырье (м/м) составляло 60, и весовое отношение пар/трудно крекируемое сырье составляло 0,20. Кроме того, часть очищенного отработанного катализатора поступала из секции очистки в основание реакционной зоны II, чтобы уменьшить температуру и величину WHSV в реакционной зоне II. В реакционной зоне II температура реакции была равна 530°С, величина WHSV составляла 20 час-1, и весовое отношение пар/легко крекируемое сырье составляло 0,15. Пары продукта реакции и отработанный катализатор были отделены друг от друга в разделителе, и затем конечные продукты были также разделены, причем пропилен и бензин были извлечены, а часть олефина С4 и фракции 180~260°С были возвращены в лифт-реактор. Продукт FGO (температура начала кипения свыше 260°С до выхода, выход составлял 32.56% по весу, и содержание водорода составляло 10.97% по весу) был подвержен гидроочистке, при этом температура реакции была равна 450°С, парциальное давление водорода составляло 10,0 МПа, отношение водород/нефть было 500 по объему и часовая объемная скорость динамического диапазона составляла 0,5 час-1. Фракция HFGO была возвращена в указанный экспериментальный лифт-реактор. Рабочие условия и состояние продуктов приведены в таблице 4.
Как можно видеть из таблицы 4, выход пропилена достигает величины 27.55% по весу; выход сухого газа составляет только 3.16% по весу, и выход жидких продуктов составляет 90,64% по весу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕОБРАЗОВАНИЯ НИЗКОСОРТНОГО ИСХОДНОГО СЫРЬЯ В НЕФТЯНОЕ ТОПЛИВО ВЫСОКОГО КАЧЕСТВА | 2009 |
|
RU2497933C2 |
| КАТАЛИЗАТОР КАТАЛИТИЧЕСКОГО КРЕКИНГА И СПОСОБ ПОВЫШЕНИЯ СЕЛЕКТИВНОСТИ КАТАЛИЗАТОРА(ВАРИАНТЫ) | 2010 |
|
RU2548362C2 |
| СПОСОБ РЕГЕНЕРАЦИИ КАТАЛИЗАТОРА | 2010 |
|
RU2529021C2 |
| СПОСОБ КАТАЛИТИЧЕСКОЙ КОНВЕРСИИ ДЛЯ ПРОИЗВОДСТВА ДОПОЛНИТЕЛЬНОГО КОЛИЧЕСТВА ДИЗЕЛЬНОГО ТОПЛИВА И ПРОПИЛЕНА | 2010 |
|
RU2562238C2 |
| СПОСОБ КАТАЛИТИЧЕСКОЙ КОНВЕРСИИ УГЛЕВОДОРОДОВ | 2006 |
|
RU2418842C2 |
| СПОСОБ КАТАЛИТИЧЕСКОЙ КОНВЕРСИИ С УВЕЛИЧЕННЫМ ВЫХОДОМ ДИЗЕЛЬНОГО ТОПЛИВА С ВЫСОКИМ ЦЕТАНОВЫМ ЧИСЛОМ | 2010 |
|
RU2547152C2 |
| СПОСОБ КОНВЕРСИИ НИЗКОКАЧЕСТВЕННОГО НЕФТЯНОГО СЫРЬЯ | 2016 |
|
RU2720990C2 |
| КАТАЛИЗАТОР КРЕКИНГА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2367518C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОПИЛЕНА И НИЗКОСЕРНИСТОГО МАЗУТНОГО КОМПОНЕНТА | 2020 |
|
RU2803778C1 |
| СПОСОБ КАТАЛИТИЧЕСКОГО КРЕКИНГА С УВЕЛИЧЕННЫМ ПРОИЗВОДСТВОМ БЕНЗИНА, ИМЕЮЩЕГО НИЗКОЕ СОДЕРЖАНИЕ ОЛЕФИНОВ И ВЫСОКОЕ ОКТАНОВОЕ ЧИСЛО | 2018 |
|
RU2771309C1 |
Изобретение относится к способу каталитической конверсии, включающему каталитическую реакцию крекинга исходного углеводородного сырья, входящего в контакт с катализатором, обогащенным цеолитом со средним размером пор в реакторе, в котором температура реакции, часовая объемная скорость и весовое отношение катализатор/исходное сырье достаточны для достижения выхода газойля жидкостно-каталитического крекинга в количестве от 12% до 60% по весу указанного исходного сырья, в котором указанная часовая объемная скорость поддерживается в диапазоне от 25 час-1 до 100 час-1, указанная температура реакции поддерживается в диапазоне от 450°С до 600°С и указанное весовое отношение катализатор/исходное сырье выбрано в пределах от 1 до 30. Технический результат - получение высокооктанового бензина и увеличенного выхода пропилена при каталитической конверсии тяжелой нефти, более эффективное использование нефтяных ресурсов при значительном снижении выхода сухого газа. 3 н. и 23 з.п. ф-лы, 3 ил., 4 табл., 5 пр.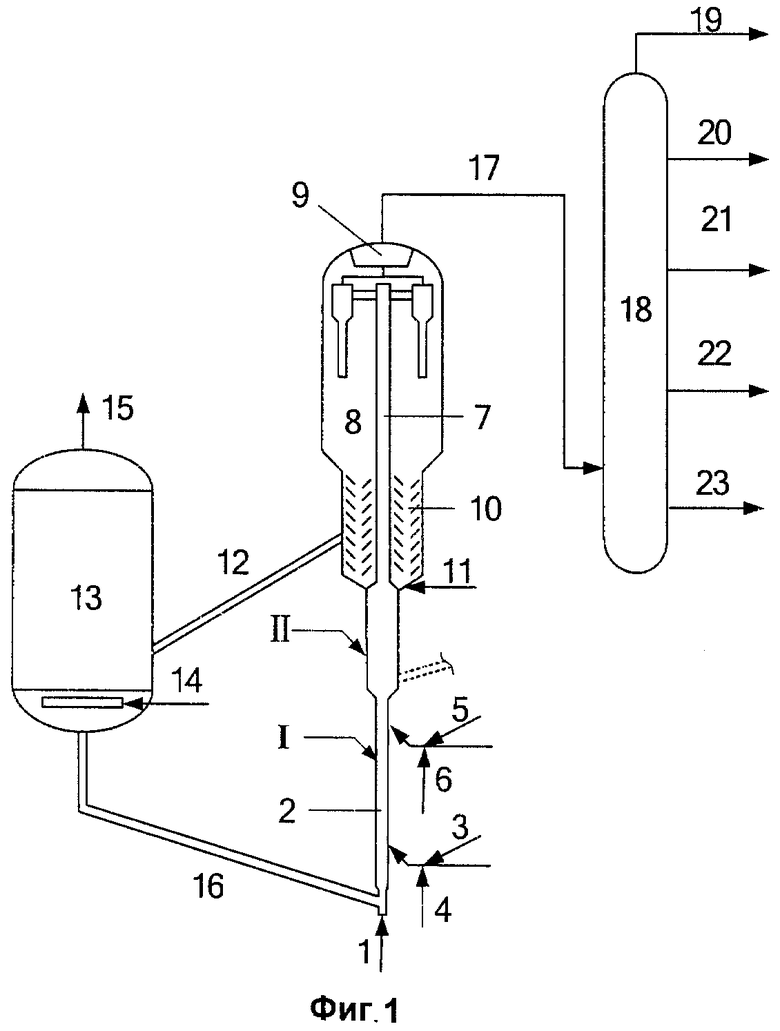
1. Способ каталитической конверсии, который включает каталитическую реакцию крекинга исходного углеводородного сырья, входящего в контакт с катализатором, обогащенным цеолитом со средним размером пор в реакторе, отличающийся тем, что температура реакции, часовая объемная скорость и весовое отношение катализатор/исходное сырье достаточны для достижения выхода газойля жидкостно-каталитического крекинга в количестве от 12% до 60% по весу указанного исходного сырья, в котором указанная часовая объемная скорость поддерживается в диапазоне от 25 ч-1 до 100 ч-1, указанная температура реакции поддерживается в диапазоне от 450°С до 600°С и указанное весовое отношение катализатор/исходное сырье выбрано в пределах от 1 до 30,
в котором температура начала кипения газойля жидкостно-каталитического крекинга не ниже 260°С, и содержание водорода в газойле жидкостно-каталитического крекинга составляет не менее 10,5% по весу;
в котором указанный катализатор содержит цеолит, неорганическую окись и дополнительно глину, которые составляют следующее процентное содержание от общего веса катализатора, соответственно: цеолит 1-50% по весу, неорганическая окись 5-99% по весу и глина от более 0 до не более 70% по весу, при этом указанный цеолит выбран из цеолита со средним размером пор и дополнительного цеолита с большим размером пор, указанный цеолит со средним размером пор составляет 51-100% общего веса цеолита и указанный цеолит с большим размером пор составляет 0-49% общего веса цеолита, указанный цеолит со средним размером пор выбран из цеолитов ряда ZSM и/или цеолитов ZRP и указанный цеолит с большим размером пор выбран из цеолитов ряда Y.
2. Способ по п.1, отличающийся тем, что указанное исходное сырье выбрано из или содержит углеводороды нефти и/или другой нефтепродукт, в котором углеводород нефти представляет собой углеводород, выбранный из группы, состоящей из вакуумного газойля, атмосферного газойля, газойля коксования, деасфальтированной нефти, вакуумного остатка и атмосферного остатка или их смеси, и указанный другой нефтепродукт, выбранный из группы, состоящей из угольной сжиженной нефти, нефти битуминозного песка и сланцевой нефти или их смесей.
3. Способ по п.1, отличающийся тем, что указанный реактор содержит лифт-реактор, изолинейный псевдоожиженный слой, псевдоожиженный слой с постоянным диаметром, нисходящую передаточную линию и восходящую передаточную линию или их комбинацию или комбинацию из двух или нескольких однотипных реакторов, в котором указанная комбинация является каскадной и/или параллельной, и в котором указанный лифт-реактор представляет собой обычный лифт-реактор с постоянным диаметром или лифт-реакторы переменного диаметра.
4. Способ по п.1, отличающийся тем, что указанное исходное сырье загружают в реактор из одного положения или из двух или нескольких положений, высота которых может быть одинаковой или различной.
5. Способ по п.1, отличающийся тем, что температура реакции равна 460-580°С, часовая объемная скорость составляет 30-80 ч-1 и весовое отношение катализатор/исходное сырье составляет 2-15.
6. Способ по п.1, отличающийся тем, что температура реакции поддерживается в диапазоне 480-540°С.
7. Способ по п.1, отличающийся тем, что часовая объемная скорость составляет 40-60 ч-1.
8. Способ по п.1, отличающийся тем, что отношение катализатор/исходное сырье равно 3-14 по весу.
9. Способ по п.1, отличающийся тем, что реакция осуществляется под давлением 0,1-1,0 МПа.
10. Способ по п.1, отличающийся тем, что он дополнительно содержит продукты реакции и катализатор, отделенные друг от друга, в котором катализатор очищается, регенерируется путем выжигания кокса и затем возвращается в реактор; отделенные продукты включают пропилен, высокооктановый бензин и газойль жидкостно-каталитического крекинга.
11. Способ по п.1, отличающийся тем, что температура начала кипения газойля жидкостно-каталитического крекинга не ниже 330°С, и содержание водорода в газойле жидкостно-каталитического крекинга составляет не менее 10,8% по весу.
12. Способ каталитической конверсии, в котором исходное сырье реагирует, входя в контакт с катализатором, обогащенным цеолитом со средним размером пор в реакторе, отличающийся тем, что в нем:
(1) указанное исходное сырье включает трудно крекируемое сырье и легко крекируемое сырье, которые вводятся в реактор из одного положения или из двух или нескольких положений, высота которых может быть одинаковой или различной,
(2) трудно крекируемое сырье реагирует в реакторе одновременно с легко крекируемым сырьем,
(3) температура реакции, часовая объемная скорость и весовое отношение катализатор/исходное сырье достаточны для достижения выхода газойля жидкостно-каталитического крекинга в количестве от 12% до 60% по весу легко крекируемого сырья,
(4) указанная часовая объемная скорость легко крекируемого сырья составляет 5-100 ч-1;
в котором указанный катализатор содержит цеолит, неорганическую окись и дополнительно глину, которые составляют следующее процентное содержание от общего веса катализатора соответственно: цеолит 1-50% по весу, неорганическая окись, 5-99% по весу и глина от более 0 до не более 70% по весу, при этом указанный цеолит выбран из цеолита со средним размером пор и дополнительного цеолита с большим размером пор, указанный цеолит со средним размером пор составляет 51-100% общего веса цеолита и указанный цеолит с большим размером пор составляет 0-49% общего веса цеолита, указанный цеолит со средним размером пор выбран из цеолитов ряда ZSM и/или цеолитов ZRP и указанный цеолит с большим размером пор выбран из цеолитов ряда Y;
в котором условия реакции трудно крекируемого сырья следующие:
температура реакции поддерживается в диапазоне от 600°С до 750°С, часовая объемная скорость поддерживается в диапазоне от 100 ч-1 до 800 ч-1, весовое отношение катализатор/исходное сырье выбрано между 30 до 150, реактивное давление поддерживается в диапазоне от 0,10 МПа до 1,00 МПа и весовое отношение пар/трудно крекируемое сырье выбрано в пределах от 0,05 до 1,00;
в котором условия реакции легко крекируемого сырья следующие:
температура реакции поддерживается в диапазоне от 450°С до 600°С, часовая объемная скорость поддерживается в диапазоне от 5 ч-1 до 100 ч-1, весовое отношение катализатор/исходное сырье выбрано в пределах от 1 до 30, реактивное давление поддерживается в диапазоне от 0,10 МПа до 1,00 МПа, весовое отношение пар/трудно крекируемое сырье выбрано в пределах от 0,05 до 1,00;
в котором температура начала кипения газойля жидкостно-каталитического крекинга не ниже 260°С, и содержание водорода в газойле жидкостно-каталитического крекинга составляет не менее 10,5% по весу.
13. Способ по п.12, отличающийся тем, что указанное трудно крекируемое сырье выбрано из или содержит суспензию, дизельное топливо, бензин, углеводороды с 4-8 атомами углерода или их смесь.
14. Способ по п.12, отличающийся тем, что указанное легко крекируемое сырье выбрано из или содержит углеводороды нефти и/или другой нефтепродукт, в котором углеводород нефти представляет собой углеводород, выбранный из группы, состоящей из вакуумного газойля, атмосферного газойля, газойля коксования, деасфальтированной нефти, вакуумного остатка и атмосферного остатка или их смеси, и другой нефтепродукт, выбранный из группы, состоящей из угольной сжиженной нефти, нефти битуминозного песка и сланцевой нефти или их смесей.
15. Способ по п.12, отличающийся тем, что указанный реактор содержит лифт-реактор, изолинейный псевдоожиженный слой, псевдоожиженный слой с постоянным диаметром, нисходящую передаточную линию и восходящую передаточную линию или их комбинацию или комбинацию из двух или нескольких однотипных реакторов, в котором указанная комбинация является каскадной и/или параллельной, и в котором указанный лифт-реактор представляет собой обычный лифт-реактор с постоянным диаметром или лифт-реакторы переменного диаметра.
16. Способ по п.12, отличающийся тем, что температура реакции легко крекируемого сырья поддерживается в диапазоне от 460°С до 560°С.
17. Способ по п.12, отличающийся тем, что часовая объемная скорость легко крекируемого сырья составляет от 10 ч-1 до 90 ч-1.
18. Способ по п.12, отличающийся тем, что весовое отношение катализатор/исходное сырье выбрано в пределах от 1 до 14.
19. Способ по п.12, отличающийся тем, что он дополнительно содержит:
(1) продукты реакции и катализатор, отделенные друг от друга, в котором катализатор очищается, регенерируется путем выжигания кокса и затем возвращается в реактор; и
(2) отделенные продукты включают пропилен, высокооктановый бензин и газойль жидкостно-каталитического крекинга.
20. Способ по п.12, отличающийся тем, что температура начала кипения газойля жидкостно-каталитического крекинга не ниже 330°С, и содержание водорода в газойле жидкостно-каталитического крекинга составляет не менее 10,8% по весу.
21. Способ каталитической конверсии для производства пропилена и высокооктанового бензина, отличающийся тем, что он осуществляется следующим образом:
(1) исходное сырье, включающее трудно крекируемое сырье, входит в контакт с катализатором, обогащенным цеолитом со средним размером пор, и подвергается крекингу в реакторе при следующих рабочих условиях: температура реакции поддерживается в диапазоне от 600°С до 750°С, часовая объемная скорость поддерживается в диапазоне от 100 ч-1 до 800 ч-1, реактивное давление поддерживается в диапазоне от 0,10 МПа до 1,00 МПа, весовое отношение катализатор/трудно крекируемое сырье выбрано от 30 до 150 и отношение пар/трудно крекируемое сырье выбрано в диапазоне от 0,05 до 1,00 по весу,
(2) поток продуктов реакции, содержащий трудно крекируемое сырье, вместе с легко крекируемым сырьем, подвергается крекингу при следующих рабочих условиях: температура реакции поддерживается в диапазоне от 450°С до 600°С, часовая объемная скорость поддерживается в диапазоне от 5 ч-1 до 100 ч-1, реактивное давление от 0,10 МПа до 1,00 МПа, весовое отношение катализатор/легко крекируемое сырье поддерживается от 1,0 до 30,0 и весовое отношение пар/трудно крекируемое сырье выбрано в пределах от 0,05 до 1,00 по весу,
(3) отработанный катализатор и пары продукта отделяются циклонным сепаратором; как вариант отработанный катализатор загружается в секцию очистки и очищается, очищенный отработанный катализатор регенерируется путем выжигания кокса и возвращается в реактор; пары продукта отделяются, чтобы получить продукт, включающий пропилен, высокооктановый бензин и газойль жидкостно-каталитического крекинга,
(4) указанный газойль жидкостно-каталитического крекинга подвергается гидроочистке и/или извлекается с ароматическими углеводородами, чтобы получить гидроочищенный газойль жидкостно-каталитического крекинга и/или рафинат газойля жидкостно-каталитического крекинга, при этом гидроочищенный газойль жидкостно-каталитического крекинга и/или указанный рафинат газойля жидкостно-каталитического крекинга возвращаются на стадию (1) и/или на стадию (2) как трудно крекируемое сырье и/или легко крекируемое сырье;
в котором указанный катализатор содержит цеолит, неорганическую окись и дополнительно глину, которые составляют следующее процентное содержание от общего веса катализатора: цеолит 1-50% по весу, неорганическая окись 5-99% по весу и глина от более 0 до не более 70% по весу, при этом указанный цеолит выбран из цеолита со средним размером пор и дополнительного цеолита с большим размером пор, при этом указанный цеолит со средним размером пор составляет 51-100% общего веса цеолита и указанный цеолит с большим размером пор составляет 0-49% общего веса цеолита, указанный цеолит со средним размером пор выбран из цеолитов ряда ZSM и/или цеолитов ZRP и указанный цеолит с большим размером пор выбран из цеолитов ряда Y;
в котором температура начала кипения газойля жидкостно-каталитического крекинга не ниже 260°С, и содержание водорода в газойле жидкостно-каталитического крекинга составляет не менее 10,5% по весу.
22. Способ по п.21, отличающийся тем, что указанное трудно крекируемое сырье выбрано из или содержит суспензию, дизельное топливо, бензин, углеводороды с 4-8 атомами углерода или их смесь; указанное легко крекируемое сырье выбрано из или содержит углеводороды нефти и/или другой нефтепродукт, в котором углеводород нефти представляет собой углеводород, выбранный из группы, состоящей из вакуумного газойля, атмосферного газойля, газойля коксования, деасфальтированной нефти, вакуумного остатка и атмосферного остатка или их смеси, и другой нефтепродукт, выбранный из группы, состоящей из угольной сжиженной нефти, нефти битуминозного песка и сланцевой нефти или их смесей.
23. Способ по п.21, отличающийся тем, что температура начала кипения газойля жидкостно-каталитического крекинга не ниже 330°С, и содержание водорода в газойле жидкостно-каталитического крекинга составляет не менее 10,8% по весу.
24. Способ по п.21, отличающийся тем, что указанные пары продукта на стадии (3) могут быть отделены, чтобы получить фракцию разгонки в диапазоне 180-260°С, фракция возвращается на стадию (1) и/или на стадию (2) как трудно крекируемое сырье и/или как легко крекируемое сырье.
25. Способ по п.21, отличающийся тем, что указанный цеолит со средним размером пор составляет 70-100% общего веса цеолита.
26. Способ по п.21, отличающийся тем, что указанный реактор содержит лифт-реактор, изолинейный псевдоожиженный слой, псевдоожиженный слой с постоянным диаметром, нисходящую передаточную линию и восходящую передаточную линию или их комбинацию или комбинацию из двух или нескольких однотипных реакторов, в котором указанная комбинация является каскадной и/или параллельной, и в котором указанный лифт-реактор представляет собой обычный лифт-реактор с постоянным диаметром или лифт-реакторы переменного диаметра.
| US 5326465 А, 05.07.1994 | |||
| US 20010056216 A1, 27.12.2001 | |||
| Способ контроля и настройки топливного регулятора запуска газотурбинного двигателя | 1989 |
|
SU1762299A1 |
| СПОСОБ КАТАЛИТИЧЕСКОЙ КОНВЕРСИИ УГЛЕВОДОРОДНОГО СЫРЬЯ | 1994 |
|
RU2144525C1 |
| СПОСОБ КАТАЛИТИЧЕСКОГО ОБЛАГОРОЖИВАНИЯ ЛЕГКИХ УГЛЕВОДОРОДОВ НЕФТИ, СОПРОВОЖДАЮЩИЙСЯ НИЗКОТЕМПЕРАТУРНОЙ РЕГЕНЕРАЦИЕЙ КАТАЛИЗАТОРА | 2002 |
|
RU2276182C2 |

