Настоящее изобретение относится к способу и системе для определения серии из по меньшей мере двух значений температуры ванны с расплавленным металлом.
Температура ванны с расплавленным металлом в металлургическом резервуаре является важным параметром в процессе изготовления металла, который определяет качество полученного продукта. Возможные средства для измерения температуры ванны с расплавленным металлом, в частности железом или сталью в зоне плавления электродуговой печи (EAF), включают погружение в расплавленный металл оптического волокна, окруженного металлической трубкой. Оптическое волокно, окруженное металлической трубкой, часто также называют кабелем с оптоволоконной сердцевиной.
Для измерения температуры ванны с расплавленным металлом в металлургический резервуар можно вводить кабель с оптоволоконной сердцевиной. Передний наконечник кабеля с оптоволоконной сердцевиной погружают в ванну с расплавленным металлом, при этом он проходит сначала горячую атмосферу, затем слой шлака, а затем ванну с расплавленным металлом. После погружения части кабеля с оптоволоконной сердцевиной ниже поверхности ванны с расплавленным металлом оптическое волокно может передавать тепловое излучение, полученное от расплавленного металла, на детектор, например пирометр. Для определения температуры ванны с расплавленным металлом с детектором может быть связана приемлемая контрольно-измерительная аппаратура. Во время этого измерения погруженная часть кабеля с оптоволоконной сердцевиной может частично или полностью расходоваться в результате воздействия ванны с расплавленным металлом. После завершения измерения температуры наконечник кабеля с оптоволоконной сердцевиной можно убрать из ванны с расплавленным металлом. Наконечник убранного кабеля с оптоволоконной сердцевиной станет новым передним наконечником при следующем измерении температуры.
Такое устройство приемлемо для измерений температуры по команде и полунепрерывных измерений температуры в виде ряда циклов погружения. Оператор может получать измерение температуры без какого-либо прямого вмешательства в жесткую среду вблизи металлургического резервуара.
Для обеспечения точных измерений во время выполнения измерения необходимо обеспечить условия абсолютно черного тела вблизи погруженного переднего наконечника оптического волокна. Волокно должно быть погружено на достаточную глубину ниже поверхности ванны с расплавленным металлом и в таком месте внутри резервуара, которое является репрезентативным для температуры ванны с жидким металлом. С другой стороны, глубокое погружение увеличивает воздействие флотационных сил на кабель с оптоволоконной сердцевиной и увеличивает расходование кабеля с оптоволоконной сердцевиной во время последовательности измерения.
В нескольких документах, относящихся к предшествующему уровню техники, описаны способы подачи покрытого металлом оптического волокна для улучшения качества данных измерения температуры.
Например, в US2007268477A1 описан способ подачи, при котором скорость подачи корректируют в течение цикла измерения. Термический отклик регистрировали во время фазы первоначальной подачи и сравнивали с изменением температуры, определенной на последующей второй фазе. Этот способ оказался эффективным. С другой стороны, оказалось, что в данном способе кабель с оптоволоконной сердцевиной расходуется в значительных количествах и что можно дополнительно улучшить точность измерений. Это может быть связано с начальной фазой, на которой кабель с оптоволоконной сердцевиной в основном не погружен в ванну с расплавленным металлом, а подвергается воздействию среды плавильной печи или слоя шлака. В частности, эти факторы становятся более заметными, когда требуется провести серию измерений температуры.
В US2018180484A1 описан способ измерения температуры ванны с расплавленным металлом, приемлемый для множества циклов измерения и не требующий дополнительного оборудования. Предложенная схема подачи содержит две скорости подачи, за которыми следует стационарный период, после которого проводят измерение температуры. С одной стороны, этот способ решает некоторые из известных ранее проблем. С другой стороны, он не учитывает постоянно меняющиеся условия в процессе производства металла, особенно повышение температуры расплавленного металла, что влияет на выбор оптимального протокола измерения температуры.
С учетом предшествующего уровня техники существует потребность в способе измерения и системе, которые обеспечивают высокую точность в течение множества циклов измерения и сводят к минимуму расходование кабеля с оптоволоконной сердцевиной.
Таким образом, цель изобретения заключается в том, чтобы предложить улучшенный способ определения серии из по меньшей мере двух значений температуры ванны с расплавленным металлом. В частности, одна из целей заключается в том, чтобы предложить способ с улучшенной точностью измерения. Кроме того, цель заключается в том, чтобы предложить способ, позволяющий свести к минимуму расходование кабеля с оптоволоконной сердцевиной во время серии измерений.
Дополнительной целью настоящего изобретения является предложить улучшенную систему для осуществления способа, обладающего признаками изобретения.
Эти цели достигаются посредством объекта изобретения, определенного в независимых пунктах формулы изобретения.
В настоящем изобретении предложен способ определения серии из по меньшей мере двух значений температуры Tmes(n) и Tmes(n+1) ванны с расплавленным металлом с помощью устройства, содержащего кабель с оптоволоконной сердцевиной и детектор, причем способ включает следующие стадии
(a) обеспечение набора данных, связывающих прогнозируемые значения температуры Tpred ванны с расплавленным металлом с соответствующими профилями измерения MP;
(b) предоставление модели F(t), описывающей изменение температуры ванны с расплавленным металлом с течением времени;
(c) определение временного интервала Δt;
(d) выбор будущего момента времени t(n) и прогнозирование значения температуры Tpred(n) ванны с расплавленным металлом для момента времени t(n);
(e) выбор профиля измерения MP(n), соответствующего прогнозируемому значению температуры Tpred(n), из предоставленного набора данных, связывающих прогнозируемые значения температуры Tpred с соответствующими профилями измерения MP;
(f) применение профиля измерения MP(n) в момент времени t(n) для получения измеренного значения температуры Tmes(n);
(g) вычисление прогнозируемого значения температуры Tpred(n+1) ванны с расплавленным металлом на основании измеренного значения температуры Tmes(n), модели F(t) и временного интервала Δt;
(h) выбор профиля измерения MP(n+1), соответствующего прогнозируемому значению температуры Tpred(n+1), из предоставленного набора данных, связывающих прогнозируемые значения температуры Tpred с соответствующими профилями измерения MP;
(i) применение профиля измерения MP(n+1) в момент времени t(n+1) для получения измеренного значения температуры Tmes(n+1), где t(n+1) определяют как
t(n+1) = t(n) + Δt.
Кроме того, в изобретении предложена система для определения серии из по меньшей мере двух значений температуры Tmes(n) и Tmes(n+1) ванны с расплавленным металлом, причем система содержит устройство и модуль, а модуль выполнен с возможностью взаимодействия с устройством, причем устройство содержит кабель с оптоволоконной сердцевиной и детектор, при этом модуль содержит блок хранения данных, блок обработки данных и блок управления, причем блок хранения данных содержит
(a1) элемент хранения для обеспечения набора данных, связывающих прогнозируемые значения температуры Tpred ванны с расплавленным металлом с соответствующими профилями измерения MP;
(a2) элемент хранения для предоставления модели F(t), описывающей изменение температуры ванны с расплавленным металлом с течением времени;
(a3) элемент хранения для определения временного интервала Δt;
причем блок обработки данных содержит
(b1) элемент обработки для выбора будущего момента времени и прогнозирования температуры Tpred ванны с расплавленным металлом в будущий момент времени;
(b2) элемент обработки для выбора профиля измерения MP, соответствующего прогнозируемой температуре Tpred, из предоставленного набора данных, связывающих прогнозируемые значения температуры Tpred с соответствующими профилями измерения MP;
(b3) элемент обработки для вычисления прогнозируемой температуры Tpred ванны с расплавленным металлом на основании измеренного значения температуры Tmes, модели F(t) и временного интервала Δt,
и при этом блок управления содержит
(c1) элемент управления для применения профиля измерения MP в момент времени для получения измеренного значения температуры Tmes.
Предпочтительные варианты осуществления определены в зависимых пунктах формулы изобретения. Предпочтительные варианты осуществления могут быть реализованы по отдельности или в любой возможной комбинации.
Было показано, что способ в соответствии с настоящим изобретением является особенно приемлемым для множества повторных измерений, в ходе которых температура ванны с расплавленным металлом изменяется между измерениями. В частности, температура, как правило, повышается вследствие непрерывного нагрева. Неожиданно было обнаружено, что качество данных измерения зависит от профиля измерения, который применяют для получения измерения. В частности, оказалось, что на качество влияет подача кабеля с оптоволоконной сердцевиной в ванну с расплавленным металлом. Способ, обладающий признаками изобретения, позволяет определять значения температуры с помощью соответствующих протоколов измерения для широкого спектра температур ванны с расплавленным металлом. Кроме того, поскольку способ, обладающий признаками изобретения, обеспечивает надежное позиционирование кабеля с оптоволоконной сердцевиной и его переднего наконечника, с его помощью можно дополнительно определить точные значения температуры при минимальном расходовании кабеля с оптоволоконной сердцевиной. Используемый в настоящем документе термин «расходование» или «расход» относится к разрушению кабеля с оптоволоконной сердцевиной, такому как, например, плавление кабеля с оптоволоконной сердцевиной посредством воздействия ванны с расплавленным металлом и его растворение в ванне с расплавленным металлом, разложение или сгорание кабеля с оптоволоконной сердцевиной целиком или его различных частей и т.п.
В изобретении предложен способ определения серии из по меньшей мере двух значений температуры Tmes(n) и Tmes(n+1). В настоящем документе термин «серия значений температуры» используют для описания определения, которое повторяют по меньшей мере один раз. Серия значений температуры содержит по меньшей мере значения температуры Tmes(n) и Tmes(n+1). Помимо Tmes(n) и Tmes(n+1) можно определить дополнительные значения температуры.
В настоящей заявке переменные, относящиеся к температурам или значениям температуры, будут обозначаться прописной буквой T, тогда как переменные, относящиеся к моментам времени, продолжительностям или значениям времени в общем смысле, будут обозначаться строчной буквой t.
Для обозначения переменной в общем смысле будет использоваться переменная без индекса, т.е. (n) или (n+1) или т.п. Для обозначения этой переменной, применяемой в конкретном контексте, будет использоваться переменная с индексом. Например, Tmes относится к общему определению измеренного значения температуры Tmes, тогда как Tmes(n) относится к конкретному измеренному значению температуры.
В соответствии с настоящим изобретением значения температуры могут быть определены посредством измерения температуры. Измерение температуры может, например, представлять собой одну точку или представлять собой множество точек измерения и возможную связанную обработку данных.
Измеренное значение температуры Tmes(n) понимают как значение температуры, полученное посредством измерения в конкретный момент времени t(n). Соответственно, измеренное значение температуры Tmes(n+1) представляет собой значение температуры, полученное посредством измерения в конкретный момент времени t(n+1).
В настоящем документе термин «ванна с расплавленным металлом» описывает расплав в резервуаре. Альтернативным термином для «ванны с расплавленным металлом», известным специалисту в данной области, является «расплав металла». Расплавленный металл в ванне с расплавленным металлом не имеет конкретных ограничений. В соответствии с предпочтительным вариантом осуществления расплавленный металл представляет собой расплавленную сталь. Термин «ванна с расплавленным металлом» не исключает наличия каких-либо твердых или газообразных компонентов, включая, например, нерасплавленные компоненты соответствующего металла. Ванна с расплавленным металлом может быть покрыта слоем шлака.
Температура расплавов металлов отличается и обычно зависит от состава металла и стадии процесса плавки. В соответствии с одним предпочтительным вариантом осуществления температура ванны с расплавленным металлом находится в диапазоне 1500-1800°C и более предпочтительно в диапазоне 1500-1700°C.
Ванна с расплавленным металлом может содержаться в резервуаре, содержащем точку ввода, приемлемую для подачи через нее кабеля с оптоволоконной сердцевиной. Такая точка ввода может быть расположена на панели боковой стенки или в своде, покрывающем резервуар.
В соответствии с настоящим изобретением по меньшей мере два значения температуры Tmes(n) и Tmes(n+1) определяют с помощью устройства, содержащего кабель с оптоволоконной сердцевиной. Предпочтительно, чтобы кабель с оптоволоконной сердцевиной представлял собой оптическое волокно, окруженное в боковом направлении металлической трубкой. Предпочтительно оптическое волокно представляет собой гибкое прозрачное волокно. Оптические волокна чаще всего используют в качестве средства передачи света, особенно в диапазоне длин волн ИК-излучения, между двумя концами волокна. Предпочтительно оптическое волокно образовано из стекла или пластика, более предпочтительно из кварцевого стекла. Предпочтительно оптическое волокно выбирают из группы, состоящей из волокон с плавно изменяющимся показателем преломления и одномодовых волокон со ступенчато изменяющимся показателем преломления.
Металлическая трубка, окружающая оптическое волокно, может полностью охватывать оптическое волокно или может быть по меньшей мере частично открыта таким образом, чтобы корпус не полностью окружал оптическое волокно.
Предпочтительно металл металлической трубки, окружающей оптическое волокно, представляет собой железо или сталь, предпочтительно нержавеющую сталь.
В одном предпочтительном варианте осуществления линейная плотность кабеля с оптоволоконной сердцевиной находится в диапазоне 25-80 г/м, более предпочтительно в диапазоне 35-70 г/м. Линейная плотность определяется как масса на единицу длины.
Предпочтительно, чтобы кабель с оптоволоконной сердцевиной был окружен в боковом направлении по меньшей мере одной дополнительной металлической трубкой, т.е. чтобы оптическое волокно было окружено в боковом направлении по меньшей мере двумя металлическими трубками. Предпочтительно, чтобы кабель с оптоволоконной сердцевиной располагался по центру по меньшей мере в одной дополнительной металлической трубке.
Предпочтительно, чтобы по меньшей мере одна дополнительная металлическая трубка не контактировала с кабелем с оптоволоконной сердцевиной. Более предпочтительно, чтобы пустое пространство между этими по меньшей мере двумя металлическими трубками было по меньшей мере частично заполнено материалом, выбранным из группы, состоящей из газообразных или твердых материалов или их комбинации. Твердый материал предпочтительно выбирают из группы, состоящей из неорганических материалов, природных полимеров, синтетических полимеров и их комбинаций. Газообразный материал предпочтительно представляет собой газ или смесь газов. Более предпочтительно газ представляет собой воздух или инертный газ.
В соответствии с одним предпочтительным вариантом осуществления кабель с оптоволоконной сердцевиной включает множество разделительных элементов, расположенных по меньшей мере в одной металлической трубке, с образованием по меньшей мере одного отделения между разделительными элементами. В данном случае термин «отделение» относится к объему между различными разделительными элементами в трубке. Термин «разделительные элементы» относится к компонентам, расположенным внутри трубки и разделяющим объем внутри трубки. Предпочтительно разделительные элементы представляют собой дискообразные элементы, расположенные внутри трубки, содержащие отверстие, через которое проходит кабель с оптоволоконной сердцевиной и которое может по меньшей мере частично поддерживать кабель с оптоволоконной сердцевиной. Материал разделительных элементов предпочтительно выбирают из группы, состоящей из силикона, предпочтительно двухкомпонентного силикона, каучука, кожи, пробки, металла и их комбинаций.
Кабель с оптоволоконной сердцевиной необязательно окружен по меньшей мере одним дополнительным слоем. Этот по меньшей мере один дополнительный слой может заменять или может не заменять собой указанную по меньшей мере одну дополнительную металлическую трубку. В одном предпочтительном варианте осуществления этот по меньшей мере один дополнительный слой состоит из множества кусков, более предпочтительно слой состоит из волокон.
В дополнительном предпочтительном варианте осуществления материал по меньшей мере одного дополнительного слоя имеет форму полотна, сетки, тканой или вязаной структуры.
Предпочтительно, чтобы по меньшей мере один дополнительный слой содержал неметаллический материал, наиболее предпочтительно органический материал.
Следует понимать, что кабель с оптоволоконной сердцевиной может содержать любую комбинацию описанных выше конфигураций. Например, может быть преимущественным, чтобы кабель с оптоволоконной сердцевиной был окружен в боковом направлении дополнительным слоем и второй металлической трубкой.
Устройство, используемое для применения способа в соответствии с настоящим изобретением, дополнительно содержит детектор. Детектор соединен с одним концом кабеля с оптоволоконной сердцевиной и принимает световой сигнал, в частности сигнал в диапазоне длин волн ИКизлучения, передаваемый посредством оптического волокна. Предпочтительно в контексте настоящего изобретения детектор представляет собой пирометр.
Кабель с оптоволоконной сердцевиной имеет погружаемый конец и противоположный конец. Передний наконечник кабеля с оптоволоконной сердцевиной представляет собой наконечник погружаемого конца кабеля с оптоволоконной сердцевиной. Предпочтительно во время применения способа в соответствии с настоящим изобретением кабель с оптоволоконной сердцевиной расходуется в направлении от погружаемого конца к противоположному концу, и после каждой последовательности измерения в качестве погружаемого конца будут использовать другую часть кабеля с оптоволоконной сердцевиной; т.е. после каждой последовательности измерения создается новый передний наконечник. Противоположный конец соединяется с детектором и не будет расходоваться во время измерения.
На стадии (a) способа в соответствии с настоящим изобретением обеспечивают набор данных, связывающих прогнозируемые значения температуры Tpred ванны с расплавленным металлом с соответствующими профилями измерения MP.
Предпочтительно набор данных содержит пары данных, в которых одно определенное значение одного типа данных ставится в соответствие одному определенному значению другого типа данных. Более предпочтительно он также может содержать пары данных, в которых одно определенное значение типа данных ставится в соответствие модели, последовательности из нескольких стадий или т.п.
Предпочтительно прогнозируемое значение температуры Tpred представляет собой значение температуры, которое не было получено посредством измерения; т.е. представляет собой оцененное, прогнозируемое или рассчитанное значение температуры. Возможные источники прогнозируемых значений температуры Tpred представляют собой эмпирически полученные значения температуры. Предпочтительно, чтобы эмпирически полученные значения температуры ванны с расплавленным металлом были основаны на известных характеристиках ванны с расплавленным металлом в комбинации с известными параметрами процесса производства металла. Такие характеристики могут, например, представлять собой массу металла, обеспеченную в ванне с расплавленным металлом, композицию металла или геометрические особенности резервуара. В этом контексте параметры процесса могут представлять собой скорость нагрева или потребляемую энергию, которые обычно являются известными параметрами в процессе производства металла. Более того, прогнозируемое значение температуры Tpred может быть получено на основании вычисления. Предпочтительно, чтобы такое вычисление было основано на модели изменения температуры рассматриваемой ванны с металлом в комбинации с известным значением температуры, например из предыдущего измерения.
Профиль измерения MP следует понимать как последовательность стадий, которые осуществляют для получения требуемого значения. В контексте настоящего изобретения требуемое значение представляет собой температуру ванны с расплавленным металлом.
В одном предпочтительном варианте осуществления профиль измерения MP определяет по меньшей мере одну из следующих стадий
(i) обеспечение переднего наконечника кабеля с оптоволоконной сердцевиной в положении над поверхностью ванны с расплавленным металлом;
(ii) подачу переднего наконечника кабеля с оптоволоконной сердцевиной в течение периода времени от t0 до t2 с по меньшей мере одной скоростью подачи vfed к ванне с расплавленным металлом и ниже поверхности ванны с расплавленным металлом, причем передний наконечник кабеля с оптоволоконной сердцевиной находится ниже поверхности ванны с расплавленным металлом в течение периода времени от t1 до t2;
(iii) получение информации о температуре в течение периода времени измерения от t1 до t2;
(iv) отведение переднего наконечника кабеля с оптоволоконной сердцевиной с скоростью vret в положение над ванной с расплавленным металлом.
Другими словами, предпочтительно, чтобы профиль измерения MP определял по меньшей мере стадии (i), и/или (ii), и/или (iii), и/или (iv). Предпочтительно, чтобы профиль измерения MP определял стадии (i), (ii), (iii) и (iv).
Следует понимать, что t1 и t2 наступают позже t0, а t2 наступает позже t1. t1 представляет собой момент времени, в который передний наконечник входит в ванну с расплавленным металлом; т.е. это момент времени, с которого он погружен ниже поверхности ванны с расплавленным металлом. t2 представляет собой момент времени, после которого передний наконечник отводят в положение над поверхностью ванны с расплавленным металлом.
Предпочтительно стадии (i), (ii) и (iv) выполняют по порядку друг за другом.
Предпочтительно стадия (iii) по меньшей мере частично выполняется на стадии (ii).
Специалисту в данной области будет понятно, что «обеспечение переднего наконечника» и «подача переднего наконечника» обязательно включают обеспечение и подачу кабеля с оптоволоконной сердцевиной, т.е. обеспечение кабеля с оптоволоконной сердцевиной, имеющего передний наконечник, и перемещение кабеля с оптоволоконной сердцевиной вместе с его передним наконечником.
Следует понимать, что скорость подачи vfed относится к средней скорости переднего наконечника во время его подачи к поверхности и ниже поверхности ванны с расплавленным металлом.
Поверхность ванны с расплавленным металлом может представлять собой поверхность, обращенную к среде, окружающей резервуар, или, при наличии слоя шлака, поверхность, обращенную к слою шлака.
Для получения информации о температуре регистрируют излучение, излучаемое ванной с расплавленным металлом, особенно в диапазоне длин волн ИК-излучения, и передают его на детектор посредством кабеля с оптоволоконной сердцевиной. Интенсивность и/или спектральная информация излучения могут быть обработаны блоком обработки данных, соединенным с детектором. Передний наконечник кабеля с оптоволоконной сердцевиной предпочтительно погружают ниже поверхности ванны с расплавленным металлом в момент времени или на период времени измерения, в который осуществляют получение температуры.
Предпочтительно, чтобы информация о температуре была получена на стадии, на которой осуществляют определение измеренного значения температуры Tmes. Предпочтительно определение измеренного значения температуры Tmes включает измерение одной точки данных или измерение более чем одной точки данных; т.е. измерение серии точек данных.
Предпочтительно измеренное значение температуры Tmes представляет собой среднее значение из серии точек данных. Более предпочтительно измеренное значение температуры Tmes получают на основе применения алгоритма обработки серии точек данных.
В одном предпочтительном варианте осуществления подачу на стадии (ii) профиля измерения MP осуществляют по меньшей мере с двумя скоростями подачи vfed1 и vfed2. Следует понимать, что скорости подачи vfed1 и vfed2 относятся к средним скоростям, с которыми осуществляют подачу переднего наконечника кабеля с оптоволоконной сердцевиной.
Предпочтительно, чтобы подача на стадии (ii) профиля измерения MP осуществлялась со скоростью подачи vfed1, с которой передний наконечник подают в период от t0 до t1, и второй скоростью подачи vfed2, с которой передний наконечник подают в период от t1 до t2.
В одном предпочтительном варианте осуществления вторая скорость подачи vfed2 включает в себя более чем одну скорость подачи.
В соответствии с одним предпочтительным вариантом осуществления профиль измерения MP определяет дополнительную стадию в течение стационарного периода времени от t1 до t2, в течение которой подачу переднего наконечника кабеля с оптоволоконной сердцевиной приостанавливают или подают передний наконечник кабеля с оптоволоконной сердцевиной с низкой скоростью. Термин «приостановка подачи переднего наконечника», используемый в настоящем документе, означает, что передний наконечник активно не перемещают. Оба варианта, приостановка подачи или подача с низкой скоростью, приводят к перемещению положения переднего наконечника к поверхности ванны с расплавленным металлом из-за расходования. Тем не менее передний наконечник все еще остается погруженным ниже поверхности ванны с расплавленным металлом.
Низкая скорость предпочтительно составляет менее 0,2 м/с, более предпочтительно менее 0,1 м/с.
Предпочтительно набор данных, связывающих прогнозируемые значения температуры Tpred ванны с расплавленным металлом с соответствующими профилями измерения MP, дополнительно связывает профили измерения с характеристиками кабеля с оптоволоконной сердцевиной.
Предпочтительно характеристика кабеля с оптоволоконной сердцевиной представляет собой его линейную плотность.
Предпочтительно, чтобы продолжительность периода времени от t0 до t2 профиля измерения MP была тем больше, чем больше линейная плотность кабеля с оптоволоконной сердцевиной.
Предпочтительно скорость подачи vfed профиля измерения MP устанавливается тем ниже, чем выше линейная плотность кабеля с оптоволоконной сердцевиной.
На стадии (b) способа в соответствии с настоящим изобретением предоставляют модель F(t), описывающую изменение температуры ванны с расплавленным металлом с течением времени.
Модель F(t), описывающая изменение температуры ванны с расплавленным металлом с течением времени, представляет собой модель, определяющую взаимосвязь между временем t и температурой T; т.е. она выполнена с возможностью прогнозирования температуры T(n) в определенный момент времени t(n). В типичном процессе плавки время непосредственно связано с потреблением электрической энергии.
Предпочтительно время t включают в модель F(t) в качестве входного параметра, но модель F(t) также может не зависеть от времени t в качестве входного параметра.
Предпочтительно, чтобы модель F(t) содержала математические формулы, характеристические кривые или другую информацию, определяющую взаимосвязь между временем и температурой ванны с расплавленным металлом. Она может содержать формулы, описывающие физические свойства ванны с расплавленным металлом, характеристики оборудования на металлургическом предприятии и соответствующие параметры модели.
Предпочтительно, чтобы в модели F(t) учитывались физические свойства ванны с расплавленным металлом.
Предпочтительно модель F(t) получают способом, выбранным из группы, состоящей из способов численного расчета, аналитических способов, экспериментальных способов и их комбинаций.
Предпочтительно, чтобы модель F(t), описывающая изменение температуры ванны с расплавленным металлом с течением времени, была основана на зарегистрированных измерениях, т.е. данных, полученных в предыдущих процессах плавки.
В одном предпочтительном варианте осуществления прогнозируемое значение температуры Tpred или измеренное значение температуры Tmes может являться единственным входным параметром для модели F(t). В дополнительных примерах можно использовать дополнительные входные параметры, предпочтительно рабочий параметр.
Рабочий параметр в этом контексте представляет собой параметр, который связан с процессом плавки, например, потребляемую электрическую энергию или количество химических добавок, которые были добавлены в ванну с расплавленным металлом.
В одном примере осуществления модель, описывающая изменение температуры F(t), представляет собой линейную функцию.
Предпочтительно, чтобы первая производная F'(t) модели, описывающей изменение температуры F(t), представляла собой линейную функцию.
В одном предпочтительном варианте осуществления модель F(t), описывающая изменение температуры ванны с расплавленным металлом с течением времени, получают способом, включающим следующие стадии:
(i) обеспечение набора данных, связывающих характеристики ванны с расплавленным металлом с зарегистрированными данными для моделей F(t), описывающих изменение температуры ванны с расплавленным металлом с течением времени;
(ii) обеспечение характеристик ванны с расплавленным металлом;
(iii) прием модели F(t), соответствующей характеристикам ванны с расплавленным металлом, из предоставленного набора данных, связывающих характеристики ванны с расплавленным металлом с зарегистрированными данными для моделей F(t), описывающих изменение температуры ванны с расплавленным металлом с течением времени.
На стадии (c) способа в соответствии с настоящим изобретением определяют временной интервал Δt.
Временной интервал Δt следует понимать как продолжительность времени.
Продолжительность временного интервала Δt дополнительно не ограничивается. Предпочтительно, чтобы продолжительность временного интервала Δt находилась в диапазоне от 5 с до 3 мин, более предпочтительно в диапазоне от 15 с до 2 мин, наиболее предпочтительно в диапазоне от 30 с до 90 с.
Предпочтительно, чтобы выбор продолжительности временного интервала Δt осуществлялся на основании рабочих параметров.
В одном предпочтительном варианте осуществления продолжительность временного интервала Δt определяют способом, включающим следующие стадии
(i) обеспечение набора данных, связывающих рабочие параметры с продолжительностями временных интервалов Δt;
(ii) обеспечение рабочих параметров;
(iii) прием продолжительности временного интервала Δt из предоставленного набора данных, связывающих рабочие параметры с продолжительностями временных интервалов Δt в соответствии с рабочими параметрами.
Предпочтительно, чтобы выбор продолжительности временного интервала Δt был основан на измеренном значении температуры Tmes(n), определенном на стадии (f).
В одном предпочтительном варианте осуществления временной интервал Δt определяют способом, включающим следующие стадии
(i) обеспечение набора данных, связывающих измеренные значения температуры Tmes с продолжительностями временных интервалов Δt;
(ii) выбор продолжительности временного интервала Δt из предоставленного набора данных, связывающих измеренные значения температуры Tmes с продолжительностями временных интервалов Δt, соответствующих измеренному значению температуры Tmes(n).
Предпочтительно в обоих описанных выше вариантах осуществления стадию (с) проводят после стадии (f).
На стадии (d) способа в соответствии с настоящим изобретением выбирают будущий момент времени t(n) и прогнозируют значение температуры Tpred(n) ванны с расплавленным металлом в момент времени t(n).
В настоящем документе термин «прогнозирование» используют для обозначения прогноза будущего значения температуры Tpred(n) в будущий момент времени t(n). Другими словами, прогнозируемое значение температуры Tpred(n) представляет собой ожидаемую температуру в будущий момент времени t(n).
Выбор будущего момента времени t(n) дополнительно не ограничивается. Предпочтительно он связан с определенным моментом в процессе плавки металла, например, через определенный период времени после начала процесса, после добавления определенного количества химических добавок или после потребления определенного количества энергии. Термин «потребление энергии» в данном контексте относится к количеству энергии, потребляемой во время процесса плавки; т.е. количество энергии, подаваемой к ванне с расплавленным металлом.
В одном предпочтительном варианте осуществления обеспечен набор данных, связывающих моменты времени с прогнозируемыми значениями температуры Tpred, из которых на стадии (d) выбирают прогнозируемое значение температуры Tpred(n). Наиболее предпочтительно, чтобы прогнозируемые значения температуры Tpred в наборе данных представляли собой эмпирически полученные значения температуры; предпочтительно значения температуры, зарегистрированные в предыдущих процессах плавки.
На стадии (e) способа в соответствии с настоящим изобретением выбирают профиль измерения MP(n), соответствующий прогнозируемому значению температуры Tpred(n), из предоставленного набора данных, связывающих прогнозируемые значения температуры Tpred с соответствующими профилями измерения MP.
В соответствии с одним предпочтительным вариантом осуществления выбор профиля температуры MP(n) дополнительно связан с характеристиками кабеля с оптоволоконной сердцевиной.
На стадии (f) способа в соответствии с настоящим изобретением профиль измерения MP(n) применяют в момент времени t(n) для получения измеренного значения температуры Tmes(n).
Применение профиля измерения MP(n) приводит к определению измеренного значения температуры Tmes(n) ванны с расплавленным металлом в момент времени t(n).
Измеренное значение температуры Tmes(n) может быть выше или ниже прогнозируемой температуры Tpred(n).
Поскольку измеренное значение температуры Tmes(n) может отличаться от прогнозируемой температуры Tpred(n), могут отличаться и соответствующие моменты времени в модели F(t), описывающей изменение температуры ванны с расплавленным металлом с течением времени. Другими словами, момент времени t(n), в который получено значение температуры Tmes(n), необязательно соответствует моменту времени для прогнозируемой температуры Tpred(n) в модели F(t).
На стадии (g) способа в соответствии с настоящим изобретением рассчитывают прогнозируемое значение температуры Tpred(n+1) ванны с расплавленным металлом на основании измеренного значения температуры Tmes(n), модели F(t) и временного интервала Δt.
Другими словами, стадия (g) приводит к получению прогнозируемого значения температуры Tpred(n+1) после истечения временного интервала Δt после получения измеренного значения температуры Tmes(n) в момент времени t(n). Прогнозирование основано на модели F(t), в которой в качестве входных параметров используют измеренное значение температуры Tmes(n) и временной интервал Δt. Кроме того, измеренное значение температуры Tmes(n) непосредственно связано с моментом t(n) времени.
На стадии (h) способа в соответствии с настоящим изобретением выбирают профиль измерения MP(n+1), соответствующий прогнозируемому значению температуры Tpred(n+1), из предоставленного набора данных, связывающих прогнозируемые значения температуры Tpred с соответствующими профилями измерения MP.
В соответствии с одним предпочтительным вариантом осуществления выбор профиля измерения температуры MP(n+1) дополнительно связан с характеристиками кабеля с оптоволоконной сердцевиной.
На стадии (i) способа в соответствии с настоящим изобретением применяют профиль измерения MP(n+1) в момент времени t(n+1) для получения измеренного значения температуры Tmes(n+1), где t(n+1) определяют по формуле
t(n+1) = t(n) + Δt.
Применение профиля измерения MP(n+1) приводит к определению измеренного значения температуры Tmes(n+1) ванны с расплавленным металлом в момент времени t(n+1).
В одном предпочтительном варианте осуществления скорость подачи vfed(n+1) в профиле измерения MP(n+1) выше скорости подачи vfed(n) в профиле измерения MP(n).
Предпочтительно в случае, если в качестве профиля измерения MP(n) и профиля измерения MP(n+1) применяют профили измерения MP, определяющие по меньшей мере две скорости подачи vfed1 и vfed2, скорость подачи vfed2(n+1) в профиле измерения MP(n+1) выше скорости подачи vfed2(n) в профиле измерения MP(n).
Предпочтительно, чтобы продолжительность периода времени от t1 до t2 в профиле измерения MP(n+1) была короче, чем в профиле измерения MP(n).
Предпочтительно стадии (d)-(i) выполняют по порядку друг за другом.
Предпочтительно выполнять стадию (a) перед стадиями (d)-(i), наиболее предпочтительно перед стадиями (e)-(i).
Более предпочтительно выполнять способ в соответствии с одним из следующих порядков выполнения стадий:
(a) - (b) - (c) - (d) - (e) - (f) - (g) - (h) - (i),
(b) - (a) - (c) - (d) - (e) - (f) - (g) - (h) - (i),
(b) - (c) - (a) - (d) - (e) - (f) - (g) - (h) - (i) или
(b) - (c) - (d) - (a) - (e) - (f) - (g) - (h) - (i).
В соответствии с одним дополнительным предпочтительным вариантом осуществления стадию (b) выполняют после стадии (f).
Более предпочтительно выполнять способ в соответствии с одним из следующих порядков выполнения стадий:
(a) - (c) - (d) - (e) - (f) - (b) - (g) - (h) - (i) или
(c) - (a) - (d) - (e) - (f) - (b) - (g) - (h) - (i).
В соответствии с дополнительным предпочтительным вариантом осуществления предоставление модели F(t), описывающей изменение температуры ванны с расплавленным металлом с течением времени, включает стадии (b1)-(b4):
(b1) определение максимальной разности температур ΔTmax между прогнозируемой температурой Tpred и измеренным значением температуры Tmes;
(b2) определение максимального размера перепада температур ΔTstep;
(b3) сравнение разности ΔT(n) между измеренным значением температуры Tmes(n) и прогнозируемой температурой Tpred(n) с максимальной разностью ΔTmax;
(b4) предоставление модели F(t), где
F(t) = Tpred(n) + ΔTstep
если ΔT(n) превышает определенную максимальную разность температур ΔTmax.
В соответствии с одним предпочтительным вариантом осуществления предоставление F(t) дополнительно не ограничивается, если ΔT(n) меньше определенной максимальной разности температур ΔTmax.
Предпочтительно стадию (b), включающую стадии (b1)-(b4), выполняют после стадии (f).
В соответствии с одним предпочтительным вариантом осуществления способ выполняют в соответствии с одним из следующих порядков выполнения стадий:
(a) - (c) - (d) - (e) - (f) - [(b) - {(b1) - (b2) - (b3) - b4)}] - (g) - (h) - (i) или
(c) - (a) - (d) - (e) - (f) - [(b) - {(b1) - (b2) - (b3) - b4)}] - (g) - (h) - (i).
Применение данного обладающего признаками изобретения способа в соответствии с одним предпочтительным вариантом осуществления, включающим стадии (b1)-(b4), предпочтительно позволяет прогнозировать значения температуры на основании максимального размера перепада температур ΔTstep.
Предпочтительно размер перепада температур ΔTstep представляет собой предварительно определенную разность температур.
Этот вариант осуществления данного обладающего признаками изобретения способа позволяет избежать применения профилей измерения, которые с большой степенью вероятности не соответствуют фактической температуре ванны с расплавленным металлом. Другими словами, это позволяет адаптироваться к измеренным значениям температуры, полученным на первой стадии измерения, которые с большой степенью вероятности не представляют фактическую полученную температуру.
Предпочтительно способ в соответствии с настоящим изобретением выполняют более одного раза.
Кроме того, в настоящем изобретении предложена система для определения серии из по меньшей мере двух значений температуры Tmes(n) и Tmes(n+1) ванны с расплавленным металлом, причем система содержит устройство и модуль, при этом модуль выполнен с возможностью взаимодействия с устройством.
Предпочтительно система выполнена с возможностью осуществления способа в соответствии с настоящим изобретением, который включает следующие стадии
(a) обеспечение набора данных, связывающих прогнозируемые значения температуры Tpred ванны с расплавленным металлом с соответствующими профилями измерения MP;
(b) предоставление модели F(t), описывающей изменение температуры ванны с расплавленным металлом с течением времени;
(c) определение временного интервала Δt;
(d) выбор будущего момента времени t(n) и прогнозирование значения температуры Tpred(n) ванны с расплавленным металлом для момента времени t(n);
(e) выбор профиля измерения MP(n), соответствующего прогнозируемому значению температуры Tpred(n), из предоставленного набора данных, связывающих прогнозируемые значения температуры Tpred с соответствующими профилями измерения MP;
(f) применение профиля измерения MP(n) в момент времени t(n) для получения измеренного значения температуры Tmes(n);
(g) вычисление прогнозируемого значения температуры Tpred(n+1) ванны с расплавленным металлом на основании измеренного значения температуры Tmes(n), модели F(t) и временного интервала Δt;
(h) выбор профиля измерения MP(n+1), соответствующего прогнозируемому значению температуры Tpred(n+1), из предоставленного набора данных, связывающих прогнозируемые значения температуры Tpred с соответствующими профилями измерения MP;
(i) применение профиля измерения MP(n+1) в момент времени t(n+1) для получения измеренного значения температуры Tmes(n+1), где t(n+1) определяют как
t(n+1) = t(n) + Δt.
Предпочтительные варианты осуществления, относящиеся к обладающему признаками изобретения способу, относятся к предпочтительным вариантам осуществления, приведенным выше.
Система в соответствии с настоящим изобретением содержит устройство, которое содержит кабель с оптоволоконной сердцевиной и детектор. Предпочтительные варианты осуществления, относящиеся к кабелю с оптоволоконной сердцевиной и детектору, относятся к предпочтительным вариантам осуществления, приведенным выше для обладающего признаками изобретения способа.
Система в соответствии с настоящим изобретением содержит модуль, причем модуль содержит блок хранения данных, блок обработки данных и блок управления.
Предпочтительно блок хранения данных, блок обработки данных и блок управления выполнены с возможностью взаимодействия друг с другом.
В соответствии с настоящим изобретением блок хранения данных модуля содержит
(a1) элемент хранения для обеспечения набора данных, связывающих прогнозируемые значения температуры Tpred ванны с расплавленным металлом с соответствующими профилями измерения MP,
(a2) элемент хранения для предоставления модели F(t), описывающей изменение температуры ванны с расплавленным металлом с течением времени, и
(a3) элемент хранения для определения временного интервала Δt.
В соответствии с настоящим изобретением блок обработки данных модуля содержит
(b1) элемент обработки для выбора будущего момента времени и прогнозирования температуры Tpred ванны с расплавленным металлом в будущий момент времени,
(b2) элемент обработки для выбора профиля измерения MP, соответствующего прогнозируемой температуре Tpred, из предоставленного набора данных, связывающих прогнозируемые значения температуры Tpred с соответствующими профилями измерения MP, и
(b3) элемент обработки для вычисления прогнозируемой температуры Tpred ванны с расплавленным металлом на основании измеренного значения температуры Tmes, модели F(t) и временного интервала Δt.
В одном предпочтительном варианте осуществления блок обработки данных выполнен с возможностью обработки информации, хранящейся в блоке хранения данных.
В соответствии с настоящим изобретением блок управления модуля содержит
(c1) элемент управления для применения профиля измерения MP в момент времени для получения измеренного значения температуры Tmes.
В одном предпочтительном варианте осуществления блок управления выполнен с возможностью управления устройством.
В одном предпочтительном варианте осуществления система содержит средство подачи. В контексте настоящего изобретения под средством подачи может пониматься средство, которое обеспечивает подачу кабеля с оптоволоконной сердцевиной в ванну с расплавленным металлом. Такое средство может быть выбрано из группы, состоящей из системы подачи, элемента управления подачей, устройства выпрямления и направляющей трубки.
В соответствии с одним предпочтительным вариантом осуществления система дополнительно содержит катушку, которая вмещает в себя длину кабеля с оптоволоконной сердцевиной.
Идея, лежащая в основе изобретения, будет более подробно описана ниже в отношении вариантов осуществления, представленных на фигурах. Однако следует понимать, что настоящее изобретение не ограничивается показанными точными схемами и устройствами. В настоящем документе предложено следующее.
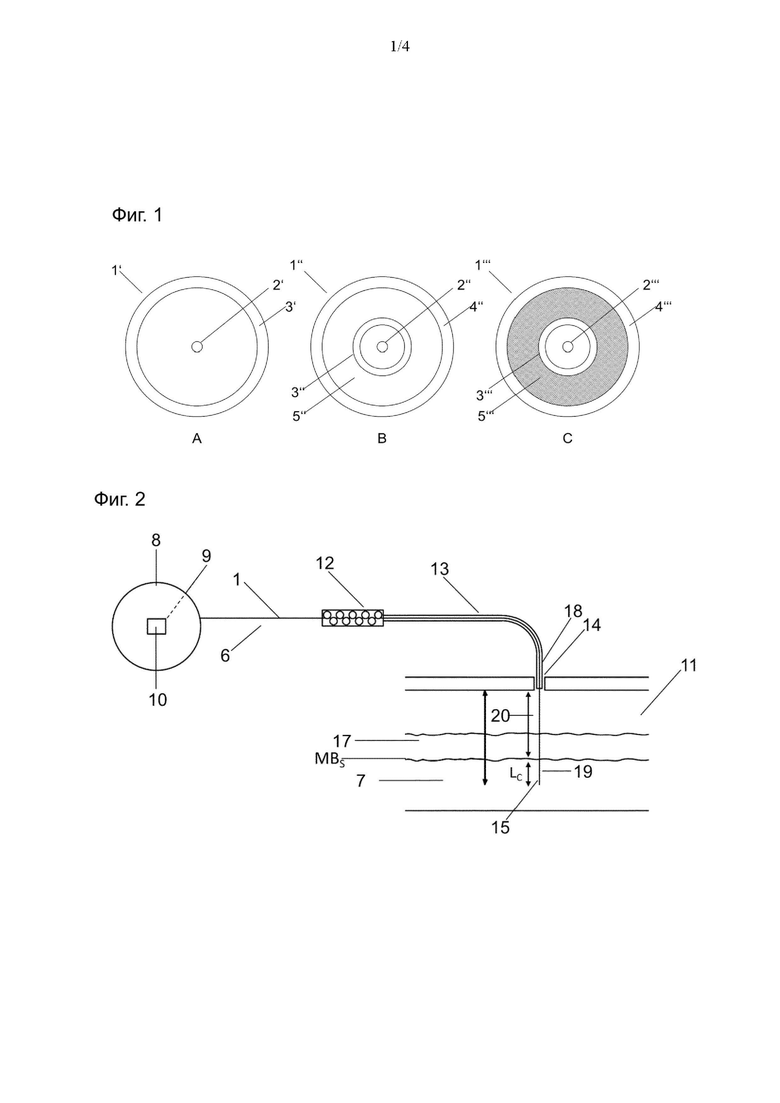
На фиг. 1 представлены схематические виды в поперечном сечении различных конструкций кабелей с оптоволоконной сердцевиной.
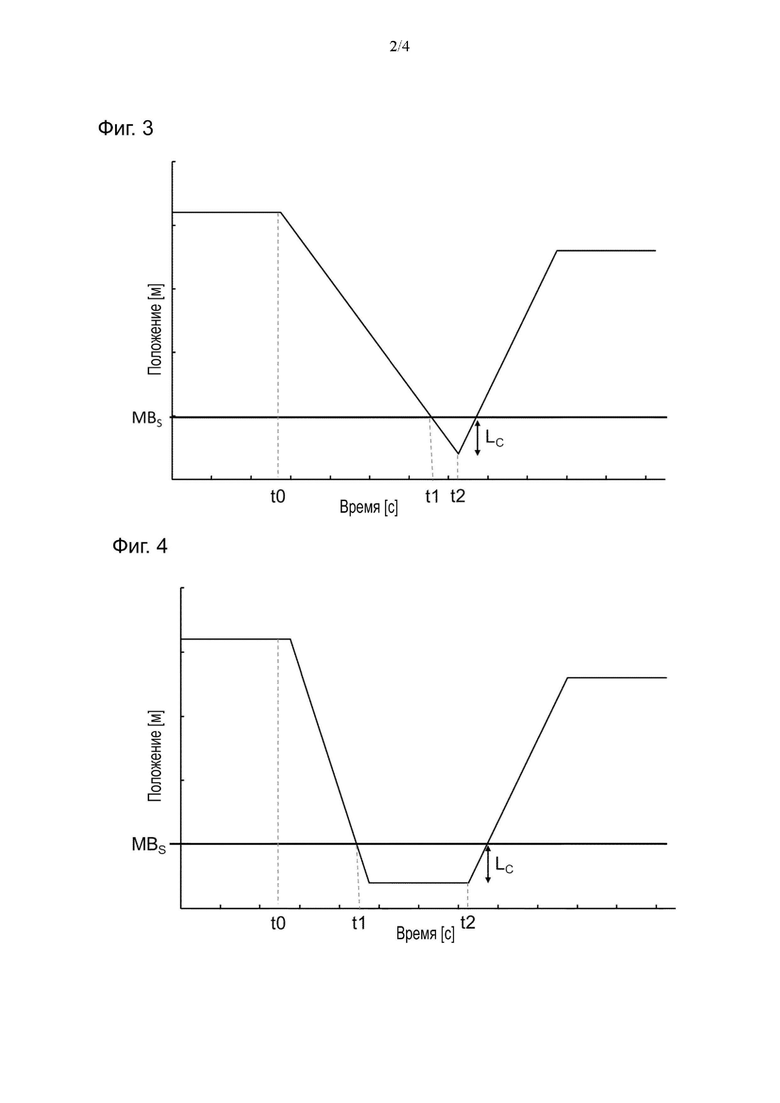
На фиг. 2 представлен схематический вид примера установки с ванной с расплавленным металлом, температуру которой требуется определить.
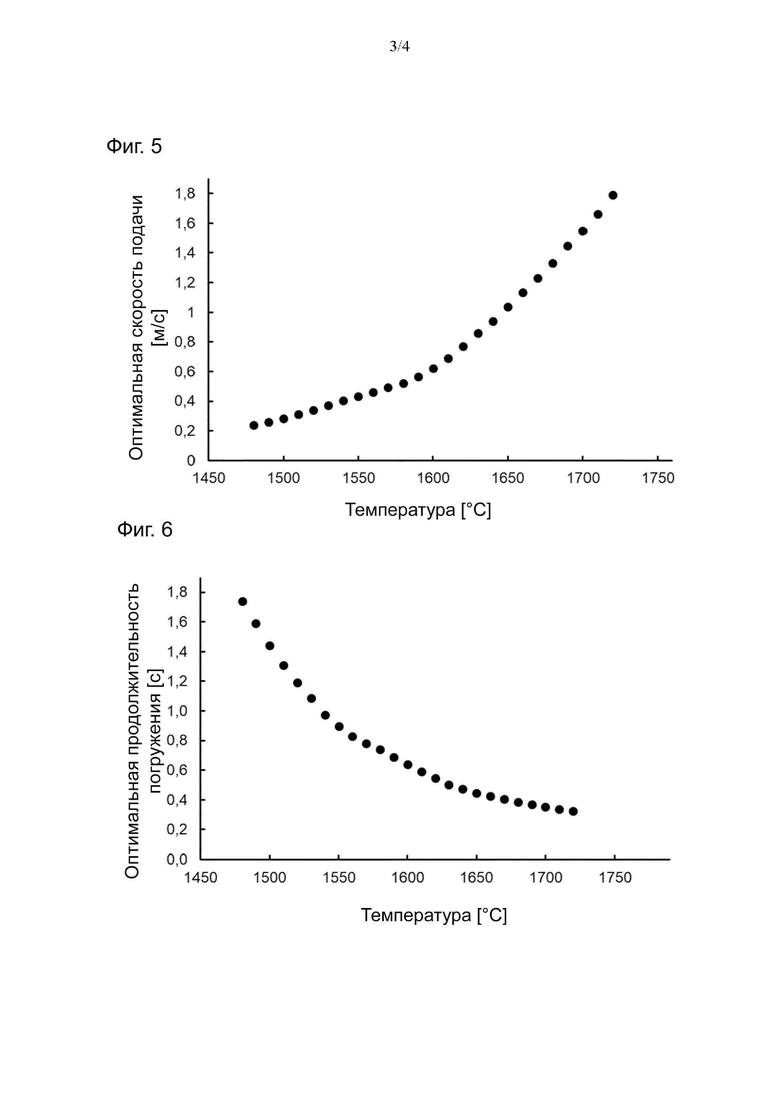
На фиг. 3 представлен график зависимости положения от времени, показывающий погружение переднего наконечника кабеля с оптоволоконной сердцевиной в процессе применения репрезентативного профиля измерения.
На фиг. 4 представлен график зависимости положения от времени, показывающий погружение переднего наконечника кабеля с оптоволоконной сердцевиной в процессе применения другого репрезентативного профиля измерения.
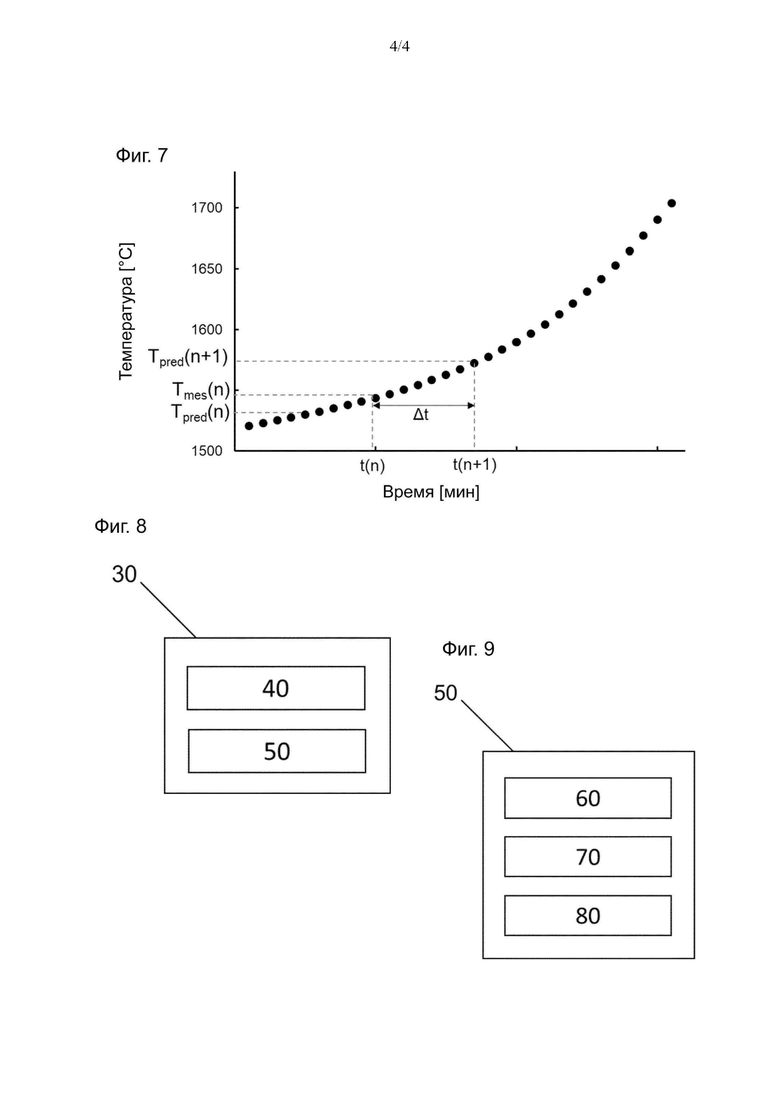
На фиг. 5 представлен график, иллюстрирующий соотношение между оптимальной скоростью подачи и измеренной температурой ванны.
На фиг. 6 представлен график, иллюстрирующий соотношение между оптимальной продолжительностью погружения и измеренной температурой ванны.
На фиг. 7 представлено ожидаемое изменение температуры ванны с расплавленным металлом со временем в примере процесса EAF.
На фиг. 8 представлен схематический вид системы в соответствии с одним вариантом осуществления настоящего изобретения.
На фиг. 9 представлен схематический вид модуля в соответствии с одним вариантом осуществления настоящего изобретения.
На фиг. 1 представлены схематические виды в поперечном сечении различных конструкций кабелей с оптоволоконной сердцевиной в соответствии с примером осуществления настоящего изобретения. На фиг. 1 A показан кабель 1’ с оптоволоконной сердцевиной, который содержит оптическое волокно 2’, окруженное металлической трубкой 3’.
На фиг. 1 B показан кабель 1’’ с оптоволоконной сердцевиной, который содержит оптическое волокно 2’’, окруженное металлической трубкой 3’’. Вторая металлическая трубка 4’’ дополнительно окружает металлическую трубку 3’’. Пустое пространство 5’’ между двумя металлическими трубками не заполнено твердым материалом; т.е. пустое пространство может содержать газ или газовую смесь.
На фиг. 1 C представлен кабель 1’’’ с оптоволоконной сердцевиной, который содержит оптическое волокно 2’’’, окруженное металлической трубкой 3’’’ и второй металлической трубкой 4’’’. Пустое пространство 5’’’ между двумя металлическими трубками заполнено материалом наполнителя, например волокнами из органического материала или стекла Е.
На фиг. 2 представлен схематический вид примера установки 6 с ванной 7 с расплавленным металлом, температуру которой требуется определить.
Установка 6 содержит кабель 1 с оптоволоконной сердцевиной, который расположен по меньшей мере частично на катушке 8 и по меньшей мере частично смотан с катушки 8 для проведения измерения. Один конец кабеля 9 с оптоволоконной сердцевиной соединен с детектором 10, который в свою очередь может быть соединен с компьютерной системой (не показана) для обработки данных, полученных с помощью кабеля 1 с оптоволоконной сердцевиной и детектора 10. Ванна 7 с расплавленным металлом содержится в резервуаре 11, который может представлять собой электродуговую печь (EAF), ковшовую печь (LMF) или любой конвертер, известный специалистам в области обработки расплавленного металла. Кабель 1 с оптоволоконной сердцевиной подают с помощью системы 12 подачи через направляющую трубку 13 в резервуар 11, имеющий точку 14 ввода. Показанная конфигурация выбрана в качестве примера, наличие свода с соответствующей точкой ввода не является обязательным условием для реализации настоящего изобретения.
Показанная конфигурация иллюстрирует пример положения измерения кабеля 1 с оптоволоконной сердцевиной, передний наконечник 15 которого погружен ниже поверхности ванны MBS с расплавленным металлом. Угол погружения кабеля 1 с оптоволоконной сердцевиной относительно поверхности ванны MBS с расплавленным металлом в представленном варианте осуществления составляет 90°. Однако этот угол может изменяться в зависимости от конструктивных особенностей оборудования на металлургическом предприятии.
Температура части кабеля 1 с оптоволоконной сердцевиной, проходящего от катушки 8 до точки ввода резервуара 14, может считаться низкой и может находиться в диапазоне, например, от комнатной температуры до 100°C. После прохождения точки 14 ввода в направлении относительно ванны 7 с расплавленным металлом сначала на пути встречается горячая атмосфера с температурой до 1700°C или даже выше, за которой следует слой 17 шлака, за которым в свою очередь следует ванна 7 с расплавленным металлом. Точка 14 ввода в резервуар может быть оснащена продувочной фурмой 18 для предотвращения проникновения металла и шлака в направляющую трубку 13.
Можно примерно оценить оптимальный уровень ванны 7 с расплавленным металлом для каждого металлургического резервуара по его конструкции и режиму работы.
Чтобы получить измерение температуры, кабель 1 с оптоволоконной сердцевиной подают передним наконечником на погружаемом конце 15 к ванне 7 с расплавленным металлом на требуемую глубину погружения. Для получения надежных измерений температуры может быть желательно измерять ее на более или менее фиксированной глубине погружения в ванну с расплавленным металлом. Приемлемая система 12 подачи будет точно контролировать скорость подачи кабеля 1 с оптоволоконной сердцевиной.
После выполнения последовательности измерения часть кабеля с оптоволоконной сердцевиной, погруженная в ванну 19 с расплавленным металлом, расплавится и, таким образом, будет израсходована. Длина этой части обозначена LC. После выполнения измерения часть кабеля 20 с оптоволоконной сердцевиной, расположенную в горячей атмосфере и проходящую через слой шлака, можно отвести назад в направлении катушки 8 и можно повторно использовать для следующего измерения.
На фиг. 3 представлен график зависимости положения от времени, показывающий погружение переднего наконечника кабеля с оптоволоконной сердцевиной в процессе применения репрезентативного профиля измерения. По оси x откладывается время, в то время как по оси y откладывается положение переднего наконечника. Положение поверхности ванны MBS с расплавленным металлом указано для ориентации. До начала измерения; т.е. до момента t0 времени, передний наконечник располагается в начальной точке. Это положение может находиться внутри металлургического резервуара и вблизи точки ввода; т.е. поблизости от точки, в которой кабель с оптоволоконной сердцевиной вводят в резервуар. Кабель с оптоволоконной сердцевиной подают в течение периода времени от t0 до t2 с скоростью подачи к ванне с расплавленным металлом. Эта продолжительность обычно находится в диапазоне нескольких секунд. Передний наконечник кабеля с оптоволоконной сердцевиной вводят в ванну с расплавленным металлом в момент времени t1, т.е. t1 является моментом времени, с которого передний наконечник погружен ниже поверхности ванны с расплавленным металлом. На представленном графике применяют одну скорость подачи, но подача может включать в себя несколько фаз с различными скоростями подачи. Во время проведения измерения может быть включена даже фаза без подачи; т.е. стационарная фаза, как показано на графике, представленном на фиг. 4, где показан другой предпочтительный вариант осуществления. Измерение температуры осуществляют в течение периода времени измерения от t1 до t2. Для получения надежных измерений передний наконечник должен быть погружен ниже поверхности ванны с расплавленным металлом. Значения температуры, полученные на более ранней фазе подачи, часто могут не отражать общую температуру ванны с расплавленным металлом. После момента времени t2 кабель с оптоволоконной сердцевиной отводят из ванны с расплавленным металлом назад в положение над поверхностью. В идеале часть кабеля с оптоволоконной сердцевиной, погруженная ниже поверхности ванны LC с расплавленным металлом, расходуется до момента времени t2.
Время, необходимое для полного израсходования погруженной части кабеля с оптоволоконной сердцевиной до поверхности ванны с расплавленным металлом, зависит от температуры расплавленного металла и характеристик кабеля с оптоволоконной сердцевиной. Указанные характеристики кабеля с оптоволоконной сердцевиной, влияющие на характеристики его плавления или расходования, включают в себя конструкцию этого кабеля и материалы, из которых он изготовлен. Например, металлическая трубка с большей толщиной стенки расплавляется медленнее, чем металлическая трубка того же материала, но с меньшей толщиной стенки. Поскольку ожидается, что расходование кабеля с оптоволоконной сердцевиной будет происходить тем быстрее, чем выше будет температура ванны с расплавленным металлом, продолжительность профиля измерения может быть тем короче, чем выше будет температура ванны с расплавленным металлом. По указанным причинам преимущественно скорректировать параметры схемы подачи в соответствии с измеряемой температурой.
Характеристики плавления и расстекловывания кабеля с оптоволоконной сердцевиной зависят от количества тепла, передаваемого из среды, которое непосредственно связано со скоростью подачи переднего наконечника. В частности, в тех случаях, когда ранее уже проводили какие-либо измерения, часть погружаемого конца, содержащая передний наконечник, уже может быть повреждена. Чем больше было время пребывания в ходе предыдущей последовательности измерения в зонах с повышенными тепловыми нагрузками, тем больше повреждений можно наблюдать. Применение способа в соответствии с настоящим изобретением сводит такое повреждение к минимуму.
Было отмечено, что различные параметры, применяемые для получения значения температуры во время применения профиля измерения, обеспечивают различные уровни качества измерения. Качество измерения профиля измерения относится к различным уровням точности измерения по сравнению со значениями измерений, полученными с использованием стационарно установленной стандартной термопары. Идея, лежащая в основе настоящего изобретения, заключается в адаптации конкретного профиля измерения к ожидаемой измеряемой температуре. На фиг. 5 представлен график, иллюстрирующий соотношение между оптимальной скоростью подачи, применяемой во время последовательности измерения; т.е. применяемым профилем измерения; и полученной температурой. Эта зависимость может быть связана с характеристиками плавления и разложения кабеля с оптоволоконной сердцевиной, которые, как известно, зависят от температуры ванны с расплавленным металлом. Предпочтительно среднюю скорость подачи переднего наконечника выбирают тем выше, чем выше ожидаемая измеряемая температура.
На фиг. 6 представлен график, иллюстрирующий соотношение между оптимальной продолжительностью погружения переднего наконечника кабеля с оптоволоконной сердцевиной в последовательности измерения; т.е. продолжительностью между t1 и t2, как показано на фиг. 3 и фиг. 4; и полученной температурой. Распознаваемая корреляция между более короткой продолжительностью погружения при более высоких температурах ванны указывает на то, что время погружения кабеля с оптоволоконной сердцевиной в часть с расплавленным металлом предпочтительно выбирают тем короче, чем выше ожидаемая температура ванны с расплавленным металлом.
На фиг. 7 показано ожидаемое изменение температуры ванны с расплавленным металлом со временем в примере процесса EAF, иллюстрирующем постоянное увеличение температуры. Это изменение представляет собой пример модели для изменения температуры ванны с расплавленным металлом. Кроме того, на фиг. 7 представлено соотношение между параметрами и переменными, на которых основана стадия прогнозирования температуры. В соответствии с одним вариантом осуществления настоящего изобретения измерение проводят в момент t(n) времени с получением измеренного значения температуры Tmes(n) в этот момент времени. Профиль измерения, применяемый ранее, выбирают на основании температуры Tpred(n), представляющей собой ожидаемую температуру в данный момент времени. Поскольку температура Tpred(n) представляет собой прогнозируемую температуру, она может отличаться от измеренного значения температуры Tmes(n). Следует особо подчеркнуть, что момент времени, который относится к прогнозируемому значению температуры Tpred(n), необязательно соответствует моменту времени t(n), который относится к измеренному значению температуры Tmes(n), в модели, описывающей ожидаемое изменение температуры ванны с расплавленным металлом. После определения первого измеренного значения температуры Tmes(n) момент времени t(n+1) для второго измерения температуры определяют позже t(n) через предварительное заданный промежуток времени Δt. В качестве основы для выбора наиболее приемлемого профиля измерения для этого второго измерения требуется ожидаемое для этого момента времени значение температуры Tpred(n+1). Это значение температуры прогнозируется на основании ожидаемого изменения температуры ванны с расплавленным металлом в течение промежутка времени Δt между t(n) и t(n+1).
На фиг. 8 представлен схематический вид системы 30 в соответствии с одним вариантом осуществления настоящего изобретения. Система 30 выполнена с возможностью осуществления способа в соответствии с настоящим изобретением. В частности, она выполнена с возможностью обеспечения набора данных, связывающих прогнозируемые температуры с профилями измерения, которые обеспечивают оптимальные уровни качества измерения для соответствующей прогнозируемой температуры. Система 30 дополнительно выполнена с возможностью прогнозирования такой температуры. Кроме того, система 30 выполнена с возможностью определения временного интервала. Кроме того, система 30 выполнена с возможностью вычисления температуры на основании модели, описывающей изменение температуры ванны с расплавленным металлом с течением времени. Такую расчетную температуру также следует понимать как прогнозируемую температуру. Система 30 дополнительно выполнена с возможностью предоставления модели. Кроме того, система 30 выполнена с возможностью выбора профиля измерения из предоставленного набора данных. Выбранный профиль измерения основан либо на прогнозируемой температуре, либо температуре, рассчитанной на основе модели. Кроме того, система 30 выполнена с возможностью применения этого профиля измерения.
Система содержит устройство 40, причем устройство 40 содержит кабель с оптоволоконной сердцевиной и детектор. Кроме того, система содержит модуль 50. Устройство 40 и модуль 50 подобраны с возможностью взаимодействия друг с другом; т.е. модуль выполнен с возможностью осуществления способа в соответствии с настоящим изобретением с помощью устройства 40, в результате чего осуществляют измерение значений температуры ванны с расплавленным металлом.
На фиг. 9 более подробно представлена схема модуля 50. Модуль 50 содержит блок 50 хранения данных, блок 70 обработки данных и блок 80 управления.
Ниже будут приведены иллюстративные условия в соответствии с обладающим признаками изобретения способом.
Пример
Устройство, содержащее кабель с оптоволоконной сердцевиной, устанавливали в репрезентативную электродуговую печь (EAF) в соответствии с фиг. 2. Кабель с оптоволоконной сердцевиной содержит волокно с плавно изменяющимся показателем преломления с диаметром сердцевины 50 мкм и трубку из нержавеющей стали с наружным диаметром 1,3 мм. Волокно с металлической трубкой было заключено в трубку из нержавеющей стали с наружным диаметром 6 мм и толщиной стенки 0,3 мм.
Печь EAF загружали ломом и начинали процесс плавки. Для типичной потребляемой электроэнергии в 60 МВт ожидаемое на основании предыдущих измерений изменение температуры показано на фиг. 7.
На основании статистических данных оборудования на металлургическом предприятии и потребляемой накопленной энергии печи EAF ожидаемая температура в момент времени для первого измерения составляла 1540°C. Был выбран профиль измерения для ожидаемой температуры 1540°C, определяющий среднюю скорость подачи 0,4 м/с и продолжительность профиля 1,0 с. Полученное значение температуры составило 1560°C, т.е. при измерении фактической температуры ванны с расплавленным металлом была получена более высокая температура, чем прогнозировалось. Для конкретного оборудования на металлургическом предприятии ожидаемое увеличение температуры для этого диапазона температур составляло 15°C/мин. Следующее измерение планировалось выполнить через 2 мин после первого измерения; т.е. ожидаемая температура составляла 1590°C. Из профиля измерения для ожидаемой температуры 1590°C были определены оптимальная средняя скорость подачи 0,5 м/с и продолжительность профиля 0,75 с. Измеренное значение температуры 1600°C было получено после применения второго профиля измерения в момент времени через 1 мин после первого измерения.
Третье измерение планировалось выполнить через 1 мин после второго измерения. В соответствии с ожидаемым изменением температуры ожидаемая измеряемая температура составила 1620°C, а из соответствующего профиля измерения были определены оптимальная средняя скорость подачи 0,8 м/с и продолжительность профиля 0,54 с. Полученное значение измеренной температуры составило 1625°C.
Список номеров позиций
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И СИСТЕМА ДЛЯ ОПРЕДЕЛЕНИЯ СЕРИИ ЗНАЧЕНИЙ ТЕМПЕРАТУРЫ ВАННЫ С РАСПЛАВЛЕННЫМ МЕТАЛЛОМ | 2021 |
|
RU2817528C1 |
| СПОСОБ И СИСТЕМА ДЛЯ ОПРЕДЕЛЕНИЯ ЗНАЧЕНИЯ ТЕМПЕРАТУРЫ ВАННЫ С РАСПЛАВЛЕННЫМ МЕТАЛЛОМ | 2022 |
|
RU2813452C1 |
| СПОСОБ И СИСТЕМА ДЛЯ ОПРЕДЕЛЕНИЯ ЗНАЧЕНИЯ ТЕМПЕРАТУРЫ ВАННЫ С РАСПЛАВЛЕННЫМ МЕТАЛЛОМ | 2021 |
|
RU2813101C1 |
| ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ВАННЫ С РАСПЛАВЛЕННЫМ МЕТАЛЛОМ С ПОМОЩЬЮ ОПТИЧЕСКОГО УСТРОЙСТВА | 2022 |
|
RU2827027C2 |
| ПРОВОЛОКА С СЕРДЕЧНИКОМ, СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2712991C2 |
| СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ВАННЫ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2017 |
|
RU2710384C2 |
| ОПТОВОЛОКОННАЯ СЕНСОРНАЯ СИСТЕМА | 2013 |
|
RU2538076C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОКАТНЫМ СТАНОМ | 2012 |
|
RU2583550C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2014 |
|
RU2576277C2 |
| СПОСОБ ОТЛИВКИ СОСТАВНОГО СЛИТКА С КОМПЕНСАЦИЕЙ ИЗМЕНЕНИЯ ТЕМПЕРАТУРЫ МЕТАЛЛА | 2011 |
|
RU2510782C1 |
Настоящее изобретение относится к способу и системе для определения серии из по меньшей мере двух значений температуры ванны с расплавленным металлом с помощью устройства, содержащего кабель с оптоволоконной сердцевиной и детектор. Было показано, что способ в соответствии с настоящим изобретением является особенно приемлемым для множества повторных измерений, в ходе которых температура ванны с расплавленным металлом изменяется между измерениями. Согласно заявленному предложению обеспечивают наличие набора данных, связывающих прогнозируемые значения температуры Tpred ванны с расплавленным металлом с соответствующими профилями измерения MP. Предоставляют модель F(t), описывающую изменение температуры ванны с расплавленным металлом с течением времени, и выбирают будущий момент времени t(n) и прогнозируют значение температуры Tpred(n) ванны с расплавленным металлом для момента времени. Выбирают профиль измерения MP и применяют выбранный профиль измерения MP(n) в момент времени t(n) для получения измеренного значения температуры Tmes(n). Вычисляют прогнозируемое значение температуры Tpred(n+1) ванны с расплавленным металлом и выбирают профиль измерения MP(n+1), соответствующий прогнозируемому значению температуры Tpred(n+1). Применяют выбранный профиль измерения MP(n+1) в момент времени t(n+1) для получения измеренного значения температуры Tmes(n+1). Технический результат – повышение точности измерений. 2 н. и 13 з.п. ф-лы, 9 ил. 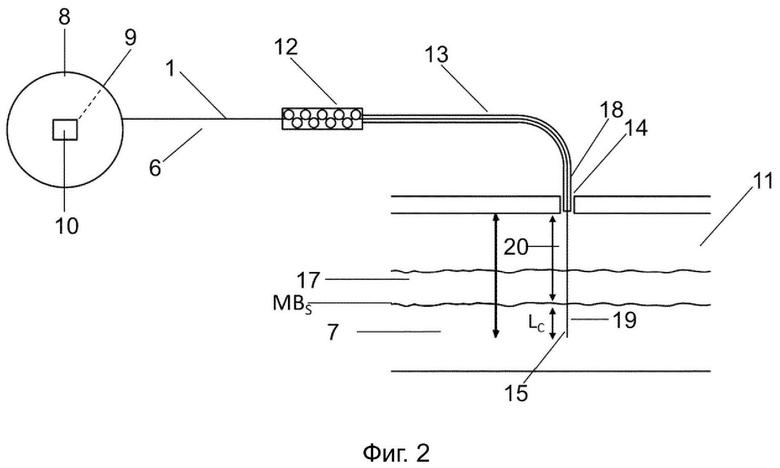
1. Способ измерения серии из по меньшей мере двух значений температуры Tmes(n) и Tmes(n+1) ванны с расплавленным металлом, включающий подачу наконечника кабеля с оптоволоконной сердцевиной к ванне с расплавленным металлом и получение информации о температуре с помощью детектора, отличающийся тем, что
(a) обеспечивают наличие набора данных, связывающих прогнозируемые значения температуры Tpred ванны с расплавленным металлом с соответствующими профилями измерения MP; при этом профиль измерения представляет собой последовательность стадий, которую осуществляют для получения температуры ванны расплавленного металла;
(b) предоставляют модель F(t), описывающую изменение температуры ванны с расплавленным металлом с течением времени;
(d) выбирают будущий момент времени t(n) и прогнозируют значение температуры Tpred(n) ванны с расплавленным металлом для момента времени t(n);
(e) выбирают профиль измерения MP(n), соответствующий прогнозируемому значению температуры Tpred(n), из предоставленного набора данных, связывающих прогнозируемые значения температуры Tpred с соответствующими профилями измерения MP;
(f) применяют выбранный профиль измерения MP(n) в момент времени t(n) для получения измеренного значения температуры Tmes(n);
(c) определяют временной интервал Δt;
(g) вычисляют прогнозируемое значение температуры Tpred(n+1) ванны с расплавленным металлом на основании измеренного значения температуры Tmes(n), модели F(t) и временного интервала Δt;
(h) выбирают профиль измерения MP(n+1), соответствующий прогнозируемому значению температуры Tpred(n+1), из предоставленного набора данных, связывающих прогнозируемые значения температуры Tpred с соответствующими профилями измерения MP; и
(i) применяют выбранный профиль измерения MP(n+1) в момент времени t(n+1) для получения измеренного значения температуры Tmes(n+1), где t(n+1) определяют как
t(n+1) = t(n) + Δt.
2. Способ по любому из предшествующих пунктов, в котором расплавленный металл представляет собой расплавленную сталь.
3. Способ по любому из предшествующих пунктов, в котором модель F(t), описывающая изменение температуры ванны с расплавленным металлом с течением времени, представляет собой линейную функцию.
4. Способ по любому из предшествующих пунктов, в котором модель F(t), описывающая изменение температуры, основана на предыдущих измерениях.
5. Способ по любому из предшествующих пунктов, в котором модель F(t), описывающая изменение температуры ванны с расплавленным металлом с течением времени, основана на рабочих параметрах.
6. Способ по любому из предшествующих пунктов, в котором модель F(t), описывающая изменение температуры ванны с расплавленным металлом с течением времени, получена способом, включающим следующие стадии:
(i) обеспечение набора данных, связывающих характеристики ванны с расплавленным металлом с зарегистрированными данными для моделей F(t), описывающих изменение температуры ванны с расплавленным металлом с течением времени;
(ii) обеспечение характеристик ванны с расплавленным металлом;
(iii) прием модели F(t), соответствующей характеристикам ванны с расплавленным металлом, из предоставленного набора данных, связывающих характеристики ванны с расплавленным металлом с зарегистрированными данными для моделей F(t), описывающих изменение температуры ванны с расплавленным металлом с течением времени.
7. Способ по любому из предшествующих пунктов, в котором продолжительность временного интервала Δt определяют способом, включающим следующие стадии:
(i) обеспечение набора данных, связывающих рабочие параметры с продолжительностями временных интервалов Δt;
(ii) обеспечение рабочих параметров;
(iii) прием продолжительности временного интервала Δt из предоставленного набора данных, соответствующих рабочим параметрам.
8. Способ по любому из предшествующих пунктов, в котором выбор продолжительности временного интервала Δt основан на измеренном значении температуры Tmes(n) на стадии (f).
9. Способ по любому из предшествующих пунктов, в котором профиль измерения MP определяет по меньшей мере одну из следующих стадий:
(i) обеспечение кабеля с оптоволоконной сердцевиной, передний наконечник которого находится над поверхностью ванны с расплавленным металлом;
(ii) подача переднего наконечника кабеля с оптоволоконной сердцевиной в течение периода времени от t0 до t2 с по меньшей мере одной скоростью подачи vfed к ванне с расплавленным металлом и ниже поверхности ванны с расплавленным металлом, причем передний наконечник кабеля с оптоволоконной сердцевиной находится ниже поверхности ванны с расплавленным металлом в течение периода времени от t1 до t2;
(iii) получение информации о температуре в течение периода времени измерения от t1 до t2;
(iv) отведение кабеля с оптоволоконной сердцевиной со скоростью vret в положение над ванной с расплавленным металлом.
10. Способ по п. 9, в котором профиль измерения MP дополнительно определяет стадию в течение стационарного периода времени от t1 до t2, в течение которой подачу переднего наконечника кабеля с оптоволоконной сердцевиной приостанавливают или подают передний наконечник кабеля с оптоволоконной сердцевиной с низкой скоростью.
11. Способ по п. 9 или 10, в котором подачу на стадии (ii) профиля измерения MP осуществляют по меньшей мере с двумя скоростями подачи vfed1 и vfed2.
12. Способ по любому из предшествующих пунктов, в котором скорость подачи vfed(n+1) из профиля измерения MP(n+1) выше скорости подачи vfed(n) из профиля измерения MP(n).
13. Способ по любому из предшествующих пунктов, в котором продолжительность периода времени от t1 до t2 в профиле измерения MP(n+1) короче, чем в профиле измерения MP(n).
14. Способ по любому из предшествующих пунктов, в котором предоставление модели F(t), описывающей изменение температуры ванны с расплавленным металлом с течением времени на стадии (b), включает стадии (b1)–(b4):
(b1) определение максимальной разности температур ΔTmax между прогнозируемой температурой Tpred и измеренным значением температуры Tmes;
(b2) определение максимального размера перепада температур ΔTstep;
(b3) сравнение разности ΔT(n) между измеренным значением температуры Tmes(n) и прогнозируемой температурой Tpred(n) с максимальной разностью ΔTmax;
(b4) предоставление модели F(t), где
F(t) = Tpred(n) + ΔTstep,
если ΔT(n) превышает определенную максимальную разность температур ΔTmax.
15. Система для измерения серии из по меньшей мере двух значений температуры Tmes(n) и Tmes(n+1) ванны с расплавленным металлом, содержащая устройство и модуль, причем модуль выполнен с возможностью взаимодействия с устройством, при этом устройство содержит кабель с оптоволоконной сердцевиной и детектор,
причем модуль содержит блок хранения данных, блок обработки данных и блок управления, при этом блок хранения данных содержит
(a1) элемент хранения для обеспечения набора данных, связывающих прогнозируемые значения температуры Tpred ванны с расплавленным металлом с соответствующими профилями измерения MP, при этом профиль измерения представляет собой последовательность стадий, которую осуществляют для получения температуры ванны расплавленного металла;
(a2) элемент хранения для предоставления модели F(t), описывающей изменение температуры ванны с расплавленным металлом с течением времени;
(a3) элемент хранения для определения временного интервала Δt;
причем блок обработки данных содержит
(b1) элемент обработки для выбора будущего момента времени и прогнозирования температуры Tpred ванны с расплавленным металлом в будущий момент времени;
(b2) элемент обработки для выбора профиля измерения MP, соответствующего прогнозируемой температуре Tpred, из предоставленного набора данных, связывающих прогнозируемые значения температуры Tpred с соответствующими профилями измерения MP;
(b3) элемент обработки для вычисления прогнозируемой температуры Tpred ванны с расплавленным металлом на основании измеренного значения температуры Tmes, модели F(t) и временного интервала Δt,
и при этом блок управления содержит
(c1) элемент управления, выполненный с возможностью применения к указанному устройству профиля измерения MP в момент времени для получения с помощью указанного устройства измеренного значения температуры Tmes.
| JPH 10185698 A, 14.07.1998 | |||
| JP 2018151371 A, 27.09.2018 | |||
| ИНГИБИТОРЫ ФУРИНА | 2019 |
|
RU2799824C2 |
| WO 2016026530 A1, 25.02.2016 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ВАННЫ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2007 |
|
RU2416785C2 |
| ПЛЕНОЧНЫЙ ХОЛОДНЫЙ КАТОД | 1977 |
|
SU646778A1 |

