Область техники
Группа изобретений относится к предметам домашнего обихода, преимущественно к изготовлению посуды для напитков. Изобретение может быть использовано в области декоративно-прикладного искусства при изготовлении посуды, а также сувенирных изделий, включающих по крайней мере частично светопрозрачный стеклянный сосуд с объёмным декоративным элементом неразъемно закрепленным внутри чаши сосуда.
Уровень техники
Из уровня техники давно известны сосуды для питья включающие объемные декоративные элементы, неразъемно закрепляемые внутри чаши сосуда. Подобные сосуды, исходя из анализа источников, ставших известными заявителю, относят к категории, обобщенно называемой «сосуды с секретами», «сосуды-шутихи», «потешные сосуды» и т.д. (См. А. Калинин Сосуды с секретами/ Журнал "Наука и жизнь", 2000 № 04 URL: https://www.nkj.ru/archive/articles/6997/, «Моя коллекция: сосуды с секретом – новая серия», URL: https://www.liveinternet.ru/users/wild_katze/rubric/4683422/; «Потешные сосуды с секретом» URL: https://www.liveinternet.ru/users/4819082/post247584825/ ).
На сегодняшнем этапе развития техники, культуры и быта получают распространение изделия в которых декоративный объемный элемент размещают внутри чаши стеклянного сосуда для украшения и повышения эстетических свойств.
В частности, известны графины со стеклянными фигурками внутри сосуда (см. https://vladimirkrym.livejournal.com/4993954.html). В указанном источнике приведена серия фотографических изображений, показывающих различные варианты стеклянных графинов из светопрозрачного стекла, внутри которых, ко дну прикреплены различные фигурки из цветного стекла.
Известны стаканы для питья со стеклянными фигурками ручной работы, предлагаемые к продаже (см. https://www.amazon.com/Drinking-Handmade-Figurine-Beverages-Christmas/dp/B09N2SKWBG). В указанном источнике представлен новогодний набор из четырех бокалов без ножек с тематическими фигурками из цветного стекла.
Известны стеклянные бокалы для красного вина со стеклянными фигурками внутри (дельфин, морской конёк, морская звезда) предлагаемые к продаже (https://aliexpress.ru/item/4000316659677.html?sku_id=10000001301937758 ).
В указанных источниках сосуд и декоративный элемент выполнены из одного материала – стекла. Несмотря на то, что технология изготовления не раскрывается, очевидно, что, исходя из однородности материалов, свойств стекла и традиционных способов изготовления стеклянных изделий, соединение сосуда и декоративного элемента может быть выполнено горячим способом в пластическом состоянии, что обеспечивает получение монолитного изделия - однородного по всему объему, в том числе в месте соединения.
При этом, в уровне техники существует проблема обеспечения относительно простого, надежного и гигиеничного соединения стеклянного сосуда и объемного элемента, когда объемный элемент выполнен из керамики. В таком случае, стеклянный сосуд и объемный элемент выполнены из разнородных материалов, имеющих различные механические свойства, что существенно усложняет технологию крепления.
Известны стеклянные бокалы с фарфоровыми ставками в виде хоккеистов (см. «Коллекционная серия бокалов «Сборная России по хоккею», опубликовано 25.01.2022 URL: https://iapp.ru/%D0%BA%D0%BE%D0%BB%D0%BB%D0%B5%D0%BA%D1%86%D0%B8%D0%BE%D0%BD%D0%BD%D0%B0%D1%8F-%D1%81%D0%B5%D1%80%D0%B8%D1%8F-%D0%B1%D0%BE%D0%BA%D0%B0%D0%BB%D0%BE%D0%B2-%D1%81%D0%B1%D0%BE%D1%80%D0%BD%D0%B0/).
Также известны бокалы из бессвинцового хрусталя с фарфоровыми вставками в виде цветов (Профессионал рекламно-сувенирного бизнеса» №78, сентябрь 2021 ISSN 2306-1030 стр. 34).
Однако исходя из анализа изображений, размещенных для рекламных целей, установить способ изготовления не представляется возможным.
Известен способ изготовления и установки декоративного или художественного аэрирующего объемного элемента в полость чаши стеклянного сосуда для питья (RU 2 763 180 C1, 28.12.2021, МПК: A47G 19/22). Указанный способ как раз направлен на решение проблемы по надежному неразъемному соединению фарфорового элемента-вставыша с базовым стеклянным сосудом, поэтому выбран в качестве наиболее близкого аналога. Согласно указанному изобретению, создают модель внутренней поверхности чаши сосуда для питья, формируют и подготавливают в дне чаши сосуда для питья круглое опорное гнездо, создают модель опорного гнезда, создают единую модель чаши сосуда для питья и опорного гнезда, создают твердотельную матрицу чаши для сосуда, в матрице формуют заготовку основания декоративного объемного элемента, затем скрепляют нижнюю и верхнюю части декоративного элемента с последующим обжигом и росписью, затем в опорное гнездо сосуда вводят жидкотекучий композитный материал, готовый декоративный объемный элемент вставляют вставышем в опорное гнездо чаши сосуда, фиксируют и облучают ультрафиолетом, активируя процесс полимеризации скрепляющего состава.
Очевидными недостатками указанного способа являются:
1. Вставыш, выполненный из керамики является достаточно хрупким элементом, что обусловлено с одной стороны механическими свойствами самой керамики, а с другой, миниатюрными размерами самого вставыша, что продиктовано эстетическими требованиями к изделию, а также технологическими возможностями формирования опорного гнезда в базовом стеклянном сосуде. В связи с этим имеется высокий риск отлома вставыша и соответственно декоративного элемента.
2. Усложнение технологического процесса, в связи со сложностью изготовления матрицы, а также ее формы.
3. Высокая доля брака из-за в процессе изготовления из-за откола хрупкого вставыша в результате отжига или обжига заготовки объемного элемента.
Группа изобретений направлена на устранение недостатков аналога, а также расширение арсенала технических средств крепления объемного элемента в полости чаши стеклянного сосуда.
Задачей и техническим результатом изобретения является создание сравнительно простого и надежного способа крепления объемного элемента в полости чаши стеклянного сосуда.
Технический результат изобретения достигается следующими средствами: для соединения предварительно изготовленных объемного элемента и стеклянного сосуда используют светопрозрачный стеклянный стержень, который концами вставляется в предварительно подготовленные опорные гнезда в дне полости чаши стеклянного сосуда и в нижней части объёмного элемента. Скрепление элементов обеспечивается за счет скрепляющего светоотверждаемого композиционного состава, который вводят в опорные гнезда, а также распределяют между контактирующими поверхностями дна полости чаши стеклянного сосуда и низа объемного элемента с последующим воздействием активирующего полимеризацию светового излучения.
Преимуществами данного способа в сравнении с аналогом являются:
- Повышение прочности и надежности соединения, что связано прежде всего с лучшими прочностными свойствами стекла и стержня из него в сравнении с керамическим вставышем;
- Упрощение технологии, в связи с отсутствием необходимости изготовления матрицы сложной формы для отминки основания объемного элемента со вставышем, а также с тем, что просверлить отверстие в заготовке объемного элемента проще чем изготовить цельный объемный элемент со вставышем.
- Уменьшение брака, связанного с отсутствием риска откола вставыша в процессе отжига или обжига заготовки объемного элемента в печи.
- Унификация технологического процесса, в связи с тем, что в качестве стеклянные стержней могут быть использованы доступные на рынке стандартные стеклянные лабораторные палочки.
- Нетехническим преимуществом группы изобретений является повышение в сравнении с аналогом эстетичности соединения в связи с тем, что светопрозрачный стеклянный стержень внутри светопрозрачного стеклянного сосуда, менее заметен чем непрозрачный вставыш из керамики.
Под термином «объемный элемент» в соответствии с группой изобретений, понимается любой объемный элемент из твердого материала, независимо от назначения, формы, конструкции и способа изготовления, который может быть неразъемно закреплен внутри чаши стеклянного сосуда с использованием раскрытого способа, в том числе, но не ограничиваясь: художественными, декоративными, аэрирующими, элементами, изготовленными из керамики, фарфора, стекла, натурального или искусственного камня, твердых сортов древесины и других твердых материалов, пригодных для надежного сцепления в системе со стеклом и светоотверждаемым композиционным составом.
Под термином «стеклянный сосуд», в соответствии с группой изобретений понимается полое, тонкостенное изделие относящиеся к стеклянная посуде, а также к декоративным изделиям из стекла, которое по крайней мере частично выполнено из светопрозрачного стекла. При этом под термином «стекло» и «стеклянный» также понимаются его виды такие как: натрий-кальций-силикатное стекло, специальное бытовое стекло, хрустальное стекло, молосвинцовый хрусталь, свинцовый хрусталь, высокосвинцовый хрусталь, бариевый хрусталь и другие известные виды стекла.
Настоящей группой изобретений также охраняется получаемое в результате осуществления раскрытых в нем способов устройство.
Краткое описание поясняющих рисунков
Сущность группы изобретений поясняется с помощью рисунков:
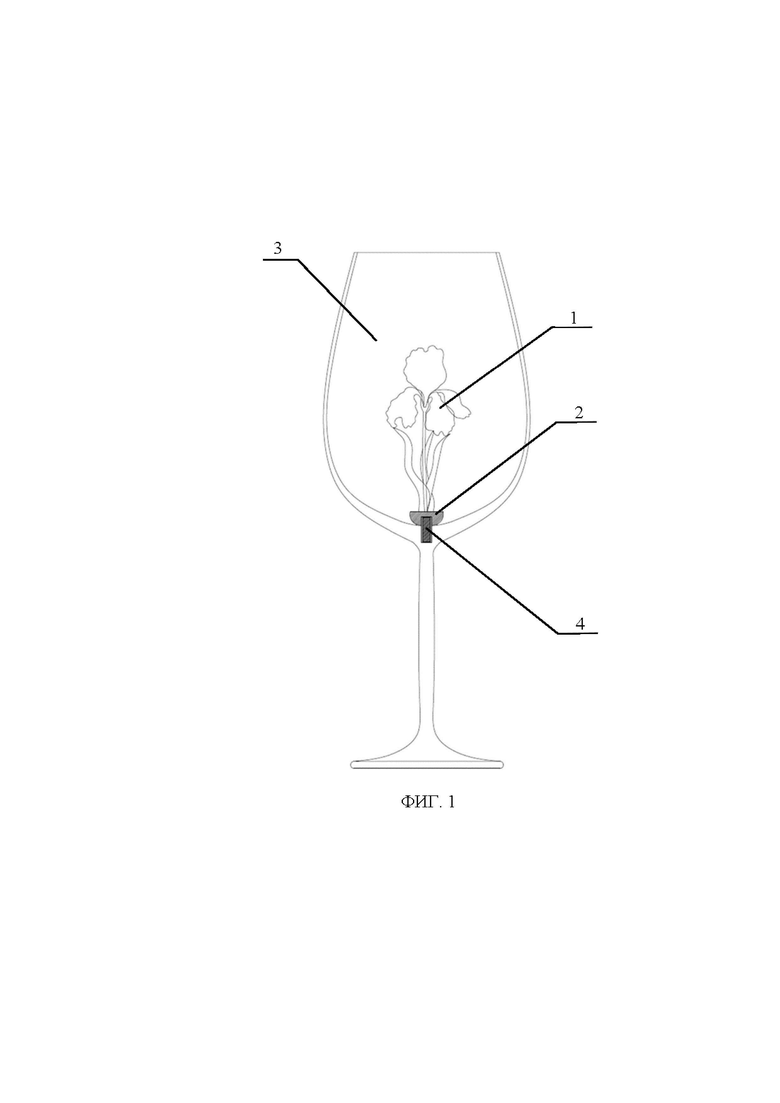
На фигуре 1 показано схематическое изображение готового изделия в разрезе - стеклянного бокала c фарфоровым объемным элементом (вставкой) в чаше в виде цветка;
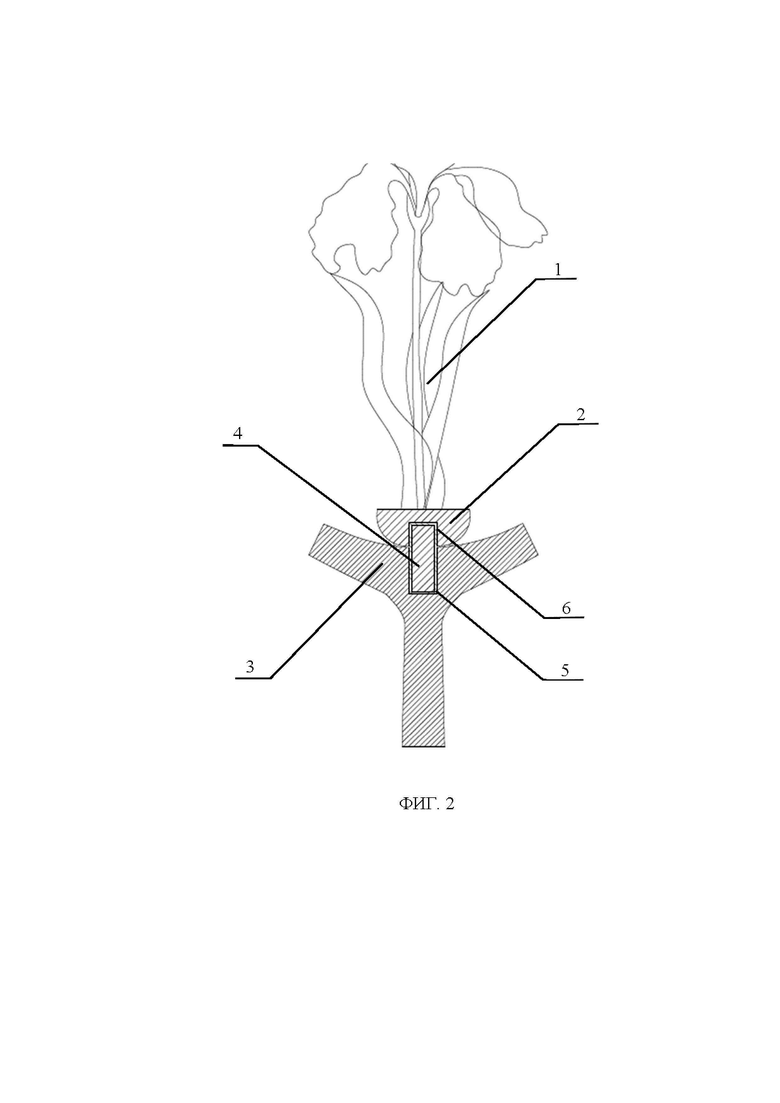
На фигуре 2 показан укрупненный вид в разрезе узла крепления объемного элемента в форме цветка и чаши стеклянного бокала.
Раскрытие сущности изобретения
Способ установки объемного элемента в полость чаши стеклянного сосуда, при котором объемный элемент - 1, содержащий нижнюю часть -2 стереометрически повторяющую форму дна чаши стеклянного сосуда -3, неразъёмно закрепляют в чаше стеклянного сосуда - 3 посредством стеклянного стержня - 4, содержащий следующую последовательность операций:
- в дне чаши стеклянного сосуда сверлят несквозное цилиндрическое отверстие заданных размеров, формируя опорное гнездо - 5 стеклянного сосуда - 3;
- чашу стеклянного сосуда - 3 вместе со сформированным опорным гнездом обеспыливают и обезжиривают;
- в нижней части – 2, объёмного элемента -1 сверлят несквозное цилиндрическое отверстие заданных размеров, формирующее опорное гнездо - 6 объёмного элемента - 1;
- поверхность стеклянного стержня - 4 посредством обработки абразивным инструментом делают шероховатой, затем обеспыливают и обезжиривают;
- обрабатывают внутреннюю поверхность опорного гнезда -5 стеклянного сосуда - 3, дно чаши стеклянного сосуда, стеклянный стержень - 4, поверхность нижней части -2 объемного элемента -1, а также внутреннюю поверхность опорного гнезда - 6 объемного элемента - 1 адгезионным составом;
- промазывают один конец стеклянного стержня - 4, а также внутреннюю поверхность опорного гнезда - 6 объемного элемента -1 светоотверждаемым скрепляющим композиционным составом;
- затем вставляют промазанный конец стеклянного стержня - 4 в опорное гнездо - 6 объемного элемента - 1, фиксируют стеклянный стержень в заданном положении, при необходимости удаляя излишки скрепляющего композиционного состава с поверхностей объемного элемента -1 и свободного конца стеклянного стержня - 4;
- затем соединение объемного элемента - 1 и стеклянного стержня – 4 облучают активирующим полимеризацию источником света, активируя тем самым полимеризацию композиционного состава и соответственно сцепку стеклянного стержня - 4 и объемного элемента - 1;
- после полного завершения полимеризации соединения, промазывают скрепляющим композиционным составом второй – свободный конец стеклянного стержня - 4, а также внутреннюю поверхность опорного гнезда - 5 стеклянного сосуда - 3, а при необходимости дно чаши стеклянного сосуда и (или) поверхность нижней части - 2 объемного элемента - 1 в пределах их предполагаемого контакта;
- Затем вставляют промазанный свободный конец стеклянного стержня - 4 в опорное гнездо - 5 стеклянного сосуда - 3 до контакта поверхностей дна чаши стеклянного сосуда и нижней части - 2 объемного элемента - 1, при необходимости удаляют излишки скрепляющего композиционного состава или дополнительно промазывают им места контакта соединяемых поверхностей, затем фиксируют объёмный элемент - 1 в заданном положении относительно чаши стеклянного сосуда - 3;
- Затем соединение объемного элемента - 1, стеклянного стержня - 4, стеклянного сосуда - 3 облучают активирующим полимеризацию источником света, активируя тем самым полимеризацию композиционного состава и соответственно сцепку стеклянного стержня - 4 и объемного элемента - 1;
- После полного завершения полимеризации, процесс считают завершенным.
При этом, способ установки объемного элемента - 1 в полость чаши стеклянного сосуда - 3, для достижения указанного технического результата также может включать иную последовательность операций, в частности, в том случае, если опорное гнездо - 6 объемного элемента - 1 заданных размеров формируется в технологическом процессе его изготовления, соответственно, в дальнейшем отпадает потребность операции сверления нижней части – 2 объемного элемента - 1 в технологическом процессе установки объемного элемента.
Таким образом, способ установки объемного элемента в полость чаши стеклянного сосуда, в соответствии со вторым вариантом группы изобретений, при котором объемный элемент - 1, включающий нижнюю часть - 2, стереометрически повторяющую форму дна чаши стеклянного сосуда - 3, а также сформированное в процессе изготовления объемного элемента - 1 опорное гнездо - 6 заданных размеров, неразъёмно закрепляют в чаше стеклянного сосуда - 3 посредством стеклянного стержня -4, содержащий следующую последовательность операций:
- в дне чаши стеклянного сосуда сверлят несквозное цилиндрическое отверстие заданных размеров, формируя опорное гнездо - 5 стеклянного сосуда - 3;
- чашу стеклянного сосуда - 3 вместе со сформированным опорным гнездом обеспыливают и обезжиривают;
- поверхность стеклянного стержня - 4 посредством обработки абразивным инструментом делают шероховатой, затем обеспыливают и обезжиривают;
- обрабатывают внутреннюю поверхность опорного гнезда -5 стеклянного сосуда - 3, дно чаши стеклянного сосуда, стеклянный стержень - 4, поверхность нижней части -2 объемного элемента -1, а также внутреннюю поверхность опорного гнезда - 6 объемного элемента - 1 адгезионным составом;
- промазывают один конец стеклянного стержня - 4, а также внутреннюю поверхность опорного гнезда - 6 объемного элемента -1 светоотверждаемым скрепляющим композиционным составом;
- затем вставляют промазанный конец стеклянного стержня - 4 в опорное гнездо - 6 объемного элемента - 1, фиксируют стеклянный стержень в заданном положении, при необходимости удаляя излишки скрепляющего композиционного состава с поверхностей объемного элемента -1 и свободного конца стеклянного стержня - 4;
- затем соединение объемного элемента - 1 и стеклянного стержня – 4 облучают активирующим полимеризацию источником света, активируя тем самым полимеризацию композиционного состава и соответственно сцепку стеклянного стержня - 4 и объемного элемента - 1;
- после полного завершения полимеризации соединения, промазывают скрепляющим композиционным составом второй – свободный конец стеклянного стержня - 4, а также внутреннюю поверхность опорного гнезда - 5 стеклянного сосуда - 3, а при необходимости дно чаши стеклянного сосуда и (или) поверхность нижней части - 2 объемного элемента - 1 в пределах их предполагаемого контакта;
- Затем вставляют промазанный свободный конец стеклянного стержня - 4 в опорное гнездо - 5 стеклянного сосуда - 3 до контакта поверхностей дна чаши стеклянного сосуда и нижней части - 2 объемного элемента - 1, при необходимости удаляют излишки скрепляющего композиционного состава или дополнительно промазывают им места контакта соединяемых поверхностей, затем фиксируют объёмный элемент - 1 в заданном положении относительно чаши стеклянного сосуда - 3;
- Затем соединение объемного элемента - 1, стеклянного стержня - 4, стеклянного сосуда - 3 облучают активирующим полимеризацию источником света, активируя тем самым полимеризацию композиционного состава и соответственно сцепку стеклянного стержня - 4 и объемного элемента - 1;
- После полного завершения полимеризации, процесс считают завершенным.
Формирование опорного гнезда - 5 стеклянного сосуда - 3 может быть выполнено стандартным сверлильным инструментом, обеспечивающим точное позиционирование сверла и изделия, с использованием свёрл, предназначенных для стекла и керамики, например, алмазного трубчатого сверла или перового сверла.
Сверление отверстия для формирования опорного гнезда - 5 стеклянного сосуда - 3 рекомендуется выполнять мокрым методом на низких оборотах, для предотвращения перегревания сверла и соответственно снижения напряжений в стекле, возникающих из-за локального нагрева.
После формирования опорного гнезда – 5 стеклянного сосуда и до операции склеивания чаши бокала с объемным элементом, для достижения удовлетворительной адгезии, чашу стеклянного сосуда - 3, необходимо обеспылить и обезжирить. Обеспыливание может быть выполнено продувкой сжатым воздухом, при помощи известных из уровня техники средств. Обезжиривание может быть выполнено обезжиривающими составами, известными из уровня техники и обычно применяемыми для этих целей. Обеспыливание и обезжиривание также может быть выполнено путем помывки сосуда в воде с обезжиривающим моющим средством с дальнейшей просушкой стеклянного сосуда. Последний вариант является предпочтительным, в случае если сверление опорного гнезда производилось мокрым методом.
Между операциями сверления опорного гнезда -5 стеклянного сосуда - 3 и склеиванием, дополнительно может быть выполнена обработка абразивным инструментом поверхности дна чаши стеклянного сосуда - 3 в пределах предполагаемого контакта с объемным элементом - 1, обеспечивая тем самым шероховатость поверхности и улучшенную адгезию между склеиваемыми поверхностями и скрепляющим композиционным составом.
Формирование опорного гнезда - 6 в предварительно изготовленном объёмном элементе - 1 может быть также выполнено стандартным сверлильным инструментом с использованием специальных свёрл в зависимости от материала, из которого изготовлен объемный элемент - 1.
Несмотря на то, что это отдельно не указано в способе, сверление опорного гнезда в объемном элементе из керамики или фарфора рекомендуется проводить после утильного отжига и до нанесения глазури и надглазурных красок, в связи с высоким риском повредить покрытие изделия.
Диаметр и глубина опорных гнёзд 5 и 6 выбираются исходя из диаметра и длины стеклянного стержня - 4 с учетом запаса на объем скрепляющего композиционного состава. В свою очередь диаметр, и длина стеклянного стержня - 4 выбираются исходя из обеспечения требуемой несущей способности и жесткости конструкции с учетом ограничений, связанных с особенностями размера, формы, толщины стенок стеклянного сосуда - 3 и объемного элемента -1.
В качестве скрепляющего светоотверждаемого композиционного состава могут использоваться светоотверждаемые композиционные пломбировочные материалы, используемые в стоматологии. Их применение является предпочтительным в связи с их доступностью на рынке, высоким качеством и гигиеническими свойствами, которые позволяют применять в посуде.
В качестве источника активирующего полимеризацию излучения могут использоваться промышленные или медицинские - стоматологические лампы, обладающие требуемым волновым диапазоном излучения в зависимости от вида и марки применяемого светоотверждаемого комозиционного состава.
В качестве адгезионного состава могут быть использованы адгезионные праймеры для стекла или адгезионные грунтовки для стекла.
Получаемое в результате двух вариантов способа устройство может быть охарактеризовано одинаковой совокупностью признаков: стеклянный сосуд - 3 с неразъемно установленным объемным элементом - 1 в чаше, в котором чаша сосуда по крайней мере частично выполнена из светопрозрачного стекла, а объемный элемент – 1 выполнен из твердого материала и содержит нижнюю часть - 2 стереометрически соответствующую форме поверхности чаши сосуда, при этом чаша содержит несквозное цилиндрическое отверстие - 5, отличающееся тем, что в нижней части объемного элемента - 1 выполнено цилиндрическое отверстие - 6, при этом объемный элемент установлен в чаше посредством светопрозрачного стеклянного стержня - 4, своими концами вставленного в совмещенные соосно отверстия в чаше стеклянного сосуда и в объемном элементе, при этом стеклянный сосуд, объемный элемент и стеклянный стержень скреплены между собой светоотверждаемым композиционным составом, заполняющим объем между внутренними поверхностями отверстий и поверхностью стеклянного стержня – 4, а также между контактирующими поверхностями чаши стеклянного сосуда - 3 и нижней части объемного элемента - 2.
Осуществление группы изобретений
Ниже в качестве примера осуществления группы изобретений описаны технологические процессы изготовления и установки художественного объемного элемента из фарфора в чашу стеклянного сосуда в форме бокала, а именно бокала, включающие два раскрытых выше способа.
Технологический процесс изготовления и установки художественного объемного элемента из фарфора - 1 в чашу стеклянного сосуда - 3, включающий первый вариант способа в соответствии с группой изобретений, включает следующую последовательность операций:
- Наносят на внутреннюю поверхность чаши стеклянного сосуда – 3 антиадгезионный разделитель, затем снимают слепок внутренней поверхности чаши стеклянного сосуда – 3 или по крайней мере с ее части, включающей дно. Слепок может быть выполнен из силикона, гипса или скульптурного пластилина или другого пластичного материала, известного из уровня техники и пригодного для этих целей.
- На основе слепка делают натурную или компьютерную трехмерную модель внутренней поверхности чаши стеклянного сосуда - 3 с учетом 13-15 % компенсации на усушку фарфоровой массы в зависимости от состава фарфора и влажности массы.
- На основе натурной или компьютерной модели, изготавливают матрицу внутренней поверхности чаши стеклянного сосуда - 3 или по крайней мере его части, включающей дно.
- Внутреннюю поверхность полости готовой матрицы покрывают антиадгизионным разделителем. В качестве антиадгезионного разделителя может быть использованы: мыльный раствор, вазелин, силикон, полиэтиленовая пленка или специальный антиадгезионный состав, применяемый для аналогичных целей.
- На дно матрицы кладут часть влажной фарфоровой массы, в количестве достаточном для формирования нижней части -2 объемного элемента - 1 с поверхностью стереометрически соответствующей полости чаши стеклянного сосуда - 3.
- Затем подсушивают первую часть, помещенной внутрь матрицы фарфоровой массы, естественным образом или с помощью фена.
- На заготовке нижней части объёмного элемента закрепляют вторую часть влажной фарфоровой массы, формирующей декоративную или художественную часть объемного элемента.
- Затем заготовку объемного элемента - 1 целиком, подсушивают естественным образом или с помощью фена, затем извлекают из матрицы.
- Затем заготовку объемного элемента - 1 отправляют на утильный обжиг в печи с последующей росписью и обжигом.
- Затем в дне чаши стеклянного сосуда - 3 сверлят несквозное цилиндрическое отверстие заданных размеров, формируя опорное гнездо - 5 стеклянного сосуда - 3. При этом, сверление выполняют при помощи вертикального сверлильного станка с использованием трубчатого алмазного сверла. В частности, стеклянный сосуд - 3 центруют и неподвижно фиксируют на платформе станка, а в полость чаши наливают небольшое количество холодной воды. Сверление осуществляется на низких оборотах, при необходимости разделяя процесс на несколько этапов.
- После завершения сверления, удаляют воду из чаши стеклянного сосуда - 3, затем при помощи металлического стека или пинцета отламывают и (или) извлекают из отверстия центральный стеклянный столбик. При необходимости внутреннюю поверхность опорного гнезда - 5 обрабатывают аббразивным инструментом, например гравером с шлифовальной головкой для удаления неровностей, которые могут помешать установке стеклянного стержня - 4.
- Затем чашу стеклянного сосуда - 3 вместе со сформированным опорным гнездом - 5 моют с использованием обезжиривающего моющего средства, очищая полость чаши и опорное гнездо от пыли, продуктов сверления, технических масел и иных загрязнений. Затем чашу просушивают естественным образом или с помощью фена.
- Затем в нижней части – 2 объемного элемента - 1 сверлят несквозное цилиндрическое отверстие заданных размеров, формирующее опорное гнездо - 6 объёмного элемента – 1. Для этих целей может быть использована ручная дрель с цилиндрическим сверлом. Для предотвращения брака в процессе фиксации и сверления, объемный элемент -1 может быть завернут в мягкий материал.
- Затем берут стеклянный стержень - 4, в качестве которого используется стеклянная лабораторная палочка, палочка укорачивается до нужной длины, например, при помощи многофункционального инструмента (реноватора) или гравера с алмазным отрезным диском. Поверхность стеклянного стержня - 4 посредством гравера с шлифовальной головкой делают шероховатой, для этих целей также может подойти шлифовальная бумага или шлифовальный круг. После механической обработки поверхность стеклянного стержня - 4 обеспыливают и обезжиривают.
- Затем обрабатывают внутреннюю поверхность опорного гнезда - 5 стеклянного сосуда - 3, дно чаши стеклянного сосуда, стеклянный стержень - 4, поверхность нижней части -2 объемного элемента - 1, а также внутреннюю поверхность опорного гнезда - 6 объемного элемента - 1 адгезионным праймером, в частном случае используется стоматологический ортодонтический праймер.
- Затем берут скрепляющий светоотверждаемый композиционный состав, в частности светоотверждаемый пломбировочный материал марки «ДентЛайт Флоу», промазывают один конец стеклянного стержня - 4, а также внутреннюю поверхность опорного гнезда - 6 объемного элемента - 1;
- Затем вставляют промазанный конец стеклянного стержня - 4 в опорное гнездо - 6 объемного элемента - 1, фиксируют стеклянный стержень в заданном положении, при необходимости удаляя излишки скрепляющего композиционного состава с поверхностей объемного элемента и свободного конца стеклянного стержня - 4.
- Затем соединение объемного элемента - 1 и стеклянного стержня - 4 облучают активирующим полимеризацию источником света, активируя тем самым полимеризацию скрепляющего композционного состава и соответственно сцепку стеклянного стержня - 4 и объемного элемента - 1. Для целей полимеризации используют ручную стоматологическую полимеризационную лампу УФ-излучения, которая обеспечивает концентрированное и направленное излучение, что необходимо для полимеризации композиционного состава внутри опорного гнезда - 6 объемного элемента - 1, который не является светопрозрачным. Концентрированный источник света прикладывают к стеклянному стержню в месте его входа в опорное гнездо объемного элемента, тем самым свет распространяется по светопрозрачному стеклянному стержню - 4 внутрь опорного гнезда - 6, активируя процесс полимеризации. Выдерживают воздействие светом не менее чем в течение определенного производителем скрепляющего композиционного состава.
- После полного завершения полимеризации соединения объемного элемента - 1 и стеклянного стержня - 4, промазывают скрепляющим композиционным составом второй – свободный конец стеклянного стержня - 4, а также внутреннюю поверхность опорного гнезда – 5 стеклянного сосуда, а также дно чаши стеклянного сосуда - 1 и нижнюю поверхность объемного элемента - 1 в пределах их предполагаемого контакта.
- Затем вводят промазанный свободный конец стеклянного стержня - 4 в опорное гнездо – 5 стеклянного сосуда - 3 до контакта поверхностей дна чаши стеклянного сосуда и нижней части - 2 объемного элемента - 1, при необходимости удаляют излишки скрепляющего композиционного состава или дополнительно промазывают им места контакта соединяемых поверхностей, затем фиксируют объёмный элемент - 1 в заданном положении относительно чаши стеклянного сосуда - 3.
- Затем соединение объемного элемента - 1, стеклянного стержня - 4, стеклянного сосуда – 3 облучают активирующим полимеризацию источником света, активируя тем самым полимеризацию композиционного состава и соответственно сцепку стеклянного сосуда - 3, стеклянного стержня - 4 и объемного элемента - 1. Для выполнения указанной операции с учетом светопрозрачности места соединения стеклянного стержня - 4 и стеклянного сосуда - 3, для активации процесса полимеризации заготовку можно оставить под УФ-лампами рассеянного света на несколько часов, что является оправданной мерой, когда одновременно указанной операции подвергается несколько изделий одновременно. После полного завершения полимеризации, процесс считают завершенным.
Технологический процесс изготовления и установки художественного объемного элемента из фарфора в чашу стеклянного сосуда в форме бокала, включающий второй вариант способа в соответствии с группой изобретений, включает следующие операции, описанные ниже с полнотой, достаточной для осуществления изобретения:
- Наносят на внутреннюю поверхность чаши стеклянного сосуда -3 антиадгезионный состав, затем снимают слепок внутренней поверхности чаши стеклянного сосуда - 3 или по крайней мере с части, включающей дно. Слепок может быть выполнен из силикона, гипса или скульптурного пластилина или другого пластичного материала, известного из уровня техники и пригодного для этих целей.
- На основе слепка делают натурную или компьютерную трехмерную модель внутренней поверхности чаши объемного элемента с учетом 13-15 % компенсации на усушку фарфоровой массы в зависимости от состава фарфора и влажности массы.
- На основе натурной или компьютерной модели, изготавливают матрицу внутренней поверхности чаши стеклянного сосуда - 3 или по крайней мере ее части, включающей дно.
- В дне матрицы сверлят цилиндрическое отверстие, в которое вклеивают стеклянный стержень требуемого размера, таким образом чтобы часть стержня выступала над внутренней поверхностью матрицы для дальнейшего выдавливания опорного гнезда в заготовке формуемого объемного элемента - 1;
- Внутреннюю поверхность полости готовой матрицы, включая стержень-пуансон покрывают антиадгизионным разделителем. В качестве антиадгезионного разделителя может быть использованы: мыльный раствор, вазелин, силикон, полиэтиленовая пленка или специальный антиадгезионный состав, применяемый для аналогичных целей.
- На дно матрицы кладут часть влажной фарфоровой массы, в количестве достаточном для формирования нижней части объемного элемента - 1 с поверхностью соответствующей полости чаши стеклянного сосуда - 3, а также с опорным гнездом - 6, сформированным стержнем-пуансоном.
- Затем подсушивают первую часть помещенной внутрь матрицы фарфоровой массы естественным образом или с помощью фена.
- На заготовке нижней части - 2 объёмного элемента - 1 закрепляют вторую часть влажной фарфоровой массы, формирующей декоративную или художественную часть объемного элемента - 1.
- Затем заготовку объемного элемента – 1 целиком подсушивают естественным образом или с помощью фена, затем извлекают из матрицы.
- Затем заготовку объемного элемента - 1 отправляют на утильный обжиг в печи с последующей росписью и обжигом.
- Затем в дне чаши стеклянного сосуда - 3 сверлят несквозное цилиндрическое отверстие заданных размеров, формируя опорное гнездо - 5. При этом, сверление выполняют при помощи вертикального сверлильного станка с использованием трубчатого алмазного сверла. В частности, бокал центруют и неподвижно фиксируют на платформе станка, а в полость чаши стеклянного сосуда - 3 наливают небольшое количество холодной воды. Сверление осуществляется на низких оборотах, при необходимости разделяя процесс на несколько этапов.
- После завершения сверления, удаляют воду из чаши стеклянного сосуда - 3, затем при помощи металлического стека или пинцета отламывают или извлекают из отверстия центральный стеклянный столбик. При необходимости внутреннюю поверхность опорного гнезда - 5 обрабатывают абразивным инструментом, например гравером с шлифовальной головкой, для удаления неровностей, которые могут помешать свободному проходу стеклянного стержня - 4.
- Затем чашу стеклянного сосуда – 3 вместе со сформированным опорным гнездом - 5 моют с использованием обезжиривающего моющего средства, очищая полость чаши и опорное гнездо от пыли, продуктов сверления, технических масел и иных загрязнений. Затем чашу просушивают естественным образом или с помощью фена.
- Затем берут стеклянный стержень - 4, в качестве которого используется стеклянная лабораторная палочка, палочка укорачивается до нужной длины, например при помощи многофункционального инструмента (реноватора) или гравера с отрезным диском. Поверхность стеклянного стержня посредством гравера с шлифовальной головкой делают шероховатой, для этих целей также может подойти шлифовальная бумага или шлифовальный круг. После механической обработки поверхность стержня обеспыливают и обезжиривают.
- Затем обрабатывают внутреннюю поверхность опорного гнезда стеклянного сосуда - 3, дно чаши стеклянного сосуда - 3, стеклянный стержень - 4, поверхность нижней части - 2 объемного элемента, а также внутреннюю поверхность опорного гнезда объемного элемента - 6 адгезионным праймером, в частном случае используется стоматологический ортодонтический праймер.
- Затем берут скрепляющий светоотверждаемый композиционный состав, в частности пломбировочный материал марки «ДентЛайт Флоу», промазывают один конец стеклянного стержня - 4, а также внутреннюю поверхность опорного гнезда - 6 объемного элемента - 1;
- Затем вставляют промазанный конец стеклянного стержня - 4 в опорное гнездо - 6 объемного элемента - 1, фиксируют стеклянный стержень - 4 в заданном положении, при необходимости удаляя излишки жидкотекучего композиционного состава с поверхностей объемного элемента - 1 и свободного конца стеклянного стержня - 4.
- Затем соединение объемного элемента - 1 и стеклянного стержня - 4 облучают активирующим полимеризацию источником света, активируя тем самым полимеризацию композиционного состава и соответственно сцепку стеклянного стержня - 4 и объемного элемента - 1. Для целей полимеризации используют ручную стоматологическую полимеризационную лампу УФ-излучения, которая обеспечивает концентрированное и направленное излучение, что необходимо для полимеризации композиционного состава внутри опорного гнезда - 6 объемного элемента - 1, который не является светопрозрачным. Концентрированный источник света прикладывают к стеклянному стержню – 4 в месте его входа в опорное гнездо - 6 объемного элемента – 1 тем самым свет распространяется по светопрозрачному стеклянному стержню - 4 внутрь опорного гнезда, активируя процесс полимеризации. Выдерживают воздействие светом не менее чем в течение определенного производителем композиционного состава времени.
- После полного завершения полимеризации соединения объемного элемента - 1 и стеклянного стержня, промазывают жидкотекучим композиционным составом второй – свободный конец стеклянного стержня - 4, а также внутреннюю поверхность опорного гнезда - 5 стеклянного сосуда - 3, а также дно чаши стеклянного сосуда и нижнюю поверхность объемного элемента в пределах их предполагаемого контакта.
- Затем вставляют промазанный свободный конец стеклянного стержня - 4 в опорное гнездо – 5 стеклянного сосуда - 6 до контакта поверхностей дна чаши стеклянного сосуда и нижней части - 2 объемного элемента - 1, при необходимости удаляют излишки жидкотекучего скрепляющего композиционного состава или дополнительно промазывают им места контакта соединяемых поверхностей, затем фиксируют объёмный элемент - 1 в заданном положении относительно чаши стеклянного сосуда - 3.
- Затем соединение объемного элемента - 1, стеклянного стержня - 4 и стеклянного сосуда - 3 облучают активирующим полимеризацию источником света, активируя тем самым полимеризацию композиционного состава и соответственно сцепку стеклянного сосуда - 3, стеклянного стержня - 4 и объемного элемента - 1. Для выполнения указанной операции с учетом светопрозрачности места соединения стеклянного стержня и стеклянного сосуда, для активации процесса полимеризации заготовку можно оставить под УФ-лампами рассеянного света на несколько часов, что является оправданной мерой, когда одновременно указанной операции подвергается несколько изделий одновременно. После полного завершения полимеризации, процесс считают завершенным.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления и установки декоративного или художественного аэрирующего объемного элемента в полость чаши стеклянного сосуда для питья | 2021 |
|
RU2763180C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| ПОСТ И СПОСОБ ОБНАРУЖЕНИЯ ДЕФЕКТОВ В ВИДЕ ПОСЕЧКИ НА СТЕКЛЯННЫХ СОСУДАХ ПРИ ПОСТУПАТЕЛЬНОМ ДВИЖЕНИИ | 2021 |
|
RU2820268C1 |
| УСТАНОВКА И СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ СТЕНОК СТЕКЛЯННЫХ СОСУДОВ | 2020 |
|
RU2818997C2 |
| СВЕТОДИОДНЫЙ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ | 2021 |
|
RU2769025C1 |
| КОМПЕНСАТОР ТОЛЩИНЫ ТКАНИ, СОДЕРЖАЩИЙ УПРУГИЕ ЭЛЕМЕНТЫ | 2013 |
|
RU2629239C2 |
| СПОСОБЫ ИНСПЕКЦИИ СОСУДОВ ПО ВЫДЕЛЕНИЮ ГАЗОВ | 2011 |
|
RU2561759C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2019 |
|
RU2775098C1 |
| ТЕПЛОИЗОЛИРУЮЩИЙ ЭЛЕМЕНТ ОСТЕКЛЕНИЯ, ЕГО ИЗГОТОВЛЕНИЕ И ПРИМЕНЕНИЕ | 2007 |
|
RU2451147C2 |
| КАРТРИДЖ СШИВАЮЩЕГО ИНСТРУМЕНТА, СОДЕРЖАЩИЙ КОМПЕНСАТОР ТОЛЩИНЫ ТКАНИ И ЭЛЕМЕНТ ДЛЯ ЗАДАНИЯ ЗАЗОРА | 2014 |
|
RU2669489C2 |
Группа изобретений относится к предметам домашнего обихода, преимущественно к изготовлению посуды для напитков. Задачей и техническим результатом изобретения является создание сравнительно простого и надежного способа крепления объемного элемента в полости чаши стеклянного сосуда. Технический результат изобретения достигается следующими средствами: для соединения предварительно изготовленных объемного элемента и стеклянного сосуда используют светопрозрачный стеклянный стержень, который концами вставляется в предварительно подготовленные опорные гнезда в дне полости чаши стеклянного сосуда и в нижней части объёмного элемента. Скрепление элементов обеспечивается за счет скрепляющего светоотверждаемого композиционного состава, который вводят в опорные гнезда, а также распределяют между контактирующими поверхностями дна полости чаши стеклянного сосуда и нижней части объемного элемента с последующим воздействием активирующего полимеризацию светового излучения. 3 н.п. ф-лы, 2 ил.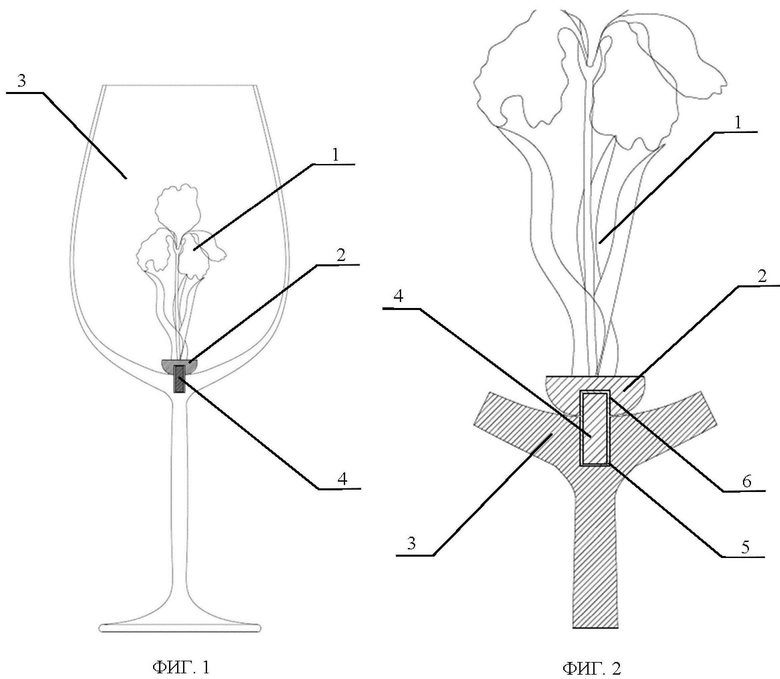
1. Стеклянный сосуд с неразъемно установленным объемным элементом в полости чаши, в котором чаша сосуда по крайней мере частично выполнена из светопрозрачного стекла, а объемный элемент выполнен из твердого материала и содержит нижнюю часть, стереометрически соответствующую форме поверхности чаши сосуда, при этом чаша содержит несквозное цилиндрическое отверстие, отличающийся тем, что в нижней части объемного элемента выполнено цилиндрическое отверстие, при этом объемный элемент установлен в чаше посредством светопрозрачного стеклянного стержня, своими концами вставленного в совмещенные соосно отверстия в чаше стеклянного сосуда и в объемном элементе, при этом стеклянный сосуд, объемный элемент и стеклянный стержень скреплены между собой светоотверждаемым композиционным составом, заполняющим объем между внутренними поверхностями отверстий и поверхностью стеклянного стержня, а также между контактирующими поверхностями чаши стеклянного сосуда и нижней части объемного элемента.
2. Способ установки объемного элемента в полость чаши стеклянного сосуда, при котором объемный элемент, содержащий нижнюю часть, стереометрически повторяющую форму дна чаши стеклянного сосуда, неразъёмно закрепляют в чаше стеклянного сосуда посредством стеклянного стержня, содержащий следующую последовательность операций:
- в дне чаши стеклянного сосуда сверлят несквозное цилиндрическое отверстие заданных размеров, формируя опорное гнездо стеклянного сосуда;
- чашу стеклянного сосуда вместе со сформированным опорным гнездом обеспыливают и обезжиривают;
- в нижней части объёмного элемента сверлят несквозное цилиндрическое отверстие заданных размеров, формирующее опорное гнездо 6 объёмного элемента;
- поверхность стеклянного стержня посредством обработки абразивным инструментом делают шероховатой, затем обеспыливают и обезжиривают;
- обрабатывают внутреннюю поверхность опорного гнезда стеклянного сосуда, дно чаши стеклянного сосуда, стеклянный стержень, поверхность нижней части объемного элемента, а также внутреннюю поверхность опорного гнезда объемного элемента адгезионным составом;
- промазывают один конец стеклянного стержня, а также внутреннюю поверхность опорного гнезда объемного элемента светоотверждаемым скрепляющим композиционным составом;
- затем вставляют промазанный конец стеклянного стержня в опорное гнездо объемного элемента, фиксируют стеклянный стержень в заданном положении, при необходимости удаляя излишки скрепляющего композиционного состава с поверхностей объемного элемента и свободного конца стеклянного стержня;
- затем соединение объемного элемента и стеклянного стержня облучают активирующим полимеризацию источником света, активируя тем самым полимеризацию композиционного состава и соответственно сцепку стеклянного стержня и объемного элемента;
- после полного завершения полимеризации соединения промазывают скрепляющим композиционным составом второй – свободный конец стеклянного стержня, а также внутреннюю поверхность опорного гнезда стеклянного сосуда, а при необходимости дно чаши стеклянного сосуда и/или поверхность нижней части объемного элемента в пределах их предполагаемого контакта;
- затем вставляют промазанный свободный конец стеклянного стержня в опорное гнездо стеклянного сосуда до контакта поверхностей дна чаши стеклянного сосуда и нижней части объемного элемента, при необходимости удаляют излишки скрепляющего композиционного состава или дополнительно промазывают им места контакта соединяемых поверхностей, затем фиксируют объёмный элемент в заданном положении относительно чаши стеклянного сосуда;
- затем соединение объемного элемента, стеклянного стержня, стеклянного сосуда облучают активирующим полимеризацию источником света, активируя тем самым полимеризацию композиционного состава и соответственно сцепку стеклянного стержня и объемного элемента;
- после полного завершения полимеризации процесс считают завершенным.
3. Способ установки объемного элемента в полость чаши стеклянного сосуда, при котором объемный элемент, включающий нижнюю часть, стереометрически повторяющую форму дна чаши стеклянного сосуда, а также сформированное в процессе изготовления объемного элемента опорное гнездо заданных размеров, неразъёмно закрепляют в чаше стеклянного сосуда посредством стеклянного стержня, содержащий следующую последовательность операций:
- в дне чаши стеклянного сосуда сверлят несквозное цилиндрическое отверстие заданных размеров, формируя опорное гнездо стеклянного сосуда;
- чашу стеклянного сосуда вместе со сформированным опорным гнездом обеспыливают и обезжиривают;
- поверхность стеклянного стержня посредством обработки абразивным инструментом делают шероховатой, затем обеспыливают и обезжиривают;
- обрабатывают внутреннюю поверхность опорного гнезда стеклянного сосуда, дно чаши стеклянного сосуда, стеклянный стержень, поверхность нижней части объемного элемента, а также внутреннюю поверхность опорного гнезда объемного элемента адгезионным составом;
- промазывают один конец стеклянного стержня, а также внутреннюю поверхность опорного гнезда объемного элемента светоотверждаемым скрепляющим композиционным составом;
- затем вставляют промазанный конец стеклянного стержня в опорное гнездо объемного элемента, фиксируют стеклянный стержень в заданном положении, при необходимости удаляя излишки скрепляющего композиционного состава с поверхностей объемного элемента и свободного конца стеклянного стержня;
- затем соединение объемного элемента и стеклянного стержня облучают активирующим полимеризацию источником света, активируя тем самым полимеризацию композиционного состава и соответственно сцепку стеклянного стержня и объемного элемента;
- после полного завершения полимеризации соединения промазывают скрепляющим композиционным составом второй – свободный конец стеклянного стержня, а также внутреннюю поверхность опорного гнезда стеклянного сосуда, а при необходимости дно чаши стеклянного сосуда и/или поверхность нижней части объемного элемента в пределах их предполагаемого контакта;
- затем вставляют промазанный свободный конец стеклянного стержня в опорное гнездо стеклянного сосуда до контакта поверхностей дна чаши стеклянного сосуда и нижней части объемного элемента, при необходимости удаляют излишки скрепляющего композиционного состава или дополнительно промазывают им места контакта соединяемых поверхностей, затем фиксируют объёмный элемент в заданном положении относительно чаши стеклянного сосуда;
- затем соединение объемного элемента, стеклянного стержня, стеклянного сосуда облучают активирующим полимеризацию источником света, активируя тем самым полимеризацию композиционного состава и соответственно сцепку стеклянного стержня и объемного элемента;
- после полного завершения полимеризации процесс считают завершенным.
| Способ изготовления и установки декоративного или художественного аэрирующего объемного элемента в полость чаши стеклянного сосуда для питья | 2021 |
|
RU2763180C1 |
| US 5879068 A1, 09.03.1999 | |||
| БОКАЛ ДЛЯ НАПИТКА С ВНУТРЕННИМ СЦЕЖИВАЮЩИМ, ФИЛЬТРУЮЩИМ, СМЕШИВАЮЩИМ И АЭРИРУЮЩИМ ЭЛЕМЕНТОМ | 2009 |
|
RU2500327C2 |
| СПОСОБ УСТАНОВКИ ДЕКОРАТИВНОГО ЭЛЕМЕНТА НА ОСНОВАНИЕ И УКАЗАННОЕ ОСНОВАНИЕ | 2016 |
|
RU2687342C2 |
| УСТРОЙСТВО ДЛЯ ДЕКОРИРОВАНИЯ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2019 |
|
RU2744596C1 |
| KR 0100446252 B1, 30.08.2004 | |||
| US 20060032855 A1, 16.02.2006 | |||
| ШТЫРЕВОЙ ЛИНЕЙНЫЙ ИЗОЛЯТОР | 2003 |
|
RU2248057C1 |
