Область техники, к которой относится изобретение
Изобретение относится к литейному производству, а именно, к изготовлению разделительных покрытий на основе огнеупорных наполнителей с жидкостекольным связующим, и может быть использовано для литья алюминиевых сплавов в литейные пресс-формы.
Уровень техники
Использование литейных пресс-форм для получения отливок из алюминиевых сплавов невозможно без использования разделительных покрытий по двум основным причинам: во-первых, высокие скорости затвердевания алюминиевых сплавов могут затруднить заполнение литейной пресс-формы; во-вторых, термические и физико-химические взаимодействия на границе «расплав - литейная пресс-форма».
Разделительные покрытия играют существенную роль при регулировании теплофизических процессов на границе раздела «расплав - литейная пресс-форма» и непосредственно влияют на качество получаемой отливки.
На поверхность литейной пресс-формы можно нанести несколько слоев различных покрытий. Кроме того, разные участки одной и той же литейной пресс-формы могут иметь разные покрытия, способствующие увеличению или снижению скорости затвердевания.
Универсального покрытия для литейных пресс-форм не существует, на каждом литейном предприятии используются различные комбинации покрытий в соответствии с собственными потребностями (см. John Campbell. Complete casting handbook: metal casting processes, metallurgy, techniques and design. Butterworth Heinemann, 2011; ссылка на источник https://asremavad.com/wp-content/uploads/2019/02/Complete-Casting-Handbook-asremavad. com_.pdf).
Покрытия литейных пресс-форм из-за износа или отслаивания периодически удаляют, а затем наносят повторно до того, как начнут появляться дефекты (задиры, сколы и другие) (см. Разделительные покрытия для литья под низким давлением: монография / Т.Р. Гильманшина, А.А. Косович [и др.]. - Красноярск: Сиб. федер. ун-т, 2019. - 160 с.; ссылка на источник
<4D6963726F736F667420576F7264202D20C3E8EBFCECE0EDF8E8EDE020E2E5F0F1F2EAE0> (sfu-kras.ru)); Gavanev R.V., Savin I.A., Soldatkma E.N. Choice of protective coating of metal molds for casting non-ferrous alloys // Solid State Phenomena. - Trans Tech Publications Ltd, 2020. - T. 299. - C. 867-871; ссылка на источник Choice of Protective Coating of Metal Molds for Casting Non-Ferrous Alloys | Request PDF (researchgate.net)).
Процессы, связанные с выбором состава и формированием свойств покрытий, с нанесением покрытий на поверхность литейной пресс-формы и их работой в процессе заполнения литейных пресс-формы и затвердения расплава, представляют собой сложную систему, многие функции которой до сих пор до конца не изучены.
Так, одним из технологических критериев при разработке покрытия является их себестоимость. Снижение себестоимости может быть достигнуто за счет использования в составах покрытий отходов металлургических производств, которые часто рассматривают как сырье, благодаря их составу. Одним из таких отходов является красный шлам, образующийся в процессе извлечения алюминия из бокситов по способу Байера. Известно, что в зависимости от состава исходных бокситов и технологии, на 1 т глинозема образуется до 1,5 т красного шлама. Многие годы большие усилия направлены на разработку жизнеспособных технологий переработки красного шлама с целью превратить его из отходов в ценный продукт и вторичный источник сырья, но в настоящее время повторно используется только 2-3% красного шлама, производимого ежегодно (см. Пягай И.Н. Опыт переработки красных шламов с получением ряда ценных элементов (Sc, Zr, Y) и железосодержащего сырья для черной металлургии // Черные металлы. - 2019. - №. 1. - С. 49-54; Обзор мировой практики переработки красных шламов. Часть 1. Пирометаллургические способы / Д.В. Зиновеев [и др.] // Известия высших учебных заведений. Черная металлургия. - 2018. - Т. 61. - №. 11. - С. 843-858; Методы извлечения ценных элементов (Fe, Al, Na, Ti) из красных шламов / Н.В. Васюнина, И.В. Дубова, Т.Р. Гильманшина [и др.] // Экология и промышленность России. - 2020. - Т. 24, №9. - С. 32-38).
Известно разделительное покрытие на основе двуокиси титана с размером частиц до 1 мкм, талька с размером частиц до 25 мкм, пылевидного кварца и сульфата бария с размером частиц до 6 мкм, при следующем соотношении компонентов, масс. %: двуокись титана 3-6, тальк 1-4, пылевидный кварц 0,5-2,0, сульфат бария 0,5-3,0, жидкое стекло 6-11, вода - остальное (патент RU 2604163, В22С 3/00, опубл. 10.12.2016 г.).
Недостатком данного разделительного покрытия является высокая стоимость его изготовления.
Наиболее близким к заявленному техническому решению является покрытие Foseco DYCOTEG R87 для кокильного литья, содержащее в себе оксид железа, силикат циркония, силикат натрия (см. John R. Brown - Foseco Non-Ferrous Foundryman's Handbook - c. 129, табл. 10.2.; ссылка на источник http://www.iqytechnicalcollege.com/Foseco_Non-Ferrous_Foundryman%20Handbook_11E.pdf).
Недостатком покрытия-аналога является недостаточная седиментационная устойчивость, что приводит к быстрому расслоению покрытия и вызывает трудности при его нанесении на поверхность литейной пресс-формы.
Раскрытие сущности изобретения
Технической задачей, на решение которой направлено изобретение, а также техническим результатом является разработка разделительного покрытия, обладающего седиментационной устойчивостью не ниже 95% (через 24 ч отстоя), с обеспечением толщины слоя покрытия на поверхности литейной пресс-формы, предпочтительно равную 30-50 мкм.
Техническая задача решается, а технический результат достигается за счет того, что в разделительном покрытии для литейных пресс-форм, содержащем наполнитель и связующее, в качестве которого использовано жидкое стекло, и воду, новым и неочевидным является то, что в качестве наполнителя использована суспензия красного шлама, при следующем соотношении компонентов, мас. %:
60-70 суспензия красного шлама с содержанием красного шлама 8-13 мас. %;
30-40 жидкое стекло
и сверх 100% вода в количестве, обеспечивающей плотность покрытия 1000-1050 кг/мм3.
В частном предпочтительном исполнении изобретения, предложенное разделительное покрытие наносится на поверхность литейных пресс-форм слоем толщиной 30-50 мкм. Основными фазами покрытия являются кальцит, геотит, гематит и жидкое стекло. Основной фазовый состав красного шлама содержит гематит, канкринит, каоленит, анатаз, рутил, перовскит. Суспензия красного шлама выполнена однородной.
Краткое описание чертежей
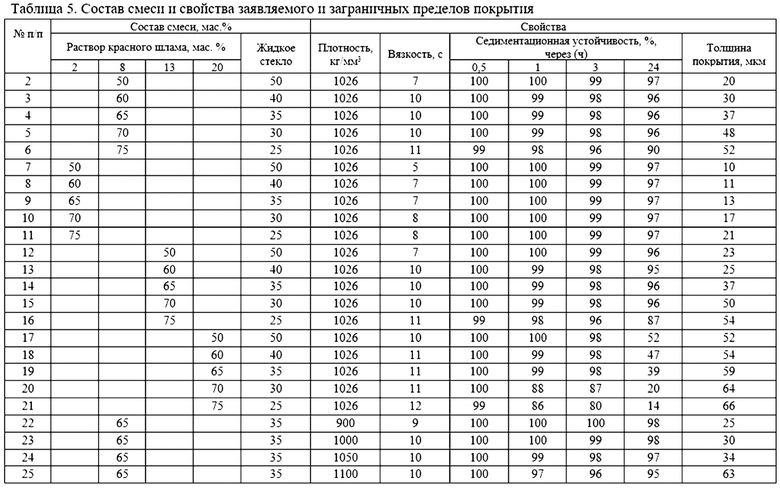
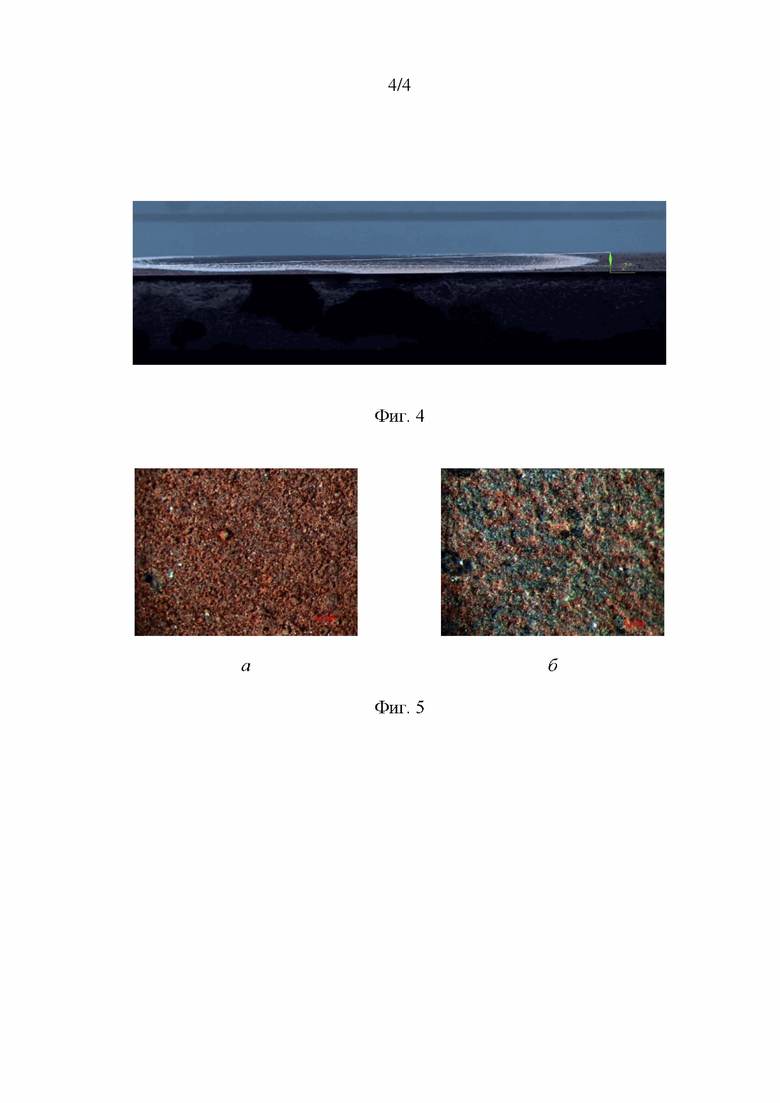
На фиг. 1 показан внешний вид красного шлама. Увеличение, крат: а - ×13; б - ×80.
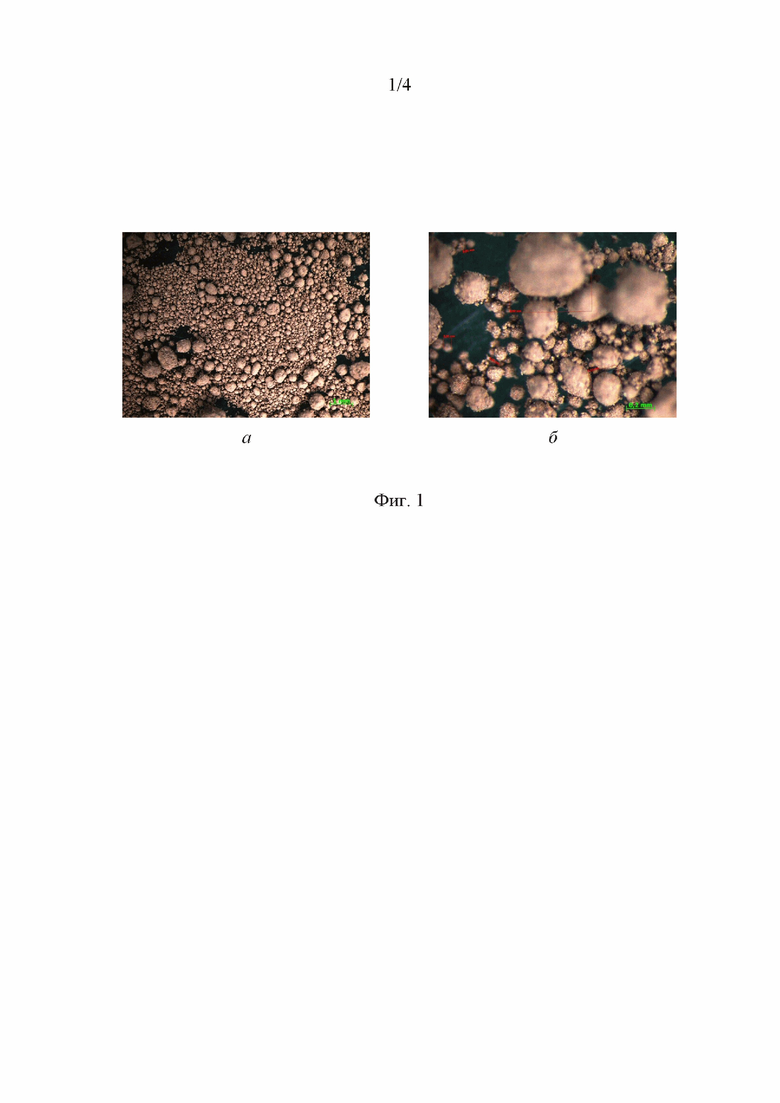
На фиг. 2 представлены результаты дифференциально-термического анализа (ДТА) и термогравиметрического анализа (ТГ) исходного образца красного шлама.
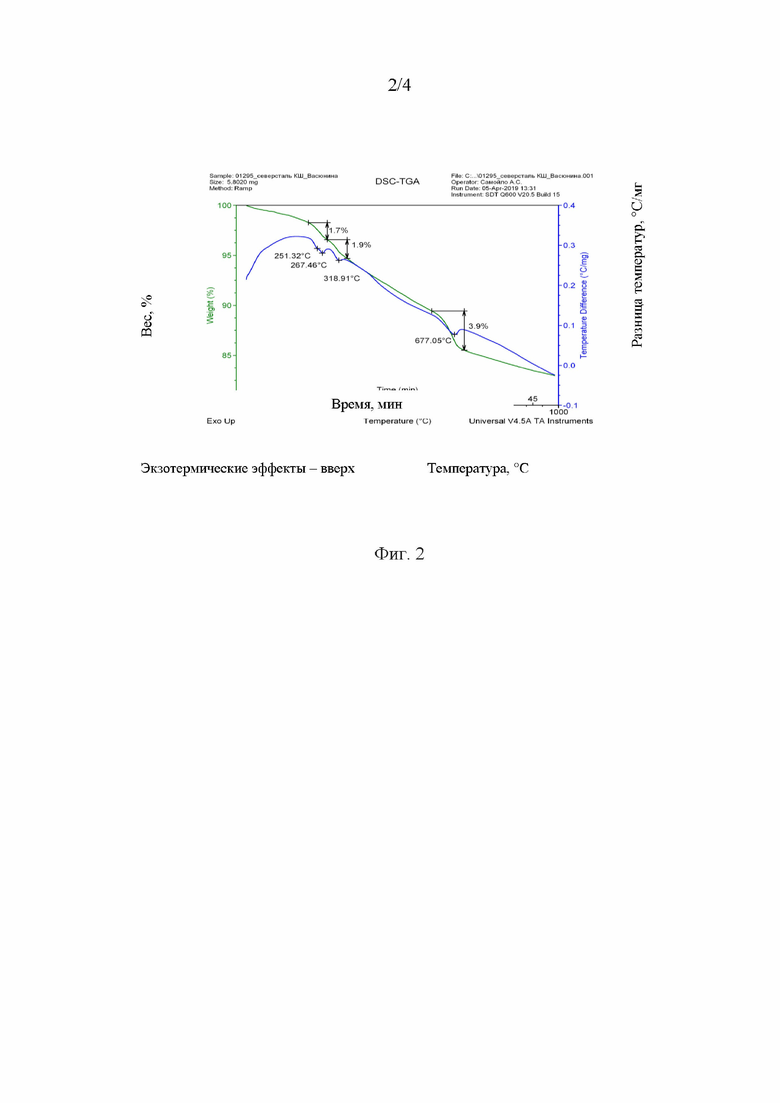
На фиг. 3 представлены результаты зависимости плотности (а), седиментационной устойчивости (б), смачиваемости поверхности литейной пресс-формы покрытием на основе красного шлама (в) от содержания красного шлама.
На фиг. 4 показан краевой угол смачивания (при температуре 200°С) поверхности литейной пресс-формы покрытием состава №4 согласно табл.4, содержащем 8 мас. % раствор красного шлама.
На фиг. 5 показано состояние поверхности покрытия состава №4 согласно табл. 4 до (а) и после (б) истирания, ×100.
Осуществление изобретения
В качестве наполнителя в составе разделительного покрытия для литейных пресс-форм используется красный шлам - твердые отходы, образующиеся в результате процесса по обработке боксита при производстве алюминия. Введение 8-13 мас. % раствора красного шлама в состав покрытия в количестве 60-70 мас. % позволяет повысить технологические свойства покрытия. Раствор красного шлама представляет собой однородную суспензию красного цвета.
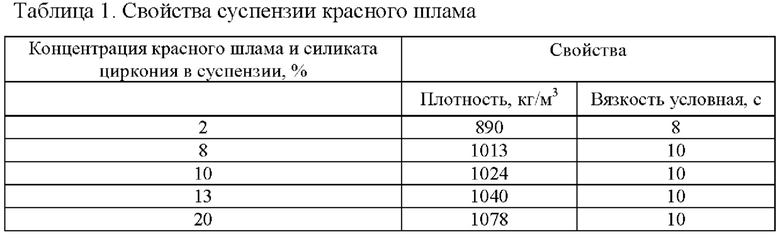
Согласно проведенным испытаниям и исследованиям, введение раствора красного шлама концентрацией менее 8 мас. % не дает возможности формировать на поверхности литейных пресс-форм слой достаточной толщины (30-50 мкм). При введении раствора красного шлама более 13 мас. % красный шлам не распределяется равномерно по объему суспензии, покрытие обладает высокой плотностью, что затрудняет процесс нанесения покрытия на поверхность литейной пресс-формы (табл. 1).
При введении в состав покрытия раствора красного шлама в количестве менее 60 мас. % толщина покрытия составляет не более 30 мкм, в частности, 20 мкм, что создает очень тонкий слой на поверхности литейной пресс-формы, а при использовании раствора красного шлама в количестве более 70 мас. % является нерациональным расходом материала, поскольку не влечет за собой увеличение уровня технологических свойств покрытия.
Применение жидкого стекла в качестве связующего в количестве 30-40 мас. % позволяет получить необходимую прочность слоя покрытия на поверхности литейной пресс-формы толщиной покрытия 30-50 мкм.
Сначала готовится концентрат: раствор красного шлама смешивается с жидким стеклом, получается паста (все расчеты приведены на пасту). Далее добавляют воду, расчет воды идет сверх 100 мас. % пасты. Добавление воды сверх 100 мас. % в количестве, обеспечивающем плотность покрытия в пределах 1000-1050 кг/мм3 позволяет получать оптимальные свойства покрытия, обеспечивающие хорошее нанесение покрытия на поверхность литейных пресс-форм, т.е. высокую седиментационную устойчивость, хорошую кроющую способность, адгезию покрытия к поверхности литейной пресс-формы, высокую прочность. Если добавить меньше воды, т.е. сделать покрытие более густым, то покрытие не нанесется при помощи пульверизатора на поверхность литейной пресс-формы. Если довить больше воды, т.е. сделать покрытие более разбавленным, то толщина слоя будет меньше 30-50 мкм и покрытие не будет выполнять свои функции.
Смешивание компонентов предпочтительно проводится в лопастной мешалке при скорости вращения ротора смесителя 100-300 об/мин при комнатной температуре. Сначала готовят раствор красного шлама в воде в лопастной мешалке до однородной массы, предпочтительное время перемешивания 5-10 мин, далее добавляют воду, перемешивание осуществляется в лопастной мешалке до однородной массы, предпочтительное время перемешивания 5-10 мин. Температура приготовления комнатная (20-25°С).
В процессе приготовления покрытия предпочтительно ведут контроль таких параметров как плотность (ареометрический метод) и вязкость (по вискозиметру ВЗ-4). Вода может использоваться водопроводная, температура воды 20-25°С, рН=6-7.
Поверхность литейной пресс-формы должна быть очищена от грязи, остатков предыдущего покрытия. Предпочтительная температура литейной пресс-формы - 400-450°С.
Пример
В качестве исходного сырья использован красный шлам ОАО СУАЛ - филиал ОАЗ-СУАЛ (г. Каменск Уральский, фиг. 1), который представляет собой мелкий материал с размером частиц 4-100 мкм, средний размер частиц составляет 17-20 мкм.
Приготовление разделительного покрытия для литейных пресс-форм осуществляется следующим образом. Готовится раствор красного шлама заданной концентрации, который перемешивают с жидким стеклом до получения однородной массы. Для приготовления покрытия полученную массу перемешивают с водой до требуемой плотности в пределах 1000-1050 кг/мм3. Разделительное покрытие наносится на поверхность литейной пресс-формы с помощью пульверизатора. Для получения гладкой поверхности рекомендуется наносить слой покрытия толщиной 30-50 мкм.
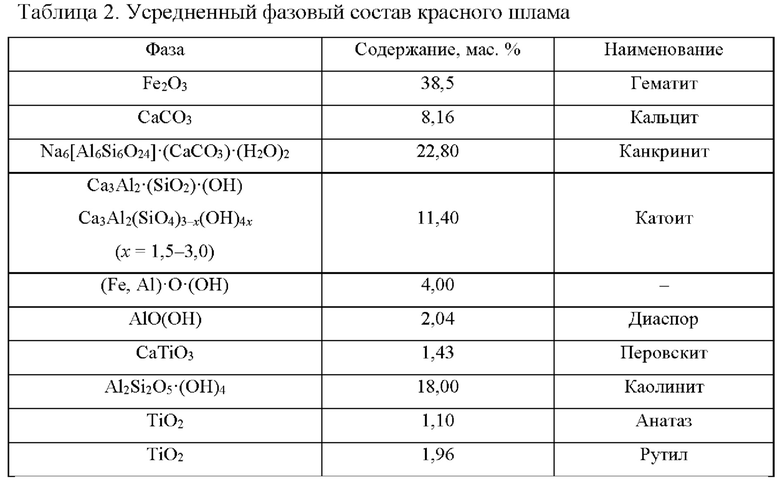
Усредненный фазовый состав красного шлама показан в табл. 2. Для фазовой идентификации рентгенограммы регистрировались с использованием рентгенофазового (РФА) и рентгеноспектрального (РСА) анализов на рентгеновском дифрактометре XRD-7000S Shimadzu, с использованием излучения CuК. Для более точной идентификации фаз применяется информационно-поисковая система (RetrieveQQPA) и база данных PDFICDD. Съемка спектров образцов для РСА осуществлялась на автоматизированном волновом рентгенофлуоресцентном спектрометре Shimadzu XRF-1800 (с Rh-анодом).
Ссылка: P.S. Dubinin, I.S. Yakimov, О.E. Piksina, Y.I. Yakimov, A.N. Zaloga. RETRIEVE - a system for XRPD phase and structure analysis // Germany, Munchen: Z. Kristallogr. Suppl. 30 (2009) 209-214 / DOI 10.1524/zksu.2009.0030. Ссылка: https://www.researchgate.net/publication/250976477_RETRIEVE_a_system_for_XRPD_phase_and_structure_analysis
Ссылки на базы данных PDF ICDD // http://www.icdd.com/translation/rus/overview.htm
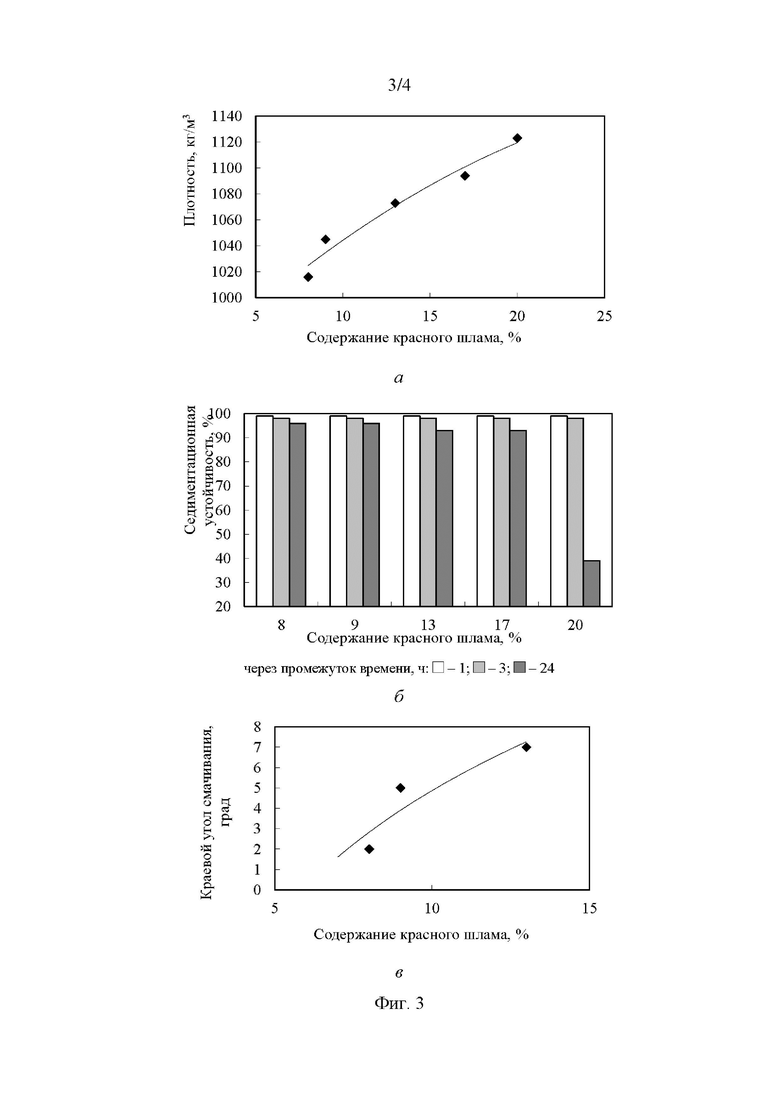
Массовая доля красного шлама в суспензии определяется содержанием оксида железа: при меньшем содержании оксида железа в состав суспензии необходимо вводить больше красного шлама. Содержание красного шлама в суспензии не должно превышать 13 мас. %, т.к. покрытие будет обладать высокой плотностью, что не даст возможность наносить его при помощи пульверизатора. Это подтверждается данным из таблицы 1 и таблицы 5.
Материал в основном представлен гематитом, канкринитом и каоленитом. Железо, содержание которого в исследуемом материале около 30 мас. %, связано в основном в гематит. С содержанием от 1 до 10 мас. % представлены металлы алюминий, кальций, натрий, титан, из неметаллов в этот интервал входят углерод и кремний. Алюминий представлен в канкрините, каолините и катоите. Титан находится в фазах анатаза, рутила и перовскита. Большое количество кислорода в элементном составе подтверждается приведенными в таблице 1 оксидными фазами. В составе присутствует также ряд аморфных фаз, не определяемых РФА.
Результаты дериватографического анализа (фиг. 2), для которого использовали дериваторграф Q600, показывали наличие трех точек фиксации потери веса: 1,7 и 3,15% (в интервале температур 200-400°С) и 3,9% (в интервале температур 600-800°С). Отсутствие потери массы в диапазоне до 120°С показывает, что в образце мало физически адсорбированной воды.
Два пика в диапазоне 200-400°С (потеря веса, %: 1,7 и 3,15) соответственно можно отнести к потере химически адсорбированной воды из гиббеита (см. Bao, Li. Kinetics of А lOOH dissolving in caustic solution studied by hi ghpressure DSC / Li Bao, Ting-an Zhang, Zhi-he Dou, Guo-zhi Lue, Yong-nan Guo, Pei-yuan Ni, Xu-jian Wu, Jia Ma // Transactions of nonferrous metals society of china. - 2011. - V. 21. - №1. - P. 173-178. - doi: 10.1016/S1003-6326(11)60695-X).
В интервале температур 400-650°C может происходить дегидратация диаспора с образованием α-Al2O3. В диапазоне 600-800°С возможно разложение кальцита.
В качестве связующего в составе покрытия использовали жидкое стекло.
Плотность покрытий определяли ареометрическим способом по ГОСТ 17022-78. Для определения вязкости использовали вискозиметр ВЗ-4 (ГОСТ 8420-74). Седиментационную устойчивость через 1, 3 и 24 ч определяли методом отстаивания по ГОСТ 17022-78.
В ГОСТ 10772-78 описана методика определения прочности к истиранию литейных противопригарных покрытий. В работе Сварика, А.А. Покрытия литейных форм / А.А. Сварика. - М.: Машиностроение, 1977. - 216 с. описана методика оценки прочности неводных покрытий на истирание по Гарднеру. Обе методики являются косвенными, и они не дают представление о прочности к истиранию покрытия при высокой температуре. Поэтому на основании этих методик предложена косвенная методика оценки прочности к истиранию покрытия при высоких температурах, приближенных к температуре работы литейных пресс-форм.
Суть методики состоит в сравнении состояния покрытия до и после истирания при температуре 400-150°С, т.е. рабочей температуре литейных пресс-форм. Для этого используется установка, которая состоит из источника питания, электродов, нагревателя, выполненного из нихромовой проволоки, стального образца с отверстием под нагреватель, керамической трубки для электрической изоляции нагревателя, подставки под образец, и стенда с воронкой и трубкой. Принцип работы следующий. Для исследований берут образец, выполненный из металла, марка которого соответствует марке металла, из которого выполнена литейная пресс-форма, используемая в реальном производстве. Поверхность образца должна быть чистой (не допускается наличие ржавчины и грязи). Перед использованием на поверхность образца наносят заданную шероховатость. Образец закрепляют таким образом, чтобы он не сдвигался во время испытаний. Источник питания подает ток на нагреватель, который передает тепловую энергию через керамическую трубку непосредственно образцу, в результате чего образец нагревается до заданной температуры. Отмеряют 100 мл готового к использованию покрытия и наносят на поверхность нагретого образца пульверизатором. После нанесения покрытия образец устанавливают под выходным отверстием трубки, через которую на образец ссыпают формовочный песок до тех пор, пока покрытие в месте удара песка не сотрется. Истирание прекращают, когда диаметр разрушенного участка покрытия будет 1,5-2,0 мм. Массу песка, пошедшего на истирание, взвешивают с точностью до 0,01 кг.
Смачиваемость литейной пресс-формы покрытием на основе красного шлама определяли при температуре 200°С методом лежачей капли.
Фазовый состав покрытия оценивали на рентгенофлуоресцентном спектрометре Shimadzu XRF-1800. Для этого готовое покрытие сушили при температуре 100°С до постоянной массы.
Изучена область составов покрытий с содержанием красного шлама от 8 до 20 мас. %, фазовый состав которых приведен в табл. 3.
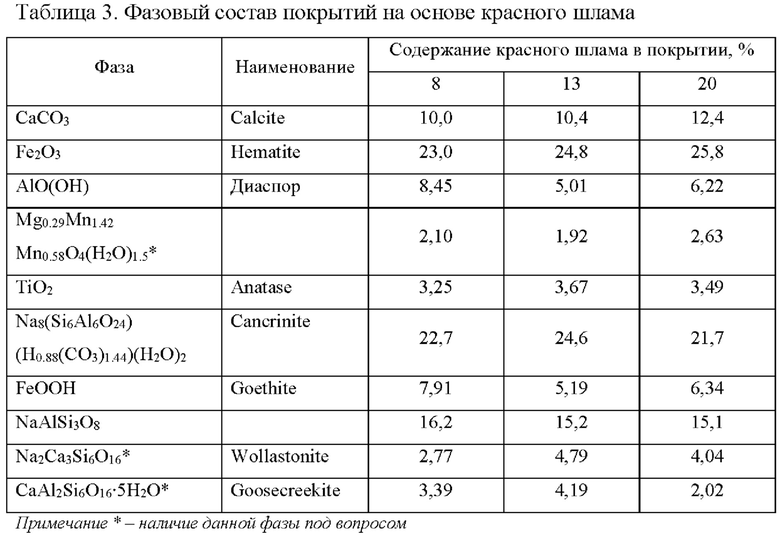
Основными фазами покрытия на основе красного шлама являются кальцит, геотит, гематит и жидкое стекло. Увеличение процентного содержания красного шлама в составе покрытия влияет только на количественный фазовый состав, так при добавлении красного шлама с 8 до 20 мас. %. содержание основных фаз кальцита и гематита увеличивается примерно на 2 мас. %. Количественное содержание кремнийсодержащих и алюмосодержащих фаз снижается в пределах 1-2 мас. %.
Влияние содержания красного шлама в покрытии на физико-химические свойства представлено на фиг. 3-5.
Вязкость для всех составов исследуемых покрытий составляет 10-11 с.
Плотность покрытия находится в прямой зависимости от содержания красного шлама (фиг. 3, а) и увеличивается с 1016 до 1123 кг/м3 при 8 и 20 мас. %. красного шлама соответственно.
Седиментационная устойчивость через 24 ч при содержании красного шлама в покрытии до 13% составляет 96 мас. %. Дальнейшее увеличение количества красного шлама приводит к снижению седиментационной устойчивости до 93% (содержание красного шлама 17 мас. %) и до 39% (содержание красного шлама 20 мас. %), что можно объяснить агрегацией частиц красного шлама (фиг. 3, б).
Покрытия, содержащие 8-13 мас. % красного шлама, обладают хорошей кроющей способностью, образуя ровный тонкий слой без видимых дефектов (фиг. 5). Кроющая способность покрытий, содержащего 13-20 мас. % красного шлама, неудовлетворительная, так как их нанесение связано с рядом трудностей: покрытие быстро осаждается и поэтому ложится неровно. Введение раствора красного шлама с концентрацией менее 8 мас. % не дает возможности формировать на поверхности литейной пресс-форм слой достаточной толщины (30-50 мкм).
Результаты исследования смачиваемости показали, что с увеличением содержания красного шлама в составе покрытия краевой угол смачиваемости повышается, что свидетельствует об ухудшении адгезии на границе «покрытие - литейная пресс-форма» (фиг. 3, е, фиг. 4). В связи с тем, что покрытия с содержанием красного шлама 17 и 20 мас. % обладают неудовлетворительной кроющей способностью, испытания на смачиваемость данных покрытий не проводили.
Несмотря на то, что фазовый состав покрытий практически идентичный, уровень физико-химических и технологических свойств покрытий, содержащих 8 мас. % красного шлама, выше по сравнению с другими исследуемыми покрытиями, поэтому данное покрытие было выбрано для опытно-промышленных испытаний при изготовлении отливок из алюминиевых сплавов.
Покрытия наносили методом распыления на поверхность литейных пресс-форм, рабочая температура которых составляла 400°С. Алюминиевый сплав заливали при температуре 710°С.
В ходе испытаний было изготовлено более 8500 отливок, которые полностью удовлетворяли требованиям предприятия. На ряде литейных пресс-форм (около 30%) присутствует износ покрытия на поверхностях близких к вертикальным частям, что решается местной подкраской. В противном случае возникает металлизация на внутренней поверхности литейных пресс-форм, что приводит к более быстрому их выходу из строя. В случае износа покрытий на поверхности отливок возникают дефекты: повышенная шероховатость поверхности отливки, вырывы, неслитина, неспай.
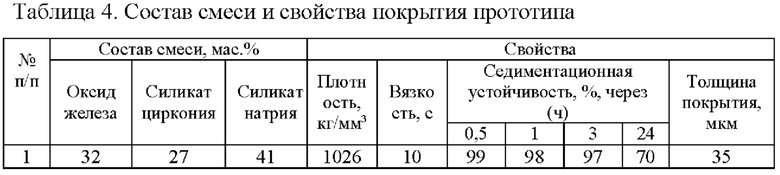
В таблице 4 приведен состав смеси и технологические свойства покрытия прототипа (пример 1), в таблице 5 приведены составы покрытия и его технологические свойства с учетом заявляемых и заграничных пределов (примеры 2-25), определенные согласно ГОСТ 10772-78. Под толщиной покрытия подразумевается толщина покрытия на внутренней поверхности литейной пресс-формы. В состав смеси добавляется сверх 100% вода в количестве, обеспечивающем указанную плотность покрытия.
Как видно из таблицы 5, в примерах 3-5, 14-15 и 23-24 в заявляемых согласно формуле составу компонентах в покрытии, достигаются высокие технологические свойства в жидком состоянии, а именно, высокая седиментационная устойчивость более 90%. Толщина покрытия находится в заданных пределах.
В примерах 2, 7-12 и 22 также достигаются высокие значения технологических свойств покрытий, однако толщина покрытия на поверхности литейной пресс-формы составляет менее 30 мкм, т.е. покрытие образует очень тонкий слой на поверхности литейных пресс-формы.
В примерах 17-21 у покрытий седиментационная устойчивость низкая, что приводит к быстрому расслоению покрытия и вызывает трудности при его нанесении на поверхность литейной пресс-формы.
В примерах 6, 16 и 25 приведены составы покрытий с низким уровнем технологических свойств, толщина покрытия на поверхности литейной пресс-формы превышает заданные значения, чем требуется на поверхности литейной пресс-формы.
Таким образом, результаты исследований и испытаний показывают, что разработанное покрытие на основе красного шлама для литейных пресс-форм по уровню технологических свойств в жидком состоянии, а именно, высокой седиментационной устойчивостью с обеспечением толщины слоя покрытия на поверхности литейных пресс-форм, равную 30-50 мкм, согласно результатам опытно-промышленных испытаний, может быть рекомендовано для использования в литейных цехах.
С учетом приведенного описания изобретения объем правовой охраны испрашивается для разделительного покрытия для литейных пресс-форм, содержащее наполнитель, связующее, в качестве которого использовано жидкое стекло, и воду, при этом в качестве наполнителя использована суспензия красного шлама, при следующем соотношении компонентов, мас. %:
60-70 суспензия красного шлама с содержанием красного шлама 8-13 мас. %;
30-40 жидкое стекло
и сверх 100% вода в количестве, обеспечивающей плотность покрытия 1000-1050 кг/мм3.
Покрытие предпочтительно наносится на поверхность литейной пресс-формы слоем толщиной 30-50 мкм. Как правило, основными фазами покрытия являются кальцит, геотит, гематит и жидкое стекло, основной фазовый состав красного шлама содержит гематит, канкринит, каоленит, анатаз, рутил, перовскит, суспензия красного шлама выполнена однородной.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗДЕЛИТЕЛЬНОЕ ПОКРЫТИЕ ДЛЯ ЛИТЕЙНЫХ ПРЕСС-ФОРМ | 2024 |
|
RU2822108C1 |
| Разделительное покрытие для литейных металлических форм | 2024 |
|
RU2840549C1 |
| Состав разделительного покрытия для литейных металлических форм | 2023 |
|
RU2819959C1 |
| РАЗДЕЛИТЕЛЬНОЕ ПОКРЫТИЕ ДЛЯ ЛИТЕЙНЫХ ПРЕСС-ФОРМ | 2015 |
|
RU2604163C1 |
| Разделительное покрытие для литейных металлических форм | 2023 |
|
RU2820106C1 |
| Состав для получения противопригарного покрытия | 1985 |
|
SU1279740A1 |
| Противопригарное покрытие для металлических форм | 1987 |
|
SU1447521A1 |
| СОСТАВ ПРОТИВОПРИГАРНОГО ПОКРЫТИЯ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2000 |
|
RU2170155C1 |
| Смесь для изготовления литейных форм | 1983 |
|
SU1087245A1 |
| ПРОТИВОПРИГАРНАЯ ТЕПЛОИЗОЛЯЦИОННАЯ КРАСКА ДЛЯ ИЗЛОЖНИЦ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2007 |
|
RU2355505C1 |
Изобретение относится к литейному производству. Разделительное покрытие для литейных пресс-форм содержит наполнитель, связующее и воду. В качестве связующего использовано жидкое стекло. В качестве наполнителя использована суспензия красного шлама при следующем соотношении компонентов, мас. %: 60 – 70 суспензия красного шлама с содержанием красного шлама 8 – 13 мас. %, 30 – 40 жидкое стекло и сверх 100 % вода в количестве, обеспечивающем плотность покрытия 1000 – 1050 кг/мм3. Техническим результатом изобретения является достижение высоких технологических свойств покрытия в жидком состоянии. 4 з.п. ф-лы, 5 ил., 5 табл.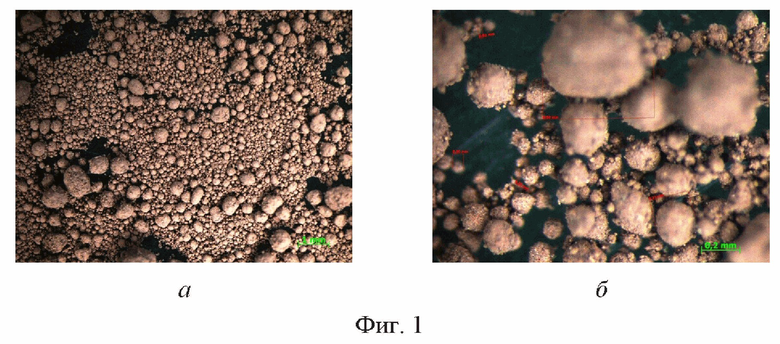
1. Разделительное покрытие для литейных пресс-форм, содержащее наполнитель, связующее, в качестве которого использовано жидкое стекло, и воду, отличающееся тем, что в качестве наполнителя использована суспензия красного шлама, при следующем соотношении компонентов, мас. %:
60 – 70 суспензия красного шлама с содержанием красного шлама 8 – 13 мас. %;
30 – 40 жидкое стекло;
и сверх 100 % вода в количестве, обеспечивающем плотность покрытия 1000 – 1050 кг/мм3.
2. Покрытие по п. 1, отличающееся тем, что оно нанесено на поверхность литейной пресс-формы слоем толщиной 30 – 50 мкм.
3. Покрытие по п. 1, отличающееся тем, что основными фазами покрытия являются кальцит, геотит, гематит и жидкое стекло.
4. Покрытие по п. 1, отличающееся тем, что основной фазовый состав красного шлама содержит гематит, канкринит, каоленит, анатаз, рутил, перовскит.
5. Покрытие по п. 1, отличающееся тем, что суспензия красного шлама выполнена однородной.
| John R | |||
| Brown - Foseco Non-Ferrous Foundryman’s Handbook - с | |||
| Способ применения резонанс конденсатора, подключенного известным уже образом параллельно к обмотке трансформатора, дающего напряжение на анод генераторных ламп | 1922 |
|
SU129A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| РАЗДЕЛИТЕЛЬНОЕ ПОКРЫТИЕ ДЛЯ ЛИТЕЙНЫХ ПРЕСС-ФОРМ | 2015 |
|
RU2604163C1 |
| ТЕРМОСТОЙКИЙ КЕРАМИЧЕСКИЙ КОМПОЗИТ | 2012 |
|
RU2521540C2 |
| US 4867225 A, 19.09.1989. | |||

