ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к листу электротехнической анизотропной стали. Приоритет испрашивается по заявке на патент Японии № 2015-086301, поданной 20 апреля 2015 г., содержание которой включено в настоящий документ посредством ссылки.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0002] В предшествующем уровне техники в качестве стального листа для железного сердечника трансформатора известен лист электротехнической анизотропной стали, который обладает превосходными магнитными характеристиками в одном конкретном направлении. Лист электротехнической анизотропной стали представляет собой стальной лист, в котором ориентация кристаллов отрегулирована так, чтобы ось легкого намагничивания кристаллического зерна и направление прокатки соответствовали друг другу, за счет сочетания холодной прокатки и отжига. Предпочтительно, чтобы магнитные потери в листе электротехнической анизотропной стали были как можно меньше.
[0003] Магнитные потери в стали классифицируются на потери на вихревые токи и гистерезисные потери. В дополнение, потери на вихревые токи классифицируются на классические потери на вихревые токи и аномальные потери на вихревые токи. Известен лист электротехнической анизотропной стали, в котором сформирована изоляционная пленка на поверхности стального листа (основного металла), ориентация кристаллов которого отрегулирована так, как описано выше, чтобы уменьшить классические потери на вихревые токи. Изоляционная пленка также играет роль придания стальному листу электроизоляционных свойств, прочности при растяжении, термостойкости и т.п. Кроме того, недавно также известен лист электротехнической анизотропной стали, в котором между стальным листом и изоляционной пленкой сформирована пленка стекла.
[0004] С другой стороны, в качестве способа снижения аномальных потерь на вихревые токи известен способ управления магнитным доменом путем сужения ширины 180°-ых магнитных доменов (выполнение измельчения 180°-ых магнитных доменов) за счет выполнения деформации или формирования канавки, которая проходит в пересекающем направление прокатки направлении с заданным интервалом вдоль направления прокатки. Способ управления магнитным доменом классифицируется на неразрушающий способ управления магнитным доменом, в котором листу электротехнической анизотропной стали придают деформацию с помощью неразрушающих средств, и разрушающий способ управления магнитным доменом, в котором в поверхности стального листа выполняют, например, канавку.
[0005] В случае производства ленточного сердечника для трансформатора с использованием листа электротехнической анизотропной стали необходимо осуществлять обработку отжигом для снятия напряжений для того, чтобы устранить деформационное напряжение, которое образуется, когда лист электротехнической анизотропной стали сматывается в рулон. В случае производства ленточного сердечника с использованием листа электротехнической анизотропной стали, которому придается деформация при использовании неразрушающего способа управления магнитным доменом, деформация исчезает из-за выполнения обработки отжигом для снятия напряжений. Следовательно, эффект измельчения магнитного домена (то есть эффект снижения аномальных потерь на вихревые токи) также теряется.
[0006] С другой стороны, в случае производства ленточного сердечника с использованием листа электротехнической анизотропной стали, в котором наносится канавка в соответствии с разрушающим способом управления магнитным доменом, канавка не теряется из-за выполнения обработки отжигом для снятия напряжений, и возможно сохранение эффекта измельчения магнитного домена. Соответственно, в качестве способа снижения аномальных потерь на вихревые токи в отношении ленточного сердечника обычно используется разрушающий способ управления магнитным доменом.
[0007] Например, как раскрыто в патентном документе 1, практическое применение нашел способ придания деформации стальному листу посредством облучения лазером. С другой стороны, при формировании канавки с глубиной приблизительно 10-30 мкм в направлении, которое приблизительно перпендикулярно направлению прокатки листа электротехнической анизотропной стали, с постоянным периодом в направлении прокатки, магнитные потери в стали уменьшаются. Причина этого заключается в следующем. На периферии канавки возникает магнитный полюс из-за вариации проницаемости в пустом пространстве канавки, и интервал 180°-ой магнитной стенки сужается благодаря этому магнитному полюсу. В результате магнитные потери в стали улучшаются.
[0008] Примеры способа формирования канавки в листе электротехнической стали включают способ электролитического травления, в котором канавку формируют на поверхности листа электротехнической анизотропной стали посредством способа электролитического травления (см. патентный документ 2), способ обжатия зубчатым колесом, в котором канавку формируют на поверхности стального листа путем механического нажатия зубчатым колесом на поверхность листа электротехнической анизотропной стали (см. следующий патентный документ 3), а также способ облучения лазером, в котором стальной лист (облученный лазером участок) плавится и испаряется посредством лазерного облучения (см. патентный документ 4).
ДОКУМЕНТЫ УРОВНЯ ТЕХНИКИ
[0009] ПАТЕНТНЫЕ ДОКУМЕНТЫ
[Патентный документ 1] Японская рассмотренная патентная заявка, Вторая публикация № S58-26406
[Патентный документ 2] Японская рассмотренная патентная заявка, Вторая публикация № S62-54873
[Патентный документ 3] Японская рассмотренная патентная заявка, Вторая публикация № S62-53579
[Патентный документ 4] Японская нерассмотренная патентная заявка, Первая публикация № 2003-129135
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Проблемы, решаемые изобретением
[0010] В случае формирования канавки с глубиной приблизительно 10-30 мкм в направлении, которое приблизительно перпендикулярно направлению прокатки согласно уровню техники, трудно равномерно выдерживать форму конца канавки (канавочного конца) на поверхности листа электротехнической стали (той поверхности, на которой формируется канавка). Следовательно, вариация формы конца канавки имеет тенденцию к увеличению. В результате при выполнении покрытия для того, чтобы придать электроизоляционные свойства поверхности стального листа после формирования канавки, становится трудно нанести покрывающий агент на каждый угол конца канавки. В дополнение, велика вариация формы конца канавки. Следовательно, способность к адгезии покрывающего агента может быть недостаточной в некоторых местах конца канавки. В результате, поскольку конец канавки покрывается в недостаточной степени, канавка подвергается воздействию внешней среды, и это воздействие становится причиной образования ржавчины. В дополнение, в случае выполнения канавок с использованием лазерного способа возникает проблема вероятного образования поверхностного выступа на конце формируемой канавки. Например, когда образуется ржавчина, пленка на периферии ржавчины отслаивается. Соответственно, когда протекает значительный межслоевой ток, магнитные потери в стали могут увеличиваться. В дополнение к этому, в том случае, когда стальной лист корродирован из-за ржавчины, немагнитная часть является диффузной. Следовательно, оптимальные условия измельчения магнитного домена не могут быть соблюдены.
[0011] Настоящее изобретение было сделано с учетом вышеописанных проблем, и его задача состоит в том, чтобы предложить лист электротехнической анизотропной стали, который включает в себя канавку для большого улучшения магнитных потерь в стали и в котором улучшены способность к адгезии изоляционной пленки и т.п. и стойкость против ржавления на конце канавки.
Средства решения проблем
[0012] Сущность настоящего изобретения заключается в следующем.
(1) В соответствии с одним аспектом настоящего изобретения предлагается лист электротехнической анизотропной стали, включающий в себя стальной лист, имеющий поверхность стального листа, в которой выполнена канавка, которая проходит в пересекающем направление прокатки направлении и у которой направление по глубине канавки соответствует направлению по толщине листа. Эта канавка включает наклонную часть, которая наклонена от поверхности стального листа до дна канавки в конце канавки в продольном направлении канавки, которое является тем направлением, в котором проходит канавка. Когда среднее значение глубины канавки в направлении по толщине листа от высоты поверхности стального листа в центральной части в продольном направлении канавки принято за среднюю глубину D канавки в мкм, прямая линия, которая соединяет первую точку, в которой глубина канавки в направлении по толщине листа от высоты поверхности стального листа становится равной 0,05×D, и вторая точка, в которой глубина канавки в направлении по толщине листа от высоты поверхности стального листа становится равной 0,50×D, в наклонной части принята за прямую линию конца канавки, угол, образуемый поверхностью стального листа и прямой линией конца канавки, принят за первый угол θ в градусах, и в том случае, когда канавка рассматривается в перпендикулярном продольному направлению канавки поперечном сечении в направлении по ширине канавки в центральной части канавки, среднее значение длины в направлении по ширине канавки, которое является длиной линейного сегмента, соединяющего две точки, в которых глубина канавки в направлении по толщине листа от высоты поверхности стального листа в контуре канавки на поперечном сечении в направлении по ширине канавки становится равной 0,05×D, принято за среднюю ширину W канавки в мкм, размерное соотношение А, полученное делением средней глубины D канавки на среднюю ширину W канавки, и первый угол θ удовлетворяют следующему выражению (1):
θ<-21×A+77 … (1)
[0013] (2) В листе электротехнической анизотропной стали по пункту (1) размерное соотношение A и первый угол θ могут удовлетворять следующему выражению (2):
θ<32×A2-55×A+73 … (2)
[0014] (3) В листе электротехнической анизотропной стали по пункту (1) или (2), когда средняя глубина D канавки составляет от 15 мкм до 30 мкм, первый угол θ, средняя глубина D канавки и средняя ширина W канавки могут удовлетворять следующему выражению (3):
θ≤0,12×W-0,45×D+57,39 … (3)
[0015] (4) В листе электротехнической анизотропной стали по пункту (1) или (2), когда средняя ширина W канавки составляет от 30 мкм до 100 мкм, первый угол θ, средняя глубина D канавки и средняя ширина W канавки удовлетворяют следующему выражению (4):
θ≤-0,37×D+0,12×W+55,39 … (4)
[0016] (5) В листе электротехнической анизотропной стали по любому из пунктов (1) - (4), в стальном листе, размер кристаллического зерна, которое находится в контакте с канавкой, может составлять 5 мкм или больше.
[0017] (6) В листе электротехнической анизотропной стали по любому из пунктов (1) - (5) средняя глубина D канавки может составлять от 10 мкм до 50 мкм.
Полезные эффекты изобретения
[0018] В соответствии с этим аспектом изобретения возможно улучшить стойкость против ржавления листа электротехнической анизотропной стали, в котором выполнена канавка на поверхности стального листа для измельчения магнитного домена.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0019] Фиг. 1 представляет собой схематичный вид, иллюстрирующий канавку, которая выполнена на поверхности стального листа в листе электротехнической анизотропной стали в соответствии с одним вариантом осуществления настоящего изобретения.
Фиг. 2 иллюстрирует форму профиля канавки в сечении вдоль линии A-A, изображенной на Фиг. 1.
Фиг. 3 иллюстрирует форму профиля канавки в сечении вдоль линии B-B, изображенной на Фиг. 1.
Фиг. 4 иллюстрирует определение контура канавки.
Фиг. 5 иллюстрирует форму сечения канавки в продольном направлении канавки.
Фиг. 6 иллюстрирует определение первого угла.
Фиг. 7 иллюстрирует определение первого угла.
Фиг. 8 представляет собой блок-схему, иллюстрирующую процессы производства листа электротехнической анизотропной стали в соответствии с этим вариантом осуществления.
Фиг. 9 иллюстрирует облучение лазером в процессе выполнения канавок в процессах производства листа электротехнической анизотропной стали в соответствии с этим вариантом осуществления.
Фиг. 10 иллюстрирует облучение лазером в процессе выполнения канавок в процессах производства листа электротехнической анизотропной стали в соответствии с этим вариантом осуществления.
Фиг. 11 иллюстрирует облучение лазером в процессе выполнения канавок в процессах производства листа электротехнической анизотропной стали в соответствии с этим вариантом осуществления.
Фиг. 12 иллюстрирует облучение лазером в процессе выполнения канавок в процессах производства листа электротехнической анизотропной стали в соответствии с этим вариантом осуществления.
Фиг. 13 представляет собой график, иллюстрирующий соотношение между выходной мощностью луча лазера и временем в процессе выполнения канавок лазерным способом в соответствии с этим вариантом осуществления.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
[0020] Далее будет подробно описан один предпочтительный вариант осуществления настоящего изобретения. Однако настоящее изобретение не ограничено раскрытыми в этом варианте осуществления конфигурациями, и могут быть проделаны различные модификации в диапазоне, не отступающем от сущности изобретения. В дополнение к этому, нижний предел и верхний предел также включаются в те диапазоны ограничения числового значения, которые будут описаны ниже. Однако нижний предел не включается в диапазон ограничения числового значения, описываемый как «больше» нижнего предела, и верхний предел также не включается в диапазон ограничения числового значения, описываемый как «меньше» верхнего предела.
[0021] Далее один предпочтительный вариант осуществления настоящего изобретения будет подробно описан со ссылкой на сопроводительные чертежи.
[0022] Фиг. 1 представляет собой вид сверху листа 1 электротехнической анизотропной стали в соответствии с этим вариантом осуществления. Фиг. 2 представляет собой вид по стрелке в сечении по линии A-A, изображенной на Фиг. 1. Фиг. 3 представляет собой вид по стрелке в сечении по линии B-B, изображенной на Фиг. 1. Кроме того, на Фиг. 1-3 направление прокатки листа 1 электротехнической анизотропной стали определяется как X, направление по ширине листа (направление, перпендикулярное к направлению прокатки в той же самой плоскости) листа 1 электротехнической анизотропной стали определяется как Y, а направление по толщине листа (направление, перпендикулярное плоскости XY) листа 1 электротехнической анизотропной стали определяется как Z. Фиг. 1 представляет собой схематическую иллюстрацию канавки 3, если смотреть на лист 1 электротехнической анизотропной стали в соответствии с этим вариантом осуществления в направлении Z по толщине листа (в дальнейшем может быть описан как «на виде сверху»). Фактически, в поверхности 2a стального листа и канавки 3 реального листа электротехнической анизотропной стали, их поверхность не является однородно сформированной, но на Фиг. 1-3, Фиг. 5-8 и Фиг. 19 поверхность 2a стального листа и канавка 3 иллюстрируются схематично для объяснения характеристик изобретения. В дополнение, канавка 3 может иметь форму дуги, если смотреть в направлении Z по толщине листа (в случае вида сверху канавки 3). В этом варианте осуществления в качестве примера приведена канавка 3, имеющая линейную форму, для удобства объяснения.
[0023] Лист 1 электротехнической анизотропной стали включает в себя стальной лист (основной металл) 2, в котором ориентация кристаллов отрегулирована за счет сочетания обработок холодной прокаткой и отжигом так, чтобы ось легкого намагничивания кристаллического зерна и направление X прокатки совпадали друг с другом, и на поверхности 2a стального листа 2 предусмотрена канавка 3.
[0024] Стальной лист 2 содержит следующие химические компоненты в единицах массовой доли: Si: от 0,8% до 7%, C: больше 0% и меньше или равно 0,085%, растворимый в кислоте Al: от 0% до 0,065%, N: от 0% до 0,012%, Mn: от 0% до 1%, Cr: от 0% до 0,3%, Cu: от 0% до 0,4%, P: от 0% до 0,5%, Sn: от 0% до 0,3%, Sb: от 0% до 0,3%, Ni: от 0% до 1%, S: от 0% до 0,015%, Se: от 0% до 0,015%, а остаток включает в себя Fe и неизбежные примеси.
[0025] Химические компоненты стального листа 2 являются теми химическими компонентами, которые предпочтительны после интеграции к ориентации {110} <001>, то есть после приведения к текстуре Госса. Среди этих элементов Si и C являются основными элементами, а растворимый в кислоте Al, N, Mn, Cr, Cu, P, Sn, Sb, Ni, S и Se являются выборочными элементами. Выборочные элементы могут содержаться в соответствии с его назначением. Соответственно, нет необходимости ограничивать нижний предел, и нижний предел может составлять 0%. В дополнение к этому, эффект этого варианта осуществления не ухудшается, даже когда выборочные элементы содержатся в качестве примесей. В стальном листе 2 остаток кроме основных элементов и выборочных элементов может состоять из Fe и примесей. В дополнение, примеси представляют собой те элементы, которые неизбежно примешиваются вследствие использования руды и лома в качестве сырья или производственных условий и т.п. при промышленном производстве стального листа 2. В дополнение, лист электротехнической стали обычно подвергается очистительному отжигу во время вторичной рекристаллизации. При очистительном отжиге происходит удаление ингибиторообразующего элемента наружу из системы. В частности, происходит значительное уменьшение концентрации по N и S, и эта концентрация становится равной 50 миллионный долей (млн-1) или меньше. При типичных условиях очистительного отжига эта концентрация становится равной 9 млн-1 или меньше, или 6 млн-1 или меньше. Если очистительный отжиг выполняется в достаточной степени, эта концентрация достигает определенного уровня (1 млн-1 или меньше), при котором обнаружение обычным анализом становится невозможным.
[0026] Содержание химического компонента в стальном листе 2 может быть измерено в соответствии с обычным методом анализа стали. Например, содержания химических компонентов в стальном листе 2 могут быть измерены с использованием атомно-эмиссионной спектрометрии с индуктивно связанной плазмой (ICP-AES). В частности, возможно определить химические компоненты путем выполнения измерения для квадратного тестового образца со стороной 35 мм, который получен из центрального положения стального листа 2 после удаления пленки, с использованием прибора эмиссионного анализа ICP (например, ICPS-8100 производства компании Shimadzu Corporation) при условиях, основанных на калибровочной кривой, которая создана заранее. Кроме того, содержание C и S может быть измерено с использованием метода поглощения инфракрасного излучения при сгорании, а содержание N может быть измерено с использованием метода определения удельной теплопроводности при плавлении в инертном газе.
[0027] Лист 1 электротехнической анизотропной стали в соответствии с этим вариантом осуществления включает канавку 3 для измельчения магнитного домена в поверхности 2a стального листа, и может включать в себя изоляционную пленку (не показана) на канавке 3 и поверхности 2a стального листа.
[0028] В дополнение, между поверхностью 2a стального листа и изоляционной пленкой может быть предусмотрена стеклянная пленка (не показана). Например, стеклянная пленка образована сложным оксидом, таким как форстерит (Mg2SiO4), шпинель (MgAl2O4) и кордиерит (Mg2Al4Si5O16). Хотя детали будут описаны позже, стеклянная пленка представляет собой пленку, которая формируется для предотвращения прилипания к стальному листу 2 в процессе окончательного отжига, который является одним из процессов производства листа 1 электротехнической анизотропной стали. Соответственно, стеклянная пленка не является существенным элементом среди элементов, составляющих лист 1 электротехнической анизотропной стали. Например, изоляционная пленка содержит коллоидный кремнезем и фосфат и играет роль придания стальному листу 2 электроизоляционных свойств, прочности при растяжении, коррозионной стойкости, термостойкости и т.п.
[0029] Кроме того, например, стеклянная пленка и изоляционная пленка листа 1 электротехнической анизотропной стали могут быть удалены следующим способом. Лист 1 электротехнической анизотропной стали, включающий стеклянную пленку или изоляционную пленку, погружают в водный раствор гидроксида натрия, содержащий 10 мас.% NaOH и 90 мас.% H2O, при 80°C на 15 минут. Затем лист 1 электротехнической анизотропной стали погружают в водный раствор серной кислоты, содержащий 10 мас.% H2SO4 и 90 мас.% H2O, при 80°C на 3 минуты. Затем лист 1 электротехнической анизотропной стали погружают в водный раствор азотной кислоты, содержащий 10 мас.% HNO3 и 90 мас.% H2O, при комнатной температуре на время, которое немного короче, чем 1 минута, и промывают. Наконец лист 1 электротехнической анизотропной стали сушат с использованием потока теплого воздуха от воздуходувки в течение промежутка времени немного меньше, чем 1 минута. Кроме того, в том случае, когда стеклянную пленку или изоляционную пленку удаляют с листа 1 электротехнической анизотропной стали в соответствии с вышеописанным способом, подтверждено, что форма или шероховатость канавки 3 стального листа 2 являются приблизительно теми же самыми, что и форма или шероховатость перед формированием стеклянной пленки или изоляционной пленки.
[0030] Как проиллюстрировано на Фиг. 1 и Фиг. 2, канавка 3 сформирована таким образом, что канавка 3 проходит в направлении L, которое пересекает направление Х прокатки, а направление по глубине соответствует направлению Z по толщине листа. Как проиллюстрировано на Фиг. 2, в канавке 3 на обоих концах в направлении L образуется наклонная часть 5, которая наклонена так, чтобы глубина становилась более глубокой от поверхности 2a стального листа до дна 4 канавки 3. Подробно форма канавки 3 будет описана позже.
[0031] Далее будет определена терминология, используемая в последующем описании. Как проиллюстрировано на Фиг. 1, в том случае, если смотреть на канавку 3 в направлении Z по толщине листа (в случае вида сверху канавки 3), направление протяженности (стрелка L, проиллюстрированная на Фиг. 1) канавки 3 называется продольным направлением L канавки. В дополнение, на виде сверху канавки 3 направление (стрелка Q, проиллюстрированная на Фиг. 1), перпендикулярное продольному направлению L канавки 3, называется направлением Q по ширине канавки.
(Средняя глубина D канавки)
[0032] Глубина канавки 3 представляет собой расстояние от поверхности 2a стального листа до поверхности (дна 4) канавки 3 в направлении Z по толщине листа. Средняя глубина D канавки может быть измерена следующим образом. В том случае, если канавка 3 рассматривается в направлении Z по толщине листа (в случае вида сверху канавки 3), диапазон наблюдения устанавливается на часть канавки 3. Предпочтительно, чтобы диапазон наблюдения устанавливался на область, не включающую конец в продольном направлении L канавки 3 (то есть область, в которой форма дна канавки является устойчивой). Например, область наблюдения может быть областью наблюдения, длина которой в продольном направлении L канавки составляет приблизительно от 30 мкм до 300 мкм в приблизительно центральной части канавки в продольном направлении L. Затем получают распределение высоты (распределение глубины канавки) в диапазоне наблюдения путем использования лазерного микроскопа и получают максимальную глубину канавки в диапазоне наблюдения. То же самое измерение выполняют на по меньшей мере трех или более областях, а предпочтительно 10 областях, изменяя диапазон наблюдения. В дополнение, вычисляют среднее значение максимальной глубины канавки в соответствующих областях наблюдения, и это среднее значение определяется как средняя глубина D канавки. Например, средняя глубина D канавки 3 в этом варианте осуществления предпочтительно составляет от 5 мкм до 100 мкм, а более предпочтительно больше 10 мкм и меньше или равно 40 мкм, так, чтобы предпочтительно получить эффект измельчения магнитного домена. Кроме того, необходимо заранее измерить положение (высоту) поверхности 2a стального листа в направлении Z по толщине листа для того, чтобы измерить расстояние между поверхностью 2a стального листа и поверхностью канавки 3. Например, положение (высота) в направлении Z по толщине листа измеряют для множества площадок на поверхности 2a стального листа в каждом из диапазонов наблюдения с использованием лазерного микроскопа, и среднее значение результатов измерения может использоваться в качестве высоты поверхности 2a стального листа. В дополнение, в этом варианте осуществления при измерении средней ширины W канавки, как будет описано позже, используется поперечное сечение канавки. Соответственно, поверхность 2a стального листа может быть измерена в поперечном сечении канавки. Кроме того, при наблюдении образца стального листа с помощью лазерного микроскопа предпочтительно, чтобы две поверхности листа (поверхность наблюдения и соответствующая ей задняя поверхность) образца стального листа были приблизительно параллельны друг другу.
(Средняя ширина W канавки)
[0033] Ширина канавки 3 представляет собой длину раскрыва канавки в поперечном направлении Q канавки в том случае, когда канавка 3 рассматривается на поперечном сечении (поперечном сечении в направлении по ширине канавки или в поперечном сечении канавки), которое перпендикулярно продольному направлению L канавки. Средняя ширина W канавки может быть измерена следующим образом. Как и для средней глубины D канавки, диапазон наблюдения устанавливают на часть канавки 3 в том случае, когда канавка 3 рассматривается в направлении Z по толщине листа (в случае вида сверху канавки 3). Предпочтительно, чтобы диапазон наблюдения устанавливался на область, не включающую в себя конец в продольном направлении L канавки 3 (то есть область, в которой форма дна канавки является устойчивой). Например, область наблюдения может быть областью наблюдения, длина которой в продольном направлении L канавки составляет приблизительно от 30 мкм до 300 мкм приблизительно в центральной части канавки в продольном направлении L. Затем получают поперечное сечение канавки, перпендикулярное продольному направлению L канавки, для одной произвольной площадки в диапазоне наблюдения (например, в положении максимальной глубины канавки в области наблюдения) с использованием лазерного микроскопа. Длину раскрыва канавки получают из контурной кривой поверхности 2a стального листа и канавки 3 на поперечном сечении канавки.
[0034] В частности, после получения кривой поперечного сечения путем применения фильтра нижних частот (пороговое значение: λs) к поверхности 2a стального листа и измерения кривой MCL поперечного сечения, которая составляет контур поверхности 2a стального листа и канавки 3, который показан на поперечном сечении канавки, когда полосовой фильтр (пороговое значение: λf, λc) применяется к кривой поперечного сечения для того, чтобы удалить длинноволновые компоненты и коротковолновые компоненты из кривой поперечного сечения, как проиллюстрировано на Фиг. 3, получается волновая кривая WWC, которая составляет контур канавки 3 в поперечном сечении канавки. Эта волновая кривая представляет собой один вид контурной кривой, который подходит для того, чтобы упростить форму контура до гладкой линии.
[0035] Как проиллюстрировано на Фиг. 3, на волновой кривой WWC канавки 3 в поперечном сечении канавки получают длину (раскрыва канавки) Wn сегмента линии, который соединяет две точки (третью точку 33 и четвертую точку 34), в которых глубина от поверхности 2a стального листа до поверхности канавки 3 вдоль направления Z по толщине листа составляет 0,05×D от средней глубины D канавки 3. То же самое измерение выполняют по меньшей мере на трех или более областях, а предпочтительно 10 областях, изменяя диапазон наблюдения. В дополнение, вычисляют среднее значение раскрыва канавки в соответствующих областях наблюдения, и это среднее значение определяется как средняя ширина W канавки. Например, предпочтительно, чтобы средняя ширина W канавки 3 в этом варианте осуществления составляла от 10 мкм до 250 мкм для того, чтобы предпочтительно получить эффект измельчения магнитного домена. Кроме того, необходимо заранее измерить положение (высоту) поверхности 2a стального листа в направлении Z по толщине листа для того, чтобы измерить глубину 0,05×D от поверхности 2a стального листа. Например, положение (высота) в направлении Z по толщине листа измеряется для множества площадок на поверхности 2a стального листа на волновой кривой в каждом поперечном сечении канавки, и среднее значение результатов измерения может использоваться в качестве высоты поверхности 2a стального листа.
(Первый угол θ)
[0036] Первый угол θ канавки 3 представляет собой угол, образуемый поверхностью 2a стального листа и концом канавки 3. Первый угол θ может быть измерен следующим образом. В том случае, когда канавка 3 рассматривается в направлении Z по толщине листа (в случае вида сверху канавки 3), диапазон наблюдения устанавливают на ту часть канавки 3, которая включает в себя конец в продольном направлении L канавки. На виде сверху канавки 3 в направлении Z по толщине листа воображаемо задают множество из (n) виртуальных линий L1-Ln в диапазоне наблюдения вдоль продольного направления L канавки (см. Фиг. 6). Предпочтительно, чтобы диапазон наблюдения устанавливался на ту область, которая включает в себя конец канавки 3 (то есть область, включающую в себя исходную точку канавки 3 в продольном направлении L канавки, до той области, в которой форма дна канавки является устойчивой). Затем при измерении распределения высоты (распределения глубины) канавки 3 в диапазоне наблюдения вдоль виртуальной линии L1 с использованием лазерного микроскопа (устройства лазерного типа для измерения шероховатости поверхности), как проиллюстрировано на Фиг. 4, получают кривую измерения поперечного сечения MCL 1, которая составляет контур конца канавки 3 в продольном направлении L канавки, в форме, соответствующей виртуальной линии L1.
[0037] После получения кривой поперечного сечения путем применения фильтра нижних частот (пороговое значение: λs) к измеренной кривой поперечного сечения MCL1, полученной в отношении виртуальной линии L1, когда полосовой фильтр (пороговое значение: λf, λc) применяется к кривой поперечного сечения для того, чтобы удалить длинноволновые компоненты и коротковолновые компоненты из кривой поперечного сечения, как проиллюстрировано на Фиг. 3, получается волновая кривая LWC1, которая составляет контур конца канавки 3 в продольном направлении L канавки, в форме, соответствующей виртуальной линии L1.
[0038] Как проиллюстрировано на Фиг. 5, при использовании волновой кривой LWC1 получают расстояния (глубины d1-dn, единица – мкм) в направлении Z по толщине листа между поверхностью 2a стального листа и контуром (то есть волновой кривой LWC1) канавки 3 во множестве (n) положений вдоль виртуальной линии L1. В дополнение, получают среднее значение (глубины D1 канавки) глубин d1-dn. Глубины D2-Dn конца канавки также получают в отношении других виртуальных линий L2-Ln в соответствии с тем же самым способом измерения. Кроме того, необходимо заранее измерить положение (высоту) поверхности 2a стального листа в направлении Z по толщине листа для того, чтобы измерить глубины d1-dn от поверхности 2a стального листа. Например, положение (высота) в направлении Z по толщине листа может быть измерено(а) для множества положений на поверхности 2a стального листа в диапазоне наблюдения с использованием лазерного микроскопа, и среднее значение результатов измерения может использоваться в качестве высоты поверхности 2a стального листа.
[0039] В этом варианте осуществления среди виртуальных линий L1-Ln та виртуальная линия, которая соответствует продольному направлению L канавки и удовлетворяет условию максимальной средней глубины канавки 3, выбирается в качестве базовой линии BL канавки. Например, среди глубин D1-Dn канавки, полученных в отношении виртуальных линий L1-Ln, проиллюстрированных на Фиг. 6, глубина D2 канавки является максимальной, и виртуальная линия L2 принимается в качестве базовой линии BL канавки.
[0040] Как проиллюстрировано на Фиг. 7, на форме волновой кривой, основанной на базовой линии BL канавки, прямая линия, которая соединяет первую точку 51, в которой глубина от поверхности 2a стального листа в направлении Z по толщине листа составляет 0,05×D, и вторую точку 52, в которой глубина от поверхности 2a стального листа в направлении Z по толщине листа составляет 0,50×D, принимается в качестве прямой линии 3E конца канавки. В дополнение, первый угол θ канавки 3 определяется как угол наклона прямой линии 3E конца канавки относительно поверхности 2a стального листа. Кроме того, необходимо подвергнуть поверхность 2a стального листа линейной аппроксимации для того, чтобы измерить первый угол θ. Например, на форме волновой кривой, основанной на базовой линии BL канавки, линейной аппроксимации может быть подвергнута только область поверхности 2a стального листа за исключением канавки 3. Может быть измерен угол наклона между подвергнутой линейной аппроксимации поверхностью 2a стального листа и прямой линией 3E конца канавки. Угол наклона (первый угол θ), образуемый прямой линией 3E конца канавки и поверхностью 2a стального листа, получают на обоих концах канавки 3 в продольном направлении L канавки тем же способом.
[0041] Авторы настоящего изобретения повторяли тщательные эксперименты для того, чтобы найти ту форму канавки, при которой сопоставимы друг с другом улучшение магнитных характеристик и стойкости против ржавления. В результате они нашли следующую форму канавки. В частности, как проиллюстрировано на Фиг. 2, конец канавки 3, которая имеется в листе 1 электротехнической анизотропной стали в соответствии с этим вариантом осуществления, может быть наклонен так, чтобы на концах 31a и 31b канавки 3 в продольном направлении L канавки соотношение между углом (первым углом θ), образуемым прямой линией 3E конца канавки и поверхностью 2a стального листа, и размерное соотношение А, получаемое делением средней глубины D канавки на среднюю ширину W канавки, удовлетворяли следующему выражению (1):
[0042] θ<-21×A+77 … (1)
[0043] Первый угол θ, который представляет собой угол наклона наклонной части 5, определяется на основе размерного соотношения А (=D/W), которое получается делением средней глубины D канавки на среднюю ширину W канавки. Как правило, по мере того, как средняя глубина D канавки увеличивается, магнитные потери в стали, на которые влияет глубина канавки, улучшаются. В дополнение к этому, по мере того, как средняя ширина W канавки уменьшается, величина ухудшения плотности магнитного потока из-за удаления части стали становится меньше. Соответственно, магнитные потери в стали могут быть уменьшены. Таким образом, по мере того, как размерное соотношение A становится больше, становится возможным управлять магнитными характеристиками предпочтительным образом. С другой стороны, по мере того, как размерное соотношение A становится больше, проникновение раствора для нанесения покрытия в канавку становится менее вероятным. Следовательно, стойкость против ржавления ухудшается. В частности, стойкость против ржавления ухудшается на конце канавки 3. Соответственно, необходимо управлять размерным соотношением A и первым углом θ в сочетании друг с другом так, чтобы сделать магнитные характеристики и стойкость против ржавления совместимыми друг с другом. В частности, когда первый угол θ канавки 3 отклоняется от диапазона выражения (1), угол наклона конца канавки 3 относительно размерного соотношения становится большим. Следовательно, становится трудно покрыть канавку 3 стеклянной пленкой или изоляционной пленкой на конце канавки 3. В результате возрастает вероятность появления ржавчины на конце канавки 3.
[0044] Таким образом, по мере увеличения средней глубины D канавки необходимо уменьшать угол наклона (первый угол θ) на конце канавки для того, чтобы подавить возникновение ржавчины. В дополнение, по мере уменьшения средней ширины W канавки необходимо уменьшать угол наклона (первый угол θ) на конце канавки для того, чтобы подавить возникновение ржавчины. В дополнение к этому, когда соотношение средней глубины D канавки, средней ширины W канавки и первого угла θ удовлетворяет выражению (1), возможно одновременно достичь эффекта придания магнитных характеристик и стойкости против ржавления, совместимых друг с другом в канавке 3.
[0045] Кроме того, выражение (1) является диапазоном, подходящим для случая, когда средняя глубина D канавки 3 составляет 5 мкм или больше. Когда средняя глубина D канавки 3 составляет меньше 5 мкм, разница в форме конца канавки 3 мала, и проблемы, относящиеся к стойкости против ржавления, становятся менее вероятными. С другой стороны, когда средняя глубина D канавки 3 составляет меньше 5 мкм, измельчение магнитного домена благодаря формированию канавки может быть недостаточным. Верхний предел глубины канавки 3 конкретно не ограничен. Однако когда средняя глубина D канавки 3 становится равной 30% или больше от толщины листа электротехнической анизотропной стали в направлении Z по толщине листа, уменьшается количество листа электротехнической анизотропной стали, которое является магнитным материалом, то есть количество стального листа. Следовательно, плотность магнитного потока при этом может уменьшиться. Например, верхний предел средней глубины D канавки 3 может составлять 100 мкм с учетом того, что типичная толщина листа электротехнической анизотропной стали для намоточного трансформатора составляет 0,35 мм или менее. Канавка 3 может быть сформирована в одной поверхности листа электротехнической анизотропной стали, или же может быть сформирована в обеих его поверхностях.
[0046] По результатам эксперимента становится очевидно, что предпочтительно, чтобы в дополнение к выражению (1) удовлетворялось следующее выражение (2), потому что образование ржавчины может быть подавлено с более высокой достоверностью.
[0047] θ<32×A2-55×A+73 … (2)
[0048] В дополнение к этому, из результатов эксперимента становится очевидно, что в том случае, когда средняя глубина D канавки находится в диапазоне от 15 мкм до 30 мкм, более предпочтительно, чтобы первый угол θ конца канавки 3 удовлетворял следующему выражению (3) относительно средней глубины D канавки и средней ширины W канавки с точки зрения улучшения стойкости против ржавления.
[0049] θ≤0,12×W-0,45×D+57,39 … (3)
[0050] В дополнение к этому, в том случае, когда средняя ширина W канавки больше 30 мкм и меньше или равна 100 мкм, из результатов эксперимента становится очевидно, что более предпочтительно, чтобы первый угол θ конца канавки 3 удовлетворял следующему выражению (4) относительно средней глубины D канавки и средней ширины W канавки с точки зрения улучшения стойкости против ржавления.
[0051] θ≤-0,37×D+0,12×W+55,39 … (4)
[0052] В листе 1 электротехнической анизотропной стали в соответствии с этим вариантом осуществления даже в том случае, когда средняя глубина D канавки составляет от 15 мкм до 30 мкм, когда канавка 3 сформирована таким образом, что первый угол θ удовлетворяет выражению (3), покрытие стеклянной пленкой или изоляционной пленкой возможно без отклонений, и возможно сделать магнитные характеристики и стойкость против ржавления совместимыми друг с другом. Аналогичным образом, даже в том случае, когда средняя ширина W канавки больше 30 мкм и меньше или равна 100 мкм, когда первый угол θ удовлетворяет выражению (4), магнитные характеристики и стойкость против ржавления могут быть совместимыми друг с другом. В том случае, когда в листе электротехнической анизотропной стали сформировано множество канавок, если вышеописанные условия удовлетворяются для всех канавок, получается лист электротехнической анизотропной стали с высоким качеством. Однако в том случае, когда концы канавки достигают обеих торцевых поверхностей листа электротехнической анизотропной стали в направлении Y по ширине листа, наклонная часть на концах канавки не образуется. Соответственно, само собой разумеется, что вышеописанные условия в этом случае неприменимы.
[0053] Стеклянная пленка, имеющая среднюю толщину от 0 до 5 мкм, и изоляционная пленка, имеющая среднюю толщину от 1 мкм до 5 мкм, могут быть расположены в канавке 3. В дополнение, стеклянная пленка, имеющая среднюю толщину 0,5 мкм до 5 мкм, и изоляционная пленка, имеющая среднюю толщину от 1 мкм до 5 мкм, могут быть расположены на поверхности 2a стального листа. В дополнение к этому, средняя толщина стеклянной пленки в канавке 3 может быть меньше, чем средняя толщина стеклянной пленки на поверхности 2a стального листа.
[0054] Кроме того, при использовании конфигурации, в которой в канавке 3 не существует стеклянная пленка (то есть конфигурации, в которой средняя толщина стеклянной пленки в канавке 3 равна нулю), можно дополнительно уменьшить расстояние между поверхностями стенок канавки, которые обращены друг к другу (ширину канавки). Соответственно, возможно дополнительно улучшить эффект измельчения магнитного домена (то есть эффект снижения аномальных потерь на вихревые токи) благодаря канавке 3.
[0055] В дополнение к этому, как было описано выше, в этом варианте осуществления стеклянная пленка не является существенным составляющим элементом. Соответственно, когда данный вариант осуществления применяется к листу электротехнической анизотропной стали, который включает в себя только стальной лист 2 и изоляционную пленку, также возможно получить эффект улучшения стойкости против ржавления. В листе электротехнической анизотропной стали, который включает в себя только стальной лист 2 и изоляционную пленку, изоляционная пленка, имеющая среднюю толщину от 1 мкм до 5 мкм, может быть сформирована в канавке 3, и изоляционная пленка, имеющая среднюю толщину от 1 мкм до 5 мкм, может быть сформирована на поверхности 2a стального листа.
[0056] В этом варианте осуществления предпочтительно, чтобы в стальном листе 2 средний размер кристаллического зерна (вторично рекристаллизованного зерна), которое находится в контакте с канавкой 3, составлял 5 мкм или больше. В дополнение, верхний предел размера кристаллического зерна, которое находится в контакте с канавкой 3, конкретно не ограничен, но этот верхний предел может быть установлен равным 100×103 мкм или меньше. В том случае, когда на периферии канавки 3 существует расплавленная и повторно затвердевшая область, которая получается при формировании канавки 3, размер кристаллического зерна, которое находится в контакте с канавкой 3, становится мелким. В этом случае существует высокая вероятность того, что ориентация кристаллов в конце концов отклонится от ориентации {110}<001>. Следовательно, существует высокая вероятность того, что предпочтительные магнитные характеристики не будут получены. Соответственно, предпочтительно, чтобы на периферии канавки 3 не существовала расплавленная и повторно затвердевшая область. В том случае, когда на периферии канавки 3 нет расплавленной и повторно затвердевшей области, средний размер кристаллического зерна (вторично рекристаллизованного зерна), которое находится в контакте с канавкой 3, становится равным 5 мкм или больше. В дополнение к этому, верхний предел размера кристаллического зерна, которое находится в контакте с канавкой 3, конкретно не ограничен, но этот верхний предел может быть установлен равным 100×103 мкм или меньше.
[0057] Кроме того, размер кристаллического зерна представляет собой диаметр эквивалентной окружности. Например, размер кристаллического зерна может быть получен в соответствии с типичным методом измерения размера кристаллического зерна, таким как ASTM и E112, или может быть получен в соответствии с методом дифракционного рисунка обратного рассеяния электронов (EBSD). В дополнение к этому, кристаллическое зерно, которое находится в контакте с канавкой 3, может наблюдаться на поперечном сечении канавки или на поперечном сечении, которое перпендикулярно направлению Z по толщине листа. Например, канавка, которая не включает в себя расплавленную и повторно затвердевшую область, может быть получена в соответствии со способом производства, который будет описан позже.
[0058] В частности, в том случае, когда канавка 3 рассматривается на поперечном сечении канавки, предпочтительно, чтобы размер кристаллического зерна (вторично рекристаллизованного зерна), которое существует на нижней стороне канавки 3 в стальном листе 2, в направлении по толщине листа был равен или больше 5 мкм и равен или меньше, чем толщина стального листа 2. Эта характеристика означает, что слой мелких зерен (расплавленная и повторно затвердевшая область), в котором размер кристаллического зерна в направлении по толщине листа составляет приблизительно 1 мкм, не существует на нижней стороне канавки 3 в стальном листе 2.
[0059] Далее будет приведено описание способа производства листа 1 электротехнической анизотропной стали в соответствии с этим вариантом осуществления. Фиг. 8 представляет собой блок-схему, иллюстрирующую процессы производства листа 1 электротехнической анизотропной стали. Как проиллюстрировано на Фиг. 8, в первом процессе литья S01, расплавленную сталь, которая имеет химический состав, включающий в себя, в единицах массовой доли, Si: от 0,8% до 7%, C: больше 0% и меньше или равно 0,085%, растворимый в кислоте Al: от 0% до 0,065%, N: от 0% до 0,012%, Mn: от 0% до 1%, Cr: от 0% до 0,3%, Cu: от 0% до 0,4%, P: от 0% до 0,5%, Sn: от 0% до 0,3%, Sb: от 0% до 0,3%, Ni: от 0% до 1%, S: от 0% до 0,015%, Se: от 0% до 0,015%, а также остаток, включающий в себя Fe и неизбежные примеси, подают в машину непрерывного литья и непрерывно получают сляб. После этого, в процессе S02 горячей прокатки, сляб, полученный в процессе S01 литья, нагревают при заданном температурном режиме (например, 1150-1400°C) и выполняют горячую прокатку этого сляба. В соответствии с этим получают, например, горячекатаный стальной лист, имеющий толщину 1,8-3,5 мм.
[0060] После этого, в процессе S03 отжига, выполняют отжиг горячекатаного стального листа, полученного в процессе S02 горячей прокатки, при заданном температурном режиме (например, режиме, при котором выполняют нагрев при 750-1200°C в течение от 30 секунд до 10 минут).
[0061] После этого, в процессе S04 холодной прокатки, по мере необходимости выполняют травление поверхности горячекатаного стального листа, который был отожжен в процессе S03 отжига, а затем выполняют холодную прокатку этого горячекатаного стального листа. В соответствии с этим получают, например, холоднокатаный стальной лист, имеющий толщину 0,15-0,35 мм.
[0062] После этого, в процессе S05 обезуглероживающего отжига, выполняют термическую обработку (то есть обработку обезуглероживающим отжигом) холоднокатаного стального листа, полученного в процессе S04 холодной прокатки, при заданном температурном режиме (например, режиме, при котором выполняют нагрев при 700-900°C в течение 1-3 минут) во влажной атмосфере. Когда выполняется обработка обезуглероживающим отжигом холоднокатаного стального листа, содержание углерода уменьшается до заданного или меньшего количества и формируется первичная структура рекристаллизации. В дополнение к этому, в процессе S05 обезуглероживающего отжига на поверхности холоднокатаного стального листа образуется оксидный слой, который содержит кремнезем (SiO2) в качестве главного компонента.
[0063] После этого, в процессе S06 нанесения разделительного средства для отжига, на поверхность холоднокатаного стального листа (поверхность оксидного слоя) наносят разделительное средство для отжига, которое содержит оксид магния (MgO) в качестве главного компонента. После этого, в процессе S07 окончательного отжига, выполняют термическую обработку (то есть окончательный отжиг) холоднокатаного стального листа, на который было нанесено разделительное средство для отжига, при заданном температурном режиме (например, режиме, при котором выполняют нагрев при 1100-1300°C в течение 20-24 часов). Когда выполняется окончательный отжиг, в холоднокатаном стальном листе происходит вторичная рекристаллизация, и холоднокатаный стальной лист очищается. В результате возможно получить холоднокатаный стальной лист, который имеет вышеописанный химический состав стального листа 2 и в котором ориентация кристаллов отрегулирована так, чтобы ось легкого намагничивания кристаллического зерна и направление Х прокатки соответствовали друг другу (то есть стальной лист 2 в состоянии перед тем, как будет сформирована канавка 3 в листе 1 электротехнической анизотропной стали).
[0064] В дополнение к этому, когда выполняется описанный выше окончательный отжиг, оксидный слой, содержащий кремнезем в качестве главного компонента, реагирует с разделительным средством для отжига, которое содержит оксид магния в качестве главного компонента, и на поверхности стального листа 2 образуется стеклянная пленка (не показана), включающая в себя сложный оксид, такой как форстерит (Mg2SiO4). В процессе S07 окончательного отжига выполняют окончательный отжиг в состоянии, в котором стальной лист 2 смотан в форме рулона. Стеклянная пленка формируется на поверхности стального листа 2 во время окончательного отжига. Соответственно, возможно предотвратить прилипание к стальному листу 2, который смотан в рулон.
[0065] В процессе S08 формирования изоляционной пленки, например, наносят раствор изоляционного покрытия, содержащий коллоидный кремнезем и фосфат, на поверхность 2a стального листа с верхней стороны стеклянной пленки. Затем, когда выполняют термическую обработку при заданном температурном режиме (например, 840-920°C), на поверхности стеклянной пленки формируется изоляционная пленка.
[0066] После этого, в процессе S09 выполнения канавок, формируют канавку 3 в поверхности 2a стального листа, на которой сформированы стеклянная пленка и изоляционная пленка. В листе 1 электротехнической анизотропной стали в соответствии с этим вариантом осуществления канавка может быть сформирована таким способом, как лазерный способ, способ штамповки и способ травления. Далее будет дано описание способа формирования канавки 3 в случае использования лазерного способа, способа штамповки, способа травления и т.п. в процессе S09 выполнения канавок.
(Способ формирования канавки в соответствии с лазерным способом)
[0067] Далее будет дано описание способа формирования канавки в соответствии с лазерным способом. В процессе S09 выполнения канавок поверхность (только одну поверхность) стального листа, на которой сформирована стеклянная пленка, облучают лазером для того, чтобы сформировать множество канавок 3, которые проходят в направлении, пересекающем направление Х прокатки, на поверхности стального листа 2 с заданным интервалом вдоль направления Х прокатки.
[0068] Как проиллюстрировано на Фиг. 9, в процессе S09 выполнения канавок лазерный свет YL, испускаемый лазерным источником света (не показан), передается к устройству 10 лазерного облучения по оптическому волокну 9. В устройство 10 лазерного облучения встроены многоугольное зеркало (не показано) и устройство вращательного привода (не показано) многоугольного зеркала. Устройство 10 лазерного облучения облучает поверхность стального листа 2 лазерным светом YL и сканирует по стальному листу 2 лазерным светом YL в направлении, которое приблизительно параллельно направлению Y по ширине стального листа 2, вследствие поворота многоугольного зеркала.
[0069] В сочетании с облучением лазерным светом YL на ту часть стального листа 2, которая облучается лазерным светом YL, распыляют вспомогательный газ 25, такой как воздух или инертный газ. Примеры инертного газа включают азот, аргон и т.п. Вспомогательный газ 25 играет роль удаления компонента, который плавится или испаряется из стального листа 2 при облучении лазером. Лазерный свет YL стабильно достигает стального листа 2 благодаря распылению вспомогательного газа 25. Соответственно, стабильно формируется канавка 3. В дополнение к этому, благодаря распылению вспомогательного газа 25 возможно подавить прикрепление этого компонента к стальному листу 2. В результате канавка 3 формируется вдоль линии сканирования лазерного света YL.
[0070] Поверхность стального листа 2 облучают лазерным светом YL в то время, как стальной лист 2 перемещают вдоль направления движения листа, которое соответствует направлению Х прокатки. При этом скоростью поворота многоугольного зеркала управляют синхронно со скоростью перемещения стального листа 2 так, чтобы канавка 3 формировалась с заданным интервалом PL вдоль направления Х прокатки. В результате, как проиллюстрировано на Фиг. 9, на поверхности стального листа 2 формируется множество канавок 3, которые пересекают направление Х прокатки, с заданным интервалом PL вдоль направления Х прокатки.
[0071] В качестве источника лазерного света может использоваться, например, волоконный лазер. В качестве источника лазерного света может использоваться мощный лазер, такой как лазер YAG, полупроводниковый лазер и лазер на CO2, которые обычно используются в промышленности. В дополнение к этому, в качестве источника лазерного света могут использоваться импульсный лазер или лазер непрерывного действия при условии, что канавка 3 может формироваться стабильно. В качестве условий облучения лазерным светом YL, например, предпочтительно, чтобы мощность лазера устанавливалась равной от 200 Вт до 2000 Вт, диаметр пятна сфокусированного лазерного света YL в направлении Х прокатки (то есть диаметр, включающий 86% мощности лазера, в дальнейшем называемый 86%-ным диаметром) устанавливался равным от 10 мкм до 1000 мкм, диаметр пятна сфокусированного лазерного света YL (86%-ный диаметр) в направлении Y по ширине листа устанавливался равным от 10 мкм до 4000 мкм, скорость лазерного сканирования устанавливалась равной от 1 м/с до 100 м/с, а шаг лазерного сканирования (интервал PL) устанавливался равным от 4 мм до 10 мм.
[0072] Как проиллюстрировано на Фиг. 10, в процессе S09 выполнения канавок по этому варианту осуществления на виде сверху стального листа 2, который перемещают вдоль направления TD движения листа, параллельного направлению Х прокатки, вспомогательный газ 25 распыляют с направления, имеющего угол наклона θ2 относительно направления SD лазерного сканирования (направления, параллельного направлению Y по ширине листа) лазерного света YL, согласованно с лазерным светом YL. В дополнение к этому, как проиллюстрировано на Фиг. 11, если смотреть на стальной лист 2, который перемещают вдоль направления TD движения листа, в направлении Y по ширине листа (в направлении SD лазерного сканирования), вспомогательный газ 25 распыляют с направления, имеющего угол наклона θ3 относительно поверхности 2a стального листа, согласованно с лазерным светом YL. Предпочтительно, чтобы угол θ2 устанавливался в диапазоне от 90° до 180°, а угол θ3 устанавливался в диапазоне от 1° до 85°. В дополнение, предпочтительно, чтобы расход вспомогательного газа 25 устанавливался в диапазоне от 10 литров/минуту до 1000 литров/минуту. В дополнение, предпочтительно выполнять управление атмосферой таким образом, чтобы количество частиц, которые присутствуют в атмосфере движущегося стального листа 2 и имеют диаметр 0,5 мкм или больше, стало равным или большим 10 и меньшим чем 10000 на 1 кубический фут.
[0073] Сканирование лучом лазера по всей ширине листа электротехнической анизотропной стали может выполняться одним сканирующим устройством, как проиллюстрировано на Фиг. 9, или может выполняться множеством сканирующих устройств, как проиллюстрировано на Фиг. 12. В случае использования одного источника света в качестве луча лазера используются лучи лазера, испускаемые источником света, и получаемые расщепленные лучи лазера. В случае использования множества устройств 10 лазерного облучения, как проиллюстрировано на Фиг. 12, множество устройств 10 лазерного облучения разнесены вдоль направления Х прокатки на заданный интервал. В дополнение, если смотреть в направлении Х прокатки, положения соответствующих устройств 10 лазерного облучения в направлении Y по ширине листа устанавливаются так, чтобы линии лазерного сканирования соответствующих устройств 10 лазерного облучения не перекрывались друг с другом.
[0074] С использованием способа облучения лазером в поверхности 2a стального листа может быть сформировано множество канавок 3. С использованием множества сканирующих устройств область облучения может быть разделена на множество областей в направлении Y по ширине листа. Соответственно, время сканирования и облучения, необходимое для одного луча лазера, сокращается. Соответственно, способ с использованием множества сканирующих устройств является подходящим для высокоскоростного оборудования подачи листа. В том случае, когда используется множество сканирующих устройств, только одно лазерное устройство может быть предусмотрено в качестве источника света луча лазера, падающего на соответствующие сканирующие устройства, либо лазерное устройство может быть предусмотрено для каждого из сканирующих устройств.
[0075] Поверхность листа электротехнической анизотропной стали сканируется лучом лазера с помощью одной поверхности зеркала, и канавка 3 с заданной длиной (например, 300 мм) формируется в листе электротехнической анизотропной стали в направлении приблизительно по ширине. Интервал между смежными друг другу канавками в направлении Х прокатки, то есть шаг PL облучения в направлении прокатки (направлении перемещения), может быть изменен посредством регулирования скорости линии VL и скорости облучения. Как описано выше, лист электротехнической анизотропной стали облучают лучом лазера с использованием устройства лазерного облучения для того, чтобы сформировать канавки в направлении Х прокатки с постоянным интервалом PL сканирования (шагом облучения, межканавочным интервалом). Таким образом, поверхность листа электротехнической анизотропной стали облучают лучом лазера, который фокусируется на ней при сканировании лучом лазера, формируя тем самым канавку, которая имеет заданную длину и проходит в направлении, которое приблизительно перпендикулярно направлению перемещения листа электротехнической анизотропной стали (в направлении, которое пересекает направление перемещения, в направлении, включающем в себя вектор, перпендикулярный направлению перемещения), с заданным интервалом в направлении перемещения. Например, канавка 3 формируют под углом в диапазоне от +45° до -45° относительно направления, которое приблизительно перпендикулярно направлению перемещения листа электротехнической анизотропной стали.
[0076] На обоих концах сканирования мощность лазера подвержена временному изменению синхронно с работой зеркала. В соответствии с этим, глубина канавки 3 изменяется, и концы 31a и 31b канавки 3 становятся наклонными. Таким образом, как проиллюстрировано на Фиг. 13, в направлении сканирования мощность лазера устанавливают изменяющейся в положениях, которые становятся концами канавки 3. Например, ширина канавки 3 составляет 100 мкм, глубина канавки составляет 20 мкм, шаг облучения составляет 3 мм, а скорость сканирования по стальному листу составляет 30 м/с, время ΔT, за которое мощность лазера изменяют при начале формирования и завершении формирования одной канавки, устанавливают на 0,0004 мс или больше для того, чтобы установить первый угол θ на конце канавки равным 60° или меньше. В соответствии с этим формируется канавка 3, которая наклонена под первым углом θ на концах канавки 3 в продольном направлении L канавки.
[0077] Например, как проиллюстрировано на Фиг. 9, при облучении лучом лазера сканирование лучом лазера, который испускается из лазерного устройства, являющегося источником света, выполняется сканирующим устройством в направлении Y по ширине листа, которое приблизительно перпендикулярно направлению Х прокатки листа электротехнической анизотропной стали, с заданным интервалом PL. В это время вспомогательный газ, такой как воздух и инертный газ, распыляется к той части листа электротехнической анизотропной стали, которая облучается лучом лазера. В результате на той части поверхности листа электротехнической анизотропной стали, которая облучается лучом лазера, формируется канавка 3. Направление прокатки X соответствует направлению движения листа.
[0078] Температура листа электротехнической анизотропной стали при выполнении облучения лучом лазера конкретно не ограничена. Например, облучение лучом лазера может выполняться на листе электротехнической анизотропной стали, который доведен до приблизительно комнатной температуры. Не является обязательным, чтобы направление сканирования лазерного луча соответствовало направлению Y по ширине листа. Однако предпочтительно, чтобы угол между направлением сканирования и направлением Y по ширине листа находился в диапазоне от 0° до 90° и составлял 45° или меньше с точки зрения эффективности работы и т.п., а также с учетом того, что магнитный домен подразделяется на продольные полосы в направлении прокатки. Более предпочтительно, чтобы угол между направлением сканирования и направлением Y по ширине листа составлял 20° или меньше, а еще более предпочтительно, 10° или меньше.
(Способ формирования канавки в соответствии со способом штамповки)
[0079] Далее будет дано описание способа формирования канавки 3 на листе 1 электротехнической анизотропной стали по этому варианту осуществления в соответствии со способом штамповки. В случае формирования канавки 3 в листе электротехнической анизотропной стали способом штамповки канавку формируют с использованием зубчатого штампа, соответствующего форме канавки 3, в соответствии с известным способом штамповки. Таким образом, канавка 3 формируется с помощью зубчатого штампа, при этом на концах зубчатого штампа в направлении по длине выполнена наклонная часть, имеющая тот же самый угол, что и первый угол θ.
(Способ формирования канавки в соответствии со способом электролитического травления)
[0080] Далее будет дано описание способа формирования канавки в листе 1 электротехнической анизотропной стали по этому варианту осуществления в соответствии со способом электролитического травления. На поверхности листа 1 электротехнической анизотропной стали после процесса S08 формирования изоляционной пленки формируют слой стойкого к травлению вещества (резиста), часть которого, соответствующая форме канавки, является открытой, посредством печати и т.п. Что касается отверстия в слое резиста, то стойкий к травлению резиста формируют скошенным таким образом, чтобы ширина отверстия в поперечном направлении постепенно уменьшалась в местах, соответствующих концам канавки, для того, чтобы ширина отверстия на обоих концах была более узкой по сравнению с центральной частью в продольном направлении L канавки. Например, отверстие в стойком к травлению резисте формируют таким образом, чтобы ширина отверстия в поперечном направлении Q канавки была задана на 100 мкм или больше, а длина мест, скошенных в соответствии с концами канавки в продольном направлении L канавки, стала 14 мкм, чтобы получить форму, при которой средняя глубина D канавки составляет 20 мкм, ширина канавки в поперечном направлении Q канавки составляет 50 мкм, а первый угол θ составляет 55° или меньше. В результате формируется наклонная часть 5 на концах канавки, в которых ширина отверстия стойкого к травлению резиста задана узкой. Затем выполняют травление с использованием травителя (NaCl и т.п.) с температурой жидкости 30°C в течение 20 секунд. После этого стойкий к травлению резист отслаивается от листа электротехнической анизотропной стали, сформировав канавку 3 на поверхности 2a стального листа.
[0081] После формирования канавки 3 в процессе S09 выполнения канавок снова выполняют ту же самую обработку, что и в процессе формирования изоляционной пленки (процесс S10 повторного формирования изоляционной пленки). Толщина получаемой изоляционной пленки составляет 2-3 мкм. Согласно вышеописанным процессам получают лист электротехнической анизотропной стали по этому варианту осуществления.
[0082] Стальной лист 2 листа 1 электротехнической анизотропной стали, произведенного так, как было описано выше, содержит в качестве химических компонентов, в единицах массовой доли, Si: от 0,8% до 7,0%, C: больше 0% и меньше или равно 0,085%, растворимый в кислоте Al: от 0% до 0,065%, N: от 0% до 0,012%, Mn: от 0% до 1%, Cr: от 0% до 0,3%, Cu: от 0% до 0,4%, P: от 0% до 0,5%, Sn: от 0% до 0,3%, Sb: от 0% до 0,3%, Ni: от 0% до 1%, S: от 0% до 0,015%, Se: от 0% до 0,015%, а также остаток, включающий в себя Fe и неизбежные примеси.
[0083] Кроме того, данный вариант осуществления иллюстрирует случай использования производственного процесса, в котором канавка 3 формируется в поверхности 2a стального листа лазерным облучением после того, как на поверхности 2a стального листа сформирована изоляционная пленка. В этом случае канавка 3 сразу после лазерного облучения подвергается воздействию внешней среды. Соответственно, необходимо снова сформировать изоляционную пленку на стальном листе 2 после формирования канавки 3. Однако в этом варианте осуществления возможно использовать производственный процесс, в котором канавка 3 формируется в поверхности 2a стального листа облучением поверхности 2a стального листа лазерным светом YL перед формированием изоляционной пленки на поверхности 2a стального листа, после чего на стальном листе 2 формируют изоляционную пленку. Альтернативно, в этом варианте осуществления стеклянная пленка или изоляционная пленка могут быть сформированы после того, как сформирована канавка 3 в стальном листе 2.
[0084] Соответственно, лист электротехнической анизотропной стали по этому варианту осуществления включает в себя лист 1 электротехнической анизотропной стали, для которого завершен высокотемпературный отжиг для вторичной рекристаллизации и завершено покрытие стеклянной пленкой и изоляционной пленкой. Однако лист электротехнической анизотропной стали также включает в себя лист электротехнической анизотропной стали, покрытие которого стеклянной пленкой и изоляционной пленкой не завершено. Таким образом, конечный продукт может быть получен путем осуществления формирования стеклянной пленки и изоляционной пленки в качестве заключительной обработки с использованием листа электротехнической анизотропной стали в соответствии с этим вариантом осуществления. Кроме того, как было описано выше, в случае выполнения способа удаления пленки подтверждено, что форма или шероховатость канавки 3 после удаления стеклянной пленки или изоляционной пленки являются приблизительно теми же самыми, что и перед формированием стеклянной пленки или изоляционной пленки.
[0085] Кроме того, данный вариант осуществления иллюстрирует случай, в котором процесс S09 выполнения канавок (процесс облучения лазером) выполняется после процесса S07 окончательного отжига, но процесс выполнения канавок может быть выполнен между процессом S04 холодной прокатки и процессом S05 обезуглероживающего отжига. То есть, после формирования канавки 3 в поверхности 2a холоднокатаного стального листа путем выполнения облучения лазером и распыления вспомогательного газа по отношению к холоднокатаному стальному листу, полученному в процессе S04 холодной прокатки, может быть выполнен обезуглероживающий отжиг холоднокатаного стального листа.
[0086] Этот вариант осуществления иллюстрирует конфигурацию, в которой продольное направление L канавки, то есть направление протяженности канавки 3, является направлением, которое пересекает направление Х прокатки и направление Y по ширине листа. Однако направление протяженности канавки 3 листа 1 электротехнической анизотропной стали в соответствии с этим вариантом осуществления не ограничено этим. Например, даже когда продольное направление L канавки 3 приблизительно перпендикулярно направлению Х прокатки, улучшение магнитных характеристик и стойкости против ржавления сопоставимы друг с другом.
[0087] В этом варианте осуществления число канавок 3, которое формируется в листе электротехнической анизотропной стали, конкретно не ограничено. Например, множество канавок 3 может быть сформировано в направлении Y по ширине листа и в направлении Х прокатки. В дополнение, канавка 3 может быть сформирована как одна длинная канавка, оба конца которой доходят до окрестности обоих торцов стального листа 2 в направлении Y по ширине листа, либо множество канавок 3 может быть сформировано в направлении прокатки с равными интервалами.
[0088] Этот вариант осуществления иллюстрирует пример, в котором форма канавки 3 (форма пограничной части между канавкой 3 и поверхностью 2a стального листа) на виде сверху является удлиненным эллипсом. Однако форма канавки в листе электротехнической анизотропной стали не ограничена этой. Например, у канавки может быть произвольная форма, при условии, что имеется наклонная часть на концах канавки в ее продольном направлении L и удовлетворяется соотношение выражения (1).
[0089] Фиг. 3 иллюстрирует пример, в котором форма канавки 3, если смотреть в поперечном направлении Q канавки, является асимметричной относительно центра ширины канавки в поперечном направлении Q канавки. Однако форма канавки не ограничена этой.
Примеры
[0090] Далее эффект аспекта изобретения будет описан более конкретно со ссылкой на примеры, но условия в Примерах представляют собой один условный пример, который используется для того, чтобы подтвердить работоспособность и эффект изобретения, и при этом изобретение не ограничено этим одним условным примером. Изобретение может использовать различные условия, если только решается задача изобретения без отступления от сущности изобретения.
[0091] Приготовили сляб, который имел химический состав, содержащий, по массовой доле, Si: 3,0%, кислоторастворимый Al: 0,05%, C: 0,08%, N: 0,01%, Mn: 0,12%, Cr: 0,05%, Cu: 0,04%, P: 0,01%, Sn: 0,02%, Sb: 0,01%, Ni: 0,005%, S: 0,007%, Se: 0,001%, а также остаток, включающий в себя Fe и неизбежные примеси. Выполнили процесс S02 горячей прокатки этого сляба, приготовив горячекатаный материал с толщиной 2,3 мм.
[0092] После этого выполнили термообработку этого горячекатаного материала при условиях температура 1000°C на одну минуту (процесс S03 отжига). После термообработки выполнили травление, а затем провели холодную прокатку (процесс S04 холодной прокатки), приготовив холоднокатаный материал с толщиной 0,23 мм.
[0093] Далее выполнили обезуглероживающий отжиг этого холоднокатаного материала при условиях температура 800°C на две минуты (процесс S05 обезуглероживающего отжига). На обе поверхности холоднокатаного материала после обезуглероживающего отжига наносили разделительное средство для отжига, содержащее оксид магния в качестве главного компонента (процесс S06 нанесения разделительного средства для отжига). Холоднокатаный материал с нанесенным на него разделительным средством для отжига помещали в печь в смотанном в рулон виде и выполняли процесс S07 окончательного отжига при температуре 1200°C в течение 20 часов, приготовив основной металл стального листа, на поверхности которого была сформирована стеклянная пленка.
[0094] Затем на стеклянную пленку нанесли изолирующий материал, содержащий фосфат алюминия в качестве главного компонента, и выполняли прокаливание при температуре 850°C в течение одной минуты, сформировав изоляционную пленку (процесс S08 формирования изоляционной пленки).
[0095] После этого в поверхности 2a стального листа формировали канавку, у которой средняя глубина D канавки, средняя ширина W канавки в продольном направлении L канавки и первый угол θ были заданы такими, как показано в Таблице 1, с использованием лазерного способа при условиях, по которым шаг лазерного сканирования (интервал PL) был установлен равным 3 мм, диаметр луча был установлен равным 0,1 мм в направлении прокатки и 0,3 мм в направлении сканирования, а скорость сканирования была установлена равной 30 мм/с (процесс S09 выполнения канавок). После процесса S09 выполнения канавок нанесение изолирующего материала, включающего в себя фосфат алюминия в качестве главного компонента, выполняли снова, и прокаливание выполняли при температуре 850°C в течение одной минуты для того, чтобы сформировать изоляционную пленку (процесс S10 повторного формирования изоляционной пленки), получая тем самым лист электротехнической анизотропной стали. В дополнение к этому, в качестве сравнительных примеров приготовили листы электротехнической анизотропной стали, в которых стальной лист был сформирован тем же самым образом, что и в листе электротехнической анизотропной стали в примерах. Канавка, у которой средняя глубина D канавки, средняя ширина W канавки в продольном направлении L канавки и первый угол θ были установлены в соответствии с Таблицей 1, была сформирована в листе электротехнической анизотропной стали.
[0096] Стальной лист (стальной лист, в котором была сформирована канавка) в листе электротехнической анизотропной стали, который был получен в итоге, в основном содержал 3,0% Si.
[0097] Контуры канавок примеров и сравнительных примеров были определены на основе способа определения контура. Сначала в отношении канавок примеров и сравнительных примеров измеряли двумерное распределение высоты на десяти прямых линиях L1-L10 в продольном направлении L канавки с использованием бесконтактного лазерного измерителя (VK-9700 производства компании Keyence Corporation). Исходя из результатов этих измерений получили десять рисунков контуров канавок в их продольном сечении. Вычисляли среднюю глубину D канавки для каждого из этих десяти рисунков контура продольного сечения канавки, и тот контур продольного сечения канавки, в котором средняя глубина D канавки была самой глубокой, выделяли как представительный рисунок. Средняя глубина D канавки представительного рисунка показана в колонке глубины D канавки в Таблице 1.
[0098] Что касается контура на сечении в поперечном направлении Q канавки, то измеряли двумерное распределение высоты канавки на двадцати прямых линиях в поперечном направлении Q канавки с использованием того же самого бесконтактного лазерного измерителя. Исходя из результатов этих измерений получили двадцать рисунков контуров поперечного сечения канавки. В полученных двадцати рисунках контуров поперечного сечения канавки измеряли глубину от поверхности 2a стального листа до поверхности (контура) канавки, чтобы вычислить среднюю поперечную глубину Ds канавки. В этих контурах поперечного сечения канавки выделяли две точки, имеющие среднюю поперечную глубину канавки Ds×0,05, и измеряли расстояние между этими двумя точками в качестве ширины W канавки. Вычисляли среднее значение ширины W канавки, полученное у этих двадцати рисунков, в качестве средней ширины канавки. Средние ширины канавок (мкм), полученные в примерах и сравнительных примерах, проиллюстрированы в Таблице 1.
[0099] [Таблица 1]
A=D/W
[0100] Примеры 1 и 2 являются примерами, которые удовлетворяют только соотношениям выражения (1) и выражения (2), описанным в этом варианте осуществления. Примеры 8-14 являются примерами, которые удовлетворяют только соотношению выражения (1), описанному в этом варианте осуществления. Пример 3 является примером, который удовлетворяет соотношениям выражения (1), выражения (2) и выражения (4), описанным в этом варианте осуществления. Примеры 4 и 5 являются примерами, которые удовлетворяют соотношениям выражения (1), выражения (2), выражения (3) и выражения (4), описанным в этом варианте осуществления. Пример 6 является примером, который удовлетворяет соотношениям выражения (1), выражения (2) и выражения (3), описанным в этом варианте осуществления. В дополнение к этому, листы электротехнической анизотропной стали, которые не удовлетворяют выражению (1), были приготовлены в качестве Сравнительных примеров 1-3.
[0101] Оценку стойкости против ржавления выполняли следующим образом. Из каждого из листов электротехнической анизотропной стали примеров и сравнительных примеров взяли тестовый образец, который включал одну канавку и имел длину 30 мм на одной стороне, и оставили его как есть при условиях температуры 50°C и влажности 95% или больше на 48 часов, после чего проверяли образование ржавчины в тестовом образце. Наличие или отсутствие ржавчины проверяли невооруженным глазом. В дополнение к этому, для оценки стойкости против ржавления тестовый образец оставляли как есть в атмосфере с температурой 50°C и влажностью 91% на одну неделю, и производили оценку на основе изменения массы тестового образца до и после такой выдержки. Когда образуется ржавчина, масса тестового образца увеличивается. Соответственно, если величина повышения массы была меньше, то стойкость против ржавления определялась как хорошая. В частности, стойкость против ржавления тестового образца, у которого величина повышения массы составила 1,0 мг/м2 или меньше, оценивалась как «очень хорошая», стойкость против ржавления тестового образца, у которого величина повышения массы составила 5,0 мг/м2 или меньше, оценивалась как «хорошая», а стойкость против ржавления тестового образца, у которого величина повышения массы составила больше чем 10,0 мг/м2, оценивалась как «плохая».
[0102] Как проиллюстрировано в Таблице 1, по результатам проверки стойкости против ржавления листов электротехнической анизотропной стали Примеров 1-14 подтверждено, что когда сформирована канавка, удовлетворяющая по меньшей мере выражению (1), стойкость против ржавления листов электротехнической анизотропной стали улучшается. Стойкость против ржавления Сравнительных примеров 1-3 была оценена как «плохая».
[0103] В Примерах 1-14 размер кристаллического зерна, которое находится в контакте с канавкой в стальном листе, составил 5 мкм или больше.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0104] В соответствии с аспектом изобретения можно улучшить стойкость против ржавления листа электротехнической анизотропной стали, в котором сформирована канавка на поверхности стального листа для измельчения магнитного домена. Соответственно, изобретение имеет достаточную промышленную применимость.
[0105] КРАТКОЕ ОПИСАНИЕ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1: Лист электротехнической анизотропной стали
2: Стальной лист
2a: Поверхность стального листа
3: Канавка
L: Продольное направление канавки
X: Направление прокатки
Y: Направление по ширине листа
Z: Направление по толщине листа
D: Средняя глубина канавки
θ: Первый угол
W: Средняя ширина канавки
51: Первая точка
52: Вторая точка
3E: Прямая линия конца канавки
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ПРОИЗВОДСТВА ЛИСТА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2020 |
|
RU2811879C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2016 |
|
RU2678351C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2020 |
|
RU2776382C1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2019 |
|
RU2749826C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2022 |
|
RU2819013C2 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2018 |
|
RU2714729C1 |
| ЭЛЕКТРОТЕХНИЧЕСКАЯ ЛИСТОВАЯ СТАЛЬ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2605725C2 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2022 |
|
RU2818732C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2022 |
|
RU2823712C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2020 |
|
RU2779944C1 |
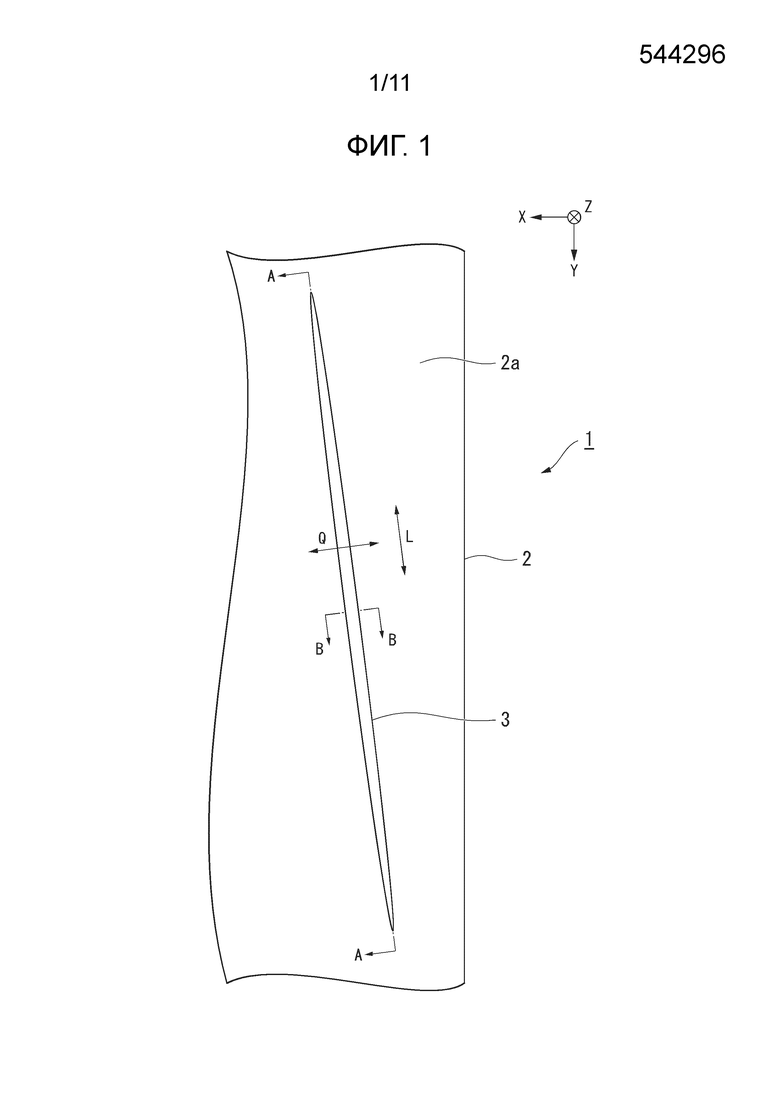
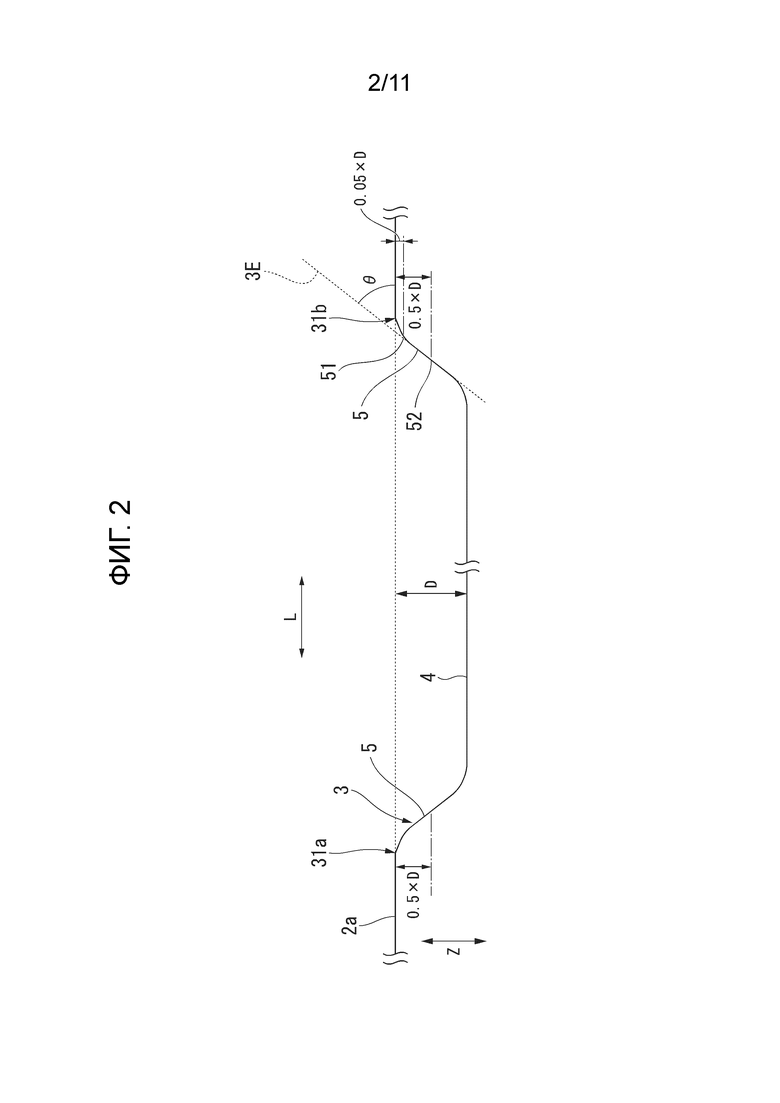
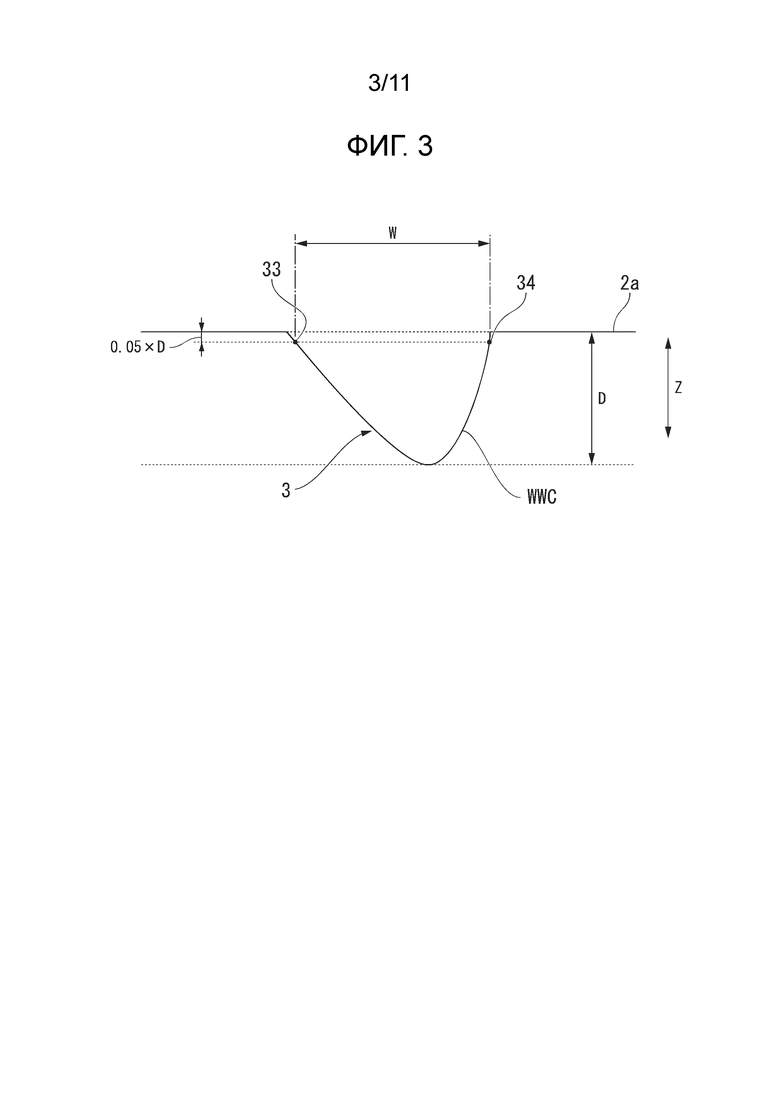
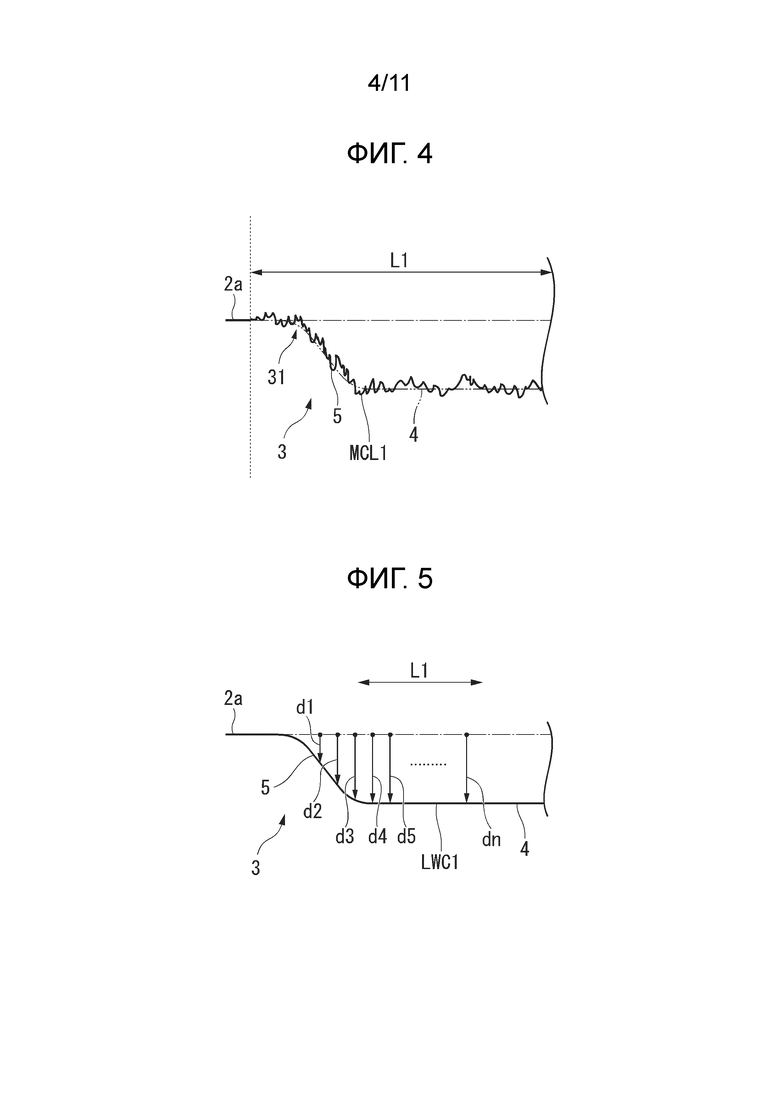
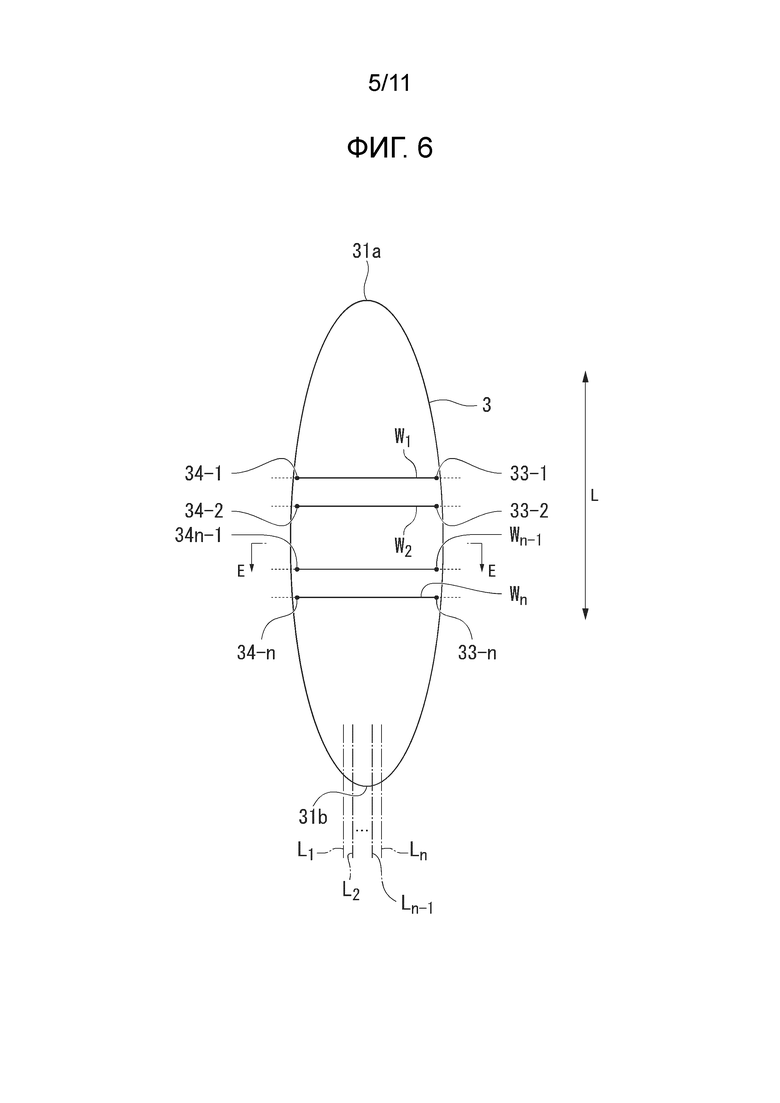
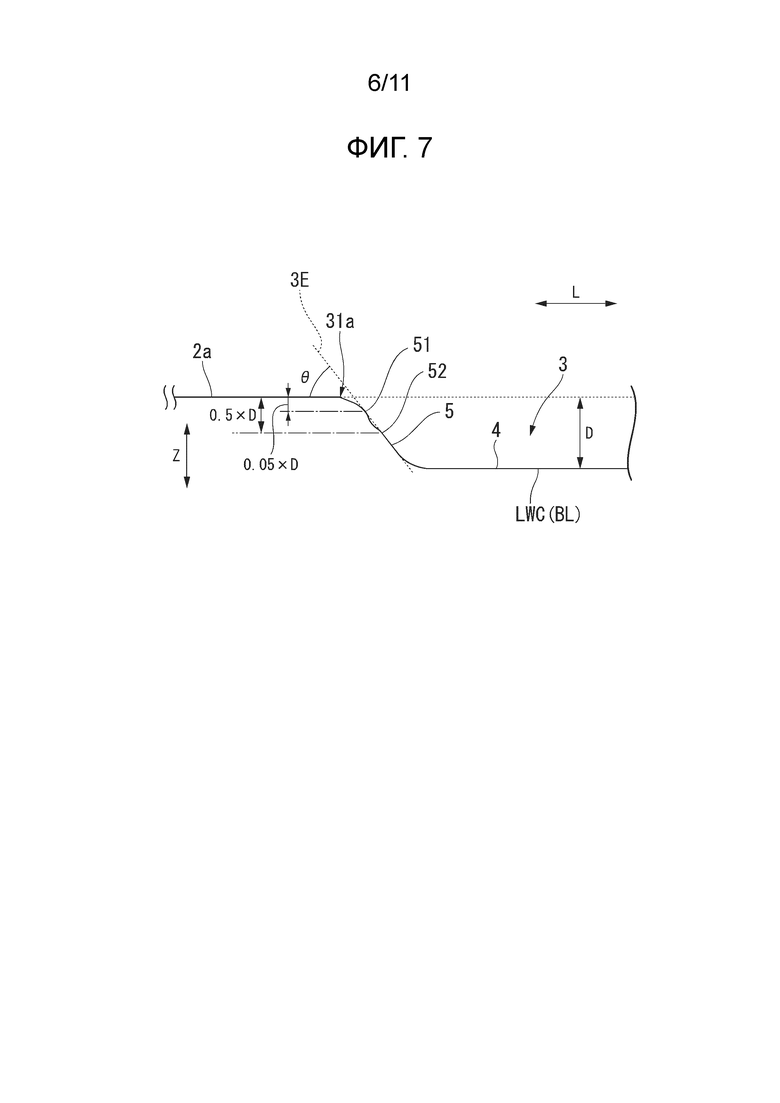
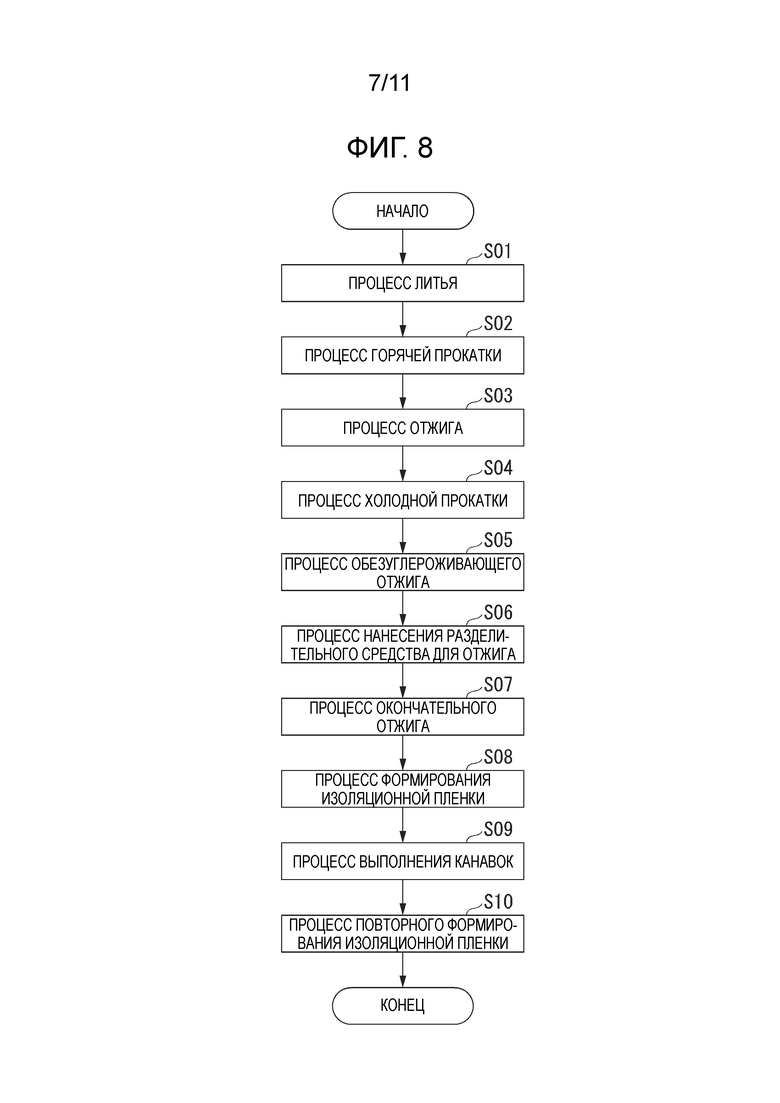
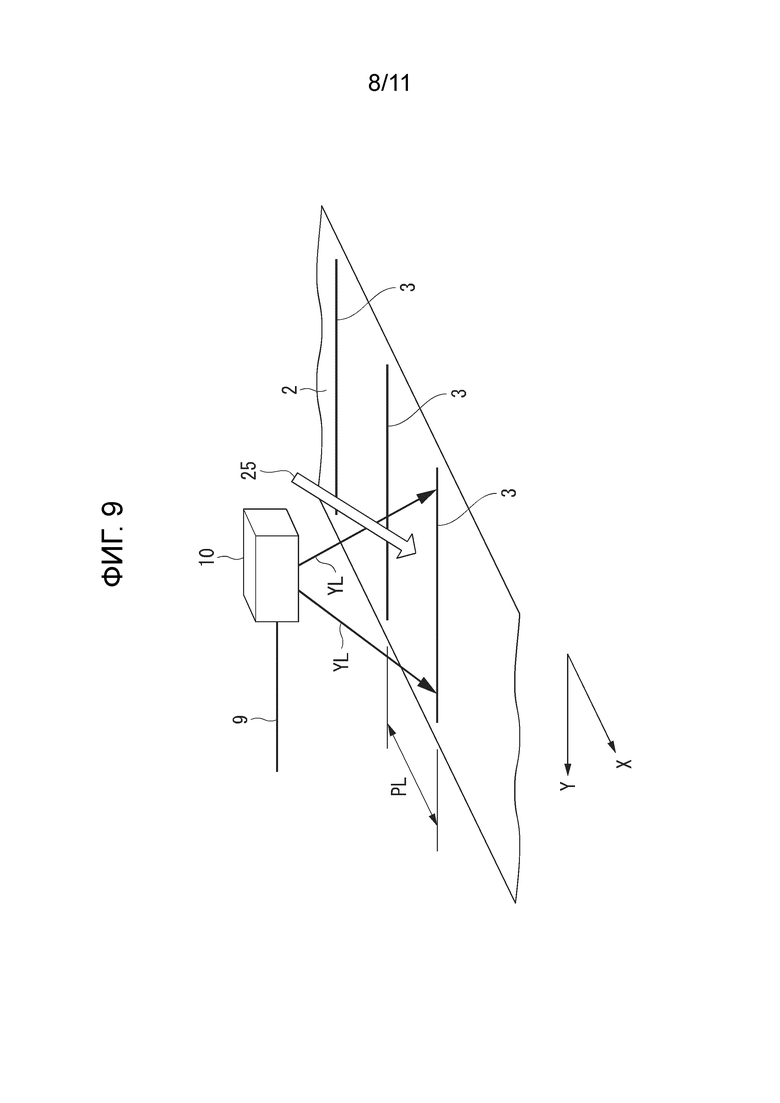
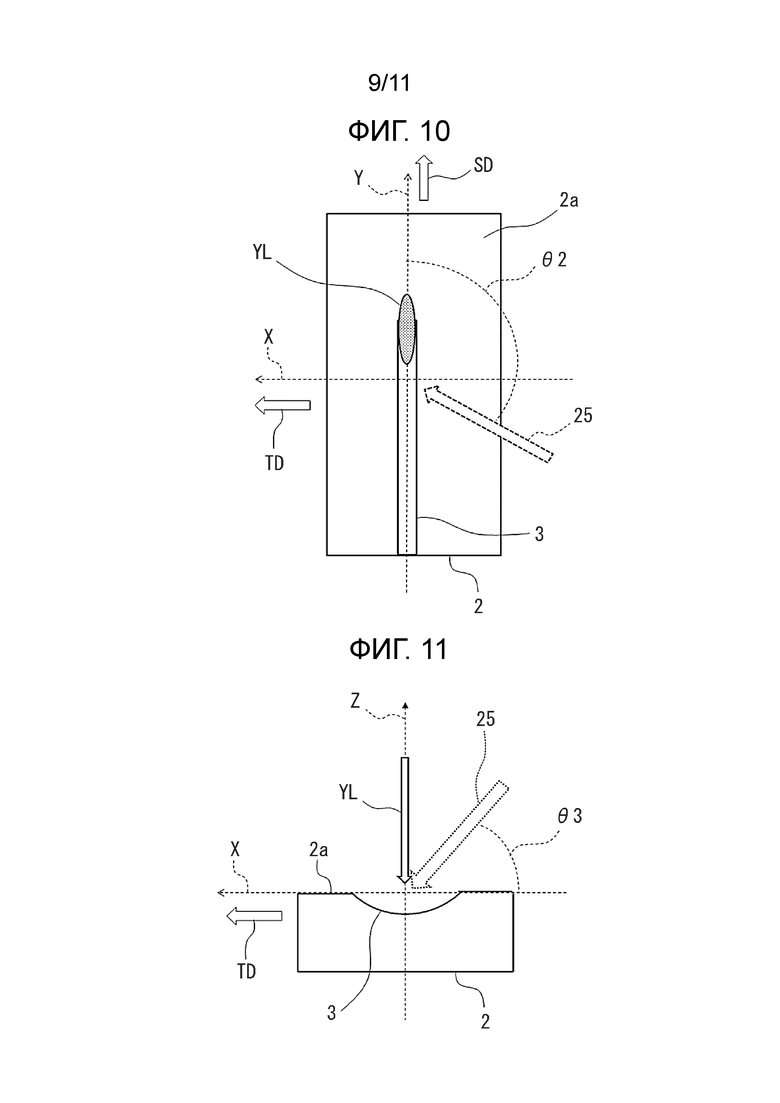
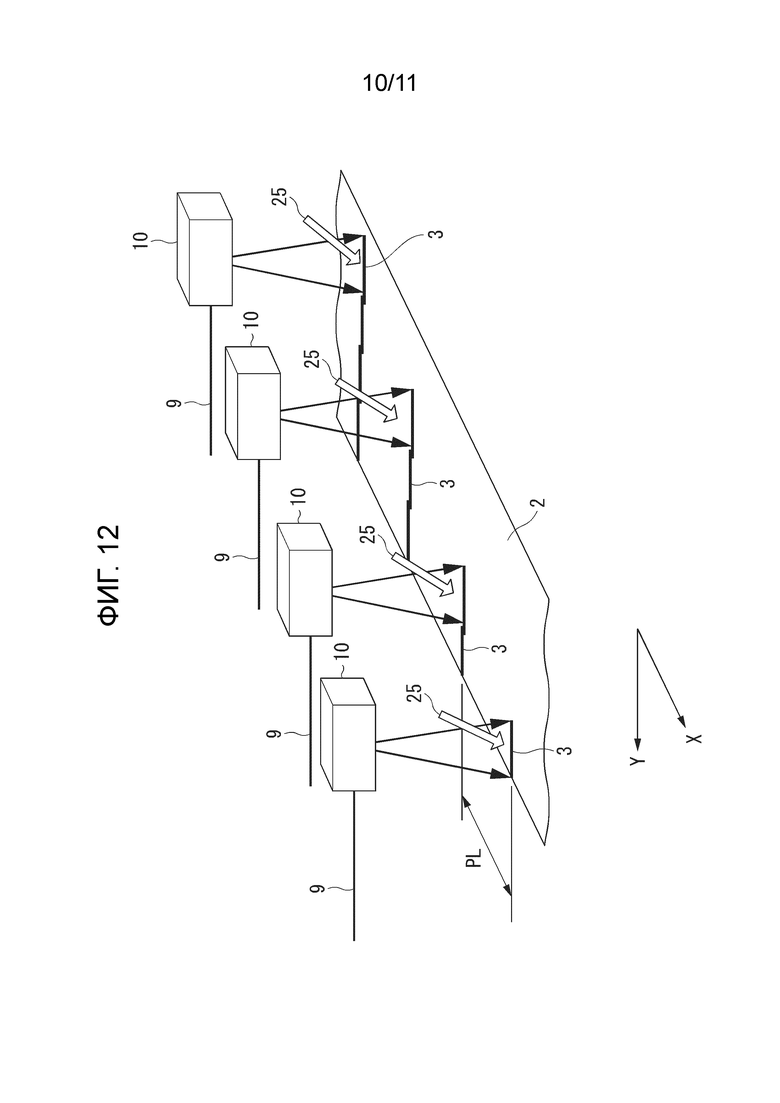
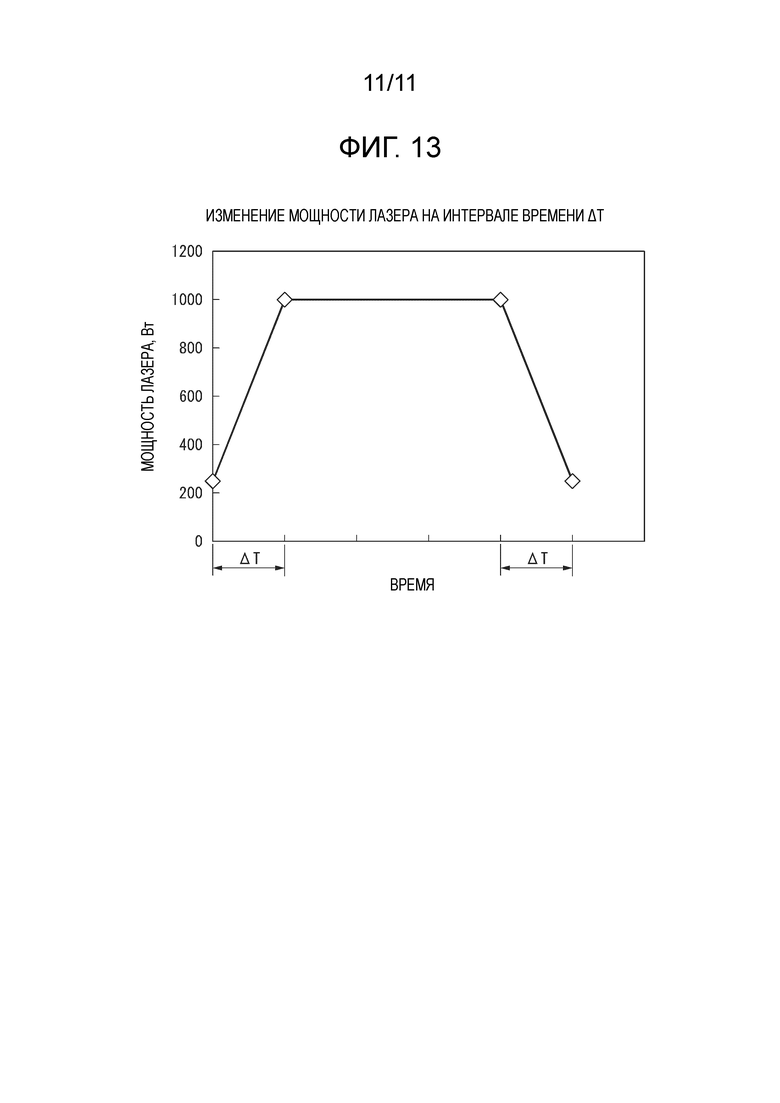
Изобретение относится к листам из электротехнической анизотропной стали. Стальной лист имеет поверхность, в которой сформирована канавка, которая проходит в пересекающем направление прокатки направлении и у которой направление по глубине канавки соответствует направлению по толщине листа. При этом среднее значение глубины канавки в направлении по толщине листа в центральной части канавки в продольном направлении канавки принимается в качестве средней глубины D канавки, прямая линия в наклонной части канавки, которая соединяет первую точку, в которой глубина канавки в направлении по толщине листа составляет 0,05×D, и вторую точку, в которой глубина канавки составляет 0,50×D, принимается в качестве прямой линии конца канавки. Угол, образуемый поверхностью стального листа и прямой линией конца канавки, принимается в качестве первого угла θ, а среднее значение ширины канавки, которое является длиной линейного сегмента, соединяющего две точки, в которых глубина канавки в направлении по толщине листа на контуре канавки в поперечном сечении в направлении по ширине канавки составляет 0,05×D, принимается в качестве средней ширины W канавки, размерное соотношение А, получаемое делением средней глубины D канавки на среднюю ширину W канавки, и первый угол θ удовлетворяют следующему выражению θ<-21×A+77. Технический результат заключается в улучшении магнитных потерь, улучшении способности к адгезии изоляционной пленки и улучшении стойкости против ржавления на конце канавки. 5 з.п. ф-лы, 1 табл., 13 ил.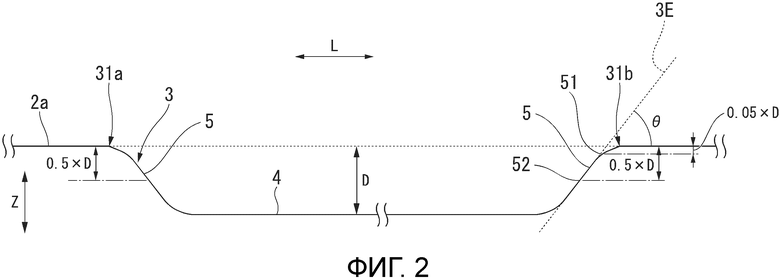
1. Лист электротехнической анизотропной стали, содержащий:
стальной лист, имеющий поверхность стального листа, в которой сформирована канавка, которая проходит в пересекающем направление прокатки направлении и у которой направление по глубине канавки соответствует направлению по толщине листа,
причем канавка включает наклонную часть, которая наклонена от поверхности стального листа до донной части канавки на конце канавки в продольном направлении канавки, которое является тем направлением, в котором проходит канавка,
когда среднее значение глубины канавки в направлении по толщине листа от высоты поверхности стального листа в центральной части в продольном направлении канавки принято за среднюю глубину D канавки в мкм, прямая линия, которая соединяет первую точку, в которой глубина канавки в направлении по толщине листа от высоты поверхности стального листа становится равной 0,05×D, и вторая точка, в которой глубина канавки в направлении по толщине листа от высоты поверхности стального листа становится равной 0,50×D, в наклонной части принята за прямую линию конца канавки, угол, образуемый поверхностью стального листа и прямой линией конца канавки, принят за первый угол θ в градусах, причем, когда канавка рассматривается в перпендикулярном продольному направлению канавки поперечном сечении в направлении по ширине канавки в центральной части канавки, среднее значение длины в направлении по ширине канавки, которое является длиной линейного сегмента, соединяющего две точки, в которых глубина канавки в направлении по толщине листа от высоты поверхности стального листа в контуре канавки на поперечном сечении в направлении по ширине канавки становится равной 0,05×D, принято за среднюю ширину W канавки в мкм, при этом размерное соотношение А, получаемое делением средней глубины D канавки на среднюю ширину W канавки, и первый угол θ удовлетворяют следующему выражению (1):
θ<-21×A+77 … (1)
2. Лист электротехнической анизотропной стали по п. 1,
в котором размерное соотношение A и первый угол θ удовлетворяют вышеприведенному выражению (1) и следующему выражению (2):
θ<32×A2-55×A+73 … (2)
3. Лист электротехнической анизотропной стали по п. 1,
в котором, когда средняя глубина D канавки составляет от 15 до 30 мкм, первый угол θ, средняя глубина D канавки и средняя ширина W канавки удовлетворяют следующему выражению (3):
θ≤0,12×W-0,45×D+57,39 … (3)
4. Лист электротехнической анизотропной стали по п. 1,
в котором, когда средняя ширина W канавки составляет от 30 до 100 мкм, первый угол θ, средняя глубина D канавки и средняя ширина W канавки удовлетворяют следующему выражению (4):
θ≤-0,37×D+0,12×W+55,39 … (4)
5. Лист электротехнической анизотропной стали по п. 1,
причем в стальном листе размер кристаллического зерна, которое находится в контакте с канавкой, составляет 5 мкм или больше.
6. Лист электротехнической анизотропной стали по любому из пп. 1-5,
в котором средняя глубина D канавки составляет от 10 до 50 мкм.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2537059C2 |
| ТЕКСТУРОВАННЫЙ ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2509163C1 |
| US 5393355 A, 28.08.1995. | |||

