Данное изобретение относится к способу управления прокатным станом, при этом предусмотрено управление воздействующим на первую прокатную клеть прокатного стана исполнительным устройством во время прокатки участков полосы с учетом по меньшей мере одного управляющего параметра.
Кроме того, данное изобретение относится к компьютерной программе, которая содержит машинный код, который предназначен для выполнения с помощью управляющей вычислительной машины непосредственно для прокатного стана и выполнение которого с помощью управляющей вычислительной машины приводит к выполнению управляющей вычислительной машиной такого способа управления.
Кроме того, данное изобретение относится к управляющей вычислительной машине для прокатного стана, которая программирована так, что она выполняет во время работы такой способ управления.
Кроме того, данное изобретение относится к прокатному стану для прокатки полосы, который содержит по меньшей мере одну первую прокатную клеть и снабжен такой управляющей вычислительной машиной.
Колебания температуры по ширине и длине полосы могут приводить к значительным погрешностям в прокатном производстве. За счет изменяющейся твердости материала происходят изменения усилия прокатки, которые могут приводить, в свою очередь, к другим реакциям клети, которые в свою очередь приводят к изменению профиля очага деформации. Примерами таких реакций клети являются сплющивание валков, прогибание валков и пружинение клети. К этому добавляется изменение выпуклости валков за счет контакта рабочих валков с различно горячей полосой. Это также влияет на геометрию очага деформации. Если такие изменения профиля очага деформации не учитываются, то это приводит к погрешности толщины, профиля и плоскопараллельности.
Известное вычисление заданных значений прокатных станов (вычисление программы пропусков) может охватывать изменения температуры в продольном направлении лишь ограниченно (температуры в начале, в полосе и в конце) и совсем не может охватывать изменения в направлении ширины полосы. До настоящего времени такие эффекты компенсируются частично с помощью автоматического регулирования очага деформации (AGC=automatic gauge control), с помощью которого по меньшей мере частично компенсируются отклонения установки за счет реакции клети. Кроме того, известны технологии, в которых применяется измерение усилия прокатки в первой прокатной клети многоклетьевого прокатного стана, с целью предварительного управления остальными прокатными клетями.
Оба способа имеют недостатки. Так, регулирование очага деформации (AGC) не может реагировать на колебания температурного профиля по ширине полосы. Прежде всего, не учитывается асимметрия прочности материала (например, вызванная температурным клином) и связанная этим асимметрия реакции клети. Предварительное управление прокатными клетями многоклетьевого прокатного стана с помощью измерения усилия прокатки в первой прокатной клети прокатного стана не применимо в принципе к стану с одной клетью.
Особенно сильно проявляется эта проблема в комбинированных установках бесслитковой прокатки, в которых нет или имеются лишь ограниченные возможности компенсации колебаний температуры в полосе, так что температурные профили (по длине и/или ширине полосы) не выравниваются до достижения прокатной клети, соответственно, прокатных клетей. В стане горячей прокатки широкой полосы также могут происходить изменения температуры, например, за счет так называемых подхоложенных участков или неравномерного прогрева заготовки в печи.
Из DE 101 56 008 А1 и имеющего то же содержание US 2004/205 951 А1 известен способ управления прокатным станом, при этом
- для участков полосы перед первой прокатной клетью определяют температуру, которую имеют участки полосы,
- с помощью модели полосы вычисляют в реальном времени температуры участков полосы в момент прокатки соответствующего участка полосы в первой прокатной клети.
В DE 101 56 008 А1 происходит чисто определение характеристик температуры и, возможно, также фазовых превращений участков полосы, с целью обеспечения возможности подходящего регулирования нагревания полосы и/или охлаждения полосы. Использование определяемой температуры в рамках процесса прокатки как такового в DE 101 56 008 А1 не предусмотрено.
Из WO 2008/043 684 А1 известен способ управления прокатным станом, при этом
- для участков полосы перед первой прокатной клетью прокатного стана определяют температуру, которую имеют участки полосы,
- с помощью модели полос на основании определяемых температур прогнозируют температуры участков полосы в момент времени прокатки соответствующего участка полосы в первой прокатной клети,
- с применением прогнозируемых температур участков полосы определяют по меньшей мере один соответствующий управляющий параметр для прокатки участков полосы в первой прокатной клети,
- управляют воздействующим на первую прокатную клеть управляющим устройством во время прокатки соответствующего участка полосы с учетом соответствующего определяемого управляющего параметра.
Из реферата к патенту JP 61 289 908 А известен способ управления прокатным станом, в котором дополнительно к указанным применительно к WO 2008/043 684 А1 признакам реализованы следующие признаки:
- что для участков полосы с применением прогнозируемых температур прогнозируют для момента времени прокатки соответствующего участка полосы в первой прокатной клети соответствующий фактический на стороне обслуживания и соответствующий фактический на стороне привода модуль материала,
- что с помощью исполнительного устройства на стороне обслуживания и на стороне привода обеспечивается возможность оказания влияния на очаг деформации первой прокатной клети,
- модули материала соответствуют управляющим параметрам и используются управляющим устройством в момент прокатки соответствующего участка полосы в первой прокатной клети для определения параметров управления очагом деформации на стороне обслуживания и на стороне привода, и
- что прогнозируют температуры участков полосы для момента прокатки соответствующего участка полосы в первой прокатной клети с помощью модели полосы с первым горизонтом прогнозирования.
Из DE 35 15 429 А1 известен учет распределения температуры в подлежащей прокатке полосе по ширине полосы при определении ожидаемого износа валков.
Из ЕР 2 301 685 А1 известен способ управления (среди прочего) прокатным станом, при этом
- для участков полосы перед первой прокатной клетью прокатного стана определяют температуру, которую имеют участки полосы,
- с помощью модели полосы на основании определяемых температур прогнозируют температуры участков полосы в момент времени прокатки соответствующего участка полосы в первой прокатной клети,
- с применением прогнозируемых температур участков полосы определяют по меньшей мере один соответствующий управляющий параметр для прокатки участков полосы в первой прокатной клети,
- управляют воздействующим на первую прокатную клеть управляющим устройством во время прокатки соответствующего участка полосы с учетом соответствующего определяемого управляющего параметра.
Задача данного изобретения состоит в создании возможностей, с помощью которых можно учитывать ход изменения температуры полосы при прокатке полосы особенно предпочтительным образом, в частности, тогда, когда деформируемость полосы, например, на основании различий температуры и/или затвердевания, изменяется также по ширине полосы.
Задача решена с помощью способа управления с признаками п. 1 формулы изобретения. Предпочтительные варианты выполнения способа управления, согласно изобретению, являются предметом зависимых пунктов 2-11 формулы изобретения.
Согласно изобретению, в способе управления прокатным станом предусмотрено, что
- первый горизонт прогнозирования соответствует нескольким подлежащим прокатке в первой прокатной клети участкам полосы;
- для первого горизонта прогнозирования используют ход изменения регулирующей переменной для исполнительного устройства,
- с помощью хода изменения регулирующей переменной оказывают влияние на профиль образованного валками первой прокатной клети очага деформации,
- с помощью модели прокатной клети прогнозируют для первой прокатной клети с применением прогнозируемых температур участков полосы и используемого хода изменения регулирующей переменной для соответствующих первому горизонту прогнозирования участков полосы соответствующий профиль очага деформации, который образуют рабочие валки первой прокатной клети в момент прокатки соответствующего участка полосы,
- используемый ход изменения регулирующей переменной оптимируют на основании прогнозируемого для участков полосы профиля очага деформации и соответствующего заданного профиля, и
- фактическое значение оптимированного хода изменения регулирующей переменной соответствует управляющему параметру и задается исполнительному устройству в качестве регулирующей переменной.
За счет этого выполнения можно учитывать, в частности, ход изменения температуры полосы при регулировании профиля очага деформации.
Способ, согласно изобретению, может быть дополнительно улучшен за счет того, что
- модель полосы содержит модель материала, с помощью которой прогнозируется для подлежащих прокатке в первой прокатной клети участков полосы для момента времени прокатки соответствующего участка полосы в первой прокатной клети ожидаемое, отличное от температуры свойство материала, и
- прогнозируемые свойства материала учитывают при определении по меньшей мере одного управляющего параметра.
В некоторых случаях достаточно прогнозировать температуры для участков полосы в виде скалярных величин. Однако часто предпочтительно, когда прогнозируемые с помощью модели полосы температуры участков полосы имеют разрешение по месту в направлении ширины полосы. Предпочтительно, в этом случае уже определяемые для участков полосы температуры имеют разрешение по месту в направлении ширины полосы.
Способ, согласно изобретению, может быть дополнительно улучшен тем, что
- в модель усилия прокатки вводят по меньшей мере прогнозируемые температуры,
- с помощью модели усилия прокатки с применением прогнозируемых температур прогнозируют для соответствующих первому горизонту прогнозирования участков полосы требуемое для прокатки соответствующего участка полосы в первой прокатной клети усилие прокатки, и
- прогнозируют профили очага деформации с помощью модели прокатной клети с применением прогнозируемых усилий прокатки.
Исполнительное устройство для оказания влияния на профиль очага деформации может быть выполнено в зависимости от потребности. В частности, можно использовать противоизгиб валков и/или сдвиг валков. Предпочтительно, исполнительное устройство содержит охлаждающее валки устройство. Охлаждающим валки устройством можно управлять, в частности, с разрешением по месту в направлении ширины полосы.
Возможно, что способ управления выполняют со вторым горизонтом прогнозирования также для второй прокатной клети, расположенной после первой прокатной клети. В этом случае участки полосы прокатывают в первой прокатной клети с первой входной толщины до первой выходной толщины, а во второй прокатной клети со второй входной толщины до второй выходной толщины.
Возможно, что первая выходная толщина и/или вторая входная толщина определяется специально для участка полосы. За счет этого можно осуществлять, в частности, во время прокатки перераспределение нагрузки между первой и второй прокатной клетью.
Горизонт прогнозирования для второй прокатной клети можно определять по потребности, однако он должен быть выбран, аналогично горизонту прогнозирования для первой прокатной клети, так, что он соответствует нескольким участкам полосы, т.е. что во время горизонта прогнозирования для второй прокатной клети во второй прокатной клети прокатывается несколько участков полосы. Предпочтительно, второй горизонт прогнозирования выбран так, что во время второго горизонта прогнозирования несколько участков полосы прокатываются как в первой, так и во второй прокатной клети. В частности, горизонты прогнозирования для первой и второй прокатной клети могут быть выбраны так, что разница горизонтов прогнозирования соответствует времени, которое необходимо для прохождения участка полосы от первой прокатной клети ко второй прокатной клети. Горизонты прогнозирования могут, так сказать, начинаться с одинакового расположенного перед первой прокатной клетью места.
Модели для установок промышленности основных материалов обычно содержат множество погрешностей на основании сложности подлежащих моделированию процессов в соединении с лишь ограниченно возможным измерением данных. Для обеспечения возможности коррекции таких погрешностей в реальном времени предпочтительно предусмотрено, что
- модель полосы и/или другая применяемая в рамках определения по меньшей мере одного управляющего параметра модель поддается параметрированию с помощью параметра модели,
- дополнительно к определяемым в рамках определения по меньшей мере одного управляющего параметра с применением параметрируемой модели величинам определяют в реальном времени функциональные зависимости определяемых величин от параметра модели,
- для определяемых для участков полосы в реальном времени с применением параметрируемой модели величин определяют ожидаемое значение для измеряемого значения и функциональную зависимость ожидаемого значения от параметра модели,
- для участков полосы измеряют с помощью расположенного перед, на или после первой прокатной клети измерительного устройства в реальном времени соответствующее измерительное значение,
- на основании измерительного значения, ожидаемого значения и функциональной зависимости ожидаемого значения от параметра модели снова определяют параметр модели,
- параметрируемую модель на основании нового определяемого параметра модели снова параметрируют, и
- уже определенные для участков полосы в рамках определения по меньшей мере одного управляющего параметра с применением параметрируемой модели величины актуализируют в реальном времени.
За счет этого, в частности, достигается, что имеющую погрешности модель можно адаптировать во время работы, т.е. во время прокатки участков полосы.
Кроме того, задача решена с помощью компьютерной программы с признаками п. 12 формулы изобретения. Согласно изобретению, выполнение машинного кода управляющей вычислительной машиной приводит к тому, что управляющая вычислительная машина выполняет способ управления, согласно изобретению.
Кроме того, задача решена с помощью управляющей вычислительной машины с признаками п. 13 формулы изобретения. Согласно изобретению, управляющая вычислительная машина программирована так, что она во время работы выполняет способ управления, согласно изобретению.
Кроме того, задача решена с помощью прокатного стана с признаками пункта 14 формулы изобретения. Согласно изобретению, прокатный стан для прокатки полосы, который имеет по меньшей мере одну первую прокатную клеть, снабжен программированной, согласно изобретению, управляющей вычислительной машиной.
Другие преимущества и подробности изобретения следуют из приведенного ниже описания примеров выполнения со ссылками на прилагаемые чертежи, на которых изображено:
фиг. 1 - прокатный стан;
фиг. 2 - 3 - блок-схемы программы;
фиг. 4 - первая прокатная клеть;
фиг. 5 - блок-схема;
фиг. 6 - блок-схема программы;
фиг. 7 - блок-схема;
фиг. 8 - блок-схема программы;
фиг. 9 - блок-схема;
фиг. 10 - блок-схема программы;
фиг. 11 - блок-схема;
фиг. 12 - блок-схема программы;
фиг. 13 - блок-схема;
фиг. 14 и 15 - участок полосы в различные моменты времени;
фиг. 16 - многоклетьевой прокатный стан;
фиг. 17 - ход изменения входной и выходной толщины;
фиг. 18 - блок-схема программы; и
фиг. 19 - многоклетьевой прокатный стан.
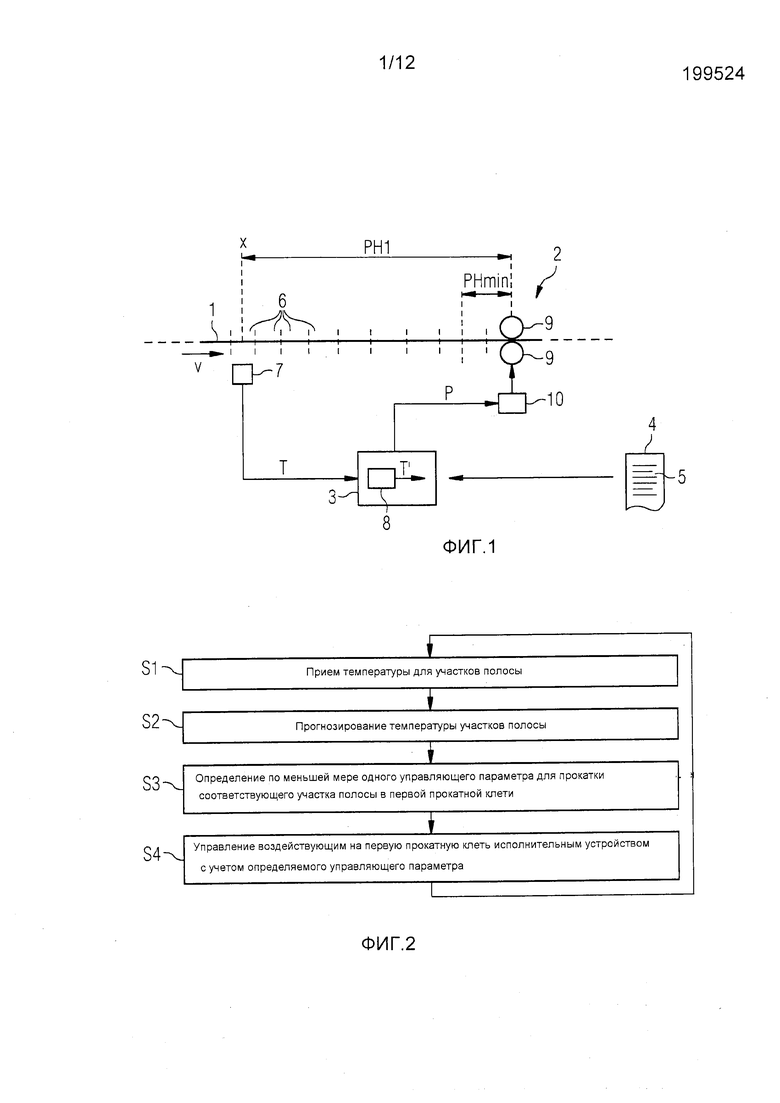
Как показано на фиг. 1, прокатный стан для прокатки полосы 1 имеет первую прокатную клеть 2. Первая прокатная клеть 2 может быть единственной прокатной клетью прокатного стана. В качестве альтернативного решения, могут иметься другие прокатные клети. Полоса 1 является, как правило, металлической полосой, например, стальной, алюминиевой, магниевой или медной полосой. Возможны также другие металлы и сплавы металлов.
Прокатный стан и тем самым первая прокатная клеть 2 управляются с помощью управляющей вычислительной машины 3. Управляющая вычислительная машина 3 запрограммирована с помощью компьютерной программы 4. Компьютерная программа 4 содержит машинный код 5, который предназначен для непосредственной обработки управляющей вычислительной машиной 3. Выполнение машинного кода 5 управляющей вычислительной машиной 3, т.е. работа управляющей вычислительной машины 3, приводит к тому, что управляющая вычислительная машина 3 выполняет по меньшей мере один, возможно, также несколько способов управления, которые более подробно поясняются ниже со ссылками на фиг. 2-9.
Как показано на фиг. 2, управляющая вычислительная машина 3 принимает на стадии S1 температуру Т участков 6 полосы 1. Возможно (и даже обычно), что температуры Т участков 6 полосы, согласно фиг. 1, измеряют с помощью устройства 7 измерения температуры. В качестве альтернативного решения, может осуществляться также другое определение, в частности вычисление.
Независимо от того, каким образом определяются температуры Т участков 6 полосы, определение на стадии S1 осуществляется для места х, которое находится перед первой прокатной клетью 2. Таким образом, температура Т является характеристической для соответствующей температуры Т соответствующего участка 6 полосы в момент времени, в который соответствующий участок 6 полосы находится еще перед первой прокатной клетью 2.
Управляющая вычислительная машина 3 реализует на основании программирования с помощью компьютерной программы 4, среди прочего, модель 8 полосы.
Модель 8 полосы моделирует с помощью физико-математических уравнений по меньшей мере температурные характеристики полосы 1. В частности, с помощью модели 8 полосы решается уравнение теплопроводности для участков 6 полосы. В рамках решения уравнения теплопроводности учитываются, в частности, внутренняя теплопроводность полосы 1, а также взаимодействие полосы 1 с ее окружением, например, взаимодействие с охлаждающими и нагревательными устройствами, устройством для гидросбива окалины, контакт с рабочими валками 9 первой прокатной клети 2 и т.д. Кроме того, когда это требуется, во взаимосвязи с уравнением теплопроводности решается также уравнение фазовых превращений. Соответствующие методы известны для специалистов в данной области техники. Предпочтительное уравнение теплопроводности указано, например, в DE 101 29 565 А1, соответственно, в имеющем то же содержание US 6 860 950 В2. Предпочтительное уравнение фазовых превращений указано, например, в ЕР 1 711 868 В1, соответственно, в имеющем то же содержание US 7 865 341 В2. При необходимости, в модели 8 полосы могут содержаться другие модели.
Таким образом, с помощью модели 8 полосы управляющая вычислительная машина 3 прогнозирует на стадии S2 на основании определяемых температур Т температуру участков 6 полосы для момента времени прокатки соответствующего участка 6 полосы в первой прокатной клети 2. Прогнозируемая температура обозначается для отличия от определяемой температуры позицией Т′.
Прогнозирование осуществляется с помощью горизонта РН1 прогнозирования, называемого в последующем первым горизонтом РН1 прогнозирования. Первый горизонт РН1 прогнозирования соответствует количеству временных тактов, на которое прогнозирует модель 8 полосы на стадии S2 температуру Т′, при этом во время каждого такта в первой прокатной клети 2 прокатывается один участок 6 полосы.
Горизонт РН1 прогнозирования содержит минимально один единственный временной такт. Таким образом, минимальный горизонт PH1min прогнозирования задан тем, что прогнозирование температуры участков 6 полосы осуществляется с опережением на один единственный временной такт. Таким образом, в этом случае во время первого горизонта РН1 прогнозирования в первой прокатной клети 2 прокатывается один единственный участок 6 полосы, а именно непосредственно предыдущий участок 6 полосы. Однако в некоторых вариантах выполнения данного изобретения, как будет пояснено ниже, горизонт РН1 прогнозирования выбран так, что во время первого горизонта РН1 прогнозирования в первой прокатной клети 2 прокатывается несколько участков 6 полосы, например пять, восемь, десять или еще больше участков 6 полосы.
На стадии S3 управляющая вычислительная машина 3 определяет с применением прогнозируемых температур Т′ участков 6 полосы по меньшей мере один управляющий параметр Р для прокатки соответствующего участка 6 полосы в первой прокатной клети 2. На стадии S4 управляющая вычислительная машина 4 управляет исполнительным устройством 10. Исполнительное устройство 10 воздействует на первую прокатную клеть 2. Управление исполнительным устройством 10 осуществляется во время прокатки соответствующего участка 6 полосы с учетом определяемого для подлежащего прокатке в данный момент участка 6 полосы управляющего параметра Р.
Способ, согласно фиг. 2, поясняется еще раз на основании примера.
Принимается, что в определенный момент времени для определенного участка 6 полосы определяется определенная температура Т, например, посредством измерения (стадия S1). Путь прохождения соответствующего участка 6 полосы контролируется во время транспортировки через прокатный стан. Непрерывно вычисляется, среди прочего, температура Т′, которая ожидается для соответствующего участка 6 полосы (стадия S2), при этом основанное на модели прогнозирование температуры опережает место нахождения соответствующего участка 6 полосы по меньшей мере на один временной такт. В момент времени, в который рассматриваемый участок 6 полосы находится непосредственно перед первой прокатной клетью, т.е. в первой прокатной клети 2 прокатывается непосредственно предшествующий участок 6 полосы, определяется управляющий параметр Р для рассматриваемого участка 6 полосы. Поэтому управляющий параметр Р своевременно известен в управляющей вычислительной машине 3, так что управляющая вычислительная машина 3 может учитывать управляющий параметр Р при управлении исполнительным устройством 10, когда рассматриваемый участок 6 полосы прокатывается в первой прокатной клети 2. В определение управляющего параметра Р входят альтернативно прогнозируемая температура Т′ находящегося непосредственно перед первой прокатной клетью 2 участка 6 полосы или же, если первый горизонт РН1 прогнозирования больше минимального горизонта PHmin прогнозирования, дополнительно прогнозируемые температуры Т′ других участков 6 полосы.
Способ, согласно фиг. 2, выполняется, как правило, с тактом, например, с временным тактом между 0,1 с и 0,5 с, как правило, примерно 0,2 с-0,3 с. В каждый временной такт определяется температура Т для нового участка 6 полосы и тем самым она известна управляющей вычислительной машине. Затем осуществляется прогнозирование температуры на основании модели.
В некоторых вариантах выполнения данного изобретения для управляющей вычислительной машины 3 необходимы также прогнозируемые температуры Т′ и, возможно, также остальные свойства других участков 6 полосы и/или прогнозируемые свойства первой прокатной клети 2. Если речь идет о подлежащих прокатке после рассматриваемого участка 6 полосы участках 6 полос, то их температуры и свойства известны в управляющей вычислительной машине 3, когда они находятся внутри первого горизонта РН1 прогнозирования. Например, в управляющую вычислительную машину 3 при первом горизонте РН1 прогнозирования с восемью участками 6 полосы в момент времени, в который для определенного участка 6 полосы определяется температура Т, на основании уже ранее выполненного прогноза уже известны ожидаемые температуры Т′ семи следующих участков 6 полосы. Другими словами: при первом горизонте РН1 прогнозирования с восемью участками 6 полосы в каждый момент времени известны прогнозируемые температуры Т′ восьми находящихся перед первой прокатной клетью 2 участков 6 полосы. Поэтому они могут быть учтены для определения управляющего параметра Р для участка 6 полосы, который прокатывается следующим в первой прокатной клети 2. Если речь идет об участках 6 полосы, подлежащих прокатке перед рассматриваемым участком 6 полосы, то их температуры и свойства известны в управляющей вычислительной машине 3 из прошлого.
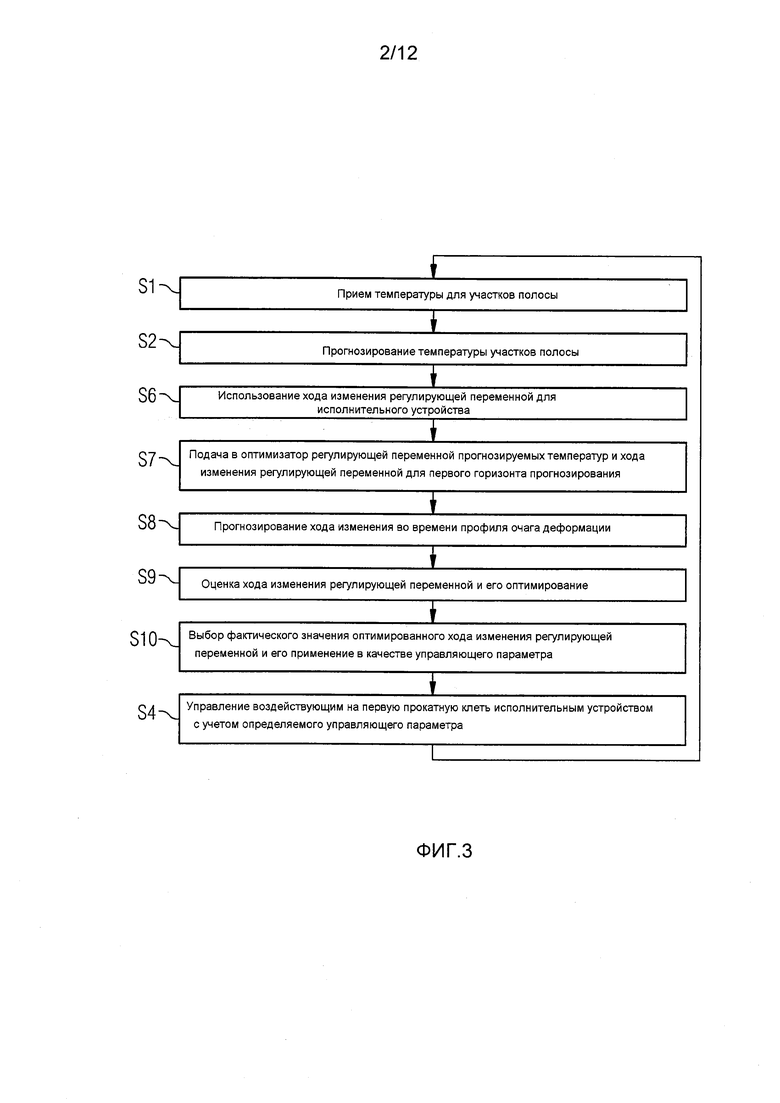
Ниже приводится подробное пояснение со ссылками на фиг. 3 возможного варианта выполнения способа управления, согласно изобретению, в котором первый горизонт РН1 прогнозирования выбран так, что в первой прокатной клети 2 во время горизонта РН1 прогнозирования прокатывается несколько участков 6 полосы. Чисто в качестве примера в этой связи принимается, что первый горизонт РН1 прогнозирования соответствует восьми участкам 6 полосы. Однако эта величина служит лишь для иллюстрации, т.е. не обязательно должна быть равна восьми участкам 6 полосы.
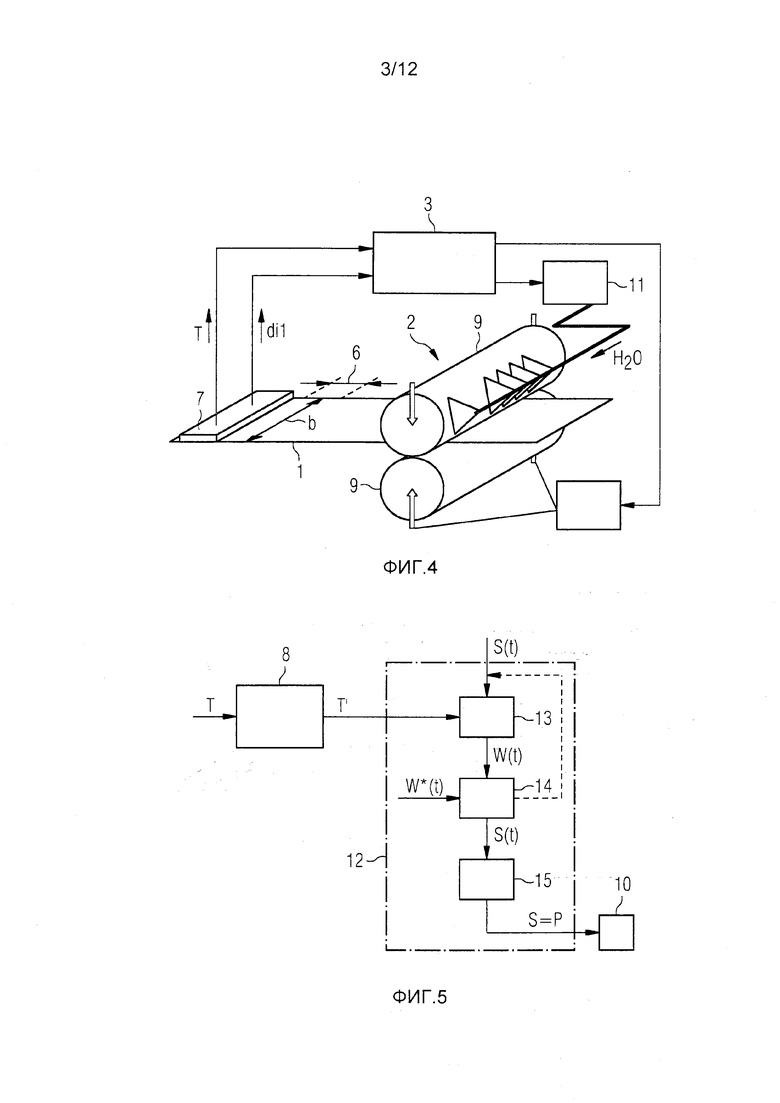
Согласно фиг. 3, так же как на фиг. 2, предусмотрены стадии S1, S2 и S4. Стадии S1 и S4 не требуют дополнительных пояснений. Относительно стадии S2 необходимо лишь отметить, что в рамках стадии S2 на фиг. 3, стадия S2 выполняется с помощью первого горизонта РН1 прогнозирования с несколькими, чисто в качестве примера, восемью участками 6 полосы. В рамках стадии S2 на фиг. 3 прогнозируются соответствующие температуры Т′ для всех участков 6 полосы, которые в рассматриваемый момент времени находятся до восьми участков 6 полосы перед первой прокатной клетью 2. Стадия S3 из фиг. 2 реализована на фиг. 3 с помощью стадий S6-S10. В частности, в рамках варианта выполнения, согласно фиг. 3, принимается, что исполнительное устройство 10 выполнено так, что с его помощью можно устанавливать профиль очага деформации, т.е. расстояние между рабочими валками 9 первой прокатной клети 2, при рассматривании по ширине. Например, исполнительное устройство 10 может быть выполнено для этой цели в виде устройства для сдвига валков и/или в виде устройства для противоизгиба валков. Как показано на фиг. 4, исполнительное устройство 10 может содержать лишь охлаждающее валки устройство или же, в качестве альтернативного решения, дополнительно к устройству для сдвига валков и/или устройству для противоизгиба валков содержать охлаждающее валки устройство 11. Охлаждающее валки устройство 11 может быть предназначено, как показано на фиг. 4, для управления с разрешением по месту, в частности, в направлении ширины полосы.
На стадии S3, согласно фиг. 3, для исполнительного устройства 10 используется ход изменения S(t) регулирующей переменной. Таким образом, используется ход изменения во времени регулирующей переменной S. Ход изменения S(t) регулирующей переменной используется для первого горизонта РН1 прогнозирования, т.е. для рассматриваемого участка 6 полосы и семи следующих за участком 6 полосы участков 6 полосы. С помощью хода изменения S(t) регулирующей переменной оказывается влияние на профиль очага деформации в соответствии с выполнением исполнительного устройства 10. В частности, с помощью охлаждающего валки устройства 11 можно устанавливать термическую выпуклость рабочих валков 9.
На стадии S7 в оптимизатор 12 регулирующей переменной (см. фиг. 5) подают
- прогнозируемые температуры Т′, которые имеют лежащие в первом горизонте РН1 прогнозирования участки 6 полосы в момент времени прокатки соответствующего участка 6 полосы в первой прокатной клети 2 и
- ход изменения S(t) регулирующей переменной для первого горизонта РН1 прогнозирования.
Оптимизатор 12 регулирующей переменной является реализуемым с помощью управляющей вычислительной машины 3 блоком программного обеспечения. Он содержит, среди прочего, модель 13 прокатной клети. Модель 13 прокатной клети моделирует, в частности, термическую выпуклость рабочих валков 9 и износ рабочих валков 9, который обуславливается контактом рабочих валков с полосой 1. Кроме того, модель 13 прокатной клети моделирует влияние хода изменения S(t) регулирующей переменной на очаг деформации, например, влияние охлаждающего валки устройства 11 на термическую выпуклость.
На стадии S8 модель 13 прокатной клети прогнозирует в качестве выходной величины ход изменения W(t) во времени профиля очага деформации. Таким образом, модель 13 прокатной клети определяет на стадии S8 для каждого лежащего внутри первого горизонта РН1 прогнозирования участка 6 полосы профиль W очага деформации, который получается для каждого участка 6 полосы. Модель 13 прокатной клети определяет ход изменения W(t) во времени профиля очага деформации с применением подаваемого в него хода изменения S(t) регулирующей переменной и прогнозируемых температур Т′ участков 6 полосы.
Ход изменения W(t) профиля очага деформации оценивается, как показано на фиг. 3 и 5, в оценочном устройстве 14 и на стадии S9 оптимируется с помощью оценочного устройства 14. Возможно также, что, если это требуется для оптимирования, после модификации используемого хода изменения S(t) регулирующей переменной еще раз используется модель 13 прокатной клети. Это показано на фиг. 5 штриховой линией.
Для оптимирования хода изменения S(t) регулирующей переменной определяемый ход изменения W(t) профиля очага деформации сравнивается с заданным ходом изменения W*(t) профиля очага деформации. Заданный ход изменения W*(t) профиля очага деформации может быть постоянным. Независимо от того, является ли заданный ход изменения W*(t) профиля очага деформации постоянным или нет, основной целью оптимирования является обеспечение плоскопараллельности полосы 1. Во вторую очередь должен прокатываться возможно более равномерный профиль.
Предпочтительно, измерение температуры, согласно фиг. 4, связано с измерением толщины полосы и/или измерением профиля полосы. В этом случае в модели профиля и плоскопараллельности можно на основании измеряемой толщины полосы, соответственно, профиля толщины полосы, определять заданный профиль W* для соответствующего участка 6 полосы.
Оптимированный ход изменения S(t) регулирующей переменной подается, согласно фиг. 5, в селектор 15. Селектор 15 выбирает на стадии S10 фактическое значение оптимированного хода изменения S(t) регулирующей переменной, т.е. значение оптимированного хода изменения S(t) регулирующей переменной, которое определено для следующего подлежащего прокатке участка 6 полосы. Это значение S соответствует управляющему параметру Р стадии S4 и подается в исполнительное устройство 10 на стадии S4 на фиг. 3 в качестве регулирующей переменной.
Возможно, что оптимизатор 12 регулирующей переменной «забывает» определенный в рамках фиг. 3 оптимированный ход изменения S(t) регулирующей переменной. Однако оптимизатор 12 регулирующей переменной предпочтительно запоминает оптимированный ход изменения S(t) регулирующей переменной и применяет его в следующем рабочем такте, т.е. когда обрабатывается следующий участок 6 полосы, для совпадающих участков 6 полосы в качестве измеряемого хода изменения S(t) регулирующей переменной.
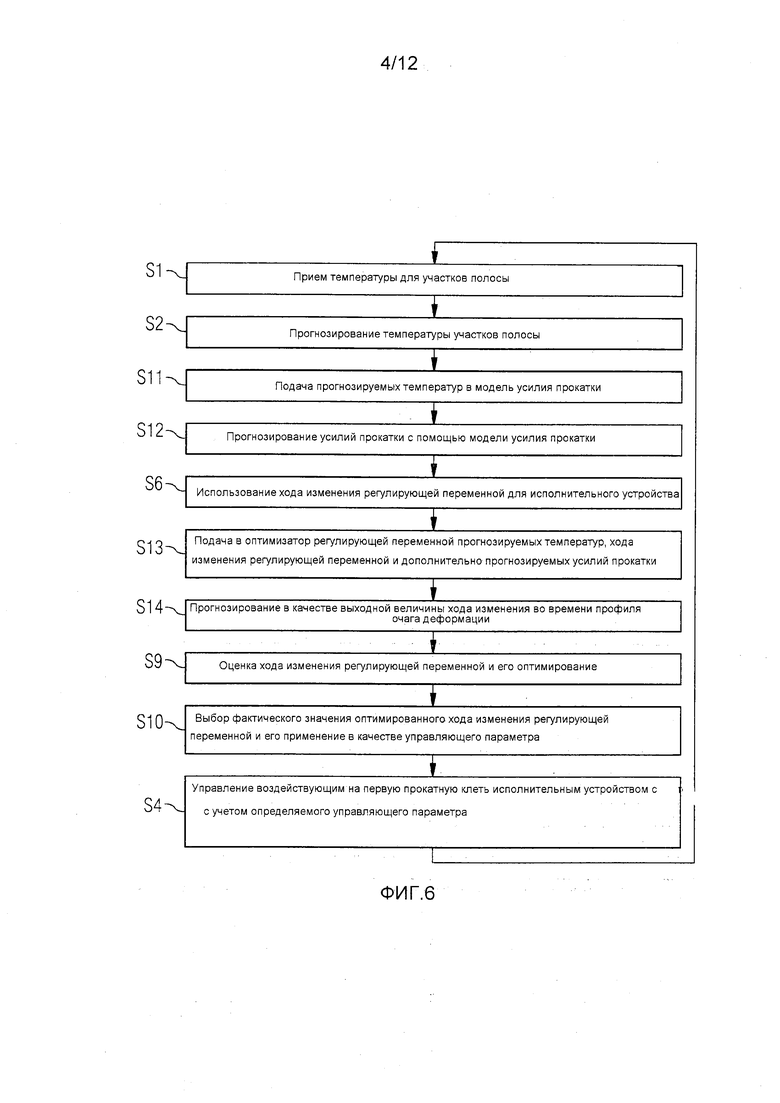
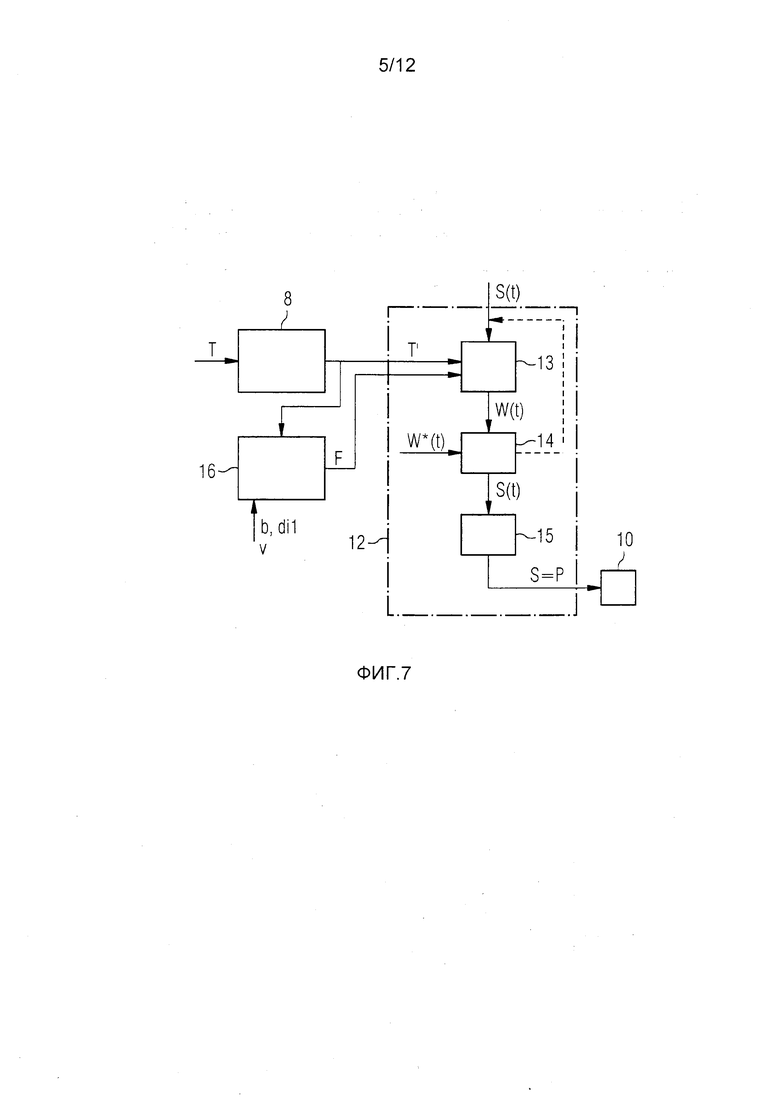
Поясненный применительно к фиг. 3-5 способ можно улучшить с помощью варианта выполнения, который поясняется ниже со ссылками на фиг. 6 и 7.
Фиг. 6 является модификацией фиг. 3, а фиг. 7 является модификацией фиг. 5. Поэтому ниже поясняются лишь отличия от этих фигур.
Согласно фиг. 7, по сравнению с фиг. 3 имеются дополнительные стадии S11 и S12. На стадии S11 прогнозируемые с помощью модели 8 полосы температуры Т′ подают в модель 16 усилия прокатки. С помощью модели 16 усилия прокатки прогнозируются на стадии S12 с применением прогнозируемых температур Т′ для соответствующих участков 6 полосы усилия F прокатки. Таким образом, модель 16 усилия прокатки определяет для каждого подлежащего прокатке внутри первого горизонта РН1 прогнозирования участка 6 полосы требуемое усилие F прокатки, с целью прокатки соответствующего участка 6 полосы с первой входной толщины di1 до желаемой первой выходной толщины do1. Требуемые для этого другие величины, такие как, например, химический состав полосы 1, первая входная ширина di1, ширина b полосы, скорость v прокатки, натяжение на стороне входа и на стороне выхода и т.д., также подаются в модель 16 усилия прокатки.
Кроме того, как показано на фиг. 6, стадии S7 и S8 на фиг. 3 заменены стадиями S13 и S14. На стадии S13 в оптимизатор 12 регулирующей переменной подаются, как и на фиг. 3 на стадии S7, прогнозируемые температуры Т′ и используемый ход изменения S(t) регулирующей переменной. Дополнительно к этому на стадии S13 в оптимизатор 12 регулирующей переменной подаются прогнозируемые усилия F прокатки. На стадии S14 оптимизатор 12 регулирующей переменной прогнозирует в рамках своей модели 13 прокатной клети, аналогично стадии S8 на фиг. 3, для подлежащих прокатке в первой прокатной клети 2 внутри первого горизонта РН1 прогнозирования участков 6 полосы соответствующий профиль W очага деформации. Однако на стадии S14 при прогнозировании хода изменения W(t) профиля очага деформации учитываются дополнительно усилия F прокатки.
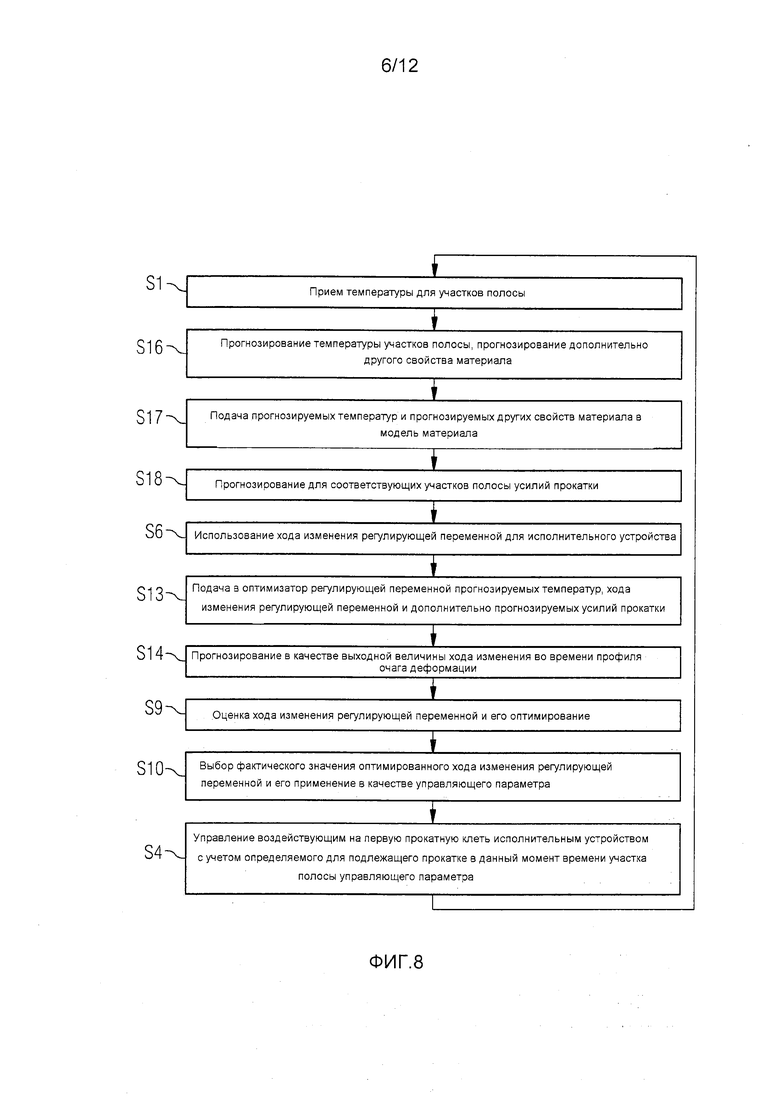
Способ, согласно фиг. 6 и 7, может быть дополнительно улучшен с помощью способа, согласно фиг. 8 и 9.
Как показано на фиг. 8, стадии S2, S11 и S12 на фиг. 6 заменены стадиями S16-S18. Кроме того, модель 8 полосы, согласно фиг. 9, имеет модель 17 температуры и модель 18 материала. С помощью модели 17 температуры на стадии S16, как прежде на стадии S2 с помощью модели 8 полосы, прогнозируются температуры Т′ участков 6 полосы. Дополнительно к этому, на стадии S16 с помощью модели 18 материала прогнозируется другое свойство материала, которое ожидается для соответствующих подлежащих прокатке в первой прокатной клети 2 внутри первого горизонта РН1 прогнозирования участков 6 полосы во время прокатки соответствующего участка 6 полосы в первой прокатной клети 2. Другое свойство материала, естественно, отличается от температуры Т′, однако оказывает влияние на требуемое для прокатки соответствующего участка 6 полосы усилие F прокатки. Например, другое свойство материала может быть степенью фазового превращения, упрочнением материала, рекристаллизацией или микроструктурой.
При необходимости, может существовать однонаправленная или двунаправленная связь между развитием температуры и развитием другого свойства материала. В названном первым случае сначала с помощью модели 17 температуры определяется ход изменения температуры рассматриваемого участка 6 полосы во время первого горизонта РН1 прогнозирования, а затем в модель 18 материала задается ход изменения во времени температуры, а затем на основании модели 18 материала определяется другое свойство материала. В названном последним случае осуществляется поэтапное связанное определение прогнозируемой температуры Т′ и прогнозируемого другого свойства материала соответствующего рассматриваемого участка 6 полосы.
На стадии S17 в модель 16 усилия прокатки подаются, дополнительно к указанным для стадии S11 значениям и величинам, также соответствующие другие свойства материала для соответствующих участков 6 полосы. На стадии S18 модель 16 усилия прокатки прогнозирует требуемые усилия F прокатки при дополнительном учете также других свойств материала.
Поскольку другие свойства материала оказывают влияние на прогнозируемые усилия F прокатки, которые в свою очередь оказывают влияние на профиль W очага деформации, а он в свою очередь оказывает влияние на оптимированный ход изменения S(t) регулирующей переменной, то в управляющей вычислительной машине 3 учитывается в способе, согласно фиг. 8 и 9, также прогнозируемые другие свойства материала при определении фактически выдаваемой в исполнительное устройство 10 регулирующей переменной S, т.е. соответствующего управляющего параметра Р.
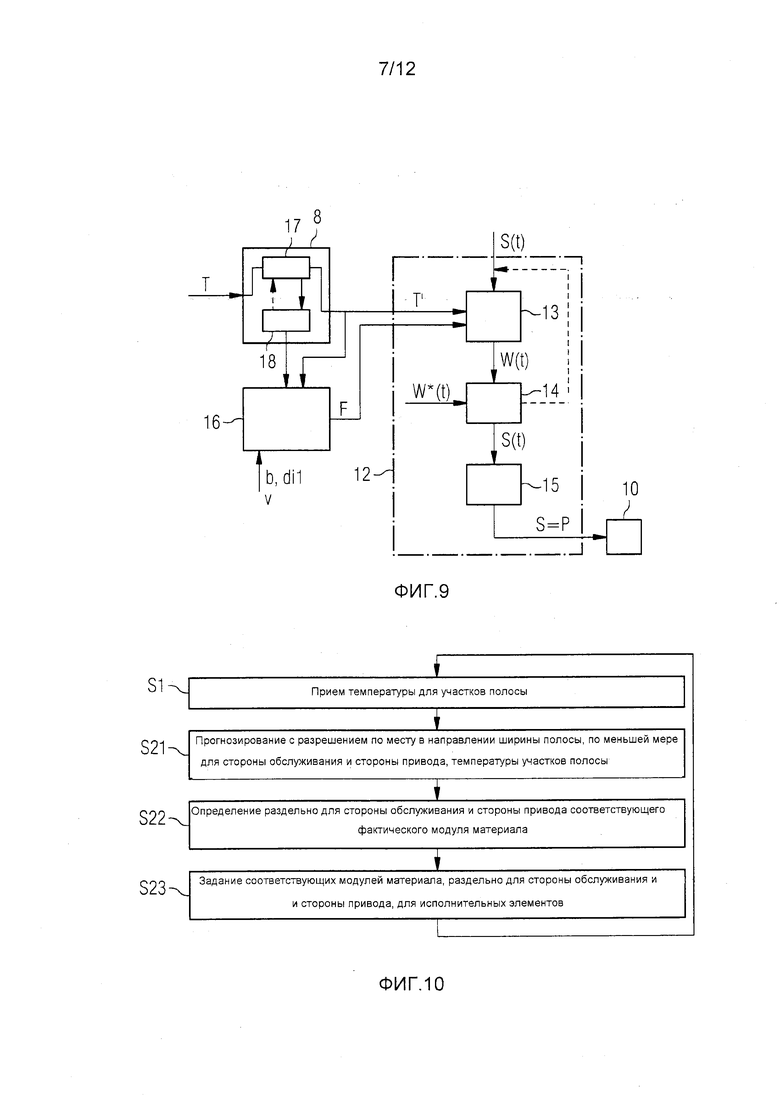
Выше был пояснено в качестве примера для определения управляющего параметра Р определение регулирующей переменной S, с помощью которой оказывается влияние на образованный рабочими валками 9 очаг деформации. Ниже приводится пояснение варианта выполнения способа управления, согласно изобретению, со ссылками на фиг. 10 и 11. Этот вариант выполнения может быть реализован сам по себе. В качестве альтернативного решения, могут быть реализованы варианты выполнения, согласно фиг. 3-9.
Фиг. 10 является возможным вариантом выполнения фиг. 2, в котором, однако, стадии S2-S4 заменены стадиями S21-S23.
На стадии S21 прогнозируется, аналогично стадии S2, температура Т′ соответствующего участка 6 полосы. Однако в отличие от стадии S2 на фиг. 2, прогнозируемая температура Т′ в способе, согласно фиг. 10, определяется с разрешением по месту в направлении ширины полосы. Разрешение по месту выбирается так, что по меньшей мере для стороны привода (DS=drive side) и стороны обслуживания (OS=operator side) прогнозируется собственная температура Т′.
Горизонт РН1 прогнозирования может быть небольшим в варианте выполнения, согласно фиг. 10. Он может также соответствовать минимальному горизонту PH1min прогнозирования. В качестве альтернативного решения, первый горизонт РН1 прогнозирования может быть больше.
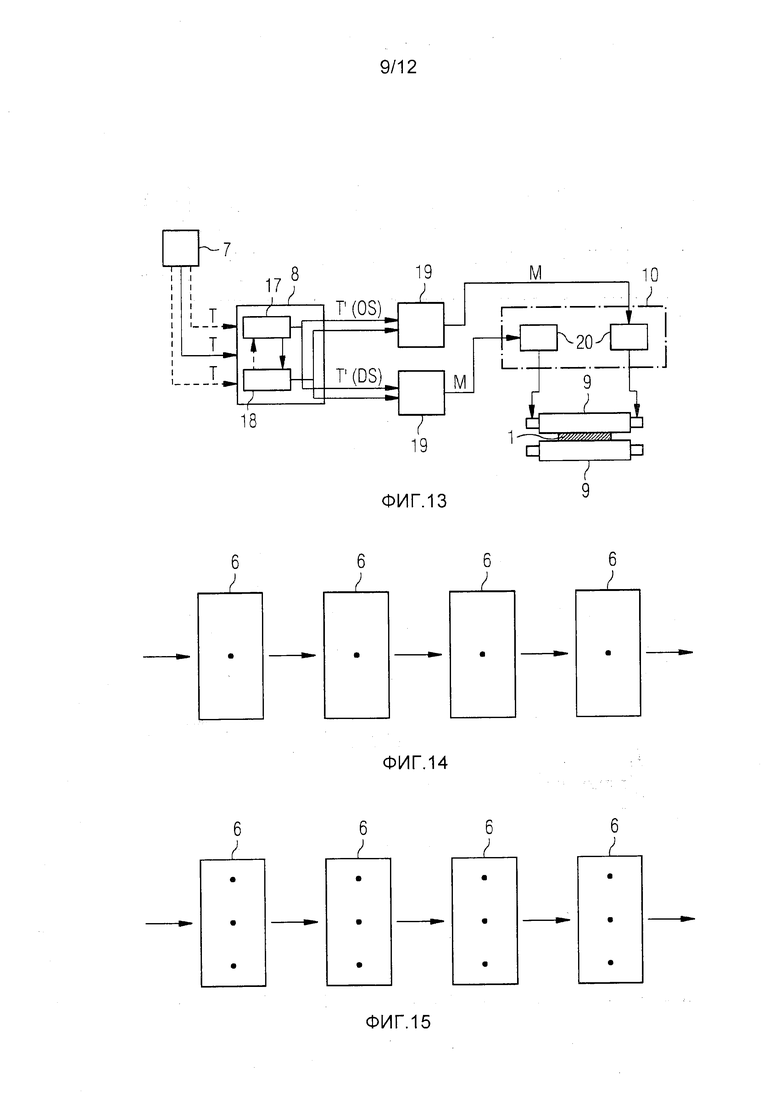
На стадии S22 в определительном блоке 19, раздельно для стороны привода и стороны обслуживания, прогнозируется с применением прогнозируемых для соответствующей стороны первой прокатной клети 2 для соответствующего участка 6 полосы температур Т′ соответствующий фактический модуль М материала, который ожидается для момента времени, в который соответствующий участок 6 полосы прокатывается в первой прокатной клети 2. Соответствующий модуль М материала является по существу характеристическим для прочности, соответственно, деформируемости соответствующего участка 6 полосы на соответствующей стороне первой прокатной клети 2.
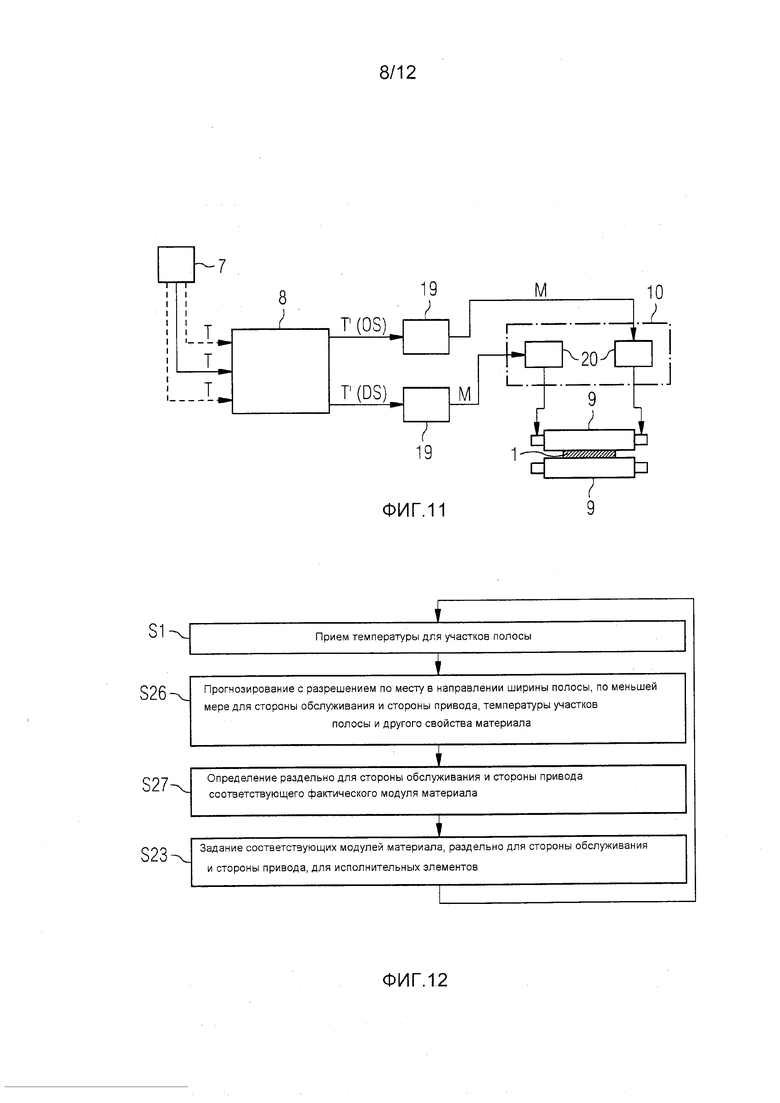
С помощью исполнительного устройства 10 обеспечивается возможность управления, а именно, по меньшей мере в определенных границах независимо друг от друга, соответствующим исполнительным элементом 20 (например, блоком гидравлических цилиндров), с помощью которых обеспечивается возможность приложения к рабочим валкам 9 на стороне привода и на стороне обслуживания усилия F прокатки и тем самым оказания влияния на очаг деформации. Согласно фиг. 10 и 11, соответствующие модули М материала подаются в исполнительные элементы 20 на стадии S23 в момент времени, в который соответствующий участок 6 полосы прокатывается в первой прокатной клети 2. Поэтому они используются в соответствующий момент времени для параметрирования управления очагом деформации на стороне привода и на стороне обслуживания.
Аналогично дополнению фиг. 6 и 7 за счет выполнения в соответствии с фиг. 8 и 9, может быть выполнение, согласно фиг. 10 и 11, дополнено выполнением в соответствии с фиг. 12 и 13. Как показано на фиг. 12, стадии S21 и S22 из фиг. 10 заменены стадиями S26 и S27. Кроме того, как показано на фиг. 13, модель 8 имеет модель 17 температуры и модель 18 материала.
С помощью модели 17 температуры на стадии S26, аналогично стадии S21 на фиг. 10, прогнозируется температура T′ на стороне обслуживания и на стороне привода соответствующего участка 6 полосы. Кроме того, на стадии S26, аналогично стадии S16 на фиг. 8, прогнозируется с помощью модели 8 материала другое свойство материала соответствующего участка 6 полосы в момент времени прокатки в первой прокатной клети 2. Однако другое свойство материала прогнозируется, как показано на фиг. 13, отдельно для стороны привода и стороны обслуживания первой прокатной клети 2.
Как показано на фиг. 13, в определительные блоки 19 подают также соответствующее другое свойство материала. Поэтому определительные блоки 19 определяют соответствующий модуль М материала не только с применением соответствующих прогнозируемых температур T′, но также с применением соответствующих прогнозируемых других свойств материала.
В рамках способа, согласно фиг. 3-9, может быть достаточным определять прогнозируемые для участков 6 полосы температуры T′ в виде скалярных значений, т.е. для каждого участка 6 полосы лишь одно значение. Это показано на фиг. 14 для одного из участков 6 полосы. На фиг. 14 показано местоположение соответствующего участка 6 полосы в различные моменты времени. Там прогнозируемые для соответствующего момента времени температуры T′ обозначены зачерненными кружками. В случае скалярного прогнозирования температуры T′, естественно, достаточно также выполнять (первоначальное) определение температур T внутри соответствующего участка 6 полосы в направлении ширины полосы без разрешения по месту. Однако, естественно, также в способе, согласно фиг. 3-9, возможно определение температуры Т и прогнозирование температуры T′ с разрешением по месту.
В противоположность этому, в способе, согласно фиг. 10-13, требуется разрешение по месту прогнозируемых с помощью модели 8 полосы температур T′ (и, возможно) также других свойств материала) участков 6 полосы в направлении ширины полосы. Как правило, достаточно прогнозировать температуры T′ для двух мест (т.е. для левой и правой стороны полосы) или же, как показано на фиг. 15, для трех мест (т.е. для левой и правой стороны полосы и дополнительно для середины полосы). Однако в качестве альтернативного решения возможно также более точное разрешение по месту.
Возможно также, что и в этом случае достаточно выполнять первоначальное определение температуры Т, т.е. в начале первого горизонта РН1 прогнозирования, без разрешения по месту в направлении ширины полосы. Это, например, возможно, когда полоса 1 хотя и имеет сначала однообразную температуру Т, однако имеет в направлении ширины полосы клин толщины и поэтому на тонкой стороне охлаждается быстрее, чем на толстой стороне. Однако, как правило, первоначальное определение температуры Т участков 6 полосы в этом случае выполняется, как показано на фиг. 11 и 13 штриховыми линиями, с разрешением по месту в направлении ширины полосы.
В некоторых случаях достаточно, что прокатный стан имеет одну единственную прокатную клеть, т.е. имеется лишь первая прокатная клеть 2. Единственная прокатная клеть может быть достаточной, в частности, когда осуществляется очень близкая к конечным размерам отливка полосы 1, например, с помощью вращающихся валков установки для отливки полосы. Однако во многих случаях имеется несколько прокатных клетей.
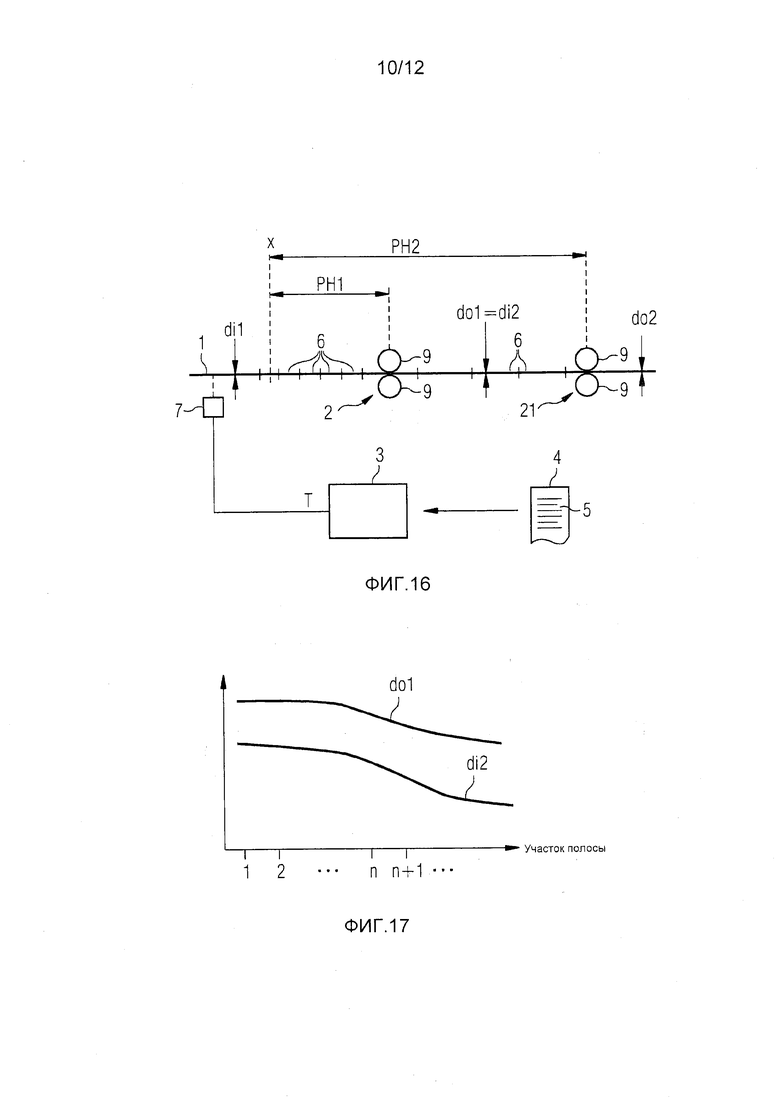
В случае, когда имеется несколько прокатных клетей, возможно выполнение способа управления, согласно изобретению, в соответствии с фиг. 16 также для второй прокатной клети 21. Это относится как к выполнению способа, согласно фиг. 3-9, так и к выполнению способа, согласно фиг. 10-13, а также к комбинированным выполнениям способа. Кроме того, без ограничения универсальности можно в соответствии с фиг. 16 принять, что вторая прокатная клеть 21 расположена после первой прокатной клети 2, так что участки 6 полосы сначала прокатываются в первой прокатной клети 2, а лишь затем во второй прокатной клети 21. Можно также без ограничения универсальности принять, что полоса 1, соответственно, участки 6 полосы прокатываются в первой прокатной клети 2 с первой входной толщины di1 до первой выходной толщины do1, а во второй прокатной клети 21 со второй входной толщины di2 до второй выходной толщины do2.
Как показано на фиг. 16, вторая прокатная клеть 21 расположена непосредственно после первой прокатной клети 2. В этом случае, когда между первой и второй прокатной клетью 2, 21 не расположена другая прокатная клеть, вторая входная толщина di2 идентична первой выходной толщине do1. В других случаях вторая входная толщина di2 меньше первой выходной толщины do1.
Возможно, что, в соответствии с обычным для уровня техники принципом действия, для многоклетьевого прокатного стана, как показано на фиг. 16, выполняют заранее расчет программы проходов. В этом случае заранее определяют один раз входные толщины di1, di2 и выходные толщины do1, do2, и после этого они сохраняются постоянными, т.е. для всех участков 6 полосы 1. В качестве альтернативного решения возможно выполнять расчет программы проходов динамически для каждого участка 6 полосы. В этом случае, как показано на фиг. 17, возможно, что первая выходная толщина do1 и/или вторая входная толщина di2 определяются специально для каждого участка полосы. В этом случае возможно, в частности, динамическое перераспределение нагрузки во время работы прокатного стана.
Возможно выполнение способа управления, согласно изобретению, для второй прокатной клети 21 независимо от первой прокатной клети 2. В этом случае можно определять горизонт РН2 прогнозирования для второй прокатной клети 21, называемый в последующем вторым горизонтом РН2 прогнозирования, независимо от первого горизонта РН1 прогнозирования. Однако второй горизонт РН2 прогнозирования предпочтительно выбран так, что во время второго горизонта РН2 прогнозирования как в первой, так и во второй прокатной клети 2, 21 прокатывается несколько участков 6 полосы. В частности, второй горизонт РН2 прогнозирования, согласно фиг. 16, может быть больше на тот промежуток времени, который необходим для прохождения участка 6 полосы из первой прокатной клети 2 до второй прокатной клети 21. Первый и второй горизонт РН1, РН2 прогнозирования начинаются в этом случае в одинаковом месте х перед первой прокатной клетью 2.
Указанный выше способ управления уже обеспечивает хорошие результаты, однако может быть еще больше улучшен. Это поясняется ниже со ссылками на фиг. 18 и 19.
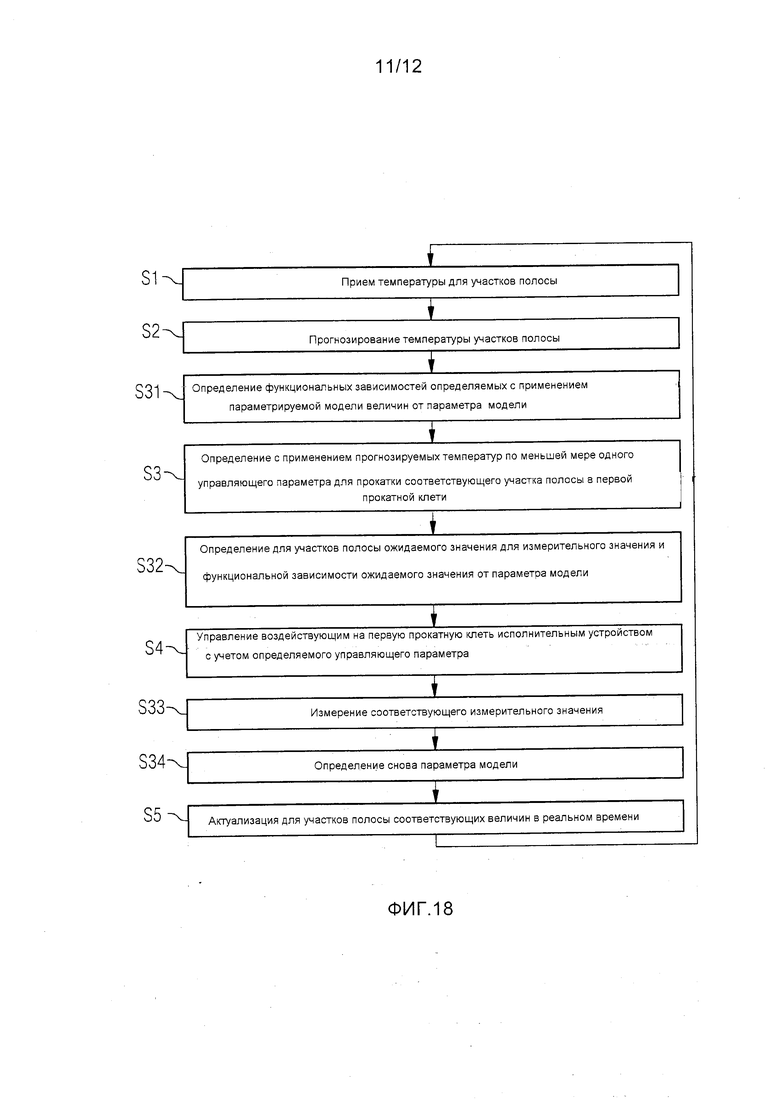
Согласно фиг. 18, имеются, аналогично фиг. 2, стадии S1-S4. Стадии S1-S4 могут быть дополнены и выполняться в соответствии с фиг. 3-17. Дополнительно имеются стадии S31-S35.
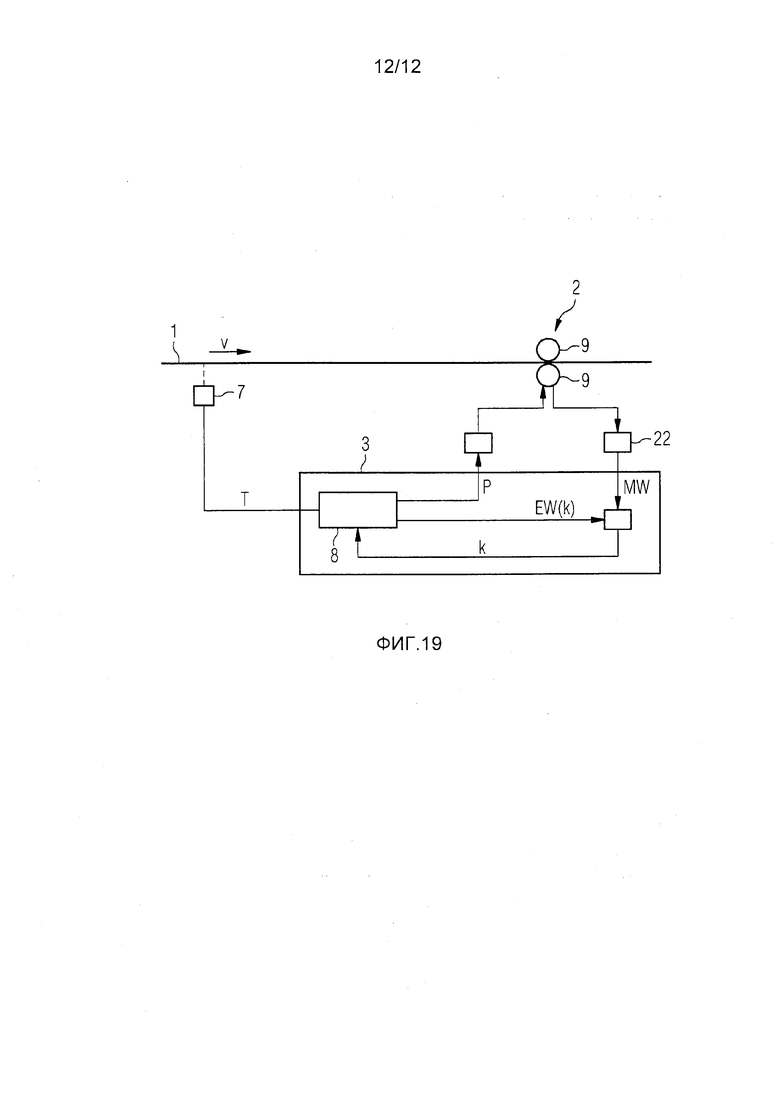
В рамках фиг. 18 принимается, что обеспечивается возможность параметрирования (по меньшей мере) одной применяемой для определения по меньшей мере одного управляющего параметра Р модели с помощью параметра k модели. Чисто в качестве примера в дальнейшем принимается, что обеспечивается возможность параметрирования модели 8 полосы с помощью параметра k модели. В качестве альтернативного решения, может быть предусмотрена возможность параметрирования, например, модели 16 усилия прокатки, модели 13 прокатной клети и т.д. с помощью параметра k модели. Может быть также предусмотрена возможность параметрирования нескольких моделей с помощью соответствующего собственного параметра k модели.
На стадии S31, согласно фиг. 18, определяют в реальном времени функциональные зависимости определяемых непосредственно или опосредованно с применением параметрируемой модели 8 величин параметра k модели. Указанные величины являются в этой связи величинами, которые непосредственно или опосредованно необходимы для определения с применением параметрируемой модели 8 по меньшей мере одного управляющего параметра Р. В рамках стадии S31 можно определять, например, функциональные зависимости требуемых усилий F прокатки, устанавливающихся термических выпуклостей рабочих валков 9, модулей М материала и т.д. Стадия S31 выполняется, поскольку она имеется дополнительно к стадиям S2 и S3, дополнительно для определения самих соответствующих величин.
На стадии S32 определяется в реальном времени с применением определяемых с помощью параметрируемой модели 8 величин, т.е. тех величин, которые и без того определяются с применением параметрируемой модели 8 в рамках фиг. 2-17, ожидаемое значение EW для измеряемого значения MW. Кроме того, на стадии S32 определяют функциональную зависимость ожидаемого значения EW от параметра k модели. Ожидаемое значение EW может быть, например, усилием F прокатки, с которой вероятно прокатывается соответствующий участок 6 полосы, температурой или распределением натяжения в полосе 1.
На стадии S33 измеряется в реальном времени с помощью соответствующего измерительного устройства 22 для каждого участка 6 полосы соответствующее измерительное значение MW. Измерительное устройство 22 может быть расположено, например, для измерения (возможно, с разрешением по месту в направлении ширины полосы) толщины, натяжения или температуры после первой прокатной клети 2. В качестве альтернативного решения, измерительное устройство 22 может быть расположено, например, для измерения (возможно, с разрешением по месту в направлении ширины полосы) толщины, натяжения или температуры перед первой прокатной клетью 2. В качестве другого альтернативного решения, измерительное устройство 22 может быть расположено, например, для измерения усилия прокатки или установки межвалкового зазора на самой первой прокатной клети 2.
На стадии S34 на основе измерительного значения MW, соответствующего ожидаемого значения EW и функциональной зависимости ожидаемого значения EW от параметра k модели определяется вновь параметр k модели, т.е. снова параметрируется соответствующая модель 8, т.е. соответствующая модель 8 адаптируется. Для вычислений, которые выполняются с помощью параметрируемой модели 8 после адаптации параметрируемой модели 8, применяется новый, актуализированный параметр k модели.
На стадии S35 управляющая вычислительная машина 3 выполняет для участков 6 полосы, температуры Т которых уже определены и ожидаемые температуры T′ которых и соответствующие управляющие параметры Р уже спрогнозированы, актуализацию соответствующих величин в реальном времени. Актуализация возможна, поскольку известны функциональные зависимости от параметра k модели.
Данное изобретение имеет много преимуществ. В частности, оно легко реализуемо, работает надежно и поставляет лучшие результаты.
Приведенное выше описание служит исключительно для пояснения данного изобретения. В противоположность этому, объем защиты данного изобретения определяется исключительно прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ДЛЯ ПРОКАТНОГО СТАНА | 2012 |
|
RU2576971C2 |
| СПОСОБ ПРОКАТКИ ПОЛОС | 1998 |
|
RU2148447C1 |
| Способ управления толщиной полосы на стане горячей прокатки | 1988 |
|
SU1636078A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКИХ ПОЛОС НА ШИРОКОПОЛОСНОМ СТАНЕ | 2014 |
|
RU2578328C2 |
| Способ автоматического регулирования ширины горячекатаных полос | 1990 |
|
SU1722636A1 |
| СПОСОБ ФУНКЦИОНИРОВАНИЯ ЧИСТОВОГО ПРОКАТНОГО СТАНА С ПРОГНОЗИРОВАНИЕМ СКОРОСТИ УПРАВЛЕНИЯ | 2011 |
|
RU2545872C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОФИЛЕМ ВАЛКОВ ЛИСТОПРОКАТНОГО СТАНА | 1998 |
|
RU2133162C1 |
| СПОСОБ И ПРОКАТНЫЙ СТАН ДЛЯ УЛУЧШЕНИЯ ВЫПУСКА КАТАНОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ, КОНЕЦ КОТОРОЙ ВЫХОДИТ СО СКОРОСТЬЮ ПРОКАТКИ | 2006 |
|
RU2344891C1 |
| СПОСОБ РАБОТЫ ДЛЯ ВВОДА ПРОКАТЫВАЕМОГО МАТЕРИАЛА В ПРОКАТНУЮ КЛЕТЬ ПРОКАТНОГО СТАНА, УПРАВЛЯЮЩЕЕ УСТРОЙСТВО, НОСИТЕЛЬ ДАННЫХ И ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ ПРОКАТЫВАЕМОГО МАТЕРИАЛА В ФОРМЕ ПОЛОСЫ | 2008 |
|
RU2448790C2 |
| СПОСОБ ОПТИМИЗАЦИИ РАСПРЕДЕЛЕНИЯ ШИРИНЫ ПОЛОСЫ НА КОНЦАХ ПОЛОСЫ ПРОКАТА, ПРОХОДЯЩЕЙ ЧЕРЕЗ ПРОКАТНЫЙ СТАН | 1997 |
|
RU2157284C1 |
Изобретение относится к прокатному производству. Технический результат - повышение качества полосы. Для участков (6) полосы (1) перед первой прокатной клетью (2) прокатного стана определяют температуру (Т) и с помощью горизонта (РН1) прогнозирования прогнозируют для момента времени прокатки. Горизонт (РН1) прогнозирования соответствует нескольким участкам (6) полосы. С использованием температур (T') прогнозируют на стороне обслуживания и на стороне привода модули (М) материала. С помощью исполнительного устройства (10) на стороне обслуживания и на стороне привода обеспечивается возможность оказания влияния на очаг деформации первой прокатной клети (2). Управление устройством (10) во время прокатки соответствующего участка (6) полосы выполняют с учетом модулей (М) материала. Модули (М) материала используются в исполнительном устройстве (10) в момент времени прокатки соответствующего участка (6) полосы в прокатной клети (2) для параметрирования управления (20) очагом деформации на стороне обслуживания и на стороне привода. Для первого горизонта (РН1) прогнозирования используют ход изменения (S(t)) регулирующей переменной для исполнительного устройства (10), который оказывает влияние на профиль образованного рабочими валками (9) прокатной клети (2) очага деформации. С применением прогнозируемых температур (T′) и используемого хода изменения (S(t)) регулирующей переменной прогнозируют для горизонта (РН1) профиль (W) очага деформации, который образуют рабочие валки (9) прокатной клети (2) в момент времени прокатки участка (6) полосы. 3 н. и 9 з.п. ф-лы, 19 ил.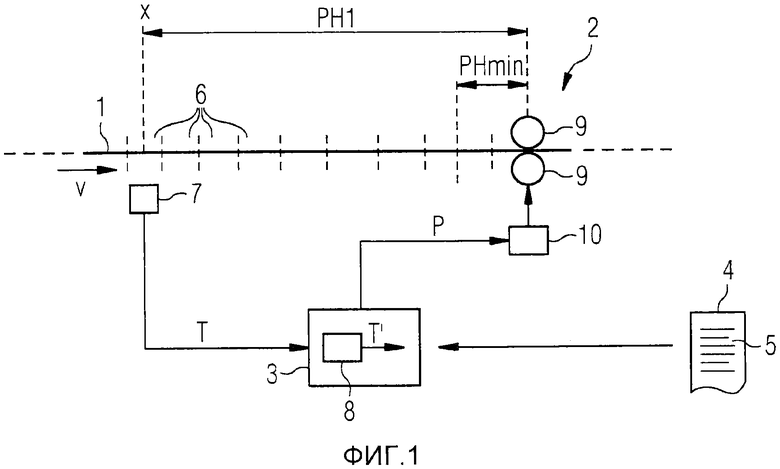
1. Способ управления прокатным станом для прокатки полосы, включающий
- определение соответствующей температуры (Т) участков (6) полосы (1), расположенных на ней перед первой прокатной клетью (2) прокатного стана для их последовательной прокатки,
- прогнозирование температур (Т′) участков (6) полосы для момента времени прокатки соответствующего участка (6) полосы в первой прокатной клети (2) с помощью модели (8) полосы для первого горизонта (РН1) прогнозирования, соответствующего нескольким подлежащим прокатке в первой прокатной клети (2) участкам полосы (6),
- определение управляющего параметра (Р) для прокатки участка (6) полосы в первой прокатной клети с прогнозируемой температурой (Т′) с учетом прогнозируемых температур (Т′) участков (6) полосы,
- прогнозирование, соответственно на стороне обслуживания и на стороне привода, значения модуля (М) материала, характеризующего его прочность и деформируемость, для участков (6) полосы с использованием прогнозируемых температур (Т′) для момента времени прокатки соответствующего участка (6) полосы в первой прокатной клети (2),
- воздействие на очаг деформации в первой прокатной клети (2) с использованием исполнительного устройства (10) с учетом значений модулей (М) материала в соответствующих управляющих параметрах, использующихся в исполнительном устройстве (10) в момент времени прокатки соответствующего участка (6) полосы в первой прокатной клети (2) для изменения параметров управления (20) очагом деформации на стороне обслуживания и на стороне привода,
- прогнозирование с помощью модели (13) прокатной клети с использованием прогнозируемых температур (Т′) участков (6) полосы и изменения управляющего параметра (Р) для соответствующих первому горизонту (РН1) прогнозирования участков (6) полосы профиля (W) очага деформации, который образуют рабочие валки (9) первой прокатной клети (2) в момент времени прокатки соответствующего участка (6) полосы,
- оптимизацию управляющего параметра (Р) с учетом прогнозируемого для участков (6) полосы профиля (W) очага деформации и соответствующего заданного профиля (W*(t)), и
- задание значения оптимизированного управляющего параметра (Р) в исполнительное устройство (10) в качестве регулирующей переменной (S).
2. Способ управления по п. 1, отличающийся тем, что
- модель (8) полосы содержит модель (18) материала, с помощью которой прогнозируют для подлежащих прокатке в первой прокатной клети (2) участков (6) полосы для момента времени прокатки соответствующего участка (6) полосы в первой прокатной клети (2) ожидаемое, отличное от температуры (Т′) свойство материала, и
- прогнозируемые свойства материала учитывают при определении по меньшей мере одного управляющего параметра (Р).
3. Способ управления по п. 1 или 2, отличающийся тем, что прогнозирование с помощью модели (8) полосы температуры (Т′) участков (6) полосы выполняют с разрешением по месту в направлении ширины полосы.
4. Способ управления по п. 3, отличающийся тем, что температуры (Т) для участков (6) полосы определяют с разрешением по месту в направлении ширины полосы.
5. Способ управления по п. 1 или 2, отличающийся тем, что
- используют модель (16) усилия прокатки, в которую вводят по меньшей мере прогнозируемые температуры (Т′), с помощью которой прогнозируют для соответствующих первому (РН1) горизонту прогнозирования участков (6) полосы требуемое для прокатки соответствующего участка (6) полосы в первой прокатной клети (2) усилие (F) прокатки, и
- прогнозируют профили (W) очага деформации с помощью модели (13) прокатной клети с использованием прогнозируемых усилий (F) прокатки.
6. Способ управления по п. 1 или 2, отличающийся тем, что исполнительное устройство (10) выполняют в виде охлаждающего валки устройства (11), выполненного управляемым в направлении ширины полосы.
7. Способ управления по п. 1, отличающийся тем, что
- осуществляют управление с использованием второго горизонта (РН2) прогнозирования для второй прокатной клети (21), расположенной после первой прокатной клети (2), и
- участки (6) полосы прокатывают в первой прокатной клети (2) с первой входной толщины (di1) до первой выходной толщины (do1), а во второй прокатной клети (21) со второй входной толщины (di2) до второй выходной толщины (do2).
8. Способ управления по п. 7, отличающийся тем, что первую выходную толщину (do1) и/или вторую входную толщину (di2) определяют для соответствующего участка полосы.
9. Способ управления по п. 7 или 8, отличающийся тем, что второй горизонт (РН2) прогнозирования выбирают из условия, что во время прохождения полосой второго горизонта (РН2) прогнозирования несколько участков (6) полосы прокатывают как в первой, так и во второй прокатной клети (2, 21).
10. Способ управления по п. 1 или 2, отличающийся тем, что
- модель (8) полосы и/или используемые для определения по меньшей мере одного управляющего параметра (Р) модель (13) прокатной клети, модель профиля и плоскопараллельности, модель (16) усилия прокатки, модель (17) температуры и модель (18) материала повергают параметрированию с помощью параметра (k) модели,
- дополнительно к определяемым в рамках определения по меньшей мере одного управляющего параметра (Р) с использованием параметрируемой модели(ей) величинам определяют в реальном времени функциональные зависимости определяемых величин от параметра (k) модели,
- для участков (6) полосы в реальном времени с использованием определяемых с помощью параметрируемой модели(ей) величин определяют ожидаемое значение (EW) измеряемой величины и функциональную зависимость ожидаемого значения (EW) от параметра (k) модели, причем упомянутой измеряемой величиной, соответственно с разрешением по месту в направлении ширины полосы, является толщина, натяжение или температура после первой прокатной клети (2) прокатного стана, или, соответственно с разрешением по месту в направлении ширины полосы, толщина, натяжение или температура перед первой прокатной клетью (2) прокатного стана, или усилие прокатки или величина установленного межвалкового зазора на первой прокатной клети (2) прокатного стана,
- для участков (6) полосы измеряют с помощью расположенного перед, на или после первой прокатной клети (2) измерительного устройства (22) в реальном времени соответствующее измеряемое значение (MW) соответствующей измеряемой величины,
- на основании измеряемого значения (MW), ожидаемого значения (EW) и функциональной зависимости ожидаемого значения (EW) от параметра (k) модели вновь определяют параметр (k) модели,
- параметрируемую модель (8) на основании нового определяемого параметра (k) модели вновь параметрируют, и
- уже определенные для участков (6) полосы в рамках определения по меньшей мере одного управляющего параметра (Р) с использованием параметрируемой модели (8) величины актуализируют в реальном времени.
11. Управляющая вычислительная машина для управления прокатным станом, отличающаяся тем, что она содержит машинный код (5), который предназначен для непосредственного выполнения управляющей вычислительной машиной (3), выполнение которого управляющей вычислительной машиной приводит к тому, что управляющая вычислительная машина (3) выполняет способ управления по любому из пп. 1-10.
12. Прокатный стан для прокатки полосы (1), содержащий по меньшей мере одну первую прокатную клеть (2), отличающийся тем, что он снабжен управляющей вычислительной машиной (3) по п. 11.
| JP 61289908 A, 19.12.1986 | |||
| СПОСОБ ЛЕЧЕНИЯ РЕЗИСТЕНТНЫХ ФОРМ СИНДРОМА ЗАВИСИМОСТИ (АЛКОГОЛИЗМА, НАРКОМАНИЙ, ТОКСИКОМАНИЙ, ГЕМБЛИНГА И ДР.) ПРИ ЭНДОГЕННЫХ, РЕЗИДУАЛЬНО-ОРГАНИЧЕСКИХ, КОМОРБИДНЫХ РАССТРОЙСТВАХ И ПСИХОСОМАТИЧЕСКИХ ОСЛОЖНЕНИЯХ | 2005 |
|
RU2301685C1 |
| DE 3515429 A1, 14.11.1985 | |||
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС | 2000 |
|
RU2189875C2 |

