Изобретение относится к технологии (способам) изготовления декоративной и художественной посуды для питья, преимущественно подарочных бокалов, фужеров, рюмок и стаканов, с декоративными и функциональными вставками из фарфора, и к изделиям, изготовленным такими способами.
Из уровня техники известно множество способов декорирования бокалов, фужеров, рюмок, стаканов и др. разновидностей питейных стеклянных сосудов (посуды) как для бытового потребления, так и в качестве высокохудожественных произведений подарочного и коллекционного назначений. Разнообразными элементами декора оснащают сосуды не только снаружи, но и внутри, не только росписью (в том числе объемной - см. [1. Электронный ресурс (URL): https://posuda-bohemia.ru/bokaly_dlya_vina_250_ml_6_sht_elizabet_21] и тонкими накладками, но и размещением живых цветов [2. Электронный ресурс (URL): https://floretika.ru/cvety-v-stekle-sedmoe-nebo] и художественно оформленных оригинальных объемных элементов внутри полости прозрачной стеклянной чаши емкости, с возможностью их полного или частичного погружения в напиток, заполняющий чашу.
В создании и декорировании посуды, создании художественных изделий на базе сосудов широко часто применяют такие материалы, как стекло, хрусталь, фарфор, драгоценные металлы и сплавы, цементные композиции, клеи, гипс, силикон, краски и т.д.
При этом известны способы окраски художественно-керамических изделий - декорирования керамической основы цветными орнаментами и/или живописно-художественной росписью, каким-то одним из двух известных основных способов росписи - надглазурной и подглазурной, причем все они проводятся по подготовленной поверхности и включают операции обжига со своими особенностями. [3. RU 2155172 C2, МПК C04B 33/34, C04B 41/86, 27.08.2000, авт. - патентообладатели - Асташева С.М. и Россикова Н.Б.].
Подглазурные краски, а это смесь оксидов металлов, обжигаются при температуре не более 1350°С; надглазурные краски - это смесь или сплав легкосплавных стекол и флюсов с добавлением пигментов (керамические краски), которые обжигают при температуре 760-840°С).
Известны способы изготовления художественных керамических изделий, включающие приготовление керамической массы, формование, декорирование поверхности минеральными волокнами, сушку, обжиг [4. RU 2006141750 А, МПК С04В 33/34, 27.05.2008, авт. - патентообладатель - Щепочкина Ю.А.].
Известны и «экзотические» способы декорирования керамических изделий, например путем заполнения ячеек керамической заготовки термопластичным декорирующим материалом с коэффициентом термического расширения (КТР), отличающимся от КТР керамики не более чем на 10%, с последующей термической обработкой [5. RU 2142925 С1, МПК С04В 33/34, С04В 41/86, 20.12.1999, патентообладатель - ЗАО «Предприятие традиционных народных промыслов «Изразец»].
Однако при использовании мастерами готовых («покупных») сосудов в качестве базовых изделий (деталей будущего изделия, произведения) для декорирования, возникает проблема не идентичности рельефов дна чаши каждого базового сосуда даже в пределах серии (партии) машинного производства, не говоря уже о кустарно-ремесленных поставках. Это объясняется особенностями изготовления стеклянных изделий вообще и, в данном случае, приводит зачастую к существенной погрешности сопряжения основания объемного элемента-вставыша, неадаптированного к рельефу дна чаши сосуда основания, с этим самым дном. В полный рост встает потребность в такой адаптации (подгонке). Соответственно, вспоминаются технологии в разнообразных других областях человеческой деятельности, использующие снятие слепков с поверхностей неправильной стереометрической формы (литейное производство, зубопротезирование, снятие посмертных масок, в конце концов …
Так, примером применения силиконовых моделей и гипсовых матриц (форм) может служить способ изготовления изделия из стекла и изделие, изготовленное таким способом [6. RU 2719674 С1, МПК С03В 19/00, 21.04.2020, патентообладатель - ООО «Лето», RU]. Однако в нем не рассматриваются способы установки фарфоровых элементов в полости чаш стеклянных сосудов.
В «параллельной» области науки и технологии - стоматологии (зубопротезировании) примером неразъемного соединения физических тел из таких разнородных материалов, как металлокерамика и имплант, имплант с имплантом или с костной тканью, уместен пример стоматологической цементной системы [7. RU 2448679 С2, МПК A61K 6/06, 27.09.2011 (WO 2009/025599 от 26.02.2009), патентообладатель - Докса АБ (SE)]. Однако примеров заимствования таких технологий в отдельных операциях способов декорирования посуды не обнаружено.
Известен сосуд (рюмка с колокольчиком), верхняя, предпочтительно серебряная (допускается и хрустальная) чаша которого вставлена в предпочтительно серебряную чашеобразную промежуточную подставку-ножку и неразъемно зафиксирована в ней специальными защелками или слоем клея (каким - не указано) по всему шаровому сегменту пятна контакта, причем образованная таким образом конструкция жестко соединена с предпочтительно серебряным колокольчиком (с встроенным в полость колокольчика подвижно подвешенным объемным элементом - серебряным языком, при этом вторая функция колокольчика - опора рюмки [8. RU 167250 U1, МПК A47G 19/22, 27.12.2016, автор-патентообладатель Петров А.Ю. (RU)].
Известен способ изготовления и несъемной установки декоративного или художественного объемного элемента из стекла в полость чаши стеклянного сосуда для питья (бокала), в котором изготавливают литьем и неразъемно закрепляют посредством стеклянной стойки с основанием в центре дна полости чаши стеклянного сосуда для питья декоративный объемный элемент (в данном примере - фигурку акулы в горизонтальном ее положении) [9. Бокал для вина «Акула» - URL: https://podarki.ru/kupit/Bokal-dlya-vina-Akula-5971553]. Соединение стеклянных деталей между собой осуществляют либо местным нагревом, либо склеиванием однородным веществом - жидким стеклом, как правило, того же химического состава, что и сами детали.
Однако такой способ, при всей полезности технического результата технологии и продукта, непригоден для установки в стеклянную чашу сосуда элемента из фарфора, поскольку проблема соединения стекла с фарфором на современном уровне развития техники и технологии (по общедоступным источникам информации) не снята.
Известны способ изготовления декоративного или художественного охлаждающего объемного элемента в полость чаши стеклянного сосуда для питья, в котором элемент из льда изготавливают заморозкой в форме или механической обработкой куска льда, вводят в полость чаши и закрепляют на ее дне термическим путем (охлаждением дна чаши до отрицательных температур по шкале Цельсия), и изделия, изготовленные по такому способу [10. Электронный ресурс (URL): https://archidea.com.ua/rarity/unusual/358637-3d-figurki-v-bokalah].
Однако такой способ изготовления элемента-вставыша избыточно дорог в связи с одноразовости применения, а способ его установки «припайкой холодом» по своей специфике не может быть применен для каких-либо иных материалов элемента-вставыша, кроме льда.
Наиболее близким техническим (технологическим) решением к заявляемому является способ изготовления и установки декоративного аэрирующего объемного элемента в полость чаши стеклянного сосуда для питья, в котором изготавливают и неразъемно закрепляют основанием в опорном круглом гнезде в центре дна полости чаши стеклянного сосуда для питья декоративный аэрирующий объемный элемент [11. RU 2500327 С2, МПК A47G 19/22, B65D 25/08, 10.12.2013 (WO 2010/059269 от 27.05.2010, патентообладатель - ШЕВАЛЬЕ КОЛЛЕКШН, US), «Бокал для напитка с внутренним сцеживающим, фильтрующим, смешивающим и аэрирующим элементом», фиг. 10-14, 3].
В нем объемный элемент, чаша и ножка сосуда выполнены из стекла, что не вызывает серьезных технологических проблем с их соединением, в том числе локальным термическим сплавлением или склеиванием жидким стеклом. При этом выполняются санитарные требования к изделию как питейной посуде. Элемент же из другого материала (керамический или металлический) вставляют съемно в цилиндрическое гнездо центральной стеклянной стойки (механическое соединение трением), сформированной на дне чаши сосуда. Элемент в виде искусственного цветка двухфункционален: является аэратором наливаемого в чашу напитка и декорирующим элементом сосуда. Из этого же источника известны и изделия, изготовленные по такому способу.
Однако такой способ, при всей полезности технического результата технологии и продукта, непригоден для установки в стеклянную чашу сосуда элемента из фарфора, поскольку проблема соединения стекла с фарфором на современном уровне развития техники и технологии (по общедоступным источникам информации) не снята. Это наиболее рельефно проявляется при экономически оправданных попытках использования серийных стеклянных сосудов, изначально не рассчитанных на такую модернизацию. При известных термических способах потребная температура при закреплении элемента-вставыша может достигать 500°С, что загубит исходные изделия в условиях различия коэффициентов теплопроводности стекла и фарфора примерно в 2,5 раза. Второй технологической проблемой является сложность формирования посадочного гнезда в теле столь твердого, хрупкого и, как правило, не рассчитанного для такой модернизации, материала как стекло или хрусталь, тем более в форме тонкого, изящного сосуда. Третьей, также немаловажной, проблемой следует назвать уже отмеченный в пятом абзаце описания заявляемого изобретения факт существенных отклонений формы дна чаши каждого базового сосуда от среднего значения той или иной партии этих изделий (что негативно отражается на качестве соединения сопрягаемых деталей при декорировании).
Проблемой, на решение которой направлено предлагаемое изобретение, является отсутствие технических решений по надежному неразъемному соединению фарфорового элемента-вставыша с базовым стеклянным сосудом, тем более включая предварительное изготовление такого элемента сложной формы, с декоративными или художественными плюс аэрирующими свойствами.
Техническим результатом предлагаемого изобретения является создание (разработка) способа (технологии) изготовления и установки декоративного или художественного аэрирующего объемного элемента в полость чаши стеклянного сосуда для питья, лишенного отмеченных недостатков прототипа и позволяющего реализовать надежное и гигиенически пригодное неразъемное соединение компонентов из столь разнородных материалов как стекло и фарфор, плюс разброса рельефа дна чаши каждого базового сосуда, за счет порознь доступных средств на достигнутом уровне развития науки и техники, что улучшает потребительские качества продукции (предметов быта и изобразительного искусства), полученной таким способом (в том числе декоративный и/или художественный эффект), расширяет возможности расширения ассортимента продукции.
Для достижения указанного технического результата, способ изготовления и установки декоративного или художественного аэрирующего объемного элемента в полость чаши стеклянного сосуда для питья, в котором изготавливают и неразъемно закрепляют в круглом опорном гнезде в центре дна полости чаши стеклянного сосуда для питья декоративный или художественный аэрирующий объемный элемент, согласно предлагаемому изобретению, содержит последовательность операций:
снимают силиконовый слепок с внутренней поверхности чаши сосуда, образующей ее полость;
скицируют силиконовый слепок;
корректируют снятые скицированием слепка размеры в сторону увеличения в компенсацию 12%-й усушки фарфоровой массы;
по результатам упомянутых скицирования и корректировки размеров изготавливают чертеж или компьютерную 3D-модель внутренней поверхности чаши сосуда;
в центре дна чаши стеклянного сосуда сверлят трубчатым инструментом отверстие с конусной зенковкой, начав тем самым формирование упомянутого круглого опорного гнезда;
отламывают и удаляют образованный в результате сверления центральный стеклянный штырь, тем самым в основном завершив формирование опорного гнезда;
чашу сосуда моют, сушат и обезжиривают, по меньшей мере, дно полости чаши, включая сформированное опорное гнездо;
скицируют опорное гнездо и, корректируя форму и размеры, создают его чертеж или компьютерную 3D-модель;
проектируют опорное основание декоративного или художественного аэрирующего объемного элемента, так что оно образует совокупность гнездового вставыша и подставки;
на основании чертежей или компьютерных моделей внутренней поверхности чаши сосуда и упомянутого опорного основания, создают единые, соответственно, чертеж или компьютерную 3D-модель внутренней поверхности будущей матрицы с формой чаши сосуда с опорным гнездом и полости для формирования подставки;
по указанной модели изготавливают стереометрически соответствующую ей твердотельную матрицу чаши сосуда;
на дно полости матрицы кладут первую, меньшую часть сырой фарфоровой массы и производят ее отминку, плотно заполняя им гнездо матрицы, с некоторым превышением объема массы, формируя тем самым заготовку опорного основания декоративного или художественного аэрирующего объемного элемента, так что опорное основание образует совокупность гнездового вставыша и подставки;
на упомянутой заготовке основания закрепляют вторую, большую часть сырой фарфоровой массы и формируют заготовку декоративного или художественного аэрирующего объемного элемента или, как минимум, его нижнего фрагмента-основания под отдельно изготовляемый/приобретаемый верхний его фрагмент;
заготовку упомянутого элемента сушат феном, не извлекая из матрицы;
после сушки с частичной усадкой фарфоровой массы, упомянутую заготовку элемента в целом, то есть объединенные первую и вторую части, извлекают из матрицы;
проводят утильный отжиг упомянутой заготовки в печи, с последующей росписью и дальнейшим политым обжигом;
в опорное гнездо ранее обработанного сосуда примерно наполовину его объема вводят скрепляющий жидкотекучий композитный состав;
готовый декоративный или художественный аэрирующий элемент вставляют гнездовым вставышем в гнездо чаши сосуда с усилием, достаточным для заполнения всего образующегося кольцевого зазора в опорном гнезде, включая зенковку;
корректируя при необходимости, фиксируют элемент в полости чаши сосуда в заданном положении относительно чаши сосуда;
сосуд, с зафиксированным в нем элементом в вертикальном положении первого, облучают ультрафиолетовым источником света, активируя тем самым процесс полимеризации упомянутого скрепляющего состава;
по завершении полимеризации скрепляющего состава, определяемого установленной временной выдержкой, способ установки декоративного или художественного аэрирующего элемента в полость чаши сосуда, как производственно-технологический процесс создания изделия, считают завершенным.
На устранение обозначенной выше проблемы направлен также ряд дополнительных признаков и совокупностей признаков заявляемого способа (при сохранении основной совокупности существенных признаков - последовательности операций материальными средствами над материальным объектом), а именно:
- между упомянутыми операциями сверления опорного гнезда в сосуде и отламывания стеклянного штыря, гнездо могут обрабатывать абразивным инструментом, например абразивным телом вращения по форме опорного гнезда или пескоструйным устройством, повышая тем самым шероховатость его поверхности (это дополнительно улучшает качество подготовки поверхности гнезда к соединению объемного элемента с чашей, поскольку предполагается осуществлять такое соединение посредством скрепляющего цементного скрепление за счет жидкотекучего композитного состава, а адгезия последнего к стеклу значительно выше при большей шероховатости поверхности);
- декоративный или художественный аэрирующий объемный элемент могут изготавливать из фарфора, преимущественно с цветной росписью (это наиболее ценно в отношении решения проблемы соединения изделий из разнородных материалов с различным КТР и дает положительный эффект, максимально усиленный художественно-эстетическими и вкусовыми потребностями);
- при этом объемный элемент могут изготавливать в виде искусственного цветка, из высокопластичной фарфоровой массы, преимущественно типа «Париан», вручную;
- как альтернатива предыдущему, объемный элемент, по меньшей мере без основания, могут изготавливать в виде фигурки, из костного фарфора литьем в форму (это позволяет использовать богатый технологический опыт литых фарфоровых изделий);
- в случае подглазурной росписи, проводят утильный обжиг упомянутой заготовки в печи при температуре 950-1050°С, с последующими росписью и дальнейшим политым обжигом при температуре не выше 1250°С, формируя тем самым твердую фарфоровую структуру и глазурь на поверхности (это, согласно авторскому производственному опыту и с учетом ранее известных рекомендаций, оптимизирует режимы термообработки на соответствующих стадиях заявляемого способа);
- в случае надглазурной росписи, проводят утильный обжиг упомянутой заготовки в печи при возрастающей по задаваемой программе температуре не выше 1250°С, с последующей росписью и дальнейшим обжигом при температуре 760-820°С (это также, согласно авторскому производственному опыту и с учетом ранее известных рекомендаций, оптимизирует режимы термообработки на соответствующих стадиях заявляемого способа);
- в качестве скрепляющего жидкотекучего композитного состава могут применять стоматологический состав типа гидратирующих цементных систем (это, как установлено автором-заявителем логическим и эмпирическим путями, - оптимальный на сегодняшний день состав по адгезийным и прочностным свойствам, плюс однозначно соответствует жестким гигиеническим требованиям ко всему изделию как сосуду для питья, причем с сертификацией);
- модель внутренней поверхности будущей матрицы и саму матрицу могут формировать из гипса (это в наибольшей степени соответствует технологической традиции формовки при единичном производстве, ремесленниками-мастерами, зачастую в бытовых условиях);
Заявляемым способом представляются к правовой защите также изделия, изготовляемые по нему.
Далее будет описано заявляемое изобретение, с достаточно подробным иллюстрированием - фиг. 1-16.
Признаки изобретения и характеристика его элементов приведены выше - в перечне существенных признаков пооперационно, плюс в прилагаемой многозвенной формуле изобретения.
Ниже дано краткое описание чертежей и фотоизображений.
На фиг. 1 изображен пример готового изделия, конкретно стеклянного бокала с вогнутым дном и фарфоровой вставкой «цветок» в его чаше, как результат, в частности, соединения стеклянного изделия с лепным фарфоровым изделием, вид сбоку в разрезе, с укрупненным изображением указанного соединения.
На фиг. 2 - фото изделия по фиг. 1, с налитым в него напитком.
На фиг. 3 - изображен пример готового изделия, конкретно стеклянного бокала с выпуклым дном и фарфоровой вставкой «цветок» в его чаше, как результат, в частности, соединения стеклянного изделия с лепным фарфоровым изделием, вид сбоку в разрезе.
На фиг. 4 - фото готового изделия, конкретно стеклянного стакана с выпуклым дном и фарфоровой вставкой «белый медведь с рыбой», как результат, в частности, соединения стеклянного изделия с литым фарфоровым изделием, вид спереди.
На фиг. 5 показана схема завершения операции сверления дна стеклянного сосуда трубчатым алмазным сверлом с конической насадкой с целью формирования упорного гнезда для фарфорового элемента, вид сбоку при поднятом инструменте.
На фиг. 6 - схема завершения ручной операции извлечения из формируемого (см. фиг. 5) опорного гнезда в дне стеклянного сосуда стеклянного штыря (стержня), обусловленного трубчатостью упомянутого сверла, вид сбоку.
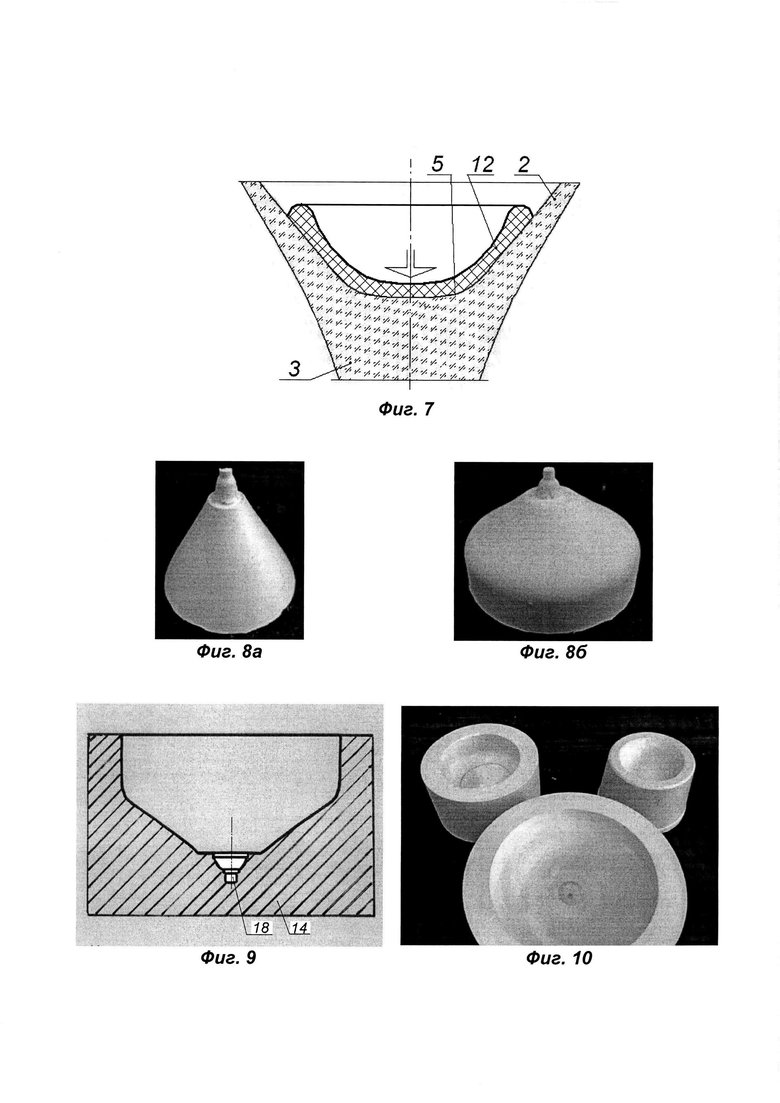
На фиг. 7 показана схема формирования силиконового слепка с внутренней поверхности стакана (до выполнения в нем опорного гнезда), вид сбоку в разрезе.
На фиг. 8а показана гипсовая модель сосуда, конкретно чаши конического фужера, общий вид сбоку-сверху в перевернутом виде.
На фиг. 8б показана гипсовая модель сосуда, конкретно чаши широкого бокала, общий вид сбоку-сверху в перевернутом виде.
На фиг. 9 показан эскиз гипсовой матрицы сосуда, вид сбоку в разрезе.
На фиг. 10 - фото гипсовых матриц сосудов в ассортименте (3 шт.), общий вид сбоку-сверху.
На фиг. 11 показано завершение ручной операции лепки элемента «цветок» из сырого (необожженного) фарфора в гипсовой матрице, вид сбоку в разрезе.
На фиг. 12 - фото завершения ручной операции лепки элемента «цветок» из сырого (необожженного) фарфора в гипсовой матрице, вид сверху.
На фиг. 13 - изображение компьютерной 3D-модели внутренней поверхности чаши сосуда, без опорного основания, вид сбоку.
На фиг. 14 - изображение компьютерной 3D-модели с опорным основанием и подставкой малой высоты, вид сбоку.
На фиг. 15 - то же, с подставкой средней высоты, вид сбоку.
На фиг. 16 - то же, с подставкой большой высоты, вид сбоку.
На иллюстрациях позициями обозначены:
1 - опорное гнездо в дне сосуда; 2 - чаша сосуда; 3 - стеклянный прозрачный сосуд; 4 - фарфоровый трехмерный (объемный) декоративный элемент; 5 - дно полости чаши сосуда; 6 - трубчатый инструмент (сверло); 7 - цилиндрическое отверстие в составе гнезда 1; 8 - конусная зенковка в составе гнезда 1; 9 - конусная насадка трубчатого инструмента 6; 10 - пинцет; 11 - стеклянный штырь; 12 - силиконовый слепок; 13 - гипсовая модель дна сосуда 3; 14 - гипсовая матрица чаши 2 сосуда 3; 15 - дно полости матрицы 14; 16 - полость матрицы 14; 17 - меньшая часть фарфоровой массы; 18 - гнездо матрицы (для формирования опорного основания); 19 - скрепляющий композитный состав («клей»); 20 - гнездовой вставыш в составе опорного основания; 21 - подставка («пипка») в составе опорного основания.
В заявляемом способе изготовления и установки декоративного или художественного аэрирующего объемного элемента в полость чаши стеклянного сосуда для питья изготавливают и неразъемно закрепляют основанием в опорном круглом гнезде 1 в центре дна полости чаши 2 стеклянного сосуда 3 для питья декоративный или художественный аэрирующий объемный элемент 4 (см. фиг. 1-4).
Способ содержит следующую последовательность операций:
снимают силиконовый (например, марки Герметик «Виксинт У-1-18») слепок 12 с внутренней поверхности чаши 2 сосуда 3, образующей ее полость;
снимают силиконовый слепок 12, по крайней мере, со дна 5 полости чаши 2 с гнездом 1 (слепок 12 распространяют, кроме дна 5 чаши 2 сосуда 3, и на стенки полости чаши 2, чтобы соблюсти в дальнейшем на матрице 14 (см. фиг. 9, 10, 13) размер полости чаши 2 в поперечнике в целях ограничения габаритов формируемого в матрице 14 объемного элемента 4 - см. фиг. 7);
скицируют силиконовый слепок 12;
корректируют снятые скицированием слепка 12 размеры в сторону увеличения в компенсацию 12%-й усушки фарфоровой массы;
по результатам упомянутых скицирования и корректировки размеров изготавливают чертеж или компьютерную 3D-модель внутренней поверхности чаши 2 сосуда 3 (см. фиг. 13-16);
в центре дна 5 чаши 2 стеклянного сосуда 3 сверлят трубчатым инструментом (сверлом, например алмазным) 6 цилиндрическое отверстие 7 с конусной зенковкой 8 (преимущественно с углом 45°) за счет конусной (например, алмазной), насадки 9, преимущественно с углом 45° при вершине конуса, начав тем самым формирование упомянутого круглого опорного гнезда 1 (см. фиг. 5);
отламывают и удаляют (например, пинцетом 10) образованный в результате сверления центральный стеклянный штырь 11, в основном завершив тем самым формирование упомянутого круглого опорного гнезда 1 (см. фиг. 6);
чашу 2 сосуда 3 моют, сушат и обезжиривают, по меньшей мере, дно 5 полости чаши 2, включая сформированное гнездо 1 (на ил. не показано);
скицируют опорное гнездо 1 и, корректируя форму и размеры, создают его чертеж или компьютерную 3D-модель (см. фиг. 13-16);
проектируют опорное основание 15-16 декоративного или художественного аэрирующего объемного элемента 4, так что оно образует совокупность гнездового вставыша 15 и подставки («пипки») 16 (см. фиг. 9, 13-16, 1);
на основании чертежей или компьютерных моделей внутренней поверхности чаши 2 сосуда 3 и упомянутого опорного основания 15-16 (см. фиг. 13-16), создают единые, соответственно, чертеж или компьютерную 3D-модель внутренней поверхности будущей матрицы 14 с формой чаши 2 сосуда 3 с опорным гнездом 1 и полости для формирования подставки 15-16 (см. фиг. 8а, б);
по модели 13 (см. фиг. 8а, б) или 13-16 изготавливают стереометрически соответствующую ей твердотельную матрицу 14 чаши сосуда (см. далее по тексту и фиг. 9, 10);
на дно полости матрицы 14 кладут первую, меньшую часть сырой фарфоровой массы и производят ее отминку, плотно заполняя им гнездо матрицы с некоторым превышением объема массы, формируя тем самым заготовку опорного основания декоративного или художественного аэрирующего объемного элемента, так что опорное основание образует совокупность гнездового вставыша и подставки (см. фиг. 9, 11);
на упомянутой заготовке опорного основания 20-21 (совокупности подставки-«пипки» 21 с гнездовым вставышем 20) закрепляют вторую, большую часть сырой фарфоровой массы и формируют заготовку декоративного или художественного аэрирующего объемного элемента или, как минимум, его нижнего фрагмента-основания под отдельно изготовляемый/приобретаемый верхний его фрагмент (см. фиг. 11, 12);
заготовку упомянутого элемента сушат феном, не извлекая из матрицы (см. фиг. 11, 12);
после сушки с частичной усадкой (12%) фарфоровой массы, упомянутую заготовку элемента 4 в целом, то есть объединенные первую и вторую части, извлекают из матрицы 14;
проводят утильный отжиг заготовки 4 в печи, с последующей росписью и дальнейшим политым обжигом (на ил. не показано);
в опорное гнездо 1 ранее обработанного сосуда 3 примерно наполовину его объема вводят скрепляющий жидкотекучий композитный состав 19;
готовый декоративный или художественный аэрирующий элемент 4 вставляют гнездовым вставышем 20 в опорное гнездо 1 чаши 2 сосуда 3 с усилием, достаточным для заполнения всего образующегося кольцевого зазора в опорном гнезде, включая зенковку (см. фиг. 1, 3);
корректируя при необходимости, фиксируют элемент 4 в полости чаши 2 сосуда 3 в заданном положении относительно чаши 2;
сосуд 3, с зафиксированным в нем элементом 4 в вертикальном положении первого, облучают ультрафиолетовым (УФ-) источником света, активируя тем самым процесс полимеризации упомянутого скрепляющего состава 19 (на ил. не показано);
по завершении полимеризации скрепляющего состава 19, определяемого установленной временной выдержкой, способ установки декоративного или художественного аэрирующего элемента 4 в полость чаши 2 сосуда 3, как производственно-технологический процесс создания изделия, считают завершенным (см. фиг. 1-4).
В рекомендуемых рациональных частных случаях (примерах) заявляемый способ характеризуется следующими дополнительными признаками и совокупностями признаков (операциями).
Между упомянутыми операциями сверления (инструментом 6, 9) опорного гнезда 1 в сосуде 3 и отламывания стеклянного штыря 11, гнездо 1 могут обрабатывать абразивным инструментом, например абразивным телом вращения по форме опорного гнезда 1 или пескоструйным устройством, повышая тем самым шероховатость его поверхности (на илл. не показано, оборудование известно и вполне доступно).
Декоративный или художественный аэрирующий объемный элемент 4 могут изготавливать из фарфора, преимущественно с цветной росписью.
При этом объемный элемент 4 могут изготавливать в виде искусственного цветка, из высокопластичной фарфоровой массы, преимущественно типа «Париан», вручную (см. фиг. 1-3).
Как альтернатива предыдущему, объемный элемент 4, по меньшей мере без основания 20-21, могут изготавливать в виде фигурки (см. фиг. 4), из костного фарфора литьем в форму.
В случае подглазурной росписи, проводят утильный обжиг упомянутой заготовки в печи при температуре 950-1050°С, с последующими росписью и дальнейшим политым обжигом при температуре не выше 1250°С, формируя тем самым твердую фарфоровую структуру и глазурь на поверхности.
В случае надглазурной росписи, проводят утильный обжиг упомянутой заготовки в печи при возрастающей по задаваемой программе температуре не выше 1250°С, с последующей росписью и дальнейшим обжигом при температуре 760-820°С, формируя тем самым твердую фарфоровую структуру (при использовании фарфоровой массы марки «Париан» в процессе обжига образуется естественная глазурь, по причине наличия в этой массе большого количества стеклянных флюсов, что позволяет сразу после первого обжига на 1250°С расписать заготовку, как правило, цветок, керамическими надглазурными красками, не нанося глазурь).
В качестве скрепляющего жидкотекучего композитного состава 19 могут применять стоматологический состав типа гидратирующих цементных систем (см., например, [7]).
Модель внутренней поверхности будущей матрицы 14 и саму матрицу 14 могут формировать из гипса (см. фиг. 11).
При эксплуатации изделий неоднократно упомянутое выше по тексту аэрирование напитка (главным образом при наливании в чашу 2 сосуда 3) происходит аналогично прототипу и потому не нуждается в объяснении. Декоративный и художественный эффекты - тем более.
Заявляемым способом представляется к правовой защите также изделия, изготовляемые по нему (см. фиг. 1-4).
Указанные в описании конкретные виды материалов являются частными случаями (примерами) выполнения заявляемого изобретения и не направлены на ограничение его применения. Возможно использование других материалов, обеспечивающих получение таких же или близких функциональных характеристик (технического результата).
В части технического результата особо следует отметить исключение необходимости в совместной высокотемпературной термообработке сосуда и вставного элемента из материалов с существенно разными коэффициентами термического расширения (КТР), при обеспечении, тем не менее, весьма удовлетворительных (как показал практический авторский опыт) прочностных характеристик (подставка «пипка» в цилиндрическо-коническом гнезде 1 надежно компенсирует изгибные напряжения при реальных динамических нагрузках на вставной элемент 4, включая инерционные), а применяемый скрепляющий состав 19 («стоматологический цемент») не только обеспечивает весьма надежное соединение стекла с фарфором на малой площади поверхности контакта, но и априори убедительно соответствует санитарно-гигиеническим требованиям к посуде для пищевых продуктов.
Итак, техническим результатом предлагаемого изобретения является создание (разработка) способа (технологии) изготовления и установки декоративного или художественного аэрирующего объемного элемента в полость чаши стеклянного сосуда для питья, лишенного отмеченных недостатков прототипа и позволяющего реализовать надежное и гигиенически пригодное неразъемное соединение компонентов из столь разнородных (в том числе по теплофизическим характеристикам) материалов как стекло и фарфор, за счет порознь доступных средств на достигнутом уровне развития науки и техники, что улучшает потребительские качества продукции (в том числе декоративный и художественный эффекты при пользовании предметами быта и изобразительного искусства), полученной таким способом, расширяет ассортимент продукции.
Несмотря на то, что настоящее изобретение в целом подробно описано в связи с особыми предпочтительными частными случаями (примерами) выполнения, очевидно, многие альтернативы, модификации и частные случаи станут очевидными специалисту в данной области техники с учетом предшествующего описания. Таким образом, предполагается, что приложенная формула изобретения не ограничивается особыми предпочтительными вариантами выполнения, раскрытыми в данном документе, и охватывает любые такие альтернативы, модификации и примеры, находящиеся в пределах действительного объема и идеи настоящего изобретения.
Заявляемый способ, как и изделия, изготовленные таким способом, не умозрительны и не являются чисто теоретической разработкой, но «выстраданы» автором в экспериментальной и практической отработке, с оптимизацией технологических приемов.





Изобретение относится к изготовлению декоративной и художественной посуды. При осуществлении способа изготавливают и неразъемно закрепляют в круглом опорном гнезде (1) в центре дна (5) полости чаши (2) стеклянного сосуда (3) декоративный или художественный аэрирующий объемный элемент (4). Снимают силиконовый слепок с внутренней поверхности чаши сосуда, скицируют его, изготавливают чертеж или компьютерную 3D-модель внутренней поверхности чаши (2), в центре дна (5) чаши (2) сверлят отверстие с конусной зенковкой, отламывают и удаляют образованный в результате сверления центральный стеклянный штырь. Чашу сосуда моют, сушат и обезжиривают, скицируют опорное гнездо и, корректируя форму и размеры, создают его чертеж или компьютерную 3D-модель. Далее проектируют опорное основание так, что оно образует совокупность гнездового вставыша и подставки. Создают единые чертеж или 3D-модель внутренней поверхности будущей матрицы с формой чаши с опорным гнездом и полостью для формирования подставки, изготавливают твердотельную матрицу чаши сосуда. На дно полости матрицы кладут первую, меньшую часть сырой фарфоровой массы и производят ее отминку, плотно заполняя им гнездо матрицы для формирования в нем гнездового вставыша. На заготовке основания закрепляют вторую, большую часть сырой фарфоровой массы и формируют заготовку объемного элемента или нижнего фрагмента. После сушки с частичной усадкой фарфоровой массы заготовку элемента извлекают из матрицы, проводят утильный отжиг в печи, с последующей росписью и дальнейшим политым обжигом. В гнездо наполовину его объема вводят скрепляющий жидкотекучий композитный состав (19); готовый декоративный или художественный аэрирующий элемент вставляют гнездовым вставышем в гнездо чаши сосуда, облучают ультрафиолетовым источником света. Реализуется надежное и гигиенически пригодное неразъемное соединение компонентов из стекла и фарфора, что улучшает потребительские качества. 8 з.п. ф-лы, 16 ил.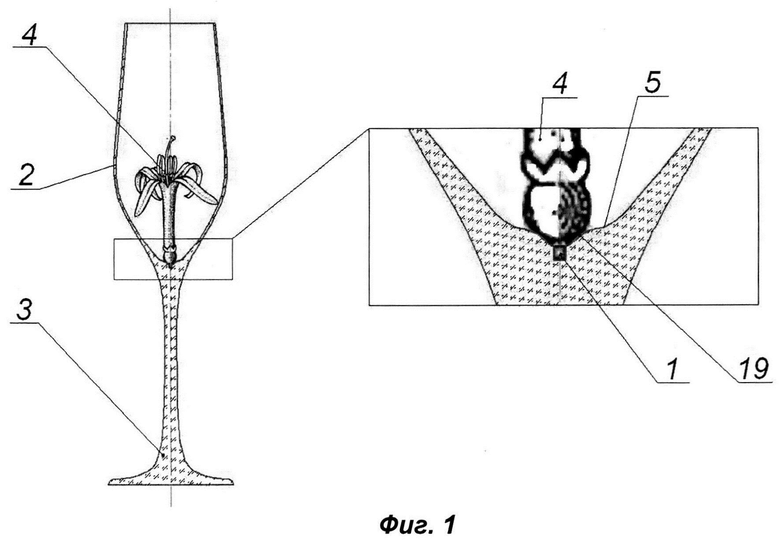
1. Способ изготовления и установки декоративного или художественного аэрирующего объемного элемента в полость чаши стеклянного сосуда для питья, в котором изготавливают и неразъемно закрепляют в круглом опорном гнезде в центре дна полости чаши стеклянного сосуда для питья декоративный или художественный аэрирующий объемный элемент, отличающийся тем, что содержит следующую последовательность операций:
снимают силиконовый слепок с внутренней поверхности чаши сосуда, образующей ее полость;
скицируют силиконовый слепок;
корректируют снятые скицированием слепка размеры в сторону увеличения в компенсацию 12%-й усушки фарфоровой массы;
по результатам упомянутых скицирования и корректировки размеров изготавливают чертеж или компьютерную 3D-модель внутренней поверхности чаши сосуда;
в центре дна чаши стеклянного сосуда сверлят трубчатым инструментом отверстие с конусной зенковкой, начав тем самым формирование упомянутого круглого опорного гнезда;
отламывают и удаляют образованный в результате сверления центральный стеклянный штырь, тем самым в основном завершив формирование опорного гнезда;
чашу сосуда моют, сушат и обезжиривают, по меньшей мере, дно полости чаши, включая сформированное опорное гнездо;
скицируют опорное гнездо и, корректируя форму и размеры, создают его чертеж или компьютерную 3D-модель;
проектируют опорное основание декоративного или художественного аэрирующего объемного элемента, так что оно образует совокупность гнездового вставыша и подставки;
на основании чертежей или компьютерных моделей внутренней поверхности чаши сосуда и упомянутого опорного основания, создают единые, соответственно, чертеж или компьютерную 3D-модель внутренней поверхности будущей матрицы с формой чаши сосуда с опорным гнездом и полости для формирования подставки;
по указанной модели изготавливают стереометрически соответствующую ей твердотельную матрицу чаши сосуда;
на дно полости матрицы кладут первую, меньшую часть сырой фарфоровой массы и производят ее отминку, плотно заполняя им гнездо матрицы, с некоторым превышением объема массы, формируя тем самым заготовку опорного основания декоративного или художественного аэрирующего объемного элемента, так что опорное основание образует совокупность гнездового вставыша и подставки;
на упомянутой заготовке основания закрепляют вторую, большую часть сырой фарфоровой массы и формируют заготовку декоративного или художественного аэрирующего объемного элемента или, как минимум, его нижнего фрагмента-основания под отдельно изготовляемый/приобретаемый верхний его фрагмент;
заготовку упомянутого элемента сушат феном, не извлекая из матрицы;
после сушки с частичной усадкой фарфоровой массы, упомянутую заготовку элемента в целом, то есть объединенные первую и вторую части, извлекают из матрицы;
проводят утильный отжиг упомянутой заготовки в печи, с последующей росписью и дальнейшим политым обжигом;
в опорное гнездо ранее обработанного сосуда примерно наполовину его объема вводят скрепляющий жидкотекучий композитный состав;
готовый декоративный или художественный аэрирующий элемент вставляют гнездовым вставышем в опорное гнездо чаши сосуда с усилием, достаточным для заполнения всего образующегося кольцевого зазора в опорном гнезде, включая зенковку;
корректируя при необходимости, фиксируют элемент в полости чаши сосуда в заданном положении относительно чаши сосуда;
сосуд, с зафиксированным в нем элементом в вертикальном положении первого, облучают ультрафиолетовым источником света, активируя тем самым процесс полимеризации упомянутого скрепляющего состава;
по завершении полимеризации скрепляющего состава, определяемого установленной временной выдержкой, способ установки декоративного или художественного аэрирующего элемента в полость чаши сосуда, как производственно-технологический процесс создания изделия, считают завершенным.
2. Способ по п. 1, отличающийся тем, что между упомянутыми операциями сверления опорного гнезда в сосуде и отламывания стеклянного штыря, опорное гнездо обрабатывают абразивным инструментом, например абразивным телом вращения по форме гнезда или пескоструйным устройством, повышая тем самым шероховатость его поверхности.
3. Способ по п. 1, отличающийся тем, что декоративный или художественный аэрирующий объемный элемент изготавливают из фарфора, преимущественно с цветной росписью.
4. Способ по п. 3, отличающийся тем, что объемный элемент изготавливают в виде искусственного цветка, из высокопластичной фарфоровой массы «Париан», вручную.
5. Способ по п. 3, отличающийся тем, что объемный элемент, по меньшей мере без основания, изготавливают в виде фигурки, из костного фарфора литьем в форму.
6. Способ по п. 1, отличающийся тем, что в случае подглазурной росписи, проводят утильный обжиг упомянутой заготовки в печи при температуре 950-1050°С, с последующими росписью и дальнейшим политым обжигом при температуре не выше 1250°С, формируя тем самым твердую фарфоровую структуру и глазурь на поверхности.
7. Способ по п. 1, отличающийся тем, что в случае надглазурной росписи, проводят утильный обжиг упомянутой заготовки в печи при возрастающей по задаваемой программе температуре не выше 1250°С, с последующей росписью и дальнейшим обжигом при температуре 760-820°С;
8. Способ по п. 1, отличающийся тем, что в качестве скрепляющего жидкотекучего композитного состава применяют стоматологическую гидратирующую цементную систему.
9. Способ по п. 1, отличающийся тем, что модель внутренней поверхности будущей матрицы и саму матрицу формируют из гипса.
| БОКАЛ ДЛЯ НАПИТКА С ВНУТРЕННИМ СЦЕЖИВАЮЩИМ, ФИЛЬТРУЮЩИМ, СМЕШИВАЮЩИМ И АЭРИРУЮЩИМ ЭЛЕМЕНТОМ | 2009 |
|
RU2500327C2 |
| СПОСОБ УСТАНОВКИ ДЕКОРАТИВНОГО ЭЛЕМЕНТА НА ОСНОВАНИЕ И УКАЗАННОЕ ОСНОВАНИЕ | 2016 |
|
RU2687342C2 |
| ШТЫРЕВОЙ ЛИНЕЙНЫЙ ИЗОЛЯТОР | 2003 |
|
RU2248057C1 |
| СТОМАТОЛОГИЧЕСКАЯ ЦЕМЕНТНАЯ СИСТЕМА | 2007 |
|
RU2448679C2 |
| US 20060032855 A1, 16.02.2006 | |||
| WO 2018035379 A1, 22.02.2018 | |||
| УСТРОЙСТВО РУЛЕВОГО УПРАВЛЕНИЯ ДЛЯ МОТОР-КОЛЕСНОГО ТРАНСПОРТНОГО СРЕДСТВА. | 2020 |
|
RU2753938C1 |

