ОБЛАСТЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
[0001] Настоящее изобретение относится к листу анизотропной электротехнической стали, используемому главным образом в качестве сердечника электрического устройства, такого как трансформатор, и к способу производства листа анизотропной электротехнической стали.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] Лист анизотропной электротехнической стали используется во многих электрических устройствах в качестве магнитного сердечника. Лист анизотропной электротехнической стали представляет собой стальной лист, в котором содержится 0,8-4,8% Si, и кристаллическая ориентация продукта сильно сконцентрирована в ориентации {110}<001>. Что касается магнитных характеристик, лист анизотропной электротехнической стали должен иметь высокую магнитную индукцию (представленную значением B8) и низкие магнитные потери (представленные значением W17/50). В частности, в последнее время возрастает потребность в снижении потерь мощности с точки зрения энергосбережения.
[0003] В ответ на эту потребность был разработан метод измельчения магнитных доменов для уменьшения магнитных потерь в листе анизотропной электротехнической стали. Способ измельчения магнитных доменов и снижения магнитных потерь путем облучения стального листа лазерным лучом после окончательного отжига раскрыт, например, в Патентном документе 1. Однако, поскольку снижение магнитных потерь в соответствии с этим способом происходит за счет деформации, вызванной лазерным облучением, этот способ нельзя использовать для трансформатора с ленточным сердечником, который требует отжига для снятия напряжений после формирования трансформатора.
[0004] В качестве усовершенствованного метода для этого, например, Патентный документ 2 раскрывает способ удаления части поверхностного стеклянного слоя листа анизотропной электротехнической стали лазерным облучением или т.п. после окончательного отжига, растворения металла основного стального листа с использованием кислоты, такой как соляная кислота или азотная кислота, для формирования канавок, а затем формирования покрытия с натяжением, с измельчением тем самым магнитных доменов. В стальном листе, подвергнутом такой обработке для измельчения магнитных доменов, при формировании канавок покрытие локально разрушается, что вызывает проблемы с изоляционными свойствами и коррозионной стойкостью. Следовательно, после формирования канавок дополнительно формируется покрытие.
ДОКУМЕНТЫ УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0005] [Патентный документ 1] Японская рассмотренная патентная заявка, вторая публикация № S58-26405
[Патентный документ 2] Японская нерассмотренная патентная заявка, первая публикация № S61-117284
[Патентный документ 3] Японская рассмотренная патентная заявка, вторая публикация № S62-45285
[Патентный документ 4] Японская рассмотренная патентная заявка, вторая публикация № S40-15644
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0006] Задача настоящего изобретения состоит в обеспечении листа анизотропной электротехнической стали, имеющего канавки, сформированные на поверхности основного стального листа, в котором магнитные потери ниже, чем у существующего продукта, за счет надлежащего управления морфологией покрытия с натяжением, сформированного на канавках, при сохранении изоляционных свойств (изоляционной способности) и коррозионной стойкости.
СРЕДСТВА ДЛЯ РЕШЕНИЯ ПРОБЛЕМЫ
[0007] Аспекты настоящего изобретения являются следующими.
(1) В соответствии с первым аспектом настоящего изобретения предлагается лист анизотропной электротехнической стали, включающий в себя: основной стальной лист, имеющий плоскую поверхность и образующую канавку поверхность, которой сформирована канавка; и покрытие с натяжением, сформированное на основном стальном листе и содержащее соединение фосфорной кислоты, фосфата, хромового ангидрида, хромата, глинозема или кремнезема, причем покрытие с натяжением имеет покрывающий плоскую поверхность участок, сформированный на плоской поверхности, и покрывающий образующую канавку поверхность участок, сформированный на образующей канавку поверхности, и когда средняя толщина покрывающего плоскую поверхность участка покрытия обозначается как t1 (мкм), минимальная толщина покрывающего образующую канавку поверхность участка покрытия обозначается как t2Min (мкм), а максимальная толщина покрывающего образующую канавку поверхность участка покрытия обозначается как t2Max (мкм), удовлетворяются Выражения (1) и (2), и когда значение умноженного на 0,95 расстояния D покрытия с натяжением вдоль направления по толщине листа от нижнего положения поверхности покрывающего образующую канавку поверхность участка до нижнего положения поверхности покрывающего плоскую поверхность участка обозначается как эффективная глубина d (мкм), удовлетворяется Выражение (3).
t2Min/t1 ≥ 0,4 (1)
t2Max/t1 ≤ 3,0 (2)
t2Max ≤ d/2 (3)
(2) Лист анизотропной электротехнической стали по п. (1) может дополнительно включать в себя: стеклянное покрытие, сформированное между основным стальным листом и покрытием с натяжением и содержащее Mg2SiO4.
(3) В листе анизотропной электротехнической стали по п. (1) или (2), когда ширина образующей канавку поверхности обозначается как w (мкм), может удовлетворяться Выражение (4)
d/w ≥ 1/3 (4)
(4) В листе анизотропной электротехнической стали по любому из пп. (1)-(3), когда ширина образующей канавку поверхности обозначается как w (мкм), может дополнительно удовлетворяться Выражение (5)
(d/w)×t2Max ≤ t1 (5)
[0008] (5) В соответствии со вторым аспектом настоящего изобретения предлагается способ производства листа анизотропной электротехнической стали, включающий в себя: стадию холодной прокатки с получением холоднокатаного стального листа; стадию окончательного отжига с выполнением окончательного отжига со вторичной рекристаллизацией холоднокатаного стального листа; стадию формирования канавки с формированием линейной канавки на холоднокатаном стальном листе до или после стадии окончательного отжига в направлении, пересекающем направление прокатки холоднокатаного стального листа; и стадию нанесения покрытия с натяжением с формированием на канавке покрытия с натяжением, содержащего соединение фосфорной кислоты, фосфата, хромового ангидрида, хромата, глинозема или кремнезема.
(6) Способ производства листа анизотропной электротехнической стали по п. (5) может дополнительно включать в себя: после стадии нанесения покрытия с натяжением стадию формования покрытия с натяжением с приданием формы покрытию с натяжением путем обработки покрытия с натяжением, чтобы оставить часть покрытия с натяжением в направлении по толщине и уменьшить толщину участка покрытия с натяжением, сформированного на канавке, в диапазоне более узком, чем ширина канавки.
(7) Способ производства листа анизотропной электротехнической стали по п. (5) или (6) может дополнительно включать в себя: после стадии холодной прокатки и перед стадией окончательного отжига стадию нанесения на холоднокатаный стальной лист сепаратора отжига, содержащего оксид магния.
ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0009] В соответствии с вышеперечисленными аспектами настоящего изобретения предлагается лист анизотропной электротехнической стали, имеющий более низкие магнитные потери, чем в существующем продукте, при сохранении изоляционных свойств и коррозионной стойкости, а также способ его производства.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
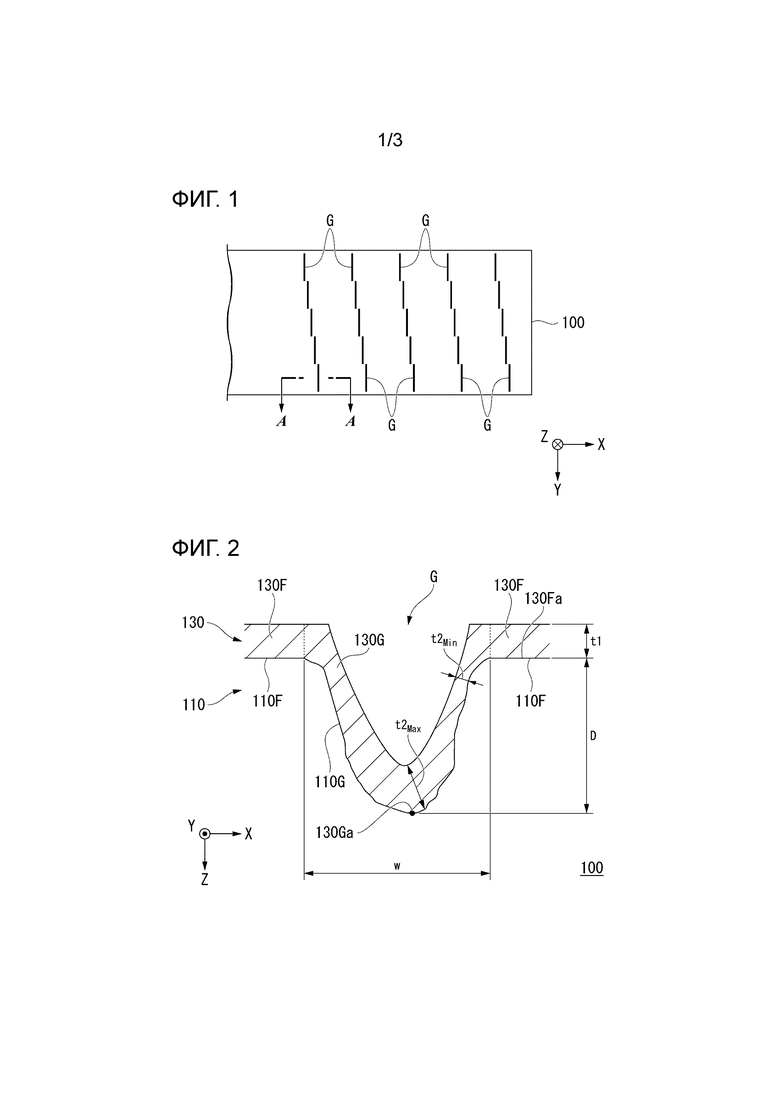
[0010] Фиг. 1 представляет собой вид сверху листа анизотропной электротехнической стали согласно первому варианту осуществления.
Фиг. 2 представляет собой схематический вид с торца для описания конфигурации около канавки листа анизотропной электротехнической стали согласно первому варианту осуществления.
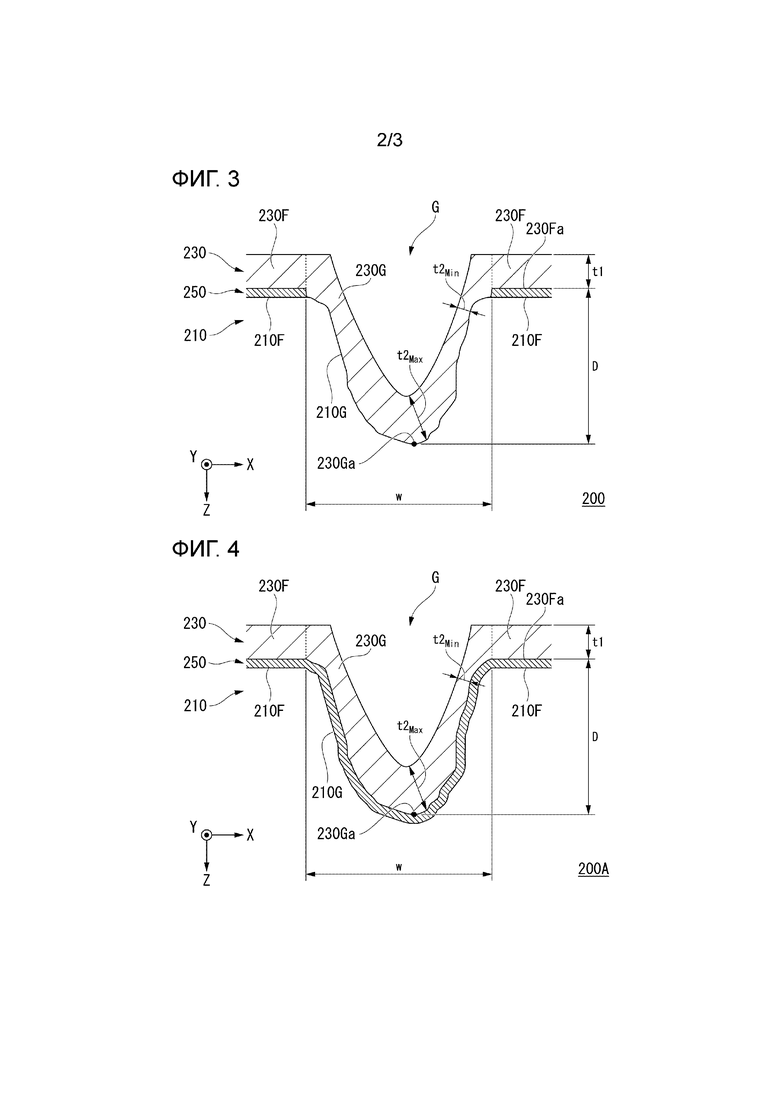
Фиг. 3 представляет собой схематический вид с торца для описания конфигурации около канавки листа анизотропной электротехнической стали согласно второму варианту осуществления.
Фиг. 4 представляет собой схематический вид с торца для описания конфигурации около канавки листа анизотропной электротехнической стали согласно примеру модификации второго варианта осуществления.
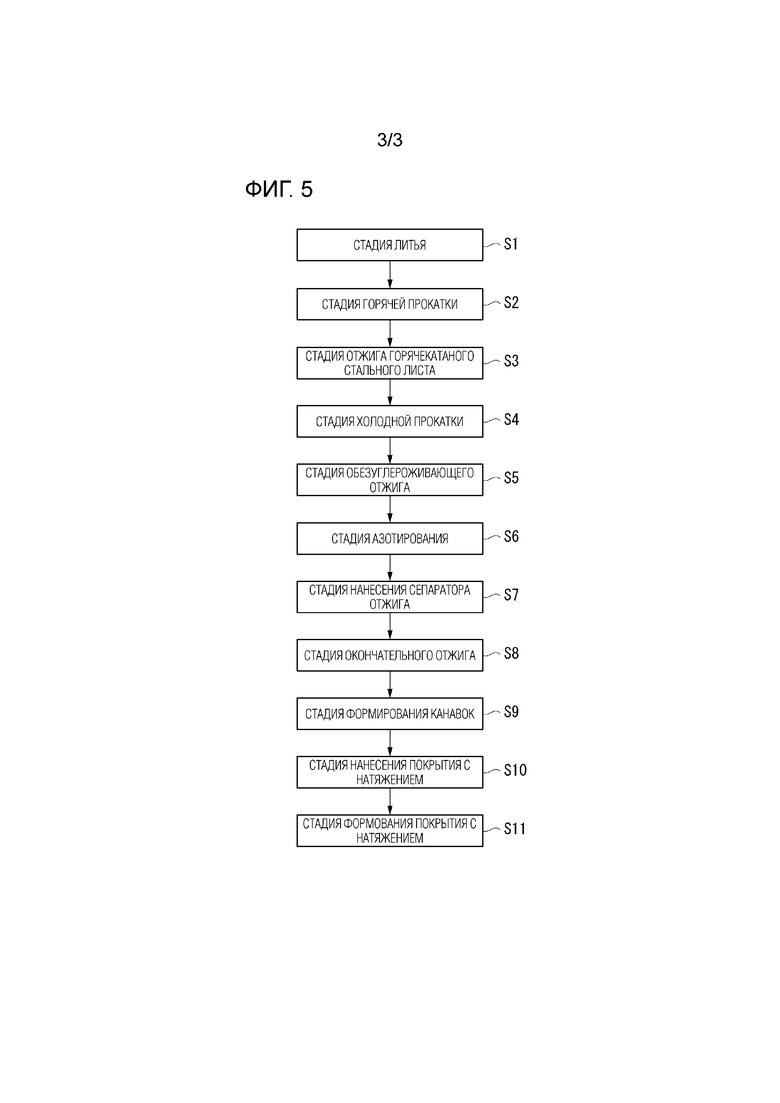
Фиг. 5 представляет собой блок-схему последовательности операций для описания способа производства листа анизотропной электротехнической стали.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0011] Как правило, в листе анизотропной электротехнической стали, на поверхности основного стального листа формируется покрытие для приложения натяжения в направлении намагничивания (направлении прокатки) стального листа, с достижением тем самым уменьшения магнитных потерь. Однако, автор настоящего изобретения обнаружил, что в листе анизотропной электротехнической стали, в котором канавки сформированы на поверхности основного стального листа путем химической обработки, физической обработки или термической обработки для управления магнитными доменами, формирование покрытия после формирования канавок может вызвать увеличение магнитных потерь.
При изучении причины этого считалось, что формирование покрытия на поверхности стенки канавки отрицательно влияет на намагничивание стального листа в направлении прокатки.
[0012] Поверхность стенки канавки представляет собой поверхность (поверхность, имеющую составляющую в направлении по толщине листа), отклоняющуюся от поверхности основного стального листа. Следовательно, в том случае, когда покрытие формируется на поверхности стенки канавки, натяжение из-за покрытия действует в направлении, отклоняющемся от направления намагничивания основного стального листа (направления, параллельного поверхности основного стального листа, направления прокатки), и становится фактором увеличения магнитных потерь. В частности, раствор для формирования покрытия имеет тенденцию накапливаться в канавке, и считается, что образование толстого покрытия также оказывает большое отрицательное влияние на увеличение магнитных потерь.
Кроме того, в листе анизотропной электротехнической стали, в котором сформированы канавки, магнитный поток, который достигает одной стенки канавки через внутреннюю часть стального листа, проходит через пространство канавки вдоль направления намагничивания за счет утечки из стенки домена (то есть из-за утечки магнитного потока), достигает другой стенки канавки и снова направляется в направлении намагничивания внутрь стального листа.
Здесь покрытие, сформированное на поверхности стенки канавки, имеющее составляющую в направлении, почти перпендикулярном направлению X прокатки, подавляет утечку магнитного потока, когда натяжение прикладывается в направлении, отклоняющемся от направления намагничивания стального листа, как описано выше. Следовательно, это препятствует эффекту снижения магнитных потерь.
Соответственно, чтобы позволить поверхности стенки канавки пропускать большую долю магнитного потока, можно сказать, что эффективно сделать покрытие, сформированное на поверхности стенки канавки, как можно более тонким. Однако, с точки зрения изоляционных свойств и коррозионной стойкости чрезмерное утончение покрытия, формируемого на канавке, не является практичным решением.
[0013] Основываясь на вышеупомянутом исследовании, автор настоящего изобретения обнаружил, что в листе анизотропной электротехнической стали, в котором часть покрытия, сформированного в канавке, обработана с надлежащим контролем толщины покрытия, могут проявляться превосходные магнитные характеристики при сохранении изоляционных свойств и коррозионной стойкости.
[0014] Настоящее изобретение, сделанное на основании вышеизложенных данных исследования, будет подробно описано со ссылкой на чертежи.
В последующем описании имеются случаи, когда в листе анизотропной электротехнической стали направление прокатки обозначается как X, направление по ширине листа обозначается как Y, а направление по толщине листа обозначается как Z. Направление Y по ширине листа является направлением, перпендикулярным направлению X прокатки и направлению Z толщины листа.
(Первый вариант осуществления)
[0015] Фиг. 1 представляет собой вид сверху листа 100 анизотропной электротехнической стали в соответствии с первым вариантом осуществления настоящего изобретения. Как показано на Фиг. 1, в листе 100 анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления формируются канавки G, проходящие линейно в направлении Y ширины листа (то есть в направлении, пересекающем направление X прокатки).
[0016] Фиг. 2 представляет собой схематический вид с торца, соответствующий линии A-A на Фиг. 1, и показывает конфигурацию около канавки G.
Как показано на Фиг. 2, лист 100 анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления выполнен включающим в себя основной стальной лист 110 и покрытие 130 с натяжением, сформированное на основном стальном листе 110 и содержащее соединение фосфорной кислоты, фосфата, хромового ангидрида, хромата, глинозема или кремнезема.
[0017] Как показано на Фиг. 2, основной стальной лист 110 имеет плоскую поверхность 110F, которая представляет собой поверхность, на которой канавка G не сформирована, и образующую канавку поверхность 110G, которая является поверхностью, которой сформирована канавка G.
Покрытие 130 с натяжением формируется на основном стальном листе 110.
В последующем описании в покрытии 130 с натяжением сформированный на плоской поверхности 110F основного стального листа 110 участок называется покрывающим плоскую поверхность участком 130F, а сформированный на образующей канавку поверхности 110G основного стального листа 110 участок называется покрывающим образующую канавку поверхность участком 130G.
[0018] Далее будут описаны размеры для указания морфологии покрытия 130 с натяжением около канавки G.
Каждый размер может быть определен путем выделения n (n≥10) канавок G в качестве объектов измерения, механической обработки поперечного сечения на поверхности, перпендикулярной направлению протяжения каждой канавки G, до зеркального блеска и исследования поперечного сечения с помощью сканирующего электронного микроскопа.
[0019] Среднее значение толщин покрывающего плоскую поверхность участка 130F в направлении Z по толщине листа определяют как среднюю толщину t1 покрывающего плоскую поверхность участка 130F покрытия.
Средняя толщина t1 покрытия может быть определена следующим образом. Сначала для каждой из n канавок G толщину покрывающего плоскую поверхность участка 130F в направлении Z по толщине листа измеряют в по меньшей мере 10 точках в покрывающих плоскую поверхность участка 130F около канавок G и получают среднее значение. Затем среднюю толщину t1 покрытия определяют путем вычисления среднего значения по n средним значениям.
[0020] Минимальное значение толщины покрывающего образующую канавку поверхность участка 130G в направлении, перпендикулярном поверхности, определяют как минимальную толщину t2Min покрывающего образующую канавку поверхность участка 130G покрытия.
Минимальная толщина t2Min покрытия может быть определена следующим образом. Сначала для каждой из n канавок G измеряют минимальное значение толщины покрывающего образующую канавку поверхность участка 130G в направлении, перпендикулярном ее поверхности. Затем определяют минимальную толщину t2Min покрытия путем вычисления среднего значения по n значениям измерений.
[0021] Максимальное значение толщины покрывающего образующую канавку поверхность участка 130G в направлении, перпендикулярном поверхности, определяют как максимальную толщину t2Max покрывающего образующую канавку поверхность участка 130G покрытия.
Максимальная толщина t2Max покрытия может быть определена следующим образом. Сначала для каждой из n канавок G измеряют максимальное значение толщины покрывающего образующую канавку поверхность участка 130G в направлении, перпендикулярном ее поверхности. Затем определяют максимальную толщину t2Max покрытия путем вычисления среднего значения по n значениям измерения.
[0022] Значение умноженного на 0,95 расстояния D в направлении Z по толщине листа от нижнего положения 130Ga поверхности покрывающего образующую канавку поверхность участка 130G до нижнего положения 130Fa поверхности покрывающего плоскую поверхность участка 130F (то есть границы между покрывающим плоскую поверхность участком 130F и основным стальным листом 110) определяют как эффективную глубину d.
Расстояние D является размером, соответствующим глубине канавки G, сформированной в основном стальном листе 110. Толщина покрытия 130 с натяжением, сформированного на поверхности стенки канавки около плечевого участка канавки G (участка, соединенного с плоской поверхностью 110F), оказывает небольшое влияние на магнитные потери. Поэтому значение 0,95×D, которое соответствует глубине 95% со стороны дна канавки G, используют здесь в качестве эффективной глубины d, которая способствует эффекту уменьшения магнитных потерь.
Эффективная глубина d может быть определена следующим образом. Сначала для каждой из n канавок G измеряют расстояние в направлении Z по толщине листа от нижнего положения 130Ga поверхности до нижнего положения 130Fa поверхности. Затем получают расстояние D путем вычисления среднего значения по n значениям измерения, и на основе расстояния D определяют эффективную глубину d.
[0023] Разделяющее расстояние между двумя плоскими поверхностями 110F и 110F, примыкающими к образующей канавку поверхности 110G в направлении, перпендикулярном направлению протяжения канавки G и направлению Z толщины листа, определяют как ширину w образующей канавку поверхности 110G.
Ширина w может быть определена следующим образом. Сначала вышеупомянутое разделяющее расстояние измеряют для каждой из n канавок G. Затем определяют ширину w путем вычисления среднего значения по n значениям измерения.
[0024] В листе 100 анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления покрытие 130 с натяжением формируют так, чтобы средняя толщина t1 (мкм) покрывающего плоскую поверхность участка 130F покрытия, минимальная толщина t2Min (мкм) покрывающего образующую канавку поверхность участка 130G покрытия и максимальная толщина t2Max (мкм) покрывающего образующую канавку поверхность участка 130G покрытия удовлетворяли Выражениям (1) и (2) следующим образом
t2Min/t1 ≥ 0,4 (1)
t2Max/t1 ≤ 3,0 (2)
[0025] В выражениях (1) и (2) диапазоны каждого из минимального значения и максимального значения толщины (толщины в направлении, перпендикулярном поверхности) покрывающего образующую канавку поверхность участка 130G определяют на основе толщины покрывающего плоскую поверхность участка 130F покрытия.
В том случае, когда удовлетворяется Выражение (1), нет точки, в которой покрывающий образующую канавку поверхность участок 130G покрытия был бы чрезмерно тонким относительно средней толщины t1 покрытия, так что могут проявляться превосходные изоляционные свойства и коррозионная стойкость.
В том случае, когда удовлетворяется Выражение (2), можно сказать, что нет точки, в которой покрывающий образующую канавку поверхность участок 130G покрытия был бы чрезмерно толстым относительно средней толщины t1 покрытия. Следовательно, натяжение, создаваемое в направлении, пересекающем направление поверхности стального листа, из-за покрытия, сформированного на поверхности стенки канавки, не является чрезмерным. В результате в достаточной степени может быть получен эффект уменьшения магнитных потерь.
[0026] Кроме того, в листе 100 анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления максимальная толщина t2Max (мкм) покрытия 130 с натяжением и эффективная глубина d (мкм) покрытия 130 с натяжением удовлетворяют Выражению (3) следующим образом
t2Max ≤ d/2 (3)
[0027] В Выражении (3) диапазон максимального значения толщины покрывающего образующую канавку поверхность участка 130G (толщины в направлении, перпендикулярном ее поверхности) определяют на основе эффективной глубины d, которая является показателем, зависящим от глубины канавки G.
В том случае, когда Выражение (3) удовлетворяется, можно сказать, что нет точки, в которой покрывающий образующую канавку поверхность участок 130G покрытия был бы чрезмерно толстым относительно эффективной глубины d. Следовательно, натяжение, создаваемое в направлении, пересекающем направление поверхности стального листа, из-за покрытия, сформированного на поверхности стенки канавки, не является чрезмерным. В результате в достаточной степени может быть получен эффект уменьшения магнитных потерь.
[0028] В листе 100 анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления предпочтительно, чтобы эффективная глубина d (мкм) покрытия 130 с натяжением и ширина w (мкм) образующей канавку поверхности 110G удовлетворяли Выражению (4)
d/w ≥ 1/3 (4)
[0029] Значение d/w представляет собой показатель, указывающий на наклон поверхности стенки канавки образующей канавку поверхности 110G. В том случае, когда наклон поверхности стенки канавки образующей канавку поверхности 110G является большим, можно сказать, что форма канавки является подходящей с точки зрения измельчения магнитных доменов. Однако в соответствии с данными исследования автора настоящего изобретения в том случае, когда значение d/w является большим, угловое различие между направлением намагничивания (направлением X) листа 100 анизотропной электротехнической стали и направлением натяжения вдоль поверхности стенки канавки из-за покрытия 130 с натяжением (покрывающего образующую канавку поверхность участка 130G), сформированного на поверхности стенки канавки образующей канавку поверхности 110G, является большим. Следовательно, в том случае, когда толщиной покрытия 130 с натяжением не управляют должным образом, проблема увеличения магнитных потерь становится значительной.
С другой стороны, в листе 100 анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления, поскольку формируется покрытие 130 с натяжением, толщиной которого управляют таким образом, чтобы удовлетворять Выражениям (1)-(3), как описано выше, была решена проблема увеличения магнитных потерь, вызываемого поверхностью стенки канавки с большим значением d/w.
Следовательно, в том случае, когда удовлетворяются не только Выражения (1)-(3), но также и Выражение (4), может быть реализовано уменьшение магнитных потерь при обеспечении подходящей формы канавки с точки зрения измельчения магнитных доменов и сохранении изоляционных свойств и коррозионной стойкости, что является предпочтительным.
[0030] Кроме того, в листе 100 анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления предпочтительно, чтобы максимальная толщина t2Max (мкм) покрытия, ширина w (мкм), средняя толщина t1 (мкм) покрытия и эффективная глубина d (мкм) удовлетворяли Выражению (5)
(d/w)×t2Max ≤ t1 (5)
[0031] Как описано выше, проблема увеличения магнитных потерь, возникающая в том случае, когда толщиной покрывающего образующую канавку поверхность участка 130G покрытия 130 с натяжением не управляют должным образом, становится более значительной по мере того, как угловое различие между направлением намагничивания листа 100 анизотропной электротехнической стали и направлением натяжения покрывающего образующую канавку поверхность участка 130G становится больше. Таким образом, чем больше значение d/w, которое представляет собой наклон поверхности стенки канавки, тем тоньше должна быть максимальная толщина t2Max покрывающего образующую канавку поверхность участка 130G покрытия с точки зрения уменьшения магнитных потерь. Кроме того, в настоящей заявке, учитывая, что максимальная толщина t2Max покрытия определяется на основе средней толщины t1 покрытия, этот эффект определяется Выражением (5).
Следовательно, в том случае, когда удовлетворяются не только Выражения (1)-(3), но также и Выражение (5), максимальная толщина t2Max покрытия более строго ограничивается с учетом значения d/w, наклона поверхности стенки канавки. Следовательно, можно более надежно избежать проблемы увеличения магнитных потерь.
[0032] Морфология канавки G предпочтительно находится в следующем диапазоне относительно эффекта настоящего изобретения.
[0033] Средняя толщина t1 покрытия предпочтительно составляет 1 мкм или более, а более предпочтительно 2 мкм или более. Это связано с тем, что, когда средняя толщина t1 покрытия составляет 1 мкм или более, более надежно могут проявляться изоляционные свойства и коррозионная стойкость.
Средняя толщина t1 покрытия предпочтительно составляет 10 мкм или менее, а более предпочтительно 5 мкм или менее. Это связано с тем, что, когда средняя толщина t1 покрытия составляет 10 мкм или менее, можно предотвратить значительное снижение коэффициента заполнения основного стального листа 110.
[0034] Ширина w предпочтительно составляет 20 мкм или более, а более предпочтительно 30 мкм или более. Причина этого заключается в том, что, когда ширина w составляет 20 мкм или более, технически легко управлять толщиной покрывающего образующую канавку поверхность участка 130G.
Ширина w предпочтительно составляет 150 мкм или менее, а более предпочтительно 90 мкм или менее. Случай, когда ширина w составляет 150 мкм или менее, является подходящим с точки зрения измельчения магнитных доменов. Когда ширина w становится меньше, проблема увеличения магнитных потерь, вызванная угловым различием между направлением намагничивания листа 100 анизотропной электротехнической стали и направлением натяжения вдоль поверхности стенки канавки из-за покрывающего образующую канавку поверхность участка 130G, становится значительной, хотя эта проблема также зависит и от глубины канавки G. Таким образом, можно сказать, что эффект настоящего изобретения является большим при соответствующем контроле толщины покрытия 130 с натяжением так, чтобы ширина w предпочтительно составляла 150 мкм или менее.
[0035] Расстояние D предпочтительно составляет 5 мкм или более, а более предпочтительно 15 мкм или более. В том случае, когда расстояние D составляет 5 мкм или более, проблема увеличения магнитных потерь, вызванная угловым различием между направлением намагничивания листа 100 анизотропной электротехнической стали и направлением натяжения вдоль поверхности стенки канавки из-за покрывающего образующую канавку поверхность участка 130G, становится значительной, хотя эта проблема также зависит и от ширины w. Таким образом, можно сказать, что эффект настоящего изобретения является большим при соответствующем контроле толщины покрытия 130 с натяжением так, чтобы расстояние D предпочтительно составляло 5 мкм или менее.
Расстояние D предпочтительно составляет 50 мкм или менее, а более предпочтительно 30 мкм или менее.
Причина этого заключается в том, что когда расстояние D составляет 50 мкм или менее, технически легко управлять толщиной покрывающего образующую канавку поверхность участка 130G. Кроме того, когда расстояние D превышает 50 мкм, имеются случаи, когда толщина листа частично сильно уменьшается, и эффект снижения магнитных потерь не может быть получен.
[0036] С точки зрения уменьшения магнитных потерь направление протяжения канавки G предпочтительно находится в диапазоне 90-60° относительно направления X прокатки, а более предпочтительно в диапазоне 90-80°.
Когда направление протяжения канавки G составляет 60° или более относительно направления X прокатки, угол между поверхностью стенки канавки образующей канавку поверхности 110G и направлением X прокатки также становится большим, так что необходимость в эффекте настоящего изобретения увеличивается.
[0037] Шаг между канавками G в направлении X прокатки (шаг в направлении прокатки) предпочтительно задается в диапазоне 1-20 мм в соответствии с необходимостью измельчения магнитных доменов. Более предпочтительно задавать шаг между канавками G в направлении прокатки в диапазоне 2-10 мм. Более предпочтительно, чтобы верхний предел шага между канавками G в направлении прокатки составлял 8 мм. Более предпочтительно, чтобы верхний предел шага между канавками G в направлении прокатки составлял 5 мм.
[0038] Основной стальной лист 110 может содержать, в качестве химического состава, Si: от 0,8 до 4,8 мас.%, а остальное состоит из Fe и примесей. Химический состав является предпочтительным химическим составом для управления ориентацией кристаллов для интеграции в ориентации {110}<001>.
[0039] Кроме того, основной стальной лист 110 может содержать известные необязательные элементы вместо части Fe с целью улучшения магнитных характеристик. Примеры необязательных элементов, содержащихся вместо части Fe, включают в себя следующие элементы. Каждое числовое обозначение означает верхний предел в том случае, когда эти элементы содержатся в качестве необязательных элементов.
В мас.%, C: 0,005% или менее, Mn: 0,3% или менее, S: 0,015% или менее, Se: 0,015% или менее, Al: 0,050% или менее, N: 0,005% или менее, Cu: 0,40% или менее, Bi: 0,010% или менее, В: 0,080% или менее, P: 0,50% или менее, Ti: 0,015% или менее, Sn: 0,10% или менее, Sb: 0,10% или менее, Cr: 0,30% или менее, Ni: 1,00% или менее, и один или два или более из Nb, V, Mo, Ta и W: 0,030% или менее в сумме.
Поскольку эти необязательные элементы могут содержаться согласно известной цели, нет необходимости задавать нижний предел для количества необязательных элементов, и нижний предел может составлять 0%.
[0040] Примеси не ограничиваются примерами необязательных элементов, но означают элементы, которые не ослабляют эффект настоящего изобретения, даже если эти элементы содержатся. Примеси не ограничиваются случаем намеренного добавления таких элементов, и также включают в себя элементы, которые неизбежно внедряются в сталь из руды в качестве сырья, лома или производственной среды при промышленном производстве основного стального листа. Целью верхнего предела общего количества примесей может быть примерно 5 мас.%.
[0041] Лист анизотропной электротехнической стали обычно подвергается обезуглероживающему отжигу и очищающему отжигу во время вторичной рекристаллизации, и подвергается относительно большому изменению химического состава (уменьшению количества) в производственном процессе. В зависимости от элемента его количество уменьшается до 50 миллионных долей (млн-1) или менее и может достигать уровня, который не может быть обнаружен с помощью обычного анализа (1 миллионная доля или менее), когда очищающий отжиг выполняется в достаточной степени. Химический состав основного стального листа 110 является химическим составом в конечном продукте и отличается от состава сляба, описываемого позже, который также является исходным материалом.
[0042] Например, химический состав основного стального листа 110 может быть измерен с использованием атомной эмиссионной спектрометрии с индуктивно-связанной плазмой (ICP-AES). В частности, химический состав идентифицируется путем измерения измерительным прибором ICPS-8100 производства компании Shimadzu Corporation или т.п. при некоторых условиях, основанных на калибровочной кривой, подготовленной заранее с использованием квадратного испытательного образца со стороной 35 мм, взятого из основного стального листа 110. Кроме того, содержание C и S может быть измерено способом поглощения в инфракрасной области спектра при сгорании, а содержание N может быть измерено с использованием термокондуктометрического способа при плавлении в потоке инертного газа.
(Второй вариант осуществления)
[0043] Далее будет описан лист 200 анизотропной электротехнической стали согласно второму варианту осуществления настоящего изобретения.
Лист 200 анизотропной электротехнической стали согласно второму варианту осуществления отличается от листа 100 анизотропной электротехнической стали согласно первому варианту осуществления тем, что стеклянное покрытие формируется между основным стальным листом и покрытием с натяжением. Описания, перекрывающие описания в первом варианте осуществления, будут пропущены.
[0044] Фиг. 3 представляет собой схематический вид с торца для описания конфигурации около канавки G листа 200 анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления.
Как показано на Фиг. 3, лист 200 анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления выполнен включающим в себя основной стальной лист 210 и покрытие 230 с натяжением, сформированное на основном стальном листе 210 и содержащее соединение фосфорной кислоты, фосфата, хромового ангидрида, хромата, глинозема или кремнезема, и стеклянное покрытие 250, сформированное между основным стальным листом 210 и покрытием 230 с натяжением и содержащее Mg2SiO4.
В листе 200 анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления, поскольку сформировано стеклянное покрытие 250, между покрытием 230 с натяжением и основным стальным листом 210 может быть получена высокая адгезия, и может быть приложено более сильное натяжение.
[0045] Как показано на Фиг. 3, основной стальной лист 210 имеет плоскую поверхность 210F, которая представляет собой поверхность, на которой канавка G не сформирована, и образующую канавку поверхность 210G, которая является поверхностью, за счёт которой сформирована канавка G.
Покрытие 230 с натяжением сформировано на основном стальном листе 210.
В листе 200 анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления стеклянное покрытие 250 сформировано между плоской поверхностью 210F основного стального листа 210 и покрытием 230 с натяжением, стеклянное покрытие 250 не сформировано между образующей канавку поверхностью 210G основного стального листа 210 и покрытием 230 с натяжением.
В последующем описании в покрытии 230 с натяжением участок, сформированный на плоской поверхности 210F основного стального листа 210, называется покрывающим плоскую поверхность участком 230F, а участок, сформированный на образующей канавку поверхности 210G основного стального листа 210, называется покрывающим образующую канавку поверхность участком 230G.
[0046] Поскольку средняя толщина t1 покрывающего плоскую поверхность участка 230F, минимальная толщина t2Min покрывающего образующую канавку поверхность участка 230G и максимальная толщина t2Max покрывающего образующую канавку поверхность участка 230G перекрываются со средней толщиной t1 покрытия, минимальной толщиной t2Min покрытия и максимальной толщиной t2Max покрытия, описанными в первом варианте осуществления, их описание будет пропущено.
Кроме того, поскольку ширина w образующей канавку поверхности 210G перекрывается с шириной w, описанной в первом варианте осуществления, ее описание также будет пропущено.
[0047] В листе 200 анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления стеклянное покрытие 250 сформировано между плоской поверхностью 210F основного стального листа 210 и покрытием 230 с натяжением. Следовательно, нижнее положение 230Fa поверхности покрывающего плоскую поверхность участка 230F является границей между покрывающим плоскую поверхность участком 230F и стеклянным покрытием 250.
Здесь, поскольку эффективная глубина d является показателем для определения диапазона, который эффективно способствует снижению магнитных потерь за счет управления толщиной покрывающего образующую канавку поверхность участка 230G, эффективная глубина d определяется в зависимости от формы покрытия 230 с натяжением даже в случае наличия стеклянного покрытия 250, как в настоящем варианте осуществления. Таким образом, как и в определении, описанном в первом варианте осуществления, в настоящем варианте осуществления значение умноженного на 0,95 расстояния D в направлении Z по толщине листа от нижнего положения 230Ga поверхности покрывающего образующую канавку поверхность участка 230G, до нижнего положения 230Fa поверхности покрывающего плоскую поверхность участка 230F, представляет собой эффективную глубину d.
[0048] Следовательно, даже в листе 200 анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления покрытие 230 с натяжением формируется удовлетворяющим Выражениям (1)-(3) следующим образом. Следовательно, могут быть реализованы меньшие магнитные потери, чем в существующем продукте, при сохранении изоляционных свойств и коррозионной стойкости.
t2Min/t1 ≥ 0,4 (1)
t2Max/t1 ≤ 3,0 (2)
t2Max ≤ d/2 (3)
[0049] Предпочтительный аспект, описанный в первом варианте осуществления, аналогичным образом принят в листе 200 анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления.
[0050] В листе 200 анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления стеклянное покрытие 250 сформировано только между плоской поверхностью 210F основного стального листа 210 и покрытием 230 с натяжением, и не сформировано между образующей канавку поверхностью 210G основного стального листа 210 и покрытием 230 с натяжением.
Однако, как и в листе 200A анизотропной электротехнической стали согласно примеру модификации, показанному на Фиг. 4, стеклянное покрытие 250 также может быть сформировано между образующей канавку поверхностью 210G основного стального листа 210 и покрытием 230 с натяжением. Даже в этом случае определения средней толщины t1 покрытия, минимальной толщины t2Min покрытия, максимальной толщины t2Max покрытия и эффективной глубины d не изменяются.
(Третий вариант осуществления)
[0051] Далее будет описан способ производства листа анизотропной электротехнической стали согласно третьему варианту осуществления настоящего изобретения.
[0052] Способ производства листа анизотропной электротехнической стали согласно настоящему варианту осуществления включает в себя по меньшей мере стадию холодной прокатки с получением холоднокатаного стального листа, стадию окончательного отжига с выполнением окончательного отжига холоднокатаного стального листа, стадию формирования канавок с формированием канавок G на холоднокатаном стальном листе до или после стадии окончательного отжига и стадию нанесения покрытия с натяжением с нанесением покрытия с натяжением на канавки G. Кроме того также может быть добавлена стадия формования покрытия с натяжением с приданием формы покрытию с натяжением путем обработки покрытия с натяжением.
Кроме того, в качестве примера конкретного способа производства в дополнение к вышеупомянутым стадиям включаются стадия литья, стадия горячей прокатки, стадия отжига горячекатаного стального листа, стадия обезуглероживающего отжига, стадия обработки азотированием и стадия нанесения сепаратора отжига. Эти стадии являются примерами, принятыми для демонстрации осуществимости настоящего изобретения, и настоящее изобретение не ограничивается этими стадиями и условиями.
[0053] Фиг.5 представляет собой блок-схему последовательности операций для описания конкретного примера способа производства листа анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления. Далее будет описана каждая стадия.
(Стадия литья S1)
[0054] На стадии литья S1 приготавливают сляб. Примером способа производства сляба является следующий. Производится (плавится) расплавленная сталь. Сляб производится с использованием этой расплавленной стали. Сляб может также производиться способом непрерывного литья. Слиток может быть произведен с использованием расплавленной стали, и слиток может быть подвергнут воздействию обжимного стана (блюминга) с получением сляба. Толщина сляба особенно не ограничивается. Толщина сляба составляет, например, 150-350 мм. Толщина сляба предпочтительно составляет 220-280 мм. В качестве сляба может использоваться так называемый тонкий сляб, имеющий толщину 10-70 мм. В том случае, когда используется тонкий сляб, черновая прокатка перед финишной прокаткой на стадии горячей прокатки S2 может пропускаться.
[0055] Состав сляба может быть любым составом, который вызывает вторичную рекристаллизацию. В частности, основные элементы и необязательные элементы сляба являются следующими. Обозначение %, используемое для компонентов, означает мас.%.
Si является важным элементом для увеличения электрического сопротивления и уменьшения магнитных потерь. Когда содержание Si превышает 4,8%, материал имеет тенденцию растрескиваться во время холодной прокатки, и прокатка не может быть выполнена. С другой стороны, когда количество Si понижается, во время окончательного отжига происходит превращение α-γ, и направленность (ориентировка) кристаллов ухудшается. Следовательно, в качестве нижнего предела может быть задана величина 0,8%, которая не влияет на направленность кристаллов во время окончательного отжига.
[0056] Хотя С является элементом, эффективным для управления структурой первичной рекристаллизации в производственном процессе, чрезмерное количество C в конечном продукте оказывает неблагоприятное влияние на магнитные характеристики. Следовательно, содержание C может быть задано на 0,085% или менее. Предпочтительный верхний предел содержания C составляет 0,075%. C очищается на стадии S5 обезуглероживающего отжига и стадии S8 окончательного отжига, описанных далее, и достигает количества 0,005% или менее после стадии S8 окончательного отжига. В том случае, когда C содержится, нижний предел содержания C может превышать 0% или может составлять 0,001% с учетом производительности в промышленном производстве.
[0057] Кислоторастворимый Al представляет собой элемент, который связывается с N и функционирует как ингибитор в виде AlN или (Al,Si)N. Диапазон ограничения количества может составлять от 0,012% до 0,050%, при котором увеличивается магнитная индукция. Когда N добавляется в количестве 0,01% или более во время производства стали, в стальном листе образуются пустоты, называемые пузырями. Следовательно, верхний предел может быть задан на 0,01%. Поскольку N может содержаться за счет азотирования в середине производственного процесса, нижний предел конкретно не определяется.
[0058] Mn и S осаждаются в виде MnS и служат в качестве ингибиторов. Когда количество Mn составляет менее 0,02%, а количество S составляет менее 0,005%, не может быть обеспечено заданное количество эффективного ингибитора MnS. Когда количество Mn составляет более 0,3%, а количество S составляет более 0,04%, растворение во время нагрева сляба становится недостаточным, и вторичная рекристаллизация протекает неустойчиво. Следовательно, можно задать количества Mn: от 0,02% до 0,3% и S: от 0,005% до 0,04%.
[0059] В качестве других составляющих элементов ингибитора также могут быть добавлены B, Bi, Se, Pb, Sn, Ti и т.п. Их добавляемое количество может соответствующим образом регулироваться и может задаваться на, в мас.%, В: 0,080% или менее, Bi: 0,010% или менее, Se: 0,035% или менее, Pb: 0,10% или менее, Sn: 0,10% или менее и Ti: 0,015% или менее. Поскольку эти необязательные элементы могут содержаться согласно известной цели, нет необходимости задавать нижний предел для количества необязательных элементов, и нижний предел может составлять 0%.
[0060] Остаток химического состава сляба состоит из Fe и примесей. Следует отметить, что «примеси», упоминаемые здесь, означают элементы, которые неизбежно включаются из компонентов, содержащихся в сырье, или компонентов, включаемых в производственный процесс, когда сляб производится промышленным образом, и не оказывают существенного влияния на эффект настоящего изобретения.
[0061] Химический состав сляба может содержать известные необязательные элементы вместо части Fe с учетом, помимо решения производственных проблем, усиления действия ингибиторов за счет образования соединения или влияния на магнитные характеристики. Примеры необязательных элементов, которые содержатся вместо части Fe, включают в себя следующие элементы. Каждое числовое значение означает верхний предел в том случае, когда эти элементы содержатся в качестве необязательных элементов.
В мас.%, Cu: 0,40% или менее, P: 0,50% или менее, Sb: 0,10% или менее, Cr: 0,30% или менее и Ni: 1,00% или менее.
Поскольку эти необязательные элементы могут содержаться согласно известной цели, нет необходимости задавать нижний предел для количества необязательных элементов, и нижний предел может составлять 0%.
(Стадия S2 горячей прокатки)
[0062] Стадия S2 горячей прокатки является стадией выполнения горячей прокатки сляба, нагретого до заданной температуры (например, 1100°C-1400°C), с получением горячекатаного стального листа. В качестве примера, сляб, имеющий вышеупомянутый состав, может быть подвергнут горячей прокатке после нагрева до температуры 1100°C или выше с точки зрения обеспечения температуры для горячей прокатки и 1280°C или ниже, при которой солюционирование AlN достигается не полностью, на основе способа производства с использованием (Al, Si)N в качестве ингибитора, как описано в Патентном документе 3. Альтернативно, на основе способа производства с использованием AlN и MnS в качестве основных ингибиторов, как описано в Патентном документе 4, горячую прокатку можно выполнять после нагрева при температуре 1300°C или выше, при которой достигается полное солюционирование.
(Стадия S3 отжига горячекатаного стального листа)
[0063] Стадия S3 отжига горячекатаного стального листа является стадией отжига горячекатаного стального листа, полученного на стадии S2 горячей прокатки, немедленно или в течение короткого периода времени с получением отожженного стального листа. Отжиг выполняется в диапазоне температур 750°C-1200°C в течение от 30 секунд до 30 минут. Такой отжиг эффективен для улучшения магнитных характеристик продукта.
(Стадия S4 холодной прокатки)
[0064] Стадия S4 холодной прокатки является стадией выполнения холодной прокатки (например, с полным обжатием при холодной прокатке 80%-95%) один или несколько (два или более) раз с отжигом (технологическим отжигом) отожженного стального листа, полученного на стадии S3 отжига горячекатаного стального листа, с получением холоднокатаного стального листа.
Толщина холоднокатаного стального листа может составлять 0,10-0,50 мм.
(Стадия S5 обезуглероживающего отжига)
[0065] Стадия S5 обезуглероживающего отжига представляет собой стадию выполнения обезуглероживающего отжига холоднокатаного стального листа, полученного на стадии S4 холодной прокатки, с получением подвергнутого обезуглероживанию отожженного стального листа, в котором произошла первичная рекристаллизация. Обезуглероживающий отжиг может выполняться, например, при 700°C - 900°C в течение 1-3 мин.
При выполнении обезуглероживающего отжига C, содержащийся в холоднокатаном стальном листе, удаляется. Обезуглероживающий отжиг предпочтительно выполняется во влажной атмосфере для удаления «C», содержащегося в холоднокатаном стальном листе.
(Стадия S6 обработки азотированием)
[0066] Стадия S6 обработки азотированием представляет собой стадию, выполняемую по мере необходимости для того, чтобы отрегулировать силу ингибитора при вторичной рекристаллизации. Обработка азотирования увеличивает количество азота в стальном листе на примерно 40-200 миллионных долей с начала обезуглероживающей обработки до начала вторичной рекристаллизации при окончательном отжиге. Примеры обработки азотированием включают в себя обработку с выполнением отжига в атмосфере, содержащей газ, обладающий способностью к азотированию, такой как аммиак, и обработку нанесением сепаратора отжига, содержащего порошок, обладающий способностью к азотированию, такой как MnN, на стадии S7 нанесения сепаратора отжига, описываемой далее.
(Стадия S7 нанесения сепаратора отжига)
[0067] Стадия S7 нанесения сепаратора отжига является стадией нанесения сепаратора отжига на подвергнутый обезуглероживанию отожженный стальной лист. В качестве сепаратора отжига, например, может использоваться сепаратор отжига, содержащий главным образом глинозем (Al2O3). Подвергнутый обезуглероживанию отожженный стальной лист после нанесения сепаратора отжига подвергается окончательному отжигу на последующей стадии S8 окончательного отжига в состоянии смотанным в рулон.
В том случае, когда формируется стеклянное покрытие, используется сепаратор отжига, содержащий главным образом оксид магния (MgO).
(Стадия S8 окончательного отжига)
[0068] Стадия S8 окончательного отжига представляет собой стадию выполнения окончательного отжига подвергнутого обезуглероживанию отожженного стального листа, на который нанесен сепаратор отжига, для проведения вторичной рекристаллизации. На стадии S8 окончательного отжига с этой вторичной рекристаллизацией обеспечивается возможность протекания вторичной рекристаллизации в состоянии, в котором рост первично рекристаллизованных зерен подавляется ингибитором, в результате чего преимущественно растут зерна с ориентацией {100}<001>, и магнитная индукция значительно улучшается.
В том случае, когда на вышеописанной стадии S7 нанесения сепаратора отжига применяется оксид магния (MgO), на стадии S8 окончательного отжига формируется стеклянное покрытие, содержащее Mg2SiO4.
(Стадия S9 формирования канавки)
[0069] Стадия S9 формирования канавки является стадией формирования канавок G на холоднокатаном стальном листе после стадии S4 холодной прокатки с целью управления магнитными доменами (измельчения магнитных доменов). Канавки G могут быть сформированы известным способом, таким как использующий лазер, пучок (луч) электронов, плазму, механический способ или травление.
[0070] Стадия S9 формирования канавки выполняется после стадии S8 окончательного отжига в примере, показанном на блок-схеме последовательности операций по Фиг. 5. Однако, когда стадия S9 формирования канавки выполняется на стальном листе, который подвергся стадии S4 холодной прокатки, может быть сохранена форма сечения линейной канавки, идеальная для измельчения магнитных доменов. Следовательно, стадия S9 формирования канавки может выполняться до или после стадии S8 окончательного отжига. Альтернативно стадия S9 формирования канавки может выполняться до или после стадии S10 нанесения покрытия с натяжением.
Например, канавки G могут быть сформированы в любое время от момента после стадии S4 холодной прокатки до момента перед стадией S11 формования покрытия с натяжением.
Покрытие с натяжением может быть сформировано заранее на поверхности стального листа после стадии S8 окончательного отжига и перед стадией S9 формирования канавки. В этом случае на стадии S9 формирования канавки покрытие с натяжением на участке канавки G уменьшается или исчезает. Следовательно, в том случае, когда покрытие с натяжением формируется на поверхности стального листа заранее после стадии S8 окончательного отжига и перед стадией S9 формирования канавки, стадия S10 нанесения покрытия с натяжением выполняется во время после стадии S9 формирования канавки.
[0071] В том случае, когда стадия S8 окончательного отжига выполняется в состоянии, в котором оксид магния (MgO) нанесен на стадии S7 нанесения сепаратора отжига, морфология стеклянного покрытия, формируемого во время стадии S9 формирования канавки, отличается.
В том случае, когда стадия S9 формирования канавки выполняется после стадии S8 окончательного отжига, канавки G формируются после формирования стеклянного покрытия. Следовательно, как показано на Фиг. 3, описанной во втором варианте осуществления, стеклянное покрытие не формируется на канавках G.
В том случае, когда стадия S9 формирования канавки выполняется перед стадией S8 окончательного отжига, стеклянное покрытие формируется после формирования канавок G. Следовательно, как показано на Фиг. 4, описанной в качестве примера модификации во втором варианте осуществления, стеклянное покрытие также формируется на канавках G.
(Стадия S10 нанесения покрытия с натяжением)
[0072] Стадия S10 нанесения покрытия с натяжением является стадией нанесения покрытия с натяжением, выполненного из соединения фосфорной кислоты или т.п., путем нанесения и прокаливания раствора для формирования покрытия. Раствор для формирования покрытия представляет собой, например, раствор для формирования покрытия, содержащий фосфорную кислоту или фосфат, хромовый ангидрид или хромат, глинозем или коллоидный кремнезем, и т.п. Прокаливание может выполняться, например, при условиях 350°C-1150°C в течение от 5 секунд до 300 секунд.
Здесь, покрытие с натяжением, удовлетворяющее настоящему изобретению, формируется путем соответствующего регулирования толщины покрытия части канавки за счет изменения таких условий, как вязкость или концентрация наносимого раствора для формирования покрытия, морфология валика для нанесения, время от нанесения до прокаливания и обдув воздухом для удаления части раствора для формирования покрытия. В том случае, когда покрытие с натяжением, удовлетворяющее настоящему изобретению, сформировано, стадия S11 формирования покрытия с натяжением не требуется.
(Стадия S11 формования покрытия с натяжением)
[0073] Стадия S11 формования покрытия с натяжением является стадией придания формы покрытию с натяжением путем изменения толщины участка покрытия с натяжением, сформированного на канавке G, в диапазоне более узком, чем ширина канавки G.
Более конкретно, на стадии S11 формования покрытия с натяжением покрытию с натяжением придают форму путем обработки покрытия с натяжением с уменьшением толщины участка покрытия с натяжением, сформированного на канавке G, в диапазоне более узком, чем ширина канавки G, и с оставлением части покрытия с натяжением. Эта обработка не ограничивается обработкой, в которой толщина покрытия с натяжением, сформированного на канавке G, уменьшается в целом, и, например, может быть обработкой, при которой толщина части покрытия с натяжением, сформированного на канавке G, уменьшается, в то время как толщина его части увеличивается.
[0074] На вышеописанной стадии S10 нанесения покрытия с натяжением, поскольку раствор для формирования покрытия затекает в канавки G, сформированные на стадии S9 формирования канавки, прокаливание выполняется в состоянии, в котором в канавках G накапливается большое количество раствора для формирования покрытия. Поэтому бывают случаи, когда толщина покрытия на канавке G больше толщины покрытия на плоской поверхности, на которой не формируется канавка G.
[0075] Управление толщиной покрытия, формируемого на поверхности стенки канавки, можно выполнять, как описано выше, путем изменения таких условий, как концентрация наносимого раствора для формирования покрытия, морфология валика для нанесения, время от нанесения до прокаливания и обдув воздухом для удаления части для формирования покрытия раствора на стадии S10 нанесения покрытия с натяжением. Однако, принимая во внимание простоту операции нанесения покрытия, состояние формирования тонких канавок G, а также свободный и точный контроль толщины покрытия, формируемого на канавке G, на стадии S10 нанесения покрытия с натяжением предпочтительно, чтобы раствор для формирования покрытия наносился без знания о наличии канавок G и без какого-либо специального контроля, прокаливание выполнялось в состоянии, в котором раствор для формирования покрытия накапливается в канавке G, и покрытие, формируемое на канавке G более толстым, чем покрытие плоской поверхности, обрабатывалось до желаемой толщины на последующей стадии.
[0076] Следовательно, на стадии S11 формования покрытия с натяжением путем обработки или удаления покрытия с помощью облучения лазером или пучком электронов, выполняемых на канавке G, толщина толстого покрытия, сформированного на канавке G, уменьшается и остается, так что магнитные потери могут быть дополнительно уменьшены.
[0077] Способ обработки покрытия с натяжением особенно не ограничивается при условии, что толщиной покрытия с натяжением можно управлять для удовлетворения Выражений (1)-(3), описанных в первом варианте осуществления. Например, может быть использован известный способ, такой как использующий лазер, пучок электронов, плазму, механический способ или травление. В случае применения этих способов поверхность покрытия с натяжением становится гладкой, а натяжение пленки становится постоянным, что приводит к такому преимуществу, как уменьшение потерь на токи Фуко.
[0078] В том случае, когда используются лазер или пучок, диаметр излучаемого лазера или пучка задается меньшим, чем ширина канавки G. Поскольку часть покрытия необходимо оставлять для сохранения изоляционных свойств и коррозионной стойкости, мощностью лазера или пучка соответствующим образом управляют в зависимости от толщины покрытия и ширины канавки G. Это управление является не таким трудным для специалистов в данной области техники, которые регулярно обрабатывают поверхность стального листа облучением лазером или пучком. Мощность лазера или пучка регулируется в диапазоне, например, 50 Вт-2000 Вт. Причина этого заключается в том, что покрытие едва удаляется при мощности 50 Вт или ниже, и покрытие полностью разрушается при мощности 2000 Вт или выше.
[Примеры]
(Пример 1)
[0079] Пример 1 показывает, что в случае надлежащего контроля толщины покрытия магнитные потери уменьшаются, а изоляционные свойства и коррозионная стойкость сохраняются.
[0080] На основе вышеописанных стадий (стадия S1 литья, стадия S2 горячей прокатки, стадия S3 отжига горячекатаного стального листа и стадия S4 холодной прокатки) был получен холоднокатаный стальной лист, имеющий толщину 0,23 мм. Соотношение компонентов в составе сляба из кремнистой стали включает, в мас.%, Si: 3,3%, Mn: 0,1%, S: 0,007%, кислоторастворимый Al: 0,03%, N: 0,008%, Sn: 0,06% и остальное, состоящее из Fe и примесей.
[0081] На холоднокатаном стальном листе сразу после стадии S4 холодной прокатки в Экспериментах №№ 1-14 и после стадии S8 окончательного отжига в Экспериментах №№ 15-21 методом фототравления с шагом в направлении прокатки 5 мм в направлении 10 градусов относительно направления, перпендикулярного направлению Х прокатки (в направлении 80° относительно направления X прокатки) были сформированы канавки, имеющие ширину 50 мкм. Глубина канавок была задана на 20 мкм.
[0082] Перед стадией S8 окончательного отжига на эти стальные листы с помощью водной суспензии наносили сепаратор отжига. В качестве сепаратора отжига в Экспериментах №№ 1-7 использовали глинозем (Al2O3), а в Экспериментах №№ 8-21 использовали оксид магния (MgO). После этого раствор для формирования покрытия, содержащий главным образом коллоидный кремнезем и фосфат, наносили и прокаливали при 850°C в течение 2 минут с формированием покрытия с натяжением.
[0083] Канавки этих стальных листов облучали полупроводниковым лазером при изменении диаметра луча и мощности облучения лазера для удаления части покрытия с натяжением, сформированного на канавках. После лазерного облучения морфологию исследовали с помощью сканирующего электронного микроскопа и измеряли значения t1, t2Min и t2Max.
[0084] Магнитные потери W17/50 (Вт/кг) полученного продукта показаны в Таблицах 1 и 2. Магнитные потери по Эксперименту № 1 без облучения составили 0,79, и это рассматривали как контроль. Случай магнитных потерь 0,75 или менее определяли как улучшение магнитных потерь и оценивали как «Хорошо», а случай магнитных потерь более 0,75 определяли как отсутствие улучшения магнитных потерь и оценивали как «Плохо».
[0085] Для оценки свойств изоляции межслойное сопротивление измеряли методом согласно стандарту JIS C 2550-4 (2011).
Межслойное сопротивление 25 Ом·см2 или более оценивали как «Очень хорошее», поскольку считалось, что сохраняются достаточные изоляционные свойства.
Межслойное сопротивление от 5 до 25 Ом·см2 оценивали как «Хорошее», так как считалось, что изоляционные свойства сохраняются.
Листы, у которых межслойное сопротивление менее 5 Ом·см2, оценивали как «Плохие».
Для оценки коррозионной стойкости стальной лист выдерживали на воздухе при температуре 50°C и точке росы 50°C в течение 200 часов, а затем поверхность стального листа исследовали визуально.
Листы без ржавчины считались устойчивыми к коррозии и показаны как «Хорошие».
Листы со ржавчиной оценивали как «Плохие».
[0086] [Таблица 1]
[мкм]
[мкм]
[мкм]
[мкм]
[Вт]
[мкм]
[мкм]
[Вт/кг]
[0087] Как показано в Таблице 1, по сравнению с Экспериментом № 1, в котором лазерное облучение не выполнялось, в Экспериментах №№ 2 и 3, в которых лазерное облучение канавок выполнялось с некоторой мощностью или более, магнитные потери уменьшились, и можно видеть, что улучшение значения магнитных потерь составило примерно 7% в способе по настоящему изобретению по сравнению с существующим способом. В том случае, когда лазерное облучение выполняли с шириной, превышающей ширину канавок, как в Экспериментах №№ 4 и 7, увеличение мощности облучения вызывало достаточное уменьшение толщины покрытия, и таким образом магнитные потери стали меньше, чем в Эксперименте № 1. Однако, поскольку одновременно удалялось покрытие вокруг канавки G, изоляционные свойства и коррозионная стойкость не могли быть сохранены. В отличие от этого, в обоих Экспериментах №№ 2 и 3 в соответствии с настоящим изобретением толщину покрытия контролировали соответствующим образом, так что магнитные потери уменьшились, а изоляционные свойства и коррозионная стойкость сохранились.
В Эксперименте № 5, в котором мощность облучения была чрезмерной, покрытие было удалено полностью, и изоляционные свойства и коррозионная стойкость не могли быть сохранены.
В Эксперименте № 6, в котором мощность облучения была недостаточной, покрытие не было удалено, и эффект уменьшения магнитных потерь не мог быть получен.
[0088] [Таблица 2]
[мкм]
[мкм]
[мкм]
[мкм]
[Вт]
[мкм]
[мкм]
[мкм]
[Вт/кг]
(плоскость+ канавка)
(плоскость+ канавка)
(плоскость+ канавка)
(плоскость+ канавка)
(плоскость+ канавка)
(плоскость+ канавка)
(плоскость+ канавка)
(плоскость)
(плоскость)
(плоскость)
(плоскость)
(плоскость)
(плоскость)
(плоскость)
[0089] Как показано в Таблице 2, поскольку в Экспериментах №№ 8 и 15 имелись точки, в которых покрывающий образующую канавку поверхность участок покрытия был чрезмерно толстым относительно средней толщины t1 покрытия, натяжение, создаваемое в направлении, пересекающем направление поверхности стального листа, из-за покрытия, сформированного на поверхности стенки канавки, было чрезмерным, и эффект уменьшения магнитных потерь не мог быть получен.
Кроме того, поскольку в Экспериментах №№ 13, 14, 20 и 21 имелись точки, в которых покрывающий образующую канавку поверхность участок покрытия был чрезмерно тонким относительно средней толщины t1 покрытия, не могли быть получены превосходные изоляционные свойства и коррозионная стойкость.
В отличие от этого, во всех Экспериментах №№ 9-12 и 16-19, в которых толщину покрытия контролировали соответствующим образом, магнитные потери уменьшились, а изоляционные свойства и коррозионная стойкость сохранились.
(Пример 2)
[0090] Пример 2 показывает, что чем больше глубина канавки и толщина покрытия, тем больше натяжение в канавке, и тем сильнее может уменьшиться эффект уменьшения магнитных потерь из-за формирования канавок.
[0091] Холоднокатаный стальной лист, имеющий толщину 0,23 мм, производили по той же самой процедуре, что и в Примере 1.
[0092] На холоднокатаном стальном листе сразу после стадии S4 холодной прокатки методом фототравления с шагом в направлении прокатки 5 мм, в направлении 10 градусов относительно направления, перпендикулярного направлению Х прокатки (в направлении 80° относительно направления X прокатки) были сформированы канавки, имеющие ширину 50 мкм. Глубину канавок задавали на 10 мкм в Экспериментах №№ 22-24, 20 мкм – в Экспериментах №№ 25-27, и 30 мкм – в Экспериментах №№ 28-31.
[0093] На эти стальные листы наносили с помощью водной суспензии глинозем (Al2O3) в качестве сепаратора отжига, а затем выполняли окончательный отжиг. После этого наносили и прокаливали при 850°C в течение 2 минут раствор для формирования покрытия, содержащий главным образом коллоидный кремнезем и фосфат, для формирования покрытия с натяжением. При этом толщину покрытия изменяли путем изменения наносимого количества раствора для формирования покрытия.
[0094] В Экспериментах №№ 23, 24, 26, 27, 30 и 31 для удаления части покрытия с натяжением в канавке выполняли лазерное облучение путем задания диаметра луча полупроводникового лазера для канавок стального листа на 40 мкм и регулирования мощности облучения так, чтобы могло быть получено покрытие, удовлетворяющее условию t2Max ≤ w×t1/d. Кроме того, после лазерного облучения исследовали морфологию с помощью сканирующего электронного микроскопа и измеряли значения t1, t2Min и t2Max.
[0095] Магнитные потери W17/50 (Вт/кг) полученного продукта показаны в Таблицах 3-5.
Для Экспериментов №№ 22-24 с D=10 мкм случай, в котором магнитные потери были 0,77 или менее, оценивали как «Хорошо», а случай, в котором магнитные потери превышали 0,77, оценивали как «Плохо».
Для Экспериментов №№ 25-27 с D=20 мкм случай, в котором магнитные потери были 0,75 или менее, оценивали как «Хорошо», а случай, в котором магнитные потери превышали 0,75, оценивали как «Плохо».
Для Экспериментов №№ 28-31 с D=30 мкм случай, в котором магнитные потери были 0,74 или менее, оценивали как «Хорошо», а случай, в котором магнитные потери превышали 0,74, оценивали как «Плохо».
[0096] Для оценки изоляционных свойств межслойное сопротивление измеряли методом согласно стандарту JIS C 2550-4 (2011) таким же образом, что и в Примере 1. Оценочные критерии были такими же, что и в Примере 1.
[0097] [Таблица 3]
[мкм]
[мкм]
[мкм]
[мкм]
[Вт]
[мкм]
[мкм]
[мкм]
[Вт/кг]
[0098] [Таблица 4]
[мкм]
[мкм]
[мкм]
[мкм]
[Вт]
[мкм]
[мкм]
[мкм]
[Вт/кг]
[0099] [[Таблица 5]
[мкм]
[мкм]
[мкм]
[мкм]
[Вт]
[мкм]
[мкм]
[мкм]
[Вт/кг]
[0100] Как показано в Таблице 3, в том случае, когда глубина канавки составляла 10 мкм, №№ 23 и 24, в которых покрытие канавки удаляли, показали улучшенные магнитные потери по сравнению с № 22, в котором покрытие канавки не удаляли.
Как показано в Таблице 4, в том случае, когда глубина канавки составляла 20 мкм, №№ 26 и 27, в которых покрытие канавки удаляли, показали улучшенные магнитные потери по сравнению с № 25, в котором покрытие канавки не удаляли.
Как показано в Таблице 5, в том случае, когда глубина канавки составляла 30 мкм, различие в магнитных потерях является небольшим в том случае, когда покрытие канавки не удаляли, как в №№ 28 и 29, даже в том случае, когда толщина покрытия различается. Однако в том случае, когда покрытие канавки удаляли, эффект уменьшения магнитных потерь был получен, когда толщина покрытия была большой, как в №№ 30 и 31.
Кроме того, когда изменения магнитных потерь в № 22 и № 23, имеющих одну и ту же толщину покрытия, изменения магнитных потерь в № 25 и № 26 и изменения магнитных потерь в № 28 и № 30 сравнивались друг с другом, чем больше была глубина канавки, тем больше был эффект уменьшения магнитных потерь.
Причина этого заключается в том, что чем больше глубина канавки и толщина покрытия, тем больше вклад натяжения в канавке, и тем сильнее может уменьшиться эффект уменьшения магнитных потерь из-за формирования канавок.
(Пример 3)
[0101] В вышеописанных Примерах 1 и 2 покрытию придавали подходящую форму с помощью лазерного облучения. Однако, когда покрытие уже сформировали до подходящей толщины путем регулирования вязкости или концентрации наносимого раствора для формирования покрытия, придание формы покрытию лазерным облучением или т.п. не является необходимым. Следовательно, Экспериментальный пример 3 показывает, что эффект настоящего изобретения может быть получен путем соответствующего регулирования толщины покрытия без удаления покрытия канавки.
[0102] Холоднокатаный стальной лист, имеющий толщину 0,23 мм, производили по той же самой процедуре, что и в Примерах 1 и 2.
[0103] На холоднокатаном стальном листе сразу после стадии S4 холодной прокатки методом фототравления с шагом в направлении прокатки 5 мм, в направлении 10 градусов относительно направления, перпендикулярного направлению Х прокатки (в направлении 80° относительно направления X прокатки) формировали канавки, имеющие ширину 50 мкм. Глубину канавок задавали на 20 мкм.
[0104] На эти стальные листы с помощью водной суспензии наносили глинозем (Al2O3) в качестве сепаратора отжига, а затем выполняли окончательный отжиг. После этого наносили и прокаливали в течение 2 минут раствор для формирования покрытия, содержащий главным образом коллоидный кремнезем и фосфат, для формирования покрытия с натяжением. При этом в каждом из Экспериментов №№ 32-35 температуру раствора для формирования покрытия и температуру прокаливания регулировали до условий, показанных в Таблице 6, для изменения толщины покрытия.
[0105] В Экспериментах №№ 32-35 морфологию покрытия исследовали с помощью сканирующего электронного микроскопа и измеряли значения t1, t2Min и t2Max.
[0106] Магнитные потери W17/50 (Вт/кг) полученного продукта показаны в Таблице 6. Магнитные потери в Эксперименте № 32 составляют 0,77, и это рассматривали как контроль. Случай магнитных потерь 0,75 или менее определяли как улучшение магнитных потерь и оценивали как «Хорошо», а случай магнитных потерь более 0,75 определяли как отсутствие улучшения магнитных потерь и оценивали как «Плохо».
[0107] Для оценки изоляционных свойств межслойное сопротивление измеряли методом согласно стандарту JIS C 2550-4 (2011) тем же самым образом, что и в Примере 1. Оценочные критерии были теми же самыми, что и в Примере 1.
[0108] [Таблица 6]
[мкм]
[мкм]
[мкм]
[°C]
[мкм]
[мкм]
[мкм]
[Вт/кг]
[0109] Как показано в Таблице 6, в Экспериментах №№ 32-34 эффект настоящего изобретения не мог быть получен, потому что толщина покрытия не была подходящей. С другой стороны, в Эксперименте № 35 было подтверждено, что эффект настоящего изобретения был получен за счет регулирования толщины покрытия без удаления покрытия канавки.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0110] В соответствии с настоящим изобретением можно обеспечить лист анизотропной электротехнической стали, имеющий более низкие магнитные потери, чем у существующего продукта, при сохранении изоляционных свойств и коррозионной стойкости.
КРАТКОЕ ОПИСАНИЕ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0111] 100, 200, 200A - Лист анизотропной электротехнической стали
110, 210 - Основной стальной лист
110F, 210F - Плоская поверхность
110G, 210G - Образующая канавку поверхность
130, 230 - Покрытие с натяжением
130F, 230F - Покрывающий плоскую поверхность участок
130G, 230G - Покрывающий образующую канавку поверхность участок
130Fa, 230Fa - Нижнее положение поверхности покрывающего плоскую поверхность участка
130Ga, 230Ga - Нижнее положение поверхности покрывающего образующую канавку поверхность участка
250 - Стеклянное покрытие
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2016 |
|
RU2682267C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2778541C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2022 |
|
RU2819013C2 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2022 |
|
RU2818732C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, ПРОМЕЖУТОЧНЫЙ СТАЛЬНОЙ ЛИСТ ДЛЯ ЛИСТА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБЫ ИХ ПРОИЗВОДСТВА | 2020 |
|
RU2774384C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2022 |
|
RU2823712C2 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, СПОСОБ ФОРМИРОВАНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ ЛИСТА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ПРОИЗВОДСТВА ЛИСТА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2020 |
|
RU2772057C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2019 |
|
RU2779985C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2020 |
|
RU2776382C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2017 |
|
RU2726523C1 |
Изобретение относится к листу анизотропной электротехнической стали, используемому главным образом в качестве сердечника электрического устройства, такого как трансформатор, и к способу производства листа анизотропной электротехнической стали. Лист анизотропной электротехнической стали содержит основной стальной лист, имеющий плоскую поверхность и образующую канавку поверхность, которой сформирована канавка; и покрытие с натяжением, сформированное на основном стальном листе и содержащее соединение фосфорной кислоты, фосфата, хромового ангидрида, хромата, глинозема или кремнезема, причем покрытие с натяжением имеет покрывающий плоскую поверхность участок, сформированный на плоской поверхности, и покрывающий образующую канавку поверхность участок, сформированный на образующей канавку поверхности, причем средняя толщина покрывающего плоскую поверхность участка покрытия составляет t1, минимальная толщина покрывающего образующую канавку поверхность участка покрытия составляет t2Min, а максимальная толщина покрывающего образующую канавку поверхность участка покрытия составляет t2Max, и удовлетворяются Выражения (1) и (2), и причем значение умноженного на 0,95 расстояния D покрытия с натяжением вдоль направления по толщине листа от нижнего положения поверхности покрывающего образующую канавку поверхность участка до нижнего положения поверхности покрывающего плоскую поверхность участка представляет собой эффективную глубину d, и удовлетворяется Выражение (3), t2Min/t1 ≥ 0,4 (1), t2Max/t1 ≤ 3,0 (2), t2Max ≤ d/2 (3), причем t2Min представляет собой минимальное значение толщины покрывающего образующую канавку поверхность участка в направлении, перпендикулярном этой поверхности, и t2Max представляет собой максимальное значение толщины покрывающего образующую канавку поверхность участка в направлении, перпендикулярном этой поверхности. Способ производства листа анизотропной электротехнической стали включает стадию формирования канавки с формированием линейной канавки на холоднокатаном стальном листе до или после стадии окончательного отжига в направлении, пересекающем направление прокатки холоднокатаного стального листа и стадию нанесения покрытия с натяжением с формированием на канавке покрытия с натяжением, содержащего соединение фосфорной кислоты, фосфата, хромового ангидрида, хромата, глинозема или кремнезема. Технический результат заключается в создании листа, имеющего канавки, сформированные на поверхности основного стального листа, в котором магнитные потери ниже, чем у существующего продукта, при сохранении изоляционных свойств (изоляционной способности) и коррозионной стойкости. 2 н. и 5 з.п. ф-лы, 5 ил., 6 табл., 3 пр.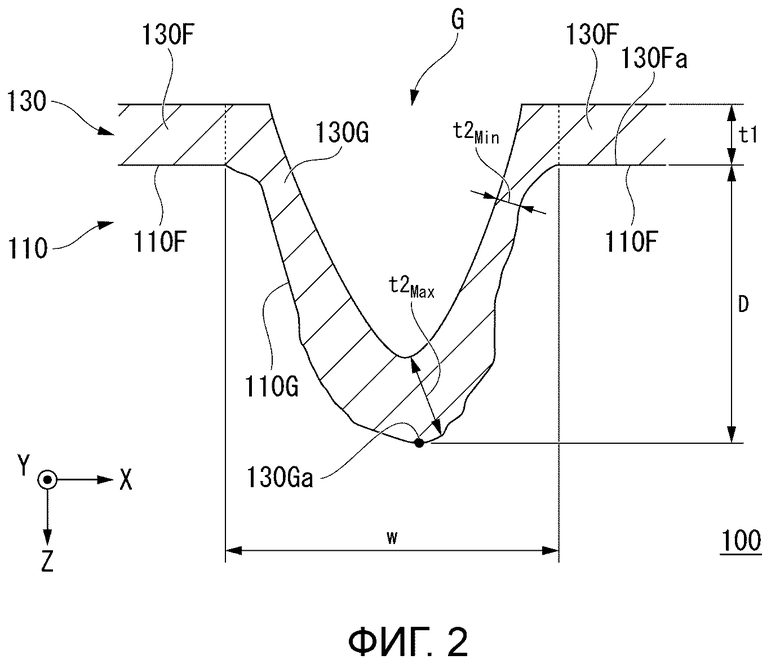
1. Лист анизотропной электротехнической стали, содержащий:
основной стальной лист, имеющий плоскую поверхность и образующую канавку поверхность, которой сформирована канавка; и
покрытие с натяжением, сформированное на основном стальном листе и содержащее соединение фосфорной кислоты, фосфата, хромового ангидрида, хромата, глинозема или кремнезема,
причем покрытие с натяжением имеет покрывающий плоскую поверхность участок, сформированный на плоской поверхности, и покрывающий образующую канавку поверхность участок, сформированный на образующей канавку поверхности,
причем средняя толщина покрывающего плоскую поверхность участка покрытия составляет t1, минимальная толщина покрывающего образующую канавку поверхность участка покрытия составляет t2Min, а максимальная толщина покрывающего образующую канавку поверхность участка покрытия составляет t2Max, и удовлетворяются Выражения (1) и (2), и
причем значение умноженного на 0,95 расстояния D покрытия с натяжением вдоль направления по толщине листа от нижнего положения поверхности покрывающего образующую канавку поверхность участка до нижнего положения поверхности покрывающего плоскую поверхность участка представляет собой эффективную глубину d, и удовлетворяется Выражение (3),
причем t2Min представляет собой минимальное значение толщины покрывающего образующую канавку поверхность участка в направлении, перпендикулярном этой поверхности, и
t2Max представляет собой максимальное значение толщины покрывающего образующую канавку поверхность участка в направлении, перпендикулярном этой поверхности.
2. Лист анизотропной электротехнической стали по п. 1, дополнительно содержащий:
стеклянное покрытие, сформированное между основным стальным листом и покрытием с натяжением и содержащее Mg2SiO4.
3. Лист анизотропной электротехнической стали по п. 1 или 2, в котором ширина образующей канавку поверхности составляет w, и удовлетворяется Выражение (4),
4. Лист анизотропной электротехнической стали по любому из пп. 1-3, в котором ширина образующей канавку поверхности составляет w, и дополнительно удовлетворяется Выражение (5),
5. Способ производства листа анизотропной электротехнической стали по любому из пп. 1-4, включающий:
стадию холодной прокатки с получением холоднокатаного стального листа;
стадию окончательного отжига с выполнением окончательного отжига со вторичной рекристаллизацией холоднокатаного стального листа;
стадию формирования канавки с формированием линейной канавки на холоднокатаном стальном листе до или после стадии окончательного отжига в направлении, пересекающем направление прокатки холоднокатаного стального листа; и
стадию нанесения покрытия с натяжением с формированием на канавке покрытия с натяжением, содержащего соединение фосфорной кислоты, фосфата, хромового ангидрида, хромата, глинозема или кремнезема.
6. Способ производства листа анизотропной электротехнической стали по п. 5, дополнительно включающий:
после стадии нанесения покрытия с натяжением стадию формования покрытия с натяжением с приданием формы покрытию с натяжением путем обработки покрытия с натяжением, чтобы оставить часть покрытия с натяжением в направлении по толщине и уменьшить толщину сформированного на канавке участка покрытия с натяжением в диапазоне более узком, чем ширина канавки.
7. Способ производства листа анизотропной электротехнической стали по п. 5 или 6, дополнительно включающий:
стадию нанесения сепаратора отжига с нанесением сепаратора отжига на холоднокатаный стальной лист после стадии холодной прокатки и перед стадией окончательного отжига,
причем сепаратор отжига содержит оксид магния.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Станок для придания концам круглых радиаторных трубок шестигранного сечения | 1924 |
|
SU2019A1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2011 |
|
RU2540244C2 |
| ТЕКСТУРИРОВАННАЯ ЭЛЕКТРОМАГНИТНАЯ ЛИСТОВАЯ СТАЛЬ И СПОСОБ ПРОИЗВОДСТВА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОМАГНИТНОЙ ЛИСТОВОЙ СТАЛИ | 2017 |
|
RU2709911C1 |
