Ссылка на родственные заявки
Согласно настоящей заявке испрашивается приоритет в соответствии с заявкой на выдачу патента Италии №102020000016837, поданной 10/07/2020, которая полностью включена в данный документ посредством ссылки.
Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к способу обработки и машине для перераспределения керамических изделий из группы керамических изделий (обычно плитки или упаковки, содержащей плитку).
Предшествующий уровень техники настоящего изобретения
В области керамической промышленности керамические изделия, выходящие с производственных линий, группируют для формирования соответствующих групп керамических изделий, которые обычно располагают вертикально (то есть боком) на опорных конструкциях, например на поддонах, чтобы они занимали как можно меньше места, для получения единиц хранения, которые хранят в подходящих зонах сбора, откуда такие единицы хранения забирают, когда необходимо сформировать заказ на отгрузку керамических изделий.
В частности всякий раз, когда необходимо сформировать заказ на отгрузку керамических изделий, одну или несколько единиц хранения забирают в зоне сбора и транспортируют в зону для вскрытия и сортировки единиц хранения (также называемую «сборочная площадка»), где оператор вручную или с помощью соответствующего оборудования (например нулевого балансира) берет из каждой единицы хранения количество керамических изделий, которое нужно отправить, и вручную располагает такие керамические изделия на другой опорной конструкции, например на дополнительном поддоне, в контейнере или на стеллаже, или на столе и так далее, чтобы получить единицу транспортировки.
Однако очевидно, что такие процедуры являются относительно длительными, неэффективными и опасными для керамических изделий (которые можно повредить). Кроме того, они особенно сложны и утомительны для операторов, учитывая обычно большой вес керамических изделий (и их коробок).
Другая система для перераспределения керамических изделий известного типа описана в документе ЕР 3248915 А1, в котором представлена подача керамических изделий разной формы на подходящую транспортировочную линию, с которой такие изделия затем берут с помощью робота с присосками и сортируют на тележки, каждая из которых предназначена содержать керамические изделия заданной формы. Такая система требует длительных процедур, сложных систем и опасна для керамических изделий, которые можно погнуть и/или повредить при взятии и/или во время перемещения с транспортировочной линии на соответствующую тележку.
В попытке найти средство для устранения таких недостатков и для разработки более эффективных процедур формирования единиц транспортировки были разработаны системы, позволяющие брать подлежащие отгрузке изделия из единиц хранения с помощью роботов, снабженных подъемными захватами, имеющими горизонтальную фиксацию для перемещения керамических изделий.
Такие подъемные захваты захватывают сбоку керамические изделия, обычно входя в контакт с краями керамических изделий. В связи с этим следует отметить, что нежелательно оказывать давление непосредственно на лицевую сторону плитки, так как существует высокий риск того, что при этом можно вызвать разрушение плитки. Кроме того, недостатком подъемных захватов, имеющих горизонтальную фиксацию, является необходимость достаточного свободного пространства вокруг изделий, которые нужно брать, для правильного функционирования. Это не позволяет извлекать все керамические изделия из складской конструкции (где изделия сгруппированы и расположены близко друг к другу и/или соприкасаются) простым способом и/или без риска их повреждения.
Решение таких проблем было предложено в патентных заявках №102019000007851, 102020000010729 и 102019000015380, которые предусматривают введение рифленой подложки между разными слоями керамических изделий из группы керамических изделий складской конструкции и использование удерживающего устройства с зубьями, которые можно вставлять в желобки рифленой подложки под каждым слоем керамических изделий для подъема по меньшей мере одного керамического изделия, чтобы можно было брать различные керамические изделия группы керамических изделий слой за слоем. Однако также это решение имеет некоторые недостатки, среди которых следующие, расположение рифленой подложки между различными слоями керамических изделий происходит с помощью вставных устройств, которые не обеспечивают высокой точности размещения рифленой подложки, которая, кроме того, может подвергаться движениям и/или деформациям также после вставки между разными слоями группы керамических изделий. Это делает невозможным точное определение положения желобков и, следовательно, положения, в которое следует вставить зубья удерживающего устройства в момент взятия керамического изделия, если только предварительно не определить точное положение рифленой подложки, что влечет за собой усложнение операций взятия каждого керамического изделия и увеличение времени, необходимого для такого взятия. Кроме того, определение точного положения рифленой подложки не всегда возможно (так как после вставки между керамическими изделиями рифленая подложка полностью окружена керамическими изделиями), а также, когда это возможно, требуется установка подходящего устройства обнаружения с явными экономическими недостатками.
Подобные проблемы очевидны также в системе укладки на поддоны для картонных листов, описанной в документе DE 10356563.
Задачей настоящего изобретения является предоставление способа обработки и машины для перераспределения керамических изделий из группы керамических изделий, которые позволяют преодолеть, по крайней мере частично, недостатки предшествующего уровня техники и одновременно реализация которых является простой и экономичной.
Краткое раскрытие настоящего изобретения
В соответствии с настоящим изобретением предложены способ обработки и машина для перераспределения керамических изделий из группы керамических изделий, в соответствии с тем, что раскрыто в приложенных независимых пунктах формулы изобретения, и предпочтительно, в любом из пунктов формулы изобретения, прямо или косвенно зависимых от упомянутых независимых пунктов формулы изобретения.
В формуле изобретения описаны предпочтительные варианты осуществления настоящего изобретения, составляющие неотъемлемую часть настоящего описания.
Краткое описание фигур
Изобретение описано ниже со ссылкой на прилагаемые фигуры, которые иллюстрируют некоторые неограничивающие иллюстративные варианты его осуществления, на которых:
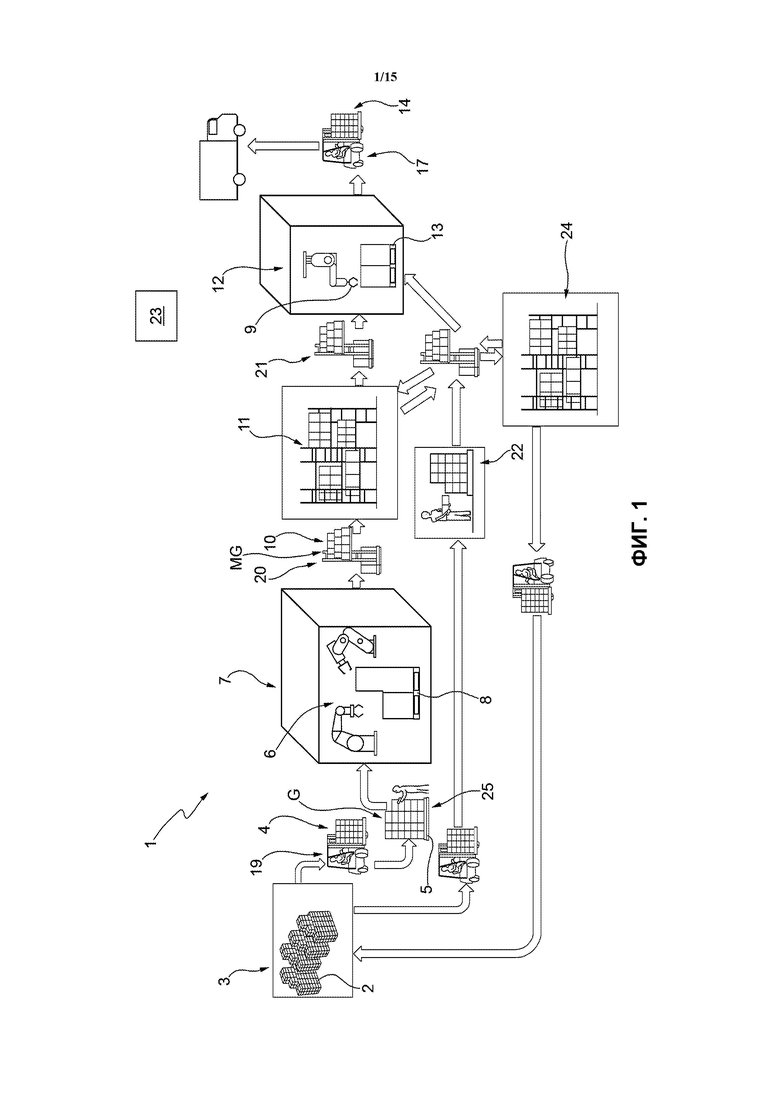
на фиг. 1 представлен схематичный вид установки для обработки керамических изделий;
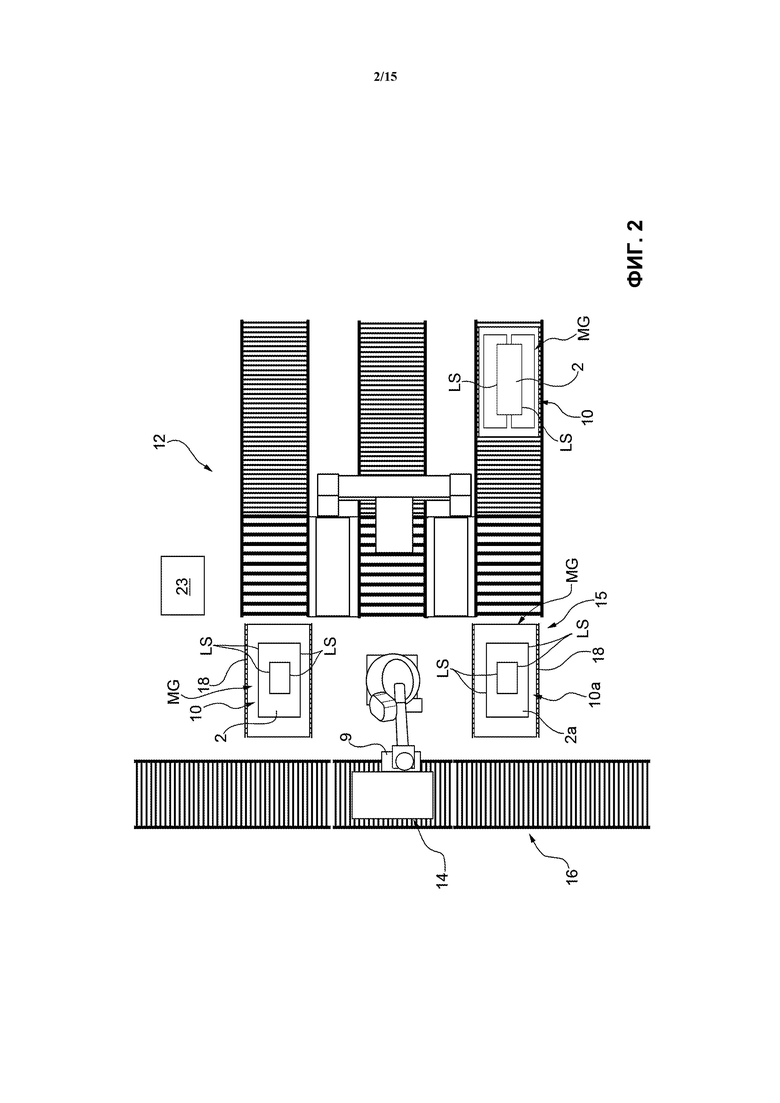
на фиг. 2 представлен вид сверху формирующей машины для формирования заказа на отгрузку, которая является частью установки на фиг. 1;
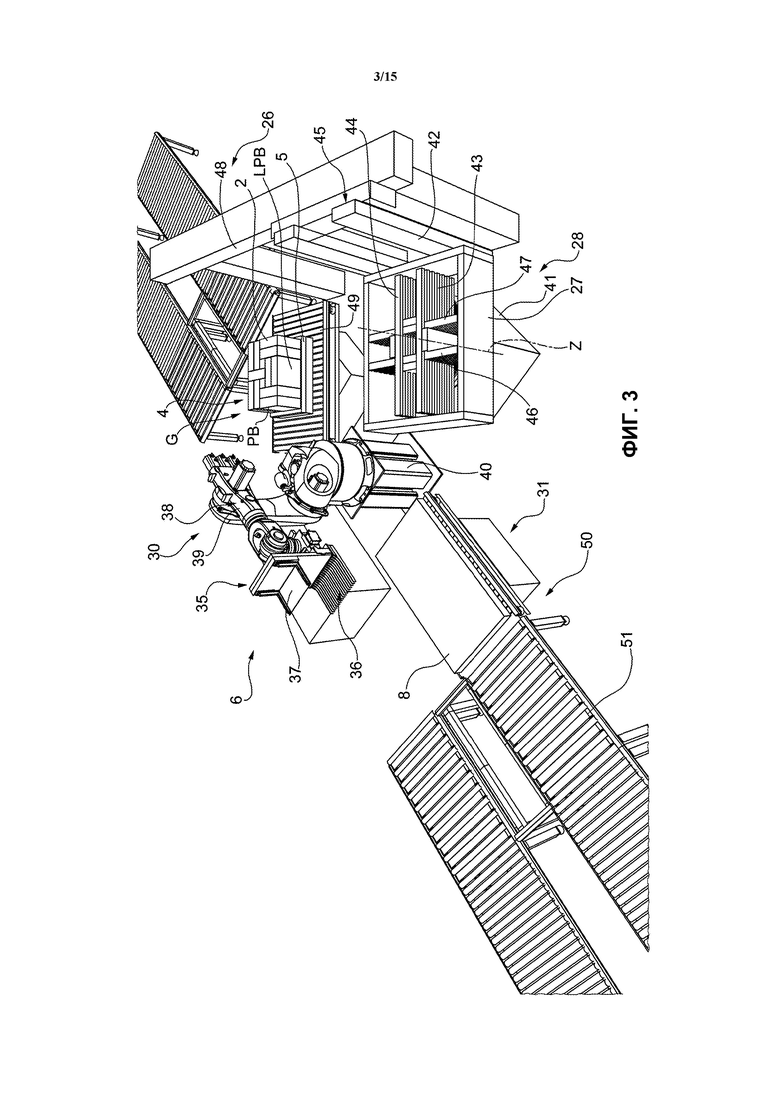
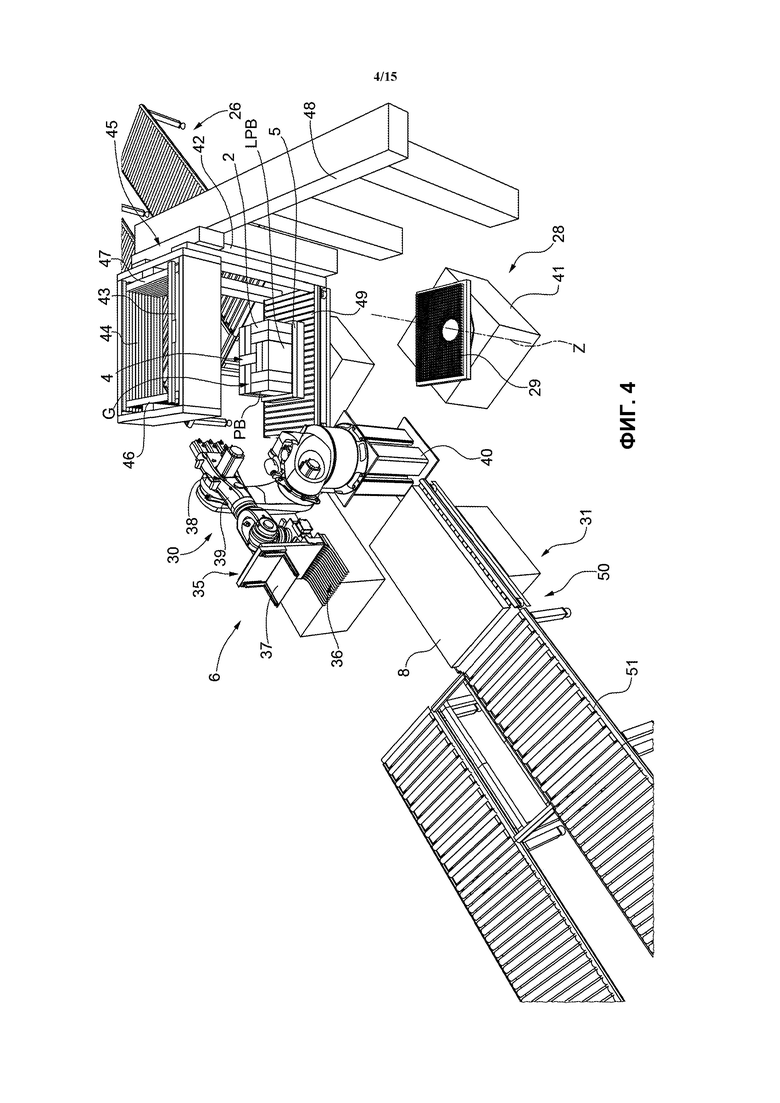
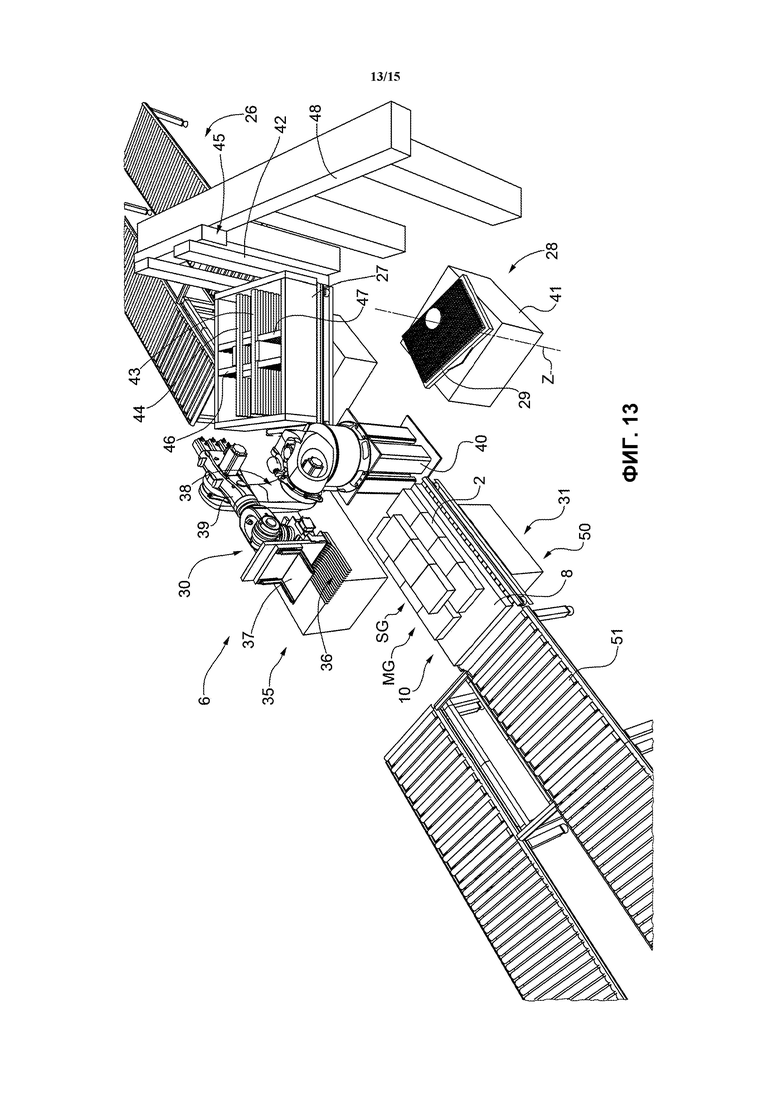
на фиг. 3-13 представлен вид в перспективе перегрузочной машины, которая является частью установки на фиг. 1, изготовленной в соответствии с первым вариантом осуществления изобретения, во время последующих этапов процесса перераспределения керамических изделий;
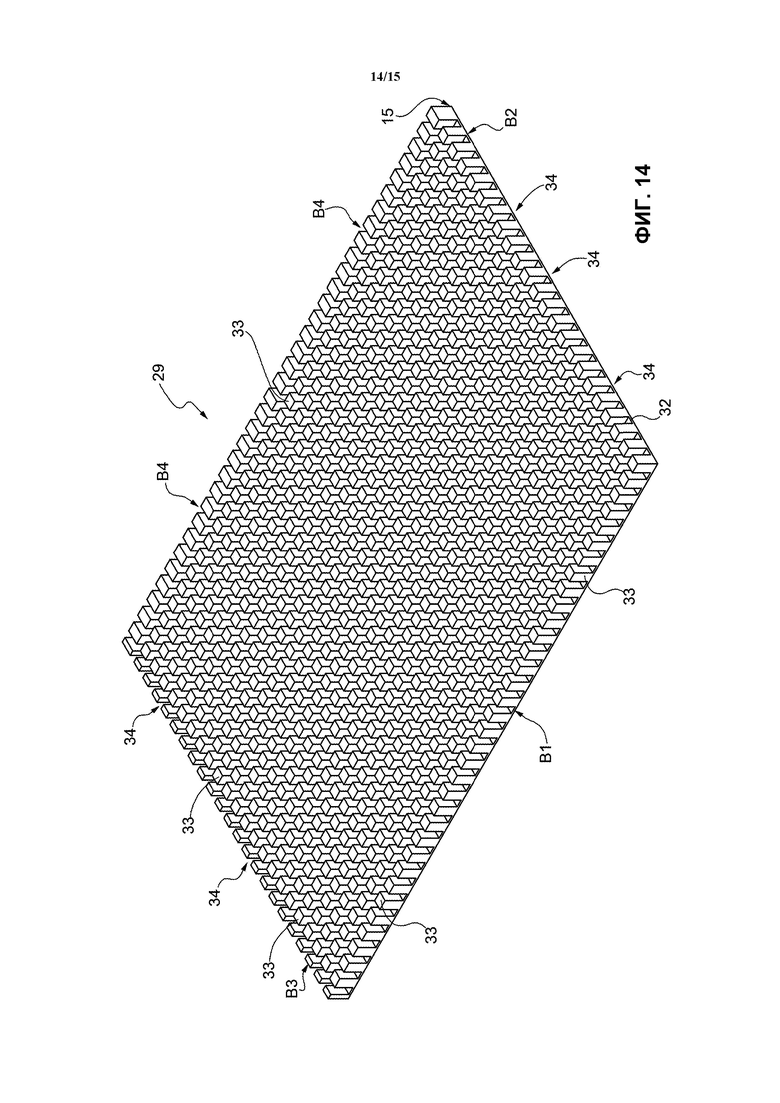
на фиг. 14 представлен вид в перспективе в увеличенном масштабе опоры, которая является частью перегрузочной машины фиг. 3-13;
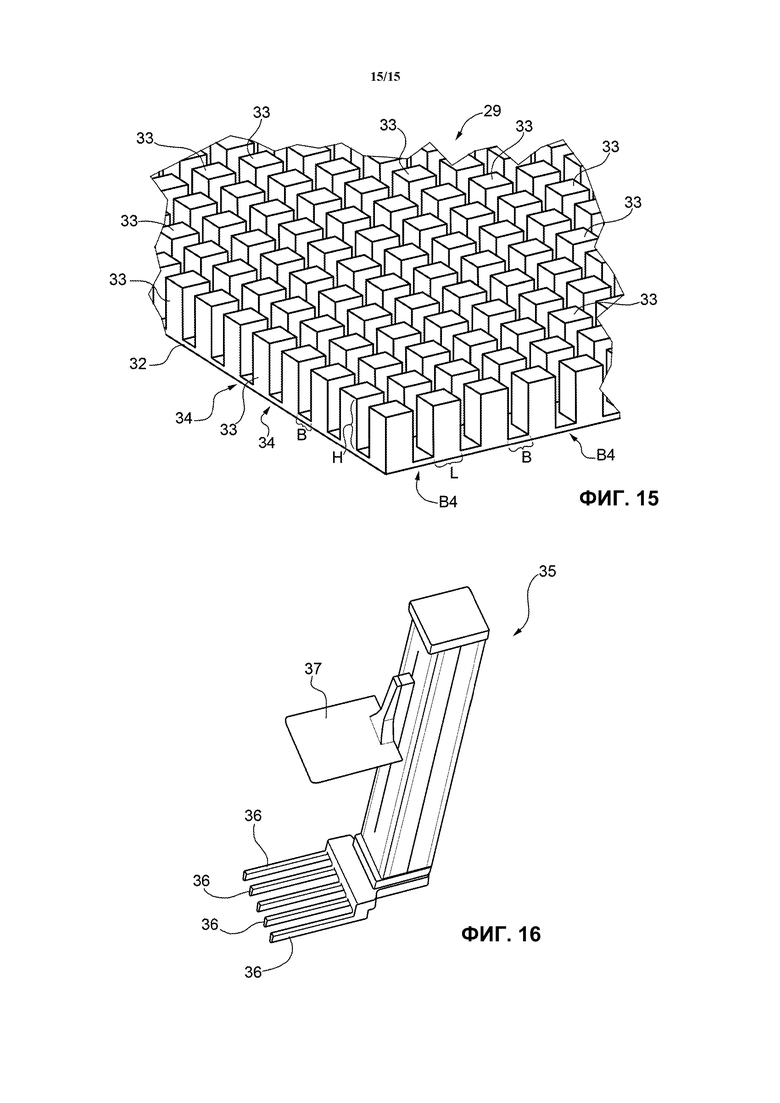
на фиг. 15 показана в увеличенном масштабе часть опоры на фиг. 14; а
на фиг. 16 представлен вид в перспективе в увеличенном масштабе удерживающей головки движущего устройства, которая является частью перегрузочной машины фиг. 3-13.
Подробное раскрытие настоящего изобретения
На фиг. 1 ссылочным номером 1 в целом обозначена установка для обработки керамических изделий 2.
В настоящем описании выражение «керамическое изделие 2» означает один единственный керамический продукт, например один единственный керамический лист или плитку, или коробку керамических продуктов одного типа, или связку коробок керамических продуктов, или множество керамических продуктов одного типа, связанных вместе, например, с помощью одной или нескольких лент или с помощью упаковочной пленки.
Установка 1 для обработки керамических изделий 2 содержит: зону 3 сбора, например, показанную на прилагаемых фигурах площадку для сбора, причем указанная зона 3 сбора содержит множество единиц 4 хранения, каждая из которых содержит группу G керамических изделий 2, которая, в свою очередь, содержит (в некоторых неограничивающие случаях состоит из) опорной конструкции 5 (например поддона) и множества керамических изделий 2, размещенных на опорной конструкции 5 в соответствии с первым заданным расположением; и перегрузочную машину 6, расположенную на пункте 7 перераспределения и выполненную с возможностью перераспределения по крайней мере части керамических изделий 2 (в частности всех керамических изделий 2) из группы G керамических изделий 2 (из по меньшей мере части, в частности из каждой единицы 4 хранения), чтобы получить модифицированную группу MG керамических изделий 2, которая содержит по меньшей мере одну подгруппу SG вышеупомянутого множества керамических изделий 2 из группы G и опорную конструкцию 8 (например поддон), на котором (на опорной конструкции 8) расположены керамические изделия 2 (из такой подгруппы SG) со вторым заданным расположением, отличным от первого заданного расположения, чтобы создать по меньшей мере одну единицу 10 хранения (в частности, множество единиц 10 хранения).
В частности, предпочтительно размещать керамические изделия 2 в единице 10 хранения таким образом, чтобы их можно было брать с помощью удерживающего устройства 9. В частности, предпочтительно, но не обязательно, в таком втором заданном расположении керамические изделия 2 из подгруппы SG расположены горизонтально на опорной конструкции 8 (см., например, фиг. 13), чтобы они были устойчивыми на этой опорной конструкции 8 (в частности, без помощи лент или других фиксирующих элементов, которые скрепляют их друг с другом и/или с соответствующей опорной конструкцией 8) и так, чтобы их можно было захватить сбоку с помощью удерживающего устройства 9, в частности с помощью удерживающего устройства 9 с горизонтальной фиксацией. Альтернативно или в комбинации, согласно некоторым предпочтительным, но не ограничивающим вариантам осуществления во втором заданном расположении по меньшей мере часть керамических изделий 2 из подгруппы SG расположены вертикально на опорной конструкции 8 и имеют такую форму, чтобы они были устойчивыми на этой опорной конструкции 8 (в частности, без помощи лент или других фиксирующих элементов, которые скрепляют их друг с другом и/или с соответствующей опорной конструкцией 8) и так, чтобы их можно было захватить с помощью удерживающего устройства 9. В частности, такое последнее расположение является особенно предпочтительным, когда керамические изделия 2 из вышеупомянутой по меньшей мере части керамических изделий 2 из подгруппы SG имеют кубическую форму (в частности, когда каждое керамическое изделие 2 из вышеупомянутой по меньшей мере части керамических изделий 2 из подгруппы SG содержит - более конкретно состоит из -коробки с керамическими продуктами, или из связки коробок с керамическими продуктами, имеющими кубическую форму. Другими словами, во втором заданном расположении керамические изделия 2 расположены друг относительно друга так, чтобы каждое имело по меньшей мере две свободные боковые поверхности LS (см. фиг. 2), чтобы его можно было захватить с помощью удерживающего устройства 9 с горизонтальной фиксацией, например с помощью подъемного захвата, независимо от других.
Предпочтительно, но не обязательно, чтобы первое заданное расположение вместо этого было таким, чтобы керамические изделия 2 группы G занимали как можно меньше места, например предпочтительно, но не обязательно, чтобы керамические изделия 2 располагались в группе G (в частности на опорной конструкции 4) так, чтобы по меньшей мере одна боковая часть, в частности по меньшей мере одна сторона периферийного края РВ (в частности, каждого) керамического изделия 2 была (полностью) закрыта (и, таким образом, недоступна, например, для зажима подъемного захвата) для другого керамического изделия 2, или для другого керамического изделия 2 группы G. Еще более конкретно, предпочтительно, но без ограничения, чтобы в первом заданном расположении керамические изделия 2 располагались вертикально (в частности, боком - см., например, фиг. 3 и 4) на опорной конструкции 5, возможно уложенными друг на друга и/или связанными друг с другом и с опорной конструкцией 5, например, с помощью множества лент и/или посредством упаковочной пленки.
Предпочтительно, установка 1 (как показано на фиг. 1) содержит промежуточный склад 11, предназначенный для приема по меньшей мере части множества единиц 10 хранения, образованных перегрузочной машиной 6; и формирующую машину 12 для формирования заказа на отгрузку, выполненную с возможностью перемещения по меньшей мере одного керамического изделия 2, в частности заданного количества керамических изделий 2, из по меньшей мере одной единицы 10 хранения на опорной конструкции 13, чтобы получить единицу 14 транспортировки.
В частности, согласно некоторым неограничивающим вариантам осуществления (например показанным на фиг. 2) формирующая машина 12 содержит: транспортерное устройство 15 для приема и перемещения единицы 10 хранения; транспортерное устройство 16 для приема опорной конструкции 13 и для перемещения единицы 14 транспортировки в направлении выхода 17; и удерживающее устройство 9, предпочтительно с горизонтальной фиксацией, расположенное и предназначенное для взятия керамического изделия 2 из единицы 10 хранения и перемещения керамического изделия 2 на опорной конструкции 13.
Понятно, что удерживающее устройство 9 может представлять собой удерживающее устройство 9 любого другого типа, например, когда керамическое изделие 2 означает керамический продукт, удерживающее устройство 9 может представлять собой присасывающее удерживающее устройство 9, имеющее, например, множество присосок; или удерживающее устройство 9 может представлять собой вилочное удерживающее устройство 9 и так далее.
Кроме того, следует понимать, что второе заданное расположение может быть любым расположением, которое позволяет такому удерживающему устройству 9 брать каждое керамическое изделие 2, предпочтительно независимо от других.
Предпочтительно, но не обязательно (как показано на фиг. 2), транспортерное устройство 15 содержит (в частности, состоит из) двух транспортеров 18, обращенных друг к другу и к сторонам удерживающего устройства 9 и каждый из которых предназначен для приема единицы 10 хранения, из которой, предпочтительно, но не обязательно, удерживающее устройство 9 может брать керамические изделия 2 разных типов для составления единицы 14 транспортировки.
Согласно некоторым предпочтительным, но не ограничивающим не показанным вариантам осуществления, формирующая машина 12 дополнительно содержит упаковочное устройство (известного типа, которое далее в настоящем документе не описано) для упаковки единицы 14 транспортировки перед перемещением последней в направлении выхода 17.
Кроме того, предпочтительно, но без ограничения (как показано на фиг. 1) установка 1 также содержит: по меньшей мере одно перемещающее устройство 19, предназначенное для взятия единицы 4 хранения в зоне 3 сбора и перемещения единицы 4 хранения в направлении пункта 7 перераспределения; перемещающее устройство 20 для перемещения единицы 10 хранения, созданной на пункте 7 перераспределения, на промежуточный склад 11; и перемещающее устройство 21 для перемещения керамического изделия 2 из единицы 10 хранения, в частности заданного количества керамических изделий 2 из единицы 10 хранения, с промежуточного склада 11 в формирующую машину 12.
Еще более конкретно, предпочтительно, но не обязательно, перемещающее устройство 21 перемещает единицу 10 хранения с промежуточного склада 11 в формирующую машину 12, которая (формирующая машина 12) выполнена с возможностью перемещения керамического изделия 2, в частности заданного количества керамических изделий 2, предназначенных для формирования единицы 14 транспортировки, на опорной конструкции 13, чтобы получить единицу 14 транспортировки.
Предпочтительно, но без ограничения, каждое из таких перемещающих устройств 19, 20 и 21 содержит (в частности, представляет собой) удерживающее транспортное средство с автоматическим или ручным приводом, или автопогрузчик, или вилочный погрузчик и так далее.
Согласно некоторым вариантам осуществления, такими как показаны на прилагаемых фигурах, установка 1 также содержит дополнительную зону 22 сбора, предназначенную для приема части единиц 4 хранения, имеющих низкую частоту использования, то есть части единиц 4 хранения, содержащих керамические изделия 2, которые запрашиваются с низкой частотой для формирования заказов на отгрузку, таким образом единиц 14 транспортировки.
Предпочтительно, но не обязательно, установка 1 также содержит блок 23 управления, который выполнен с возможностью управления по крайней мере формирующей машиной 12 и содержит график заказов на отгрузку, при этом указанный график связывает каждый заказ на отгрузку с составом керамических изделий 2, подлежащих отгрузке, в частности с видом керамических изделий 2, подлежащих отгрузке, и количеством керамических изделий 2 (каждого типа), подлежащих отгрузке, и датой отгрузки, чтобы можно было автоматизировать обработку керамических изделий 2.
Согласно некоторым предпочтительным, но не ограничивающим вариантам осуществления установка 1 также содержит блок идентификации (не показан), расположенный в зоне 3 сбора и выполненный с возможностью идентификации каждой единицы 4 хранения, взятой в зоне 3 сбора, и передачи данных в блок 23 управления, так чтобы в зависимости от того, что обнаружено блоком идентификации и от того, что содержится в графике, сортировать единицы 4 хранения между пунктом 7 перераспределения и дополнительной зоной 22 сбора.
Согласно некоторым предпочтительным, но не ограничивающим вариантам осуществления блок 23 управления выполнен также с возможностью управления перемещающими устройствами 19, 20 и 21, в частности, когда такие перемещающие устройства 19, 20 и 21 являются автоматическими устройствами, например удерживающими транспортными средствами с автоматическим приводом.
Согласно некоторым неограничивающим вариантам осуществления (например показанным на фиг. 1) установка 1 содержит дополнительный промежуточный склад 24 для приема часть единиц 10 хранения. В этом случае предпочтительно, но не обязательно, перемещающее устройство 20 выполнено с возможностью транспортировки, в частности в зависимости от графика заказов на отгрузку, некоторых единиц 10 хранения на промежуточный склад 11, а других - на дополнительный промежуточный склад 24.
В частности, предпочтительно, но без ограничения, промежуточный склад 11 устроен и сконфигурирован так, чтобы содержать единицы 10 хранения, предназначенные (согласно графику) для использования для формирования единицы 14 транспортировки в дни непосредственно следующие за ее созданием на пункте 7 перераспределения, то есть складские конструкции 10, также называемые складские конструкции 10 с «высокой ротацией», которые содержат типы керамические изделия 2, запрашиваемые с высокой частотой, которые, таким образом, согласно графику заказов, подлежащих обработке, должны оставаться (находиться) на промежуточном складе 11 небольшие периоды времени, порядка 1-2 дней; при этом дополнительный промежуточный склад 24 устроен и сконфигурирован так, чтобы содержать единицы 10 хранения, предназначенные для использования для формирования единицы 14 транспортировки, согласно графику заказов, подлежащих обработке, только после периода, превышающего по меньшей мере 2 дня, начиная с их создания на пункте 7 перераспределения, то есть складские конструкции 10, также называемые складские конструкции 10 с «низкой ротацией», которые содержат типы керамические изделия 2, запрашиваемые с меньшей частотой по сравнению с запросом керамических изделий 2, расположенных на промежуточном складе 11, и, таким образом, складские конструкции 10, предназначенные оставаться (находиться) на промежуточном складе 24 в течение периода, превышающего по меньшей мере 2 дня.
Согласно не показанным вариантам осуществления промежуточный склад 11 и дополнительный промежуточный склад 24 являются разными зонами одного и того же промежуточного склада.
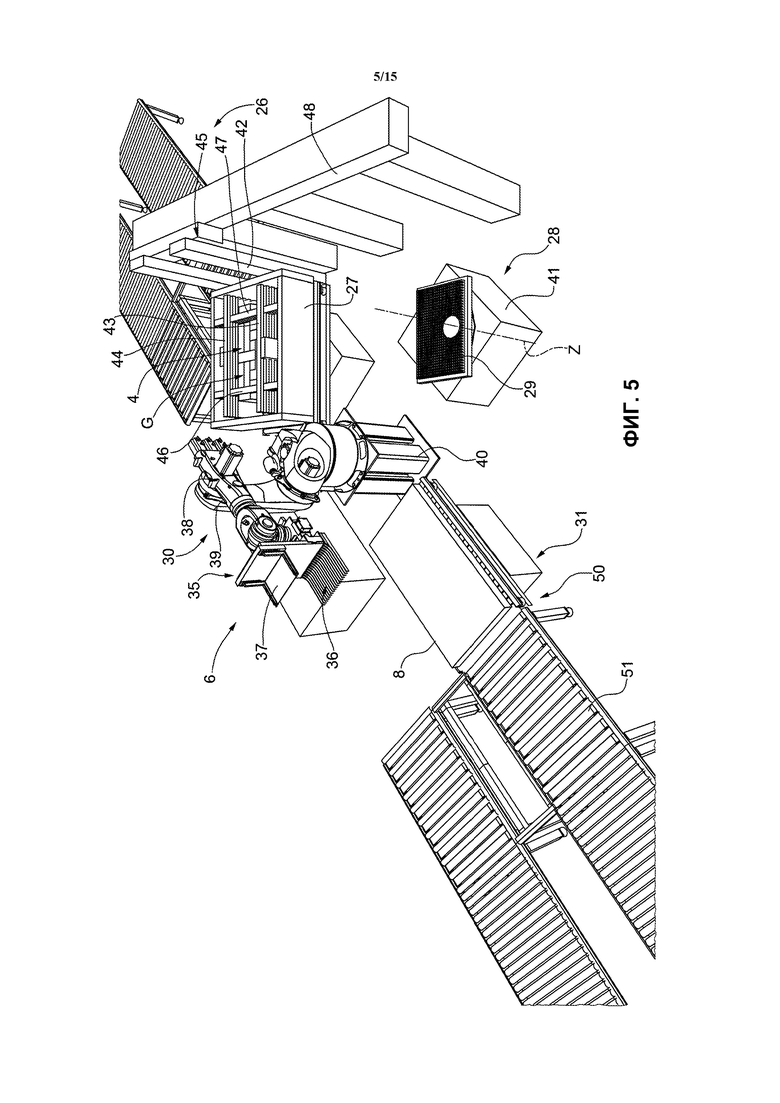
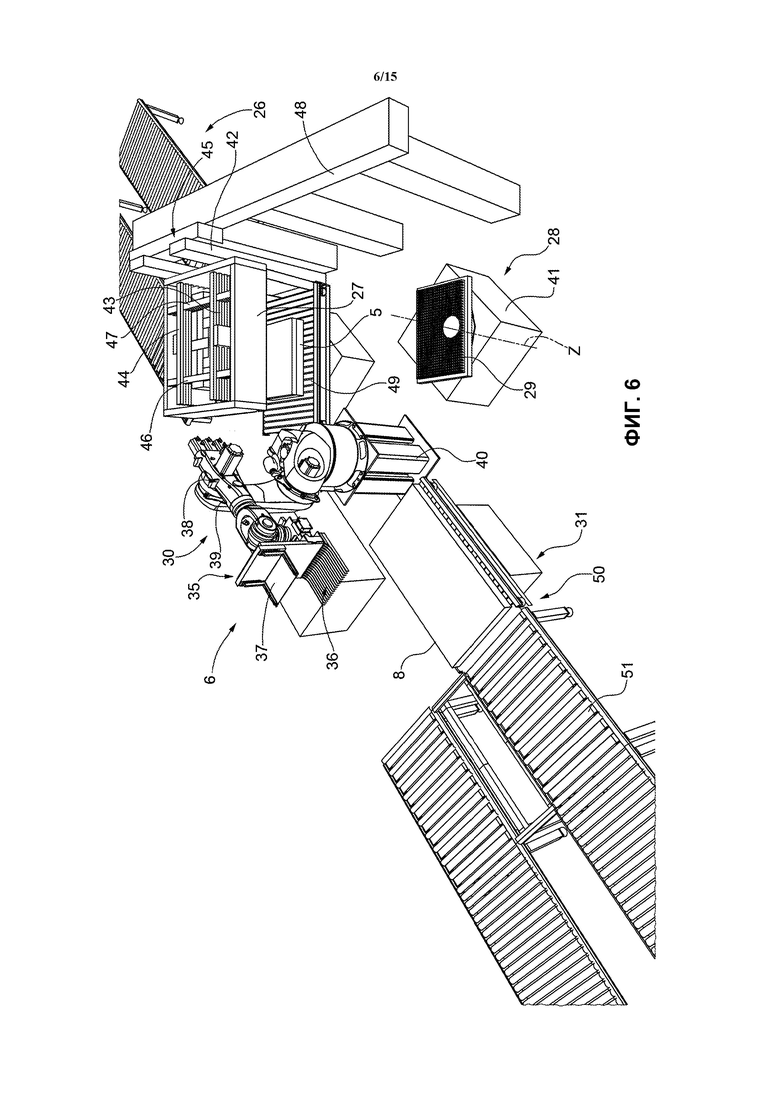
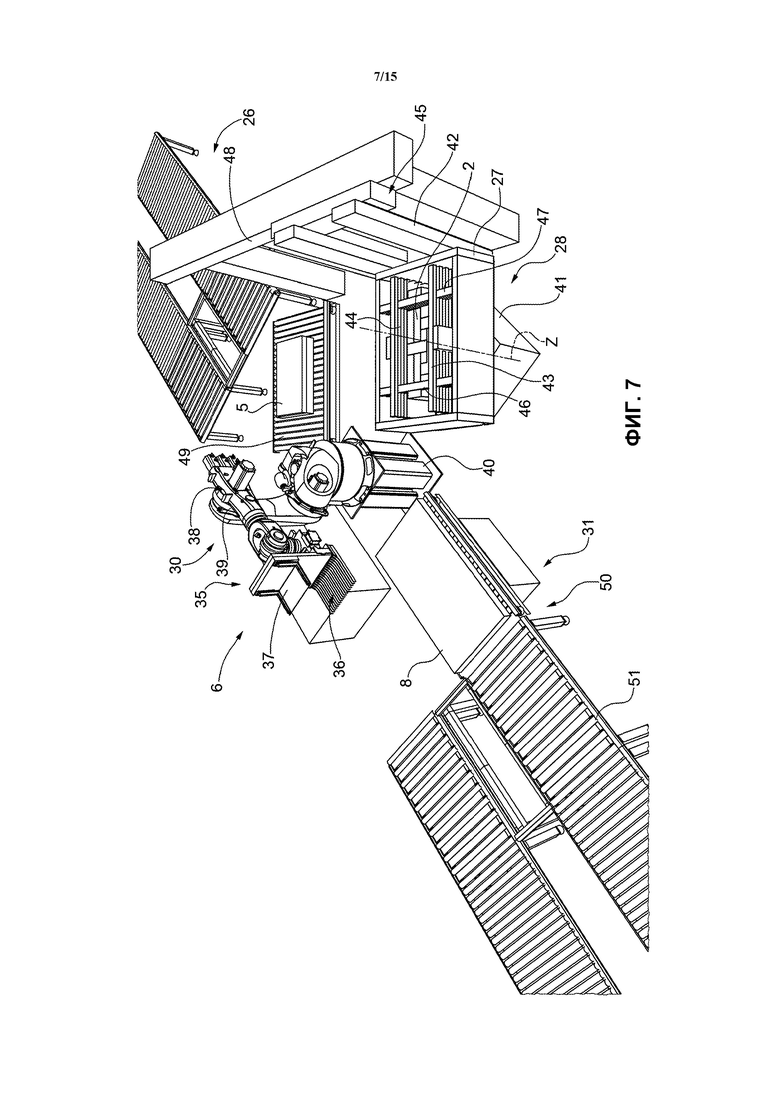
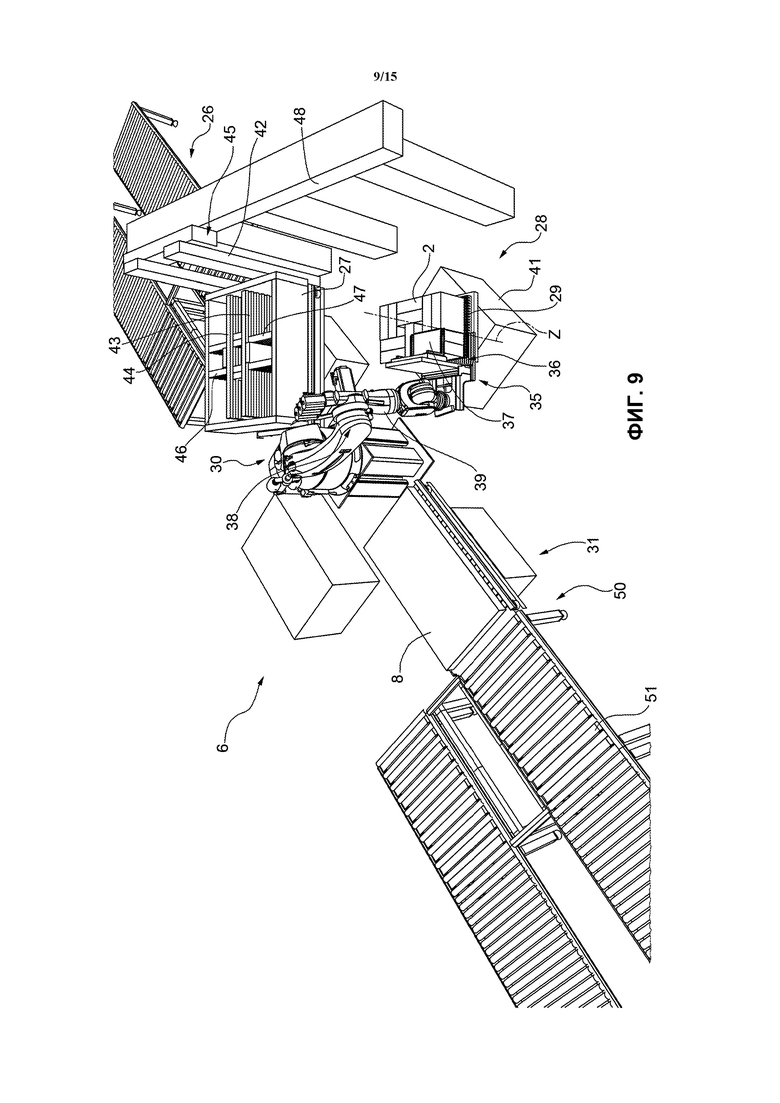
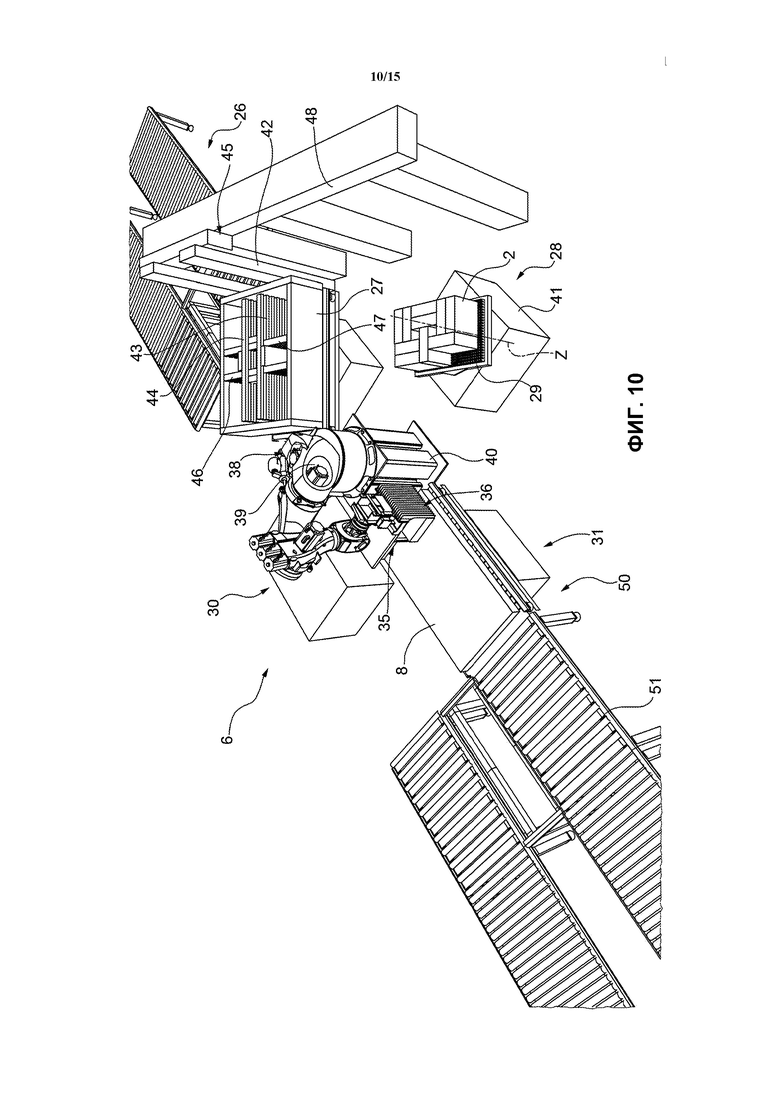
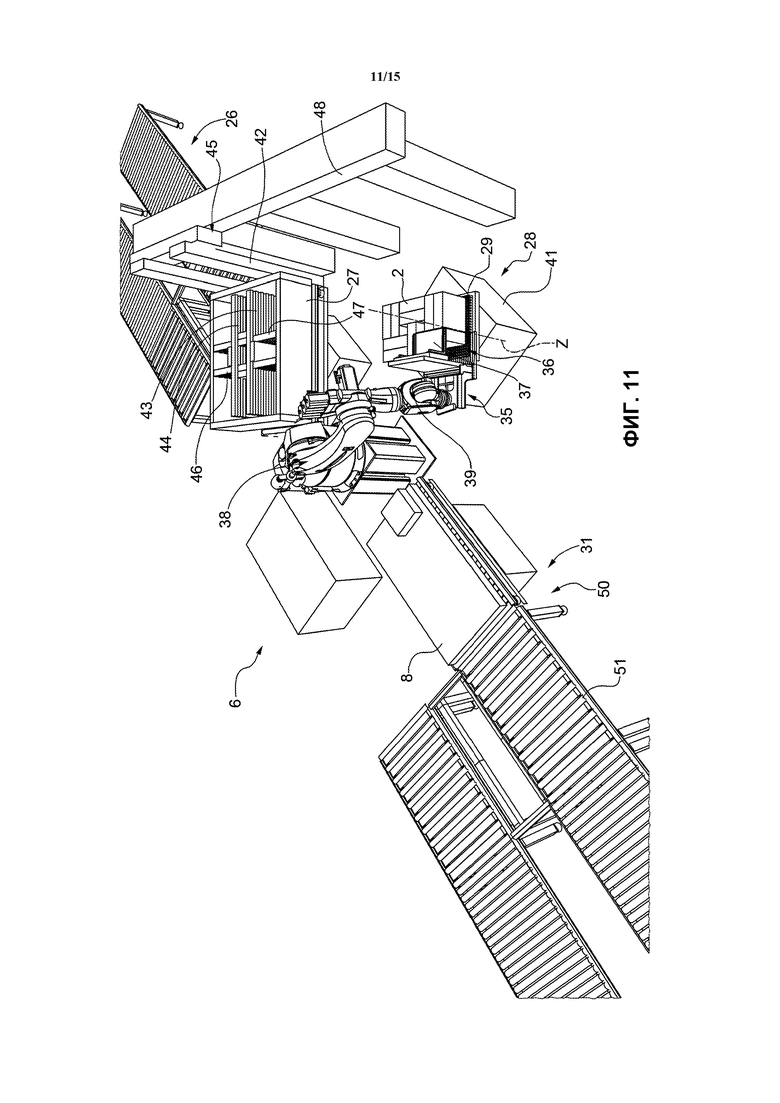
Согласно некоторым вариантам осуществления (например показанным на фиг. 3-13) перегрузочная машина 6 содержит: пункт 26 входа, в зоне которого перемещающее устройство 19 размещает группу G керамических изделий 2 (в частности описанную выше единицу 4 хранения); и движущее устройство 27, выполненное с возможностью взятия по меньшей мере части из множества керамических изделий 2 из группы G с опорной конструкции 5 и перемещения их из пункта 26 входа в пункт 28 разделения.
В частности, предпочтительно, но без ограничения, вышеупомянутая часть множества керамических изделий 2 из группы G (которые предназначены для взятия движущим устройством 27) имеет периферийный край РВ, и движущее устройство 27 выполнено с возможностью контактного окружения (другими словами захвата) по меньшей мере части такого периферийного края РВ, чтобы удерживать вышеупомянутую часть множества керамических изделий 2 и перемещать их из пункта 26 входа в пункт 28 разделения.
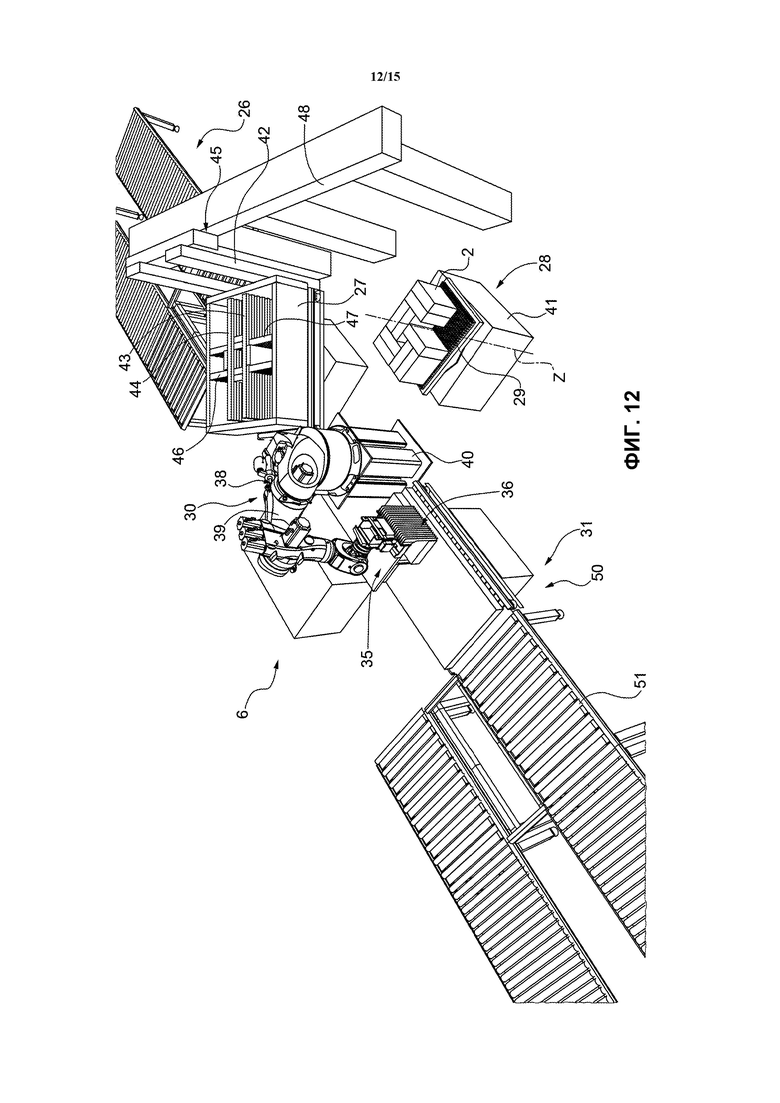
Предпочтительно, перегрузочная машина 6 дополнительно содержит: опору 29, которая расположена в пункте 28 разделения и выполнена с возможностью поддержки керамических изделий 2, которые берет движущее устройство 27; и дополнительное движущее устройство 30, которое выполнено с возможностью перемещения вышеупомянутой подгруппы SG керамических изделий 2 из пункта 28 разделения в пункт 31 выхода и размещения такой подгруппы SG керамических изделий 2 на опорной конструкции 8, расположенной в пункте 31 выхода, находящемся согласно второму заданному расположению, чтобы получить модифицированную группу MG керамических изделий 2, а также вышеупомянутую единицу 10 хранения.
Нужно уточнить, что подгруппа SG керамических изделий 2 представляет собой по меньшей мере часть вышеупомянутой по меньшей мере части множества керамических изделий 2 из группы G, которые берет движущее устройство 27.
В частности, предпочтительно (как показано на фиг. 14 и 15), опора 29 содержит базовую часть 32 и множество выступов 33, которые выступают из базовой части 32, образуя множество углублений 34, каждое из которых расположено между выступами 33 (см., например, фиг. 14 и 15), в частности каждое из которых ограничено (по крайней мере частично) выступами 33. Предпочтительно, но без ограничения, такие выступы 33 выполнены с возможностью поддержки керамических изделий 2.
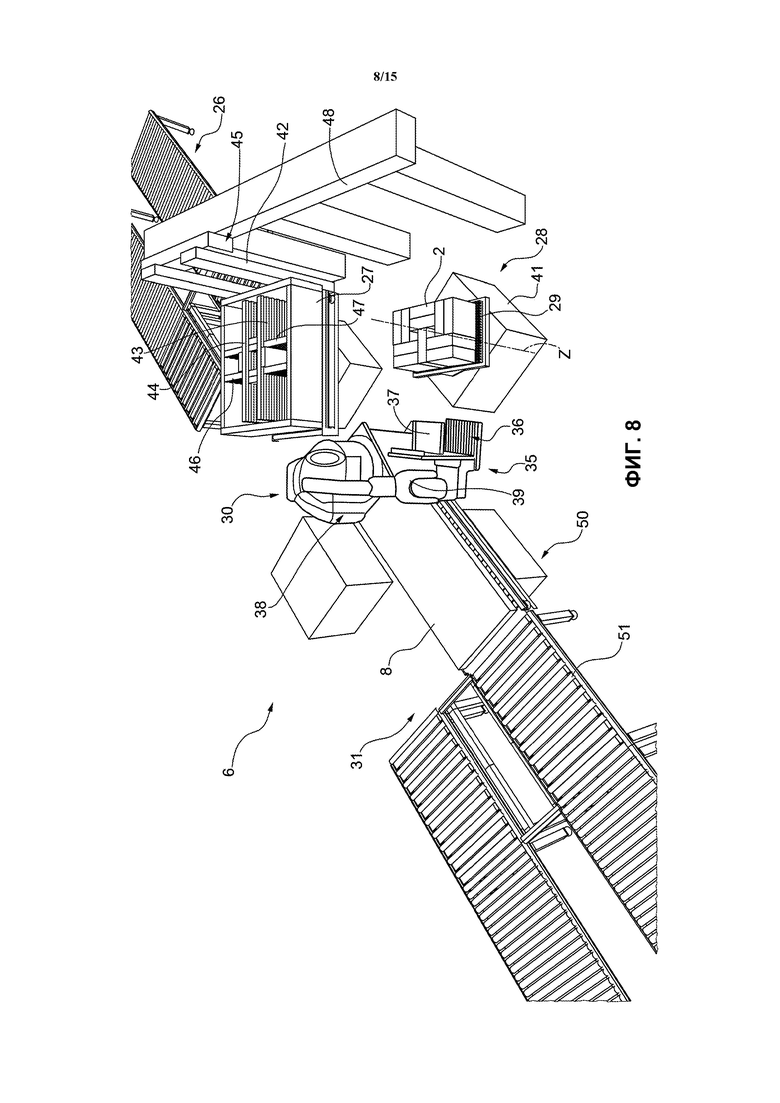
Предпочтительно, движущее устройство 30 содержит удерживающую головку 35, которая, в свою очередь, содержит по меньшей мере два зуба 36, в частности множество зубьев 36 (см., например, фиг. 16), и выполнена с возможностью вставки по меньшей мере части зубьев 36 в соответствующие первые углубления 34 опоры 29, чтобы брать с такой опоры 29 по меньшей мере одно керамическое изделие 2 из вышеупомянутой части множества керамических изделий 2 (транспортируемых движущим устройством 27 на опоре 29). В частности, предпочтительно, но без ограничения, движущее устройство 30 (а более конкретно, удерживающая головка 35) выполнено с возможностью взятия каждого керамического изделия 2 из изделий, расположенных на опоре 29, независимо от других.
Наличие и форма опоры 29 и удерживающей головки 35 позволяют захватывать и перемещать изделие (изделия) 2 с опоры 29 простым и быстрым способом, не мешая другим керамическим изделиям 2 группы G. Таким образом, за счет этого можно снизить риск повреждения других керамических изделий 2, расположенных на опоре 29 во время операций удерживания керамического изделия 2.
Предпочтительно, но без ограничения, опора 29 и/или движущее устройство 30 относятся к типу, описанному в патентных заявках №102019000007851, 102020000010729 и 102019000015380.
Согласно некоторым неограничивающим вариантам осуществления каждое углубление 34 проходит (по крайней мере частично) между двумя рядами непосредственно рядом друг с другом (то есть без промежуточного расположения дополнительных выступов 33).
В частности, предпочтительно, углубления 34 являются по существу прямыми, и еще более предпочтительно они по существу параллельны друг другу.
Со ссылкой на фиг. 14 и 15, предпочтительно, но без ограничения углубления 34 (в частности по меньшей мере часть) проходят от торцевого края В1 опоры 29 до другого торцевого края В4 опоры 29, противоположного торцевому краю В1, таким образом, можно получить доступ (в частности, движущее устройство 30, и еще более конкретно удерживающая головка 35 может получить доступ) к углублениям 34 из разных частей (в частности противоположных) опоры 29. Кроме того, предпочтительно, но не обязательно, дополнительные углубления 34 проходят от торцевого края В2 опоры 29, перпендикулярного торцевым краям В1 и В4, до другого торцевого края В3, параллельного и противоположного краю В2 и перпендикулярного торцевым краям В1 и В4, таким образом, можно получить доступ (в частности, движущее устройство 30, и еще более конкретно удерживающая головка 35 может получить доступ) к углублениям 34 из двух других (в частности, противоположных) частей опоры 29.
Согласно некоторым предпочтительным, но не ограничивающим вариантам осуществления (например показанным на фиг. 3-13 и на фиг. 16), удерживающая головка 35 также содержит противоположный элемент 37, расположенный напротив зубьев 36 и выполненный с возможностью захвата по меньшей мере одного керамического изделия 2 между зубьями 36 и противоположным элементом 37. Другими словами, противоположный элемент 37 и зубья 36 образуют зажим с горизонтальной фиксацией (см., в частности, фиг. 16). В частности, предпочтительно, но не обязательно, удерживающая головка 35 также содержит исполнительный механизм (известного типа и не показанный; например, электрический исполнительный механизм) для перемещения зубьев 36 и/или противоположного элемента 37 относительно друг друга, чтобы захватить керамическое изделие 2.
Согласно некоторым предпочтительным, но не исключительным вариантам осуществления настоящего изобретения движущее устройство 30 содержит подвижный узел 38, который несет удерживающую головку 35 и выполнен с возможностью перемещения удерживающей головки 35 по меньшей мере между пунктом 28 разделения и пунктом 31 выхода.
Предпочтительно, но не обязательно, удерживающая головка 35 может поворачиваться относительно подвижного узла 38; таким образом, удерживающая головка 35 может предпочтительно брать с опоры 29 керамические изделия 2, которые ориентированы в соответствии с первой заданной ориентацией и размещать их (после поворота относительно подвижного узла 38) на опорной конструкции 8 в соответствии со второй ориентацией, отличной от первой ориентации. Например, в предпочтительном, но неограничивающем варианте осуществления, показанном на прилагаемых фигурах (например, для сравнения фиг. 11 и 12), удерживающая головка 35 берет с опоры 29 каждое керамическое изделие 2, ориентированное вертикально (или боком), и размещает его на опорной конструкции 8 с горизонтальной ориентацией.
В частности, согласно некоторым предпочтительным, но не исключительным вариантам осуществления, таким как показаны на фиг. 3-13, подвижный узел 38 содержит роботизированную руку 39, на которой установлена указанная удерживающая головка 35, и блок 40 управления для управления роботизированной рукой 39. В частности, предпочтительно роботизированная рука 39 соединена на одном конце с удерживающей головкой 35, а на противоположном конце с блоком 40 управления, которым предпочтительно, но не обязательно управляет блок управления, который может совпадать с блоком 23 управления, описанным выше, или согласно не показанным вариантам, это может быть дополнительный блок управления, образующий часть перегрузочной машины 6.
Предпочтительно, но без ограничения, роботизированная рука 39 содержит (в частности состоит из) антропоморфного робота, декартового робота, цилиндрического робота, сферического робота, робота SCARA или шарнирного робота.
Согласно дополнительным не показанным неограничивающим вариантам осуществления удерживающая головка 35 содержит первую группу основных зубьев 36 и вторую группу подъемных зубьев 36 и исполнительный механизм (известного типа и не показанный), выполненный с возможностью перемещения (подъема) подъемных зубьев 36 относительно основных зубьев 36. В этом случае при использовании все зубья 36 (как основные, так и подъемные) вставляют в углубления 34, но только подъемные зубья 36 (перемещаемые упомянутым исполнительным механизмом) поднимаются, перемещая керамическое изделие 2 (или керамические изделия 2) вверх с опоры 29. Другими словами (в этих случаях) движущее устройство 30 перемещает керамическое изделие 2 (или керамические изделия 2) (только) вертикально.
Согласно некоторым неограничивающим вариантам осуществления (например показанным на фиг. 3-13) для улучшения доступа движущего устройства 30 (в частности удерживающей головки 35) к опоре 29 указанная опора 29 может поворачиваться вокруг вертикальной оси Z, например, в показанном случае опора 29 опирается на основание 41, которое может поворачиваться вокруг вертикальной оси Z.
Предпочтительно, но не обязательно, каждый выступ 33 опоры 29 имеет форму, выбранную из группы, состоящей из: формы параллелепипеда (как показано на фиг. 14 и 15), цилиндрической формы, конической формы, формы усеченного конуса, пирамидальной формы, формы усеченной пирамиды.
Более конкретно, предпочтительно, но без ограничения, форма параллелепипеда представляет собой форму параллелепипеда с выпуклым, многоугольным (в поперечном сечении) основанием, по меньшей мере с четырьмя углами (в частности, с по меньшей мере шестью углами; более конкретно, с по меньшей мере восемью углами). Согласно конкретным неограничивающим вариантам осуществления форма параллелепипеда имеет прямоугольное (в поперечном сечении) основание. Согласно другим конкретным неограничивающим вариантам осуществления форма параллелепипеда имеет восьмиугольное (в поперечном сечении) основание.
Альтернативно или дополнительно, цилиндрическая форма представляет собой цилиндрическую форму с по существу круглым (поперечным) сечением.
Альтернативно или дополнительно, коническая форма представляет собой коническую форму с по существу круглым (поперечным) сечением.
Альтернативно или дополнительно, форма усеченного конуса представляет собой форму усеченного конуса с по существу круглым (поперечным) сечением.
Альтернативно или дополнительно, пирамидальная форма представляет собой пирамидальную форму с выпуклым, многоугольным (в поперечном сечении) основанием, по меньшей мере с четырьмя углами (в частности, по меньшей мере с пятью углами; более конкретно, с по меньшей мере шестью углами; еще более конкретно, с по меньшей мере восемью углами).
Согласно конкретным неограничивающим вариантам осуществления пирамидальной формы имеет восьмиугольное (в поперечном сечении) основание.
Альтернативно или дополнительно, форма усеченной пирамиды представляет собой форму усеченной пирамиды с выпуклым, многоугольным (в поперечном сечении) основанием, по меньшей мере с четырьмя углами (в частности, по меньшей мере с пятью углами; более конкретно, с по меньшей мере шестью углами; еще более конкретно, с по меньшей мере восемью углами). Согласно конкретным неограничивающим вариантам осуществления форма усеченной пирамиды имеет восьмиугольное (в частности, правильное) (в поперечном сечении) основание.
Со ссылкой на формы выступов 33 (поперечное) сечение означает сечение, перпендикулярное продольному продолжению (от базовой части 32) выступа 33.
Согласно некоторым неограничивающим вариантам осуществления большинство (в частности, все) выступы 33 по существу имеют одинаковую форму.
Предпочтительно, но не обязательно, выступы 33 имеют закругленное (по существу круглое) сечение или многоугольник с более чем четырьмя углами. Это облегчает введение зубьев 36 в углубления 34 уменьшая, среди прочего, риск, что зубья 36 заблокируются, застрянут и/или повредят выступы 33. Преимущество такого типа более очевидно, когда выступы имеют закругленное (по существу круглое) сечение.
Согласно некоторым неограничивающим вариантам осуществления выступы 33 имеют ширину L по меньшей мере приблизительно 10 мм (по меньшей мере приблизительно 16 мм). В частности, ширина L составляет до (не более) приблизительно 50 мм (более конкретно, до приблизительно 20 мм). В частности, выступы 33 выступают из указанной базовой части 32 и имеют максимальную ширину от приблизительно 10 до приблизительно 50 мм.
Дополнительно или альтернативно, углубления 34 имеют ширину В по меньшей мере приблизительно 10 мм (по меньшей мере приблизительно 13 мм). В частности, ширина В составляет до (не более) приблизительно 50 мм (более конкретно, до приблизительно 15 мм).
Дополнительно или альтернативно, выступы 33 имеют высоту Н, начиная от базовой части по меньшей мере приблизительно 12 мм (в частности, по меньшей мере приблизительно 20 мм). В частности, высота Н составляет до (не более) приблизительно 80 мм (более конкретно, до приблизительно 50 мм).
Экспериментально доказано, что указанные выше размеры являются наиболее предпочтительными для обеспечения эффективной поддержки керамических изделий 2 и одновременно легкого доступа к углублениям 34 (в частности, для движущего устройства 30, более конкретно для удерживающей головки 35).
Согласно некоторым неограничивающим вариантам осуществления, например показанным на фиг. 3-13, множество керамических изделий 2 из группы G укладывают друг на друга (согласно первому заданному расположению), чтобы образовать по меньшей мере два слоя керамических изделий 2, предпочтительно множество слоев керамических изделий 2, а движущее устройство 27 выполнено с возможностью взятия по меньшей мере одного слоя (за один раз) керамических изделий 2 из группы G с опорной конструкции 5 и его перемещения из пункта 26 входа в пункт 28 разделения. Другими словами, в этом случае вышеупомянутая «по меньшей мере часть множества керамических изделий 2 из группы G» содержит (в частности, совпадает со) слоем керамических изделий 2.
Согласно некоторым предпочтительным, но не исключительным вариантам осуществления (например показанным на фиг. 3-13) движущее устройство 27 содержит: раму 42, которая может перемещаться между пунктом 26 входа и пунктом 28 разделения; первый зажимной элемент 43, который соединен с подвижной рамой 42; второй зажимной элемент 44, который соединен с подвижной рамой 42, является по существу параллельным и расположен напротив первого зажимного элемента 43; и перемещающий блок 45, который выполнен с возможностью перемещения по меньшей мере одного элемента из первого зажимного элемента 43 и второго зажимного элемента 44 и так, чтобы за счет перемещения близко друг к другу (в частности, по существу в горизонтальном направлении) они захватывали вышеупомянутую часть указанного множества керамических изделий 2 из группы G керамических изделий 2 на противоположных сторонах, в частности вышеупомянутую часть периферийного края РВ группы G керамических изделий 2.
Согласно некоторым предпочтительным, но не исключительным вариантам осуществления, таким как показаны, движущее устройство 27 также содержит третий зажимной элемент 46, который соединен с подвижной рамой 42 и перпендикулярен первому и второму зажимным элементам 43 и 44, и четвертый зажимной элемент 47, который соединен с подвижной рамой 42 и параллелен третьему зажимному элементу 46 и перпендикулярен первому и второму зажимным элементам 43 и 44. Такие зажимные элементы 43 и 44, 46 и 47 выполнены с возможностью перемещения относительно друг друга для зажима (в частности для контактного окружения) каждой по меньшей мере части соответствующей стороны, предпочтительно всей соответствующей внешней стороны LPB периферийного края РВ вышеупомянутой части множества керамических изделий 2, которые нужно перемещать в пункт 28 разделения.
В частности, предпочтительно, но без ограничения, первый и второй зажимные элементы 43 и 44 могут скользить через третий и четвертый зажимные элементы 46 и 47 для изменения их взаимного расстояния; альтернативно или в комбинации, третий и четвертый зажимные элементы 46 и 47 могут скользить через первый и второй зажимные элементы 43 и 44 так, что при правильной работе перемещающего блока 45 они контактно зажимают по меньшей мере часть внешних сторон LPB части множества керамических изделий 2 из группы G. Предпочтительно, но без ограничения, на самом деле, в этом случае перемещающий блок 45 выполнен с возможностью перемещения также по меньшей мере одного элемента из третьего зажимного элемента 46 и четвертого зажимного элемента 47 так, чтобы за счет перемещения близко друг к другу (в частности, по существу в горизонтальном направлении) они захватывали по меньшей мере часть множества керамических изделий 2 из группы G керамических изделий 2 на противоположных сторонах (и перпендикулярно сторонам, в области которых такую часть множества керамических изделий 2 из группы G керамических изделий 2 захватывают первый и второй зажимные элементы 43 и 44).
Такая форма движущего устройства 27 позволяет легко и безопасно поднимать вышеупомянутую часть вышеупомянутого множества керамических изделий 2, уменьшая риск повреждения керамических изделий 2.
В предпочтительном, но не исключительном варианте осуществления, показанном на прилагаемых фигурах (см. фиг. 3-13), подвижная рама 42 может скользить по горизонтальной направляющей 48, которая проходит от пункта 26 входа до пункта 28 разделения, и рама 42 по меньшей мере вертикально перемещает зажимные элементы 43 и 44 и возможно 46 и 47.
Предпочтительно, но не обязательно, перегрузочная машина 6 содержит опорный блок 49, расположенный в пункте 26 входа и выполненный с возможностью приема группы G керамических изделий 2, подлежащих перераспределению (как показано на фиг. 3-13). Альтернативно или в комбинации, перегрузочная машина 6 содержит дополнительный опорный блок 50, расположенный в пункте 31 выхода и выполненный с возможностью приема модифицированной группы MG керамических изделий 2.
В неограничивающем варианте осуществления, показанном на фиг. 3-13, опорный блок 50 содержит транспортер 51 (с роликами известного типа) для транспортировки с помощью перегрузочной машины 6 модифицированной группы MG керамических изделий 2 (в частности единицы 10 хранения) из пункта 31 выхода наружу.
Согласно некоторым не показанным вариантам осуществления модифицированную группу MG керамических изделий 2 формируют непосредственно (без промежуточной опорной конструкции 8) на опорном блоке 50, в частности на транспортере 51, и перемещают с помощью транспортера 51 непосредственно в формирующую машину 12.
Понятно, что опорный блок 49 также может содержать транспортер.
Предпочтительно, но не обязательно, установка 1 содержит по меньшей мере один блок управления (известного и не показанного типа), выполненный с возможностью управления (и координации) по меньшей мере перемещений движущих устройств 27 и 30, такой блок управления предпочтительно, но не обязательно совпадает с блоком 23 управления, описанным выше (и/или с блоком управления, предназначенным для управления блоком 40 управления). Альтернативно, согласно не показанным вариантам такой блок управления может представлять собой дополнительный блок управления, образующий часть перегрузочной машины 6 (и возможно выполненный с возможностью управления также блоком 40 управления, то есть совпадающий с блоком управления, предназначенным для управления блоком 40 управления).
Предпочтительно, но без ограничения, когда множество керамических изделий 2 из группы G керамических изделий 2 соединены с опорной конструкцией 5, установка 1 содержит пункт 25 вскрытия/разрезания, расположенный непосредственно перед пунктом 7 перераспределения и в зоне которого единицы 4 хранения открывают вручную или с помощью подходящей машины (не показано) для отделения керамических изделий 2 из единицы 4 хранения от опорной конструкции 5, так чтобы их можно было перераспределить с помощью перегрузочной машины 6.
В соответствии с дополнительным аспектом настоящего изобретения способ перераспределения керамических изделий 2 группы G керамических изделий 2 предназначен для того, чтобы получить модифицированную группу MG керамических изделий 2, предпочтительно, но не обязательно с помощью перегрузочной машины 6 описанного выше типа.
В частности, группа G керамических изделий 2 и модифицированная группа MG керамических изделий 2 соответствуют описанным выше.
В частности, как уже упоминалось со ссылкой на перегрузочную машину 6, группа G керамических изделий 2, предназначенных для перераспределения, содержит множество керамических изделий 2 и первую опорную конструкцию 5, на которой расположены керамические изделия 2 согласно первому заданному расположению, описанному выше, при этом модифицированная группа MG керамических изделий 2, полученная способом согласно настоящему изобретению, содержит вышеупомянутую подгруппу SG керамических изделий 2 и вторую опорную конструкцию 8, на которой расположена подгруппа SG керамических изделий 2 согласно второму заданному расположению, описанному выше, отличному от первого заданного расположения.
Предпочтительно, способ предусматривает: первый этап удерживания, во время которого движущее устройство 27 (в частности, описанного выше типа) удерживает по меньшей мере часть множества керамических изделий 2 из группы G; первый этап перемещения, который по меньшей мере частично следует за первым этапом удерживания, во время которого движущее устройство 27 перемещает такую часть множества керамических изделий 2 в пункт 28 разделения, который содержит по меньшей мере одну опору 29 (то есть конкретно описанного выше типа), имеющую базовую часть 32 и множество выступов 33, которые выступают из базовой части 32, образуя множество углублений 34, каждое из которых расположено между указанными выступами 33.
Предпочтительно, способ перераспределения керамических изделий 2 группы G керамических изделий 2 дополнительно предусматривает: дополнительный этап удерживания, во время которого дополнительное движущее устройство 30 (в частности, описанного выше типа), снабженное удерживающей головкой 35 (в частности, описанного выше типа), имеющей по меньшей мере два зуба 36 (в частности, множество зубьев 36), вставляет по меньшей мере часть таких зубьев 36 в соответствующие первые углубления 34 опоры 29 и берет с опоры 29 по меньшей мере одно керамическое изделие 2 (в частности, независимо от других); и дополнительный этап перемещения, во время которого движущее устройство 30 перемещает взятое керамическое изделие 2 на опорную конструкцию 8, расположенную согласно второму заданному расположению, описанному выше, чтобы образовать модифицированную группу MG керамических изделий, а также вышеупомянутую единицу 10 хранения.
В частности, предпочтительно, но не обязательно, на первом этапе удерживания представлено движущее устройство 27 для контактного окружения по меньшей мере части периферийного края РВ части керамических изделий 2 из группы G, чтобы захватить (зажать) такую часть и переместить ее.
Когда керамические изделия 2 группы G керамических изделий 2 укладывают друг на друга, чтобы образовать по меньшей мере два слоя керамических изделий 2 (в частности, множество слоев керамических изделий 2), вышеупомянутая часть множества керамических изделий 2, которые берет движущее устройство 27 во время первого этапа удерживания, содержит (в частности, состоит из) одного из указанных слоев керамических изделий 2, и способ предусматривает различные этапы, таким образом первый этап подбора, первый этап перемещения и дополнительный этап подбора и этап перемещения нужно повторять для каждого слоя керамических изделий 2, составляющих группу G керамических изделий 2.
Понятно, что этапы способа можно повторять любое количество раз при изменении количества слоев, составляющих группу G керамических изделий 2.
Предпочтительно, но не обязательно, способ дополнительно предусматривает этап подачи, во время которого группу G керамических изделий 2 (в частности складскую конструкцию 4) подают, предпочтительно из перемещающего устройства 19 в пункт 7 перераспределения, в частности в пункт 26 входа. Более конкретно, предпочтительно, но не обязательно, такой этап подачи предусматривает подэтап взятия, во время которого по меньшей мере одну единицу 4 хранения берут в зоне 3 сбора, описанной выше, и перемещают в пункт 7 перераспределения, в частности в пункт 26 входа.
Предпочтительно, но не обязательно, способ также предусматривает первый этап перемещения, во время которого модифицированную группу MG керамических изделий 2 (в частности единицу 10 хранения) перемещают, предпочтительно с помощью перемещающего устройства 20, из пункта 31 выхода на промежуточный склад 11 (или возможно на промежуточный склад 24), где единица 10 хранения хранится; и второй этап перемещения, во время которого по меньшей мере одно керамическое изделие 2 из единицы 10 хранения, в частности заданное количество керамических изделий 2 из единицы 10 хранения, перемещают, предпочтительно, но без ограничения с помощью перемещающего устройства 21, с промежуточного склада 11 в указанную формирующую машину 12. Предпочтительно, но не обязательно, во время второго этапа перемещения перемещающее устройство 21 перемещает единицу 10 хранения с промежуточного склада 11 в формирующую машину 12, которая берет по меньшей мере одно керамическое изделие 2 или определенное количество керамических изделий 2 из единицы 10 хранения и перемещает его, или перемещает их, на опорной конструкции 13 для формирования единицы 14 транспортировки.
В частности, когда заказ на отгрузку представляет собой смешанный заказ, то есть когда создаваемая единица 14 транспортировки содержит керамические изделия 2 разных видов, то есть имеющие разные геометрические (форма и/или размеры) и/или эстетические и/или функциональные характеристики, перемещающим устройством 21 и формирующей машиной 12 управляет блок 23 управления (предпочтительно описанного выше типа), чтобы получить такую единицу 14 транспортировки, содержащую заданное количество керамических изделий 2 первого типа и заданное количество керамических изделий 2а второго заданного типа, отличного от первого типа (см., в частности, фиг. 2).
Объем настоящего изобретения имеет несколько преимуществ относительно предшествующего уровня техники. Среди них можно отметить следующие.
Способ обработки и машина 6 для перераспределения керамических изделий 2 группы G керамических изделий 2 согласно настоящему изобретению обеспечивают автоматизацию процесса формирования единиц 14 транспортировки, который обычно осуществляют вручную, обеспечивая простое и быстрое получение модифицированных групп MG керамических изделий 2, одновременно уменьшая риск повреждения керамических изделий 2, например во время операции удерживания.
Кроме того, перегрузочная машина 6 и способ изобретения обеспечивают автоматическое проведение вскрытия единицы 4 хранения, разделение группы G керамических изделий 2, составляющих такую единицу 4 хранения и последующее перераспределение таких керамических изделий 2 в модифицированной группе MG, в которой керамические изделия 2 расположены таким образом, чтобы они были доступны (и, следовательно, их можно было брать) с помощью удерживающего устройства 9 с горизонтальной фиксацией, с вытекающими преимуществами с точки зрения снижения количества операторов, необходимых для выполнения описанной выше операции, и, следовательно, затрат на оплату труда, но также с точки зрения снижения риска несчастных случаев внутри установки 1, так как нужно меньше операторов, и операции, которые должны выполнять операторы, менее рискованны, и с точки зрения повышения точности выполнения таких операций.
Изобретение относится к машине для перераспределения керамических изделий. Перегрузочная машина для перераспределения изделий группы керамических изделий для получения модифицированной группы, содержащей по меньшей мере одну подгруппу изделий, содержит опору, опорные конструкции и движущие устройства. Первая опорная конструкция размещена в пункте входа и выполнена с возможностью размещения множества изделий в соответствии с первым заданным расположением. Вторая опорная конструкция выполнена с возможностью размещения по меньшей мере одной подгруппы изделий в соответствии со вторым заданным расположением. Первое движущее устройство выполнено с возможностью взятия по меньшей мере части изделий с первой опорной конструкции и перемещения их из пункта входа в пункт разделения. Опора расположена в пункте разделения и содержит базовую часть и выступы, образующие углубления. Второе движущее устройство выполнено с возможностью перемещения подгруппы из пункта разделения в пункт выхода и размещения подгруппы на второй опорной конструкции. Второе движущее устройство содержит удерживающую головку с по меньшей мере двумя зубьями и выполнено с возможностью вставки по меньшей мере части зубьев в первые углубления опоры. Достигается повышение надежности и эффективности отгрузки изделий. 2 н. и 15 з.п. ф-лы, 16 ил.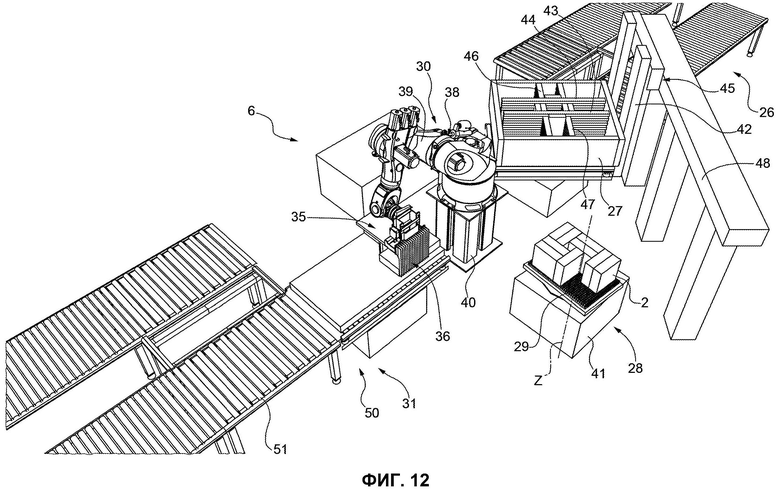
1. Перегрузочная машина (6) для перераспределения керамических изделий (2) группы (G) керамических изделий (2), которая содержит первую опорную конструкцию (5), размещенную в пункте (26) входа и выполненную с возможностью размещения множества керамических изделий в соответствии с первым заданным расположением;
причем перегрузочная машина (6) выполнена с возможностью перераспределения указанных керамических изделий (2), чтобы получить модифицированную группу (MG) керамических изделий (2), содержащую по меньшей мере одну подгруппу (SG) указанного множества керамических изделий (2) и вторую опорную конструкцию (8), выполненную с возможностью размещения по меньшей мере одной подгруппы (SG) указанного множества керамических изделий (2) в соответствии со вторым заданным расположением, которое отличается от первого заданного расположения; перегрузочная машина (6) содержит:
первое движущее устройство (27), выполненное с возможностью взятия по меньшей мере части указанного множества керамических изделий (2) с указанной первой опорной конструкции (5) и перемещения указанной по меньшей мере части указанного множества керамических изделий (2) из указанного пункта (26) входа в пункт (28) разделения;
опору (29), которая расположена в указанном пункте (28) разделения, выполненную с возможностью поддержки указанной по меньшей мере части указанного множества керамических изделий (2) и содержащую базовую часть (32) и множество выступов (33), которые выступают из базовой части (32), образуя множество углублений (34), каждое из которых расположено между указанными выступами (33); и
второе движущее устройство (30), которое выполнено с возможностью перемещения указанной по меньшей мере одной подгруппы (SG), которая составляет по меньшей мере часть указанной по меньшей мере части множества керамических изделий (2), из пункта (28) разделения в пункт (31) выхода и размещения указанной по меньшей мере одной подгруппы (SG) на указанной второй опорной конструкции (8), которая размещена в пункте (31) выхода, согласно указанному второму заданному расположению, для возможности получить указанную модифицированную группу (MG) керамических изделий (2);
указанное второе движущее устройство (30) содержит удерживающую головку (35), причем указанная удерживающая головка (35) содержит по меньшей мере два зуба (36) и выполнена с возможностью вставки по меньшей мере части указанных зубьев (36) в соответствующие первые углубления (34) указанной опоры (29), для возможности взять из указанной опоры (29) по меньшей мере одно керамическое изделие (2) из указанной по меньшей мере части указанного множества керамических изделий (2).
2. Перегрузочная машина (6) по п. 1, в которой указанное первое движущее устройство (27) выполнено с возможностью контактного окружения по меньшей мере части периферийного края (PB), который имеет указанная по меньшей мере часть указанного множества керамических изделий (2) группы (G) керамических изделий (2), чтобы удерживать указанную по меньшей мере часть указанного множества керамических изделий (2).
3. Перегрузочная машина (6) по п. 2, в которой указанное первое движущее устройство (27) содержит: раму (42), которая может перемещаться между указанным пунктом (26) входа и указанным пунктом (28) разделения; первый зажимной элемент (43), который соединен с подвижной рамой (42); второй зажимной элемент (44), который соединен с подвижной рамой (42), является по существу параллельным и расположен напротив первого зажимного элемента (43); и перемещающий блок (45), который выполнен с возможностью перемещения по меньшей мере одного элемента из первого зажимного элемента (43) и второго зажимного элемента (44) так, чтобы первый зажимной элемент (43) и второй зажимной элемент (44), за счет перемещения близко друг к другу (в частности, по существу в горизонтальном направлении), захватывали указанную по меньшей мере часть группы (G) указанного множества керамических изделий (2) группы (G) керамических изделий (2) на противоположных сторонах.
4. Перегрузочная машина (6) по п. 3, в которой первое движущее устройство (27) содержит третий зажимной элемент (46), который соединен с подвижной рамой (42) и перпендикулярен указанному первому зажимному элементу (43) и второму зажимному элементу (44); и четвертый зажимной элемент (47), который соединен с подвижной рамой (42) и параллелен третьему зажимному элементу (46), а также перпендикулярен указанному первому зажимному элементу (43) и второму зажимному элементу (44); причем указанный первый зажимной элемент (43), второй зажимной элемент (44), третий зажимной элемент (46) и четвертый зажимной элемент (47) выполнены с возможностью захвата каждым по меньшей мере части соответствующей внешней стороны (LPB) указанного периферийного края (PB) указанной по меньшей мере части указанного множества керамических изделий (2), чтобы удерживать и брать указанную по меньшей мере часть группы (G) указанного множества керамических изделий (2) группы (G) керамических изделий (2);
указанный перемещающий блок (45) выполнен с возможностью перемещения по меньшей мере одного элемента из третьего зажимного элемента (46) и четвертого зажимного элемента (47) так, чтобы третий зажимной элемент (46) и четвертый зажимной элемент (47) за счет перемещения близко друг к другу (в частности, по существу в горизонтальном направлении) захватывали указанную по меньшей мере часть группы (G) указанного множества керамических изделий (2) группы (G) керамических изделий (2) на противоположных сторонах.
5. Перегрузочная машина (6) по п. 4, в которой указанный первый зажимной элемент (43) и второй зажимной элемент (44) могут скользить через указанный третий зажимной элемент (46) и через четвертый зажимной элемент (47) для изменения их взаимного расстояния;
указанный третий зажимной элемент (46) и четвертый зажимной элемент (47) могут скользить через указанный первый зажимной элемент (43) и через второй зажимной элемент (44) для изменения их взаимного расстояния.
6. Перегрузочная машина (6) по любому из предыдущих пунктов, в которой указанное второе движущее устройство (30) содержит подвижный узел (38), который несет указанную удерживающую головку (35) и выполнен с возможностью перемещения указанной удерживающей головки (35) по меньшей мере между указанным пунктом (28) разделения и указанным пунктом (31) выхода.
7. Перегрузочная машина (6) по п. 6, в которой указанная удерживающая головка (35) может поворачиваться относительно указанного подвижного узла (38); в частности, подвижный узел (38) содержит роботизированную руку (39), на которой установлена указанная удерживающая головка (35).
8. Перегрузочная машина (6) по любому из предыдущих пунктов, в которой указанная удерживающая головка (35) содержит противоположный элемент (37), расположенный напротив указанных зубьев (36) и выполненный с возможностью захвата по меньшей мере одного керамического изделия (2) между указанными зубьями (36) и указанным противоположным элементом (37).
9. Перегрузочная машина (6) по п. 8, в которой указанный противоположный элемент (37) и указанные зубья (36) образуют зажим с горизонтальной фиксацией.
10. Перегрузочная машина (6) по любому из предыдущих пунктов, в которой каждый выступ (33) имеет форму, выбранную из группы (G), состоящей из: формы параллелепипеда, цилиндрической формы, конической формы, формы усеченного конуса, пирамидальной формы и формы усеченной пирамиды;
в частности, форма параллелепипеда представляет собой форму параллелепипеда с выпуклым многоугольным основанием, по меньшей мере с четырьмя углами; в частности, цилиндрическая форма представляет собой цилиндрическую форму с по существу круглым поперечным сечением; в частности, коническая форма представляет собой коническую форму с по существу круглым поперечным сечением; в частности, форма усеченного конуса представляет собой форму усеченного конуса с по существу круглым поперечным сечением; в частности, пирамидальная форма представляет собой пирамидальную форму с выпуклым многоугольным основанием по меньшей мере с пятью углами; в частности, форма усеченной пирамиды представляет собой форму усеченной пирамиды с выпуклым многоугольным основанием по меньшей мере с пятью углами.
11. Перегрузочная машина (6) по любому из предыдущих пунктов, в которой опора (29) выполнена с возможностью поворота вокруг вертикальной оси (Z).
12. Способ перераспределения керамических изделий (2) группы (G) керамических изделий, причем указанная группа (G) содержит множество керамических изделий (2) и первую опорную конструкцию (5), чтобы получить модифицированную группу (MG) керамических изделий (2);
указанное множество керамических изделий (2) размещено на указанной первой опорной конструкции (5) с первым заданным расположением в пункте (26) входа;
указанная модифицированная группа (MG) керамических изделий (2) содержит по меньшей мере одну подгруппу (SG) указанного множества керамических изделий (2) и вторую опорную конструкцию (8), на которой указанная по меньшей мере одна подгруппа (SG) указанного множества керамических изделий (2) имеет второе заданное расположение, которое отличается от первого заданного расположения; причем способ предусматривает:
первый этап удерживания, во время которого первое движущее устройство (27) удерживает по меньшей мере часть указанного множества керамических изделий (2); первый этап перемещения, который по меньшей мере частично следует за указанным первым этапом удерживания и во время которого указанное первое движущее устройство (27) перемещает указанную по меньшей мере часть указанного множества керамических изделий (2) в пункт (28) разделения, который содержит по меньшей мере одну опору (29), содержащую базовую часть (32) и множество выступов (33), которые выступают из базовой части (32), образуя множество углублений (34), каждое из которых расположено между указанными выступами (33);
второй этап удерживания, во время которого второе движущее устройство (30), снабженное удерживающей головкой (35), причем указанная удерживающая головка (35) содержит по меньшей мере два зуба (36), вставляет по меньшей мере часть указанных зубьев (36) в соответствующие первые углубления (34) указанной опоры (29) и берет из указанной опоры (29) по меньшей мере одно керамическое изделие (2) из указанной по меньшей мере части указанного множества керамических изделий (2); и
второй этап перемещения, во время которого указанное второе движущее устройство (30) перемещает указанное по меньшей мере одно керамическое изделие (2) на вторую опорную конструкцию (8) согласно указанному второму заданному расположению.
13. Способ по п. 12, в котором указанная по меньшей мере часть указанного множества керамических изделий (2) группы (G) керамических изделий (2) содержит периферийный край (PB), а указанный первый этап удерживания предусматривает, что указанное первое движущее устройство (27) контактно окружает по меньшей мере часть указанного периферийного края (PB), чтобы захватить указанную по меньшей мере часть указанного множества керамических изделий (2).
14. Способ по п. 12 или 13, в котором керамические изделия (2) группы (G) керамических изделий (2) укладывают друг на друга, чтобы образовать по меньшей мере два слоя керамических изделий (2); указанная по меньшей мере часть указанного множества керамических изделий (2), которые берет указанное первое движущее устройство (27) во время первого этапа удерживания, содержит один из указанных слоев керамических изделий (2); в частности, способ предусматривает, что указанный первый этап подбора, первый этап перемещения, второй этап подбора и второй этап перемещения повторяют для каждого слоя керамических изделий (2), составляющих указанную группу (G) керамических изделий (2).
15. Способ по любому из пп. 12-14, в котором керамические изделия (2) расположены в группе (G) таким образом, чтобы по меньшей мере боковая часть периферийного края (PB) керамического изделия (2) была покрыта одним или несколькими керамическими изделиями (2) группы (G).
16. Способ по любому из пп. 12-15, в котором: керамические изделия (2) указанного множества керамических изделий (2) группы (G), которые имеют указанное первое заданное расположение, расположены вертикально (в частности, боком); а керамические изделия (2) указанной модифицированной группы (MG) керамических изделий (2), которые имеют указанное второе заданное расположение, расположены горизонтально на указанной опорной конструкции (8).
17. Способ по любому из пп. 12-16, выполняемый с помощью перегрузочной машины (6) по любому из пп. 1-11.
| EP 3248915 A1, 29.1.2017 | |||
| DE 10356563 A1, 30.06.2005 | |||
| EP 3318371 A1, 09.05.2018 | |||
| DE 102013003768 A1, 21.08.2014 | |||
| US 2009279999 A1, 12.11.2009 | |||
| DE 4407392 A1, 07.09.1995 | |||
| Устройство для групповой перегрузки изделий | 1976 |
|
SU710807A1 |
